Область техники, к которой относится изобретение
Изобретение относится к устройству для манипулирования рулоном металлического материала на производственной линии полосового стана горячей прокатки. В частности, оно относится к устройству активного перемещения рулона горячего металла внутри промежуточного перемоточного устройства после начального рабочего места разматывания.
Уровень техники
Промежуточное перемоточное устройство выполняет промежуточный процесс на полосовом стане горячей прокатки, при котором раскат из горячего металла сматывают с большой скоростью из черновой группы клетей и медленно разматывают в чистовой группе клетей. Головная часть раската поступает в промежуточное перемоточное устройство и направляется в область сматывания, где гибочные ролики тянут его и придают ему обращенную вниз кривизну, образуя первую петлю рулона и затем способствуя формированию вокруг петли дополнительных витков рулона. Формирующий рулон барабан и пара приводных роликов люльки поддерживают и вмещают в себя растущий рулон.
Разматывание начинается тогда, когда ролики люльки изменяют направление вращения рулона на противоположное, и отделяющее устройство принудительно отделяет самый внешний виток рулона так, чтобы подать новую головную часть в область входа обрезных ножниц и затем в чистовую группу клетей. Разматывание может включать в себя активный и/или пассивный перенос рулона из области сматывания, через промежуточный участок разматывания и переноса, на участок завершающего разматывания.
Применение промежуточного перемоточного устройства произвело революцию в производстве горячекатаной стальной полосы, поскольку оно обеспечивает сбережение тепла за счет накопления длинного раската между черновой и чистовой группами клетей. Процесс сматывания уменьшает площадь поверхности, которая может терять тепло за счет излучения от раската. Это приводит к тому, что размотанный раскат имеет практически такую же температуру, что и при сматывании, допуская почти изотермическую прокатку без увеличения требующейся мощности прокатки. Кроме того, смотанный раскат является компактным по сравнению с плоским раскатом, что позволяет экономить площади и/или повысить производительность стана. В дополнение к этим главным преимуществам, промежуточное перемоточное устройство обладает также следующими достоинствами: выравнивание холодных следов полозьев от печи с шагающими балками, разрушение окалины, возможность помещения в него подогретых рулонов и использование его в качестве позиции временной выдержки перед чистовой группой клетей.
В патенте США 5310131 описано начальное разматывание смотанного раската в первом положении с последующим активным перемещением в направлении второго и завершающего положения без оправок, с использованием системы из двух опорных роликов, люлек, которые поднимаются и опускаются в противоположных направлениях путем вращения люлек, или системы опорных роликов и передаточной площадки, которые независимо поднимаются или опускаются путем поворота соответствующих рам. Оба эти перемещения механизма являются сложными и поэтому дорогостоящими при сооружении и техническом обслуживании.
В патенте США 5987955 описано устройство активного перемещения рулона с рабочего места сматывания на рабочее место разматывания без оправки, в котором два опорных ролика образуют люльку для рулона для формирования рабочего участка сматывания, а два других опорных ролика образуют люльку для рулона для формирования рабочего места разматывания. Ролики рабочего места сматывания и, возможно, ролики рабочего места разматывания дифференцированно поднимаются и опускаются, оставаясь на постоянном расстоянии друг от друга так, чтобы начать перемещение рулона на рабочее место разматывания, на котором предусмотрено средство для передачи по направлению хода технологического процесса из первого во второе положения разматывания. Поскольку активный перенос происходит посредством массового горизонтального перемещения рабочего места разматывания, на участке перемещения имеются области, в которых опорные ролики или направляющие ролики периодически отсутствуют возле линии прокатки. В результате повернутая вниз головка или пассивно перемещающийся рулон может упасть в этих открытых областях.
Задачей настоящего изобретения является устранение одного или более недостатков, связанных с известным активным устройством перемещения для использования в промежуточных перемоточных устройствах в полосовом стане горячей прокатки.
Раскрытие изобретения
Согласно настоящему изобретению, предлагается устройство активного перемещения рулона горячего металла внутри промежуточного перемоточного устройства полосового стана горячей прокатки, причем устройство расположено после начального рабочего места разматывания промежуточного перемоточного устройства и содержит по меньшей мере одну одноповоротную люльку для рулона, имеющую первый опорный ролик с неподвижной осью вращения, поворотную раму, установленную с возможностью поворота вокруг оси первого ролика, и второй опорный ролик, установленный на поворотной раме параллельно первому опорному ролику и расположенный на расстоянии от него для того, чтобы принимать и поддерживать рулон горячего металла, при этом ось вращения второго поддерживающего ролика способна, таким образом, поворачиваться вокруг оси первого опорного ролика так, что рулон может быть пропущен из люльки.
В некоторых вариантах осуществления устройство содержит множество таких одноповоротных люлек для рулона. Устройство может также содержать по меньшей мере одну двуповоротную люльку для рулона, имеющую первый опорный ролик с подвижной осью вращения, первую поворотную раму, установленную с возможностью поворота вокруг оси первого ролика, второй опорный ролик, установленный на первой поворотной раме, при этом ось его вращения параллельна оси первого опорного ролика, вторую поворотную раму, установленную с возможностью поворота вокруг закрепленной на земле оси, причем первый и второй опорные ролики разнесены друг от друга для приема и поддержания рулона горячего металла, и первый опорный ролик выполнен с возможностью вращения вокруг закрепленной на земле оси, а второй опорный ролик выполнен с возможностью вращения вокруг первого опорного ролика так, что рулон горячего металла, поддерживаемый опорными роликами, может подниматься из люльки для рулона и проходить через по меньшей мере один из опорных роликов из люльки для рулонов.
Варианты осуществления изобретения описаны ниже более подробно и показаны на прилагаемых чертежах. Специалистам в данной области техники должна быть понятна возможность многих изменений в описанных вариантах осуществления в широких рамках объема, в котором заявлено изобретение.
Краткое описание чертежей
Для того, чтобы можно было лучше понять различные варианты осуществления изобретения, описанные здесь, и более ясно показать, каким образом могут быть осуществлены приведенные в качестве примера варианты осуществления, будет сделана ссылка на прилагаемые чертежи, на которых:
фиг.1 представляет собой схематичный вид в вертикальной проекции части производственной линии полосового стана горячей прокатки, включающей в себя устройство активного перемещения рулона промежуточного перемоточного устройства согласно первому варианту осуществления;
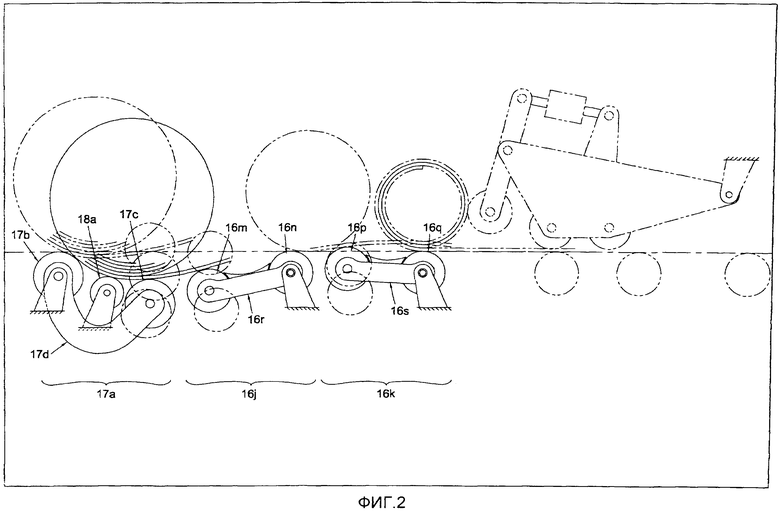
фиг.2 представляет собой схематичный вид в вертикальной проекции в увеличенном масштабе устройства активного перемещения рулона производственной линии, показанной на фиг.1;
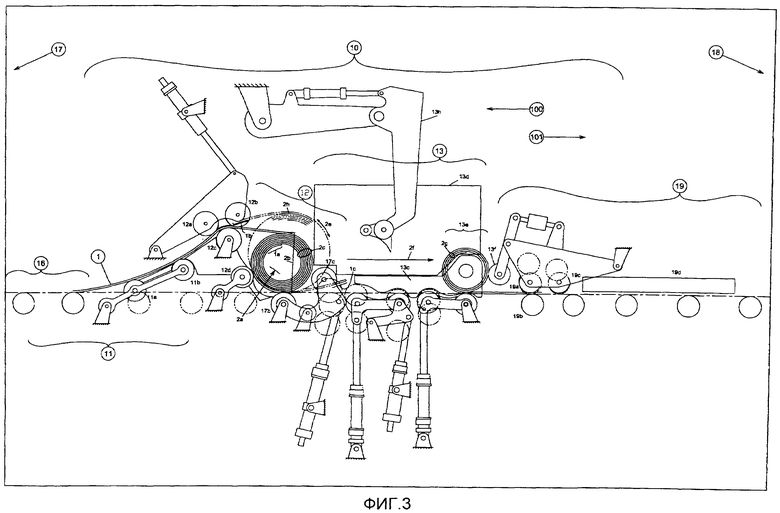
фиг.3 представляет собой схематичный вид в вертикальной проекции части производственной линии полосового стана горячей прокатки, включающей в себя устройство активного перемещения рулона промежуточного перемоточного устройства согласно второму варианту осуществления;
фиг.4 представляет собой схематичный вид в вертикальной проекции в увеличенном масштабе устройства активного перемещения рулона производственной линии, показанной на фиг.3.
Подробное описание изобретения
Для простоты и наглядности иллюстрации предполагается в подходящих случаях, что ссылочные позиции могут повторяться на чертежах для обозначения соответствующих или аналогичных элементов. Кроме того, изложены различные особые детали для обеспечения всестороннего понимания вариантов осуществления, описанных здесь. Однако обычным специалистам в данной области техники должно быть понятно, что варианты осуществления, описанные здесь, могут применяться на практике без этих особых деталей. В других случаях подробно не описываются хорошо известные способы, технологии и компоненты так, чтобы не затруднять понимание описанных в них вариантов осуществления. Кроме того, приведенное здесь описание различных примеров означает далее понимание различных аспектов идей заявителя и не должно рассматриваться в качестве ограничения любым образом объема настоящего изобретения. Кроме того, следует отметить, что слова «в качестве примера» используются здесь для обозначения примера варианта осуществления устройства или способа и необязательно обозначают предпочтительное осуществление устройства или способа.
Как показано на фиг.1 и 2, промежуточное перемоточное устройство (10) на производственной линии полосового стана горячей прокатки выполняет промежуточный процесс, при котором раскат из горячего металла (1) сматывают с большой скоростью из черновой группы клетей (17 - не показано) и затем медленно разматывают в чистовой группе клетей (18 - не показано). Раскат (1) перемещается черновой группой клетей (17) и промежуточным рольгангом (16) в направлении области (11) входа промежуточного перемоточного устройства, где он центрируется относительно оси стана. Головная часть (1а) раската поступает в промежуточное перемоточное устройство (10) и направляется в область сматывания (12) приводными роликами (11а, b) и направляющими роликами (11с). В области (12) сматывания гибочные ролики (12а, b, с) тянут раскат (1) и придают ему обращенную вниз кривизну, образуя первую петлю (2а) рулона и способствуя затем формированию дополнительных витков (2с) рулона вокруг петли (2а). Формирующий рулон ролик (12d) и пара приводных роликов (17b, с) люльки поддерживают и вмещают в себя растущий рулон. На определенных этапах формирования рулона гибочные ролики (12а, b) начинают подниматься, и ролик (17с) люльки начинает опускаться для того, чтобы вмещать увеличивающийся диаметр рулона (2b). Когда хвостовая часть раската (1b) приближается к промежуточному перемоточному устройству (10), гибочные ролики (12а, b) поднимаются дополнительно для последовательной остановки хвостовой части; когда хвостовая часть (1b) проходит через гибочные ролики (12а, b, с), ролик люльки (17с) дополнительно опускается для размещения рулона. Разматывание начинается тогда, когда ролики люльки (17b, с) изменяют направление вращения рулона (2е) на противоположное, и отделяющее устройство (13h) принудительно отделяет самый внешний виток (2h) рулона, так чтобы подать новую головную часть (1с) в область входа обрезных ножниц (19) и по направлению чистовой группы клетей (18).
Разматывание может включать в себя пассивное и/или активное перемещение рулона (2f) из области (12) сматывания через область (13) разматывания и перемещения на рабочее место завершающего разматывания (13е). Активное перемещение относится к перемещению рулона путем приложения внешнего усилия по направлению или против по ходу (100) или по направлению по ходу (101), а пассивное перемещение относится к перемещению по направлению по входу (101), происходящему спонтанно с момента, когда тянущие и разматывающие усилия, приложенные к раскату (1), не могут больше уравновешиваться весом остающихся витков (2g) рулона. Область (13) разматывания и переноса может также включать в себя средство (13с) для центрирования раската и/или рулона относительно оси стана, средство (13d) для повторного излучения тепла, средство (13f) для торможения рулона на завершающих этапах разматывания и средство (13g), обеспечивающее полное раскрытие петли рулона. Область входа обрезных ножниц (19) обычно содержит ролики для защемления (19а, b) и ролики для выравнивания (19 с) раската и средство для центрирования раската относительно оси стана. Ролики для защемления обычно снабжены приводом и служат для придания раскату ведущего или тянущего усилия, а выравнивающие ролики являются не приводными и служат для уменьшения волнистости раската, вызванной разматыванием (или иным путем); при этом для защемления, выравнивания или того и другого вместе могут оказаться пригодными комбинированные приспособления.
Активное перемещение без оправки начинается от рабочего места сматывания в устройстве перемещения посредством одноповоротной люльки (17а) для рулона и неподвижного толкателя (18а); при этом одноповоротная люлька (17а) для рулона образована двумя опорными роликами (17а, с) для рулона, разделенными поворотной рамой (17d), причем передний по ходу ролик (17с) поворачивается вокруг оси заднего по ходу ролика (17b), а задний по ходу ролик (17b) закреплен на земле; при этом неподвижный толкатель (18а) представляет в общем любое средство, закрепленное со смещением и расположенное так, что при опускании переднего ролика (17с) для рулона после сматывания рулон (2j) входит в контакт со средством, расположенным ниже линии (103) прокатки, оставаясь в контакте с передним по ходу роликом (17 с), но выходя из контакта с задним по ходу роликом (17b), и такое действие вызывает смещение центра массы рулона в положение дальше по ходу от переднего по ходу ролика (17с). При таком виде смещения вес рулона сначала частично, а затем полностью опирается на прилегающую люльку (16j) для рулона на фиг.2, и рулон покидает рабочее место сматывания. В случае толкателя (18а) использование дополнительного ролика обеспечивает осторожное обращение с наружной поверхностью рулона и является наиболее удобным. Для поворота поворотной рамы (17d) вокруг оси заднего по ходу ролика (17b) люльки будет использовано только свободно качающееся несущее устройство, как и в роликах (16m) и (16р) на фиг.2. Такой способ поворота вокруг центра заднего по ходу ролика (17b) люльки облегчает компактное размещение, благодаря которому становится возможным надлежащее перемещение ролика (17с) выше и ниже линии прокатки несмотря на присутствие неподвижного толкателя (18а).
Устройство активного перемещения по первому варианту осуществления изобретения включает в себя соседние люльки (16j) и (16k) для рулонов, в которых соответственно содержатся группы (16m, n) и (16р, q) опорных роликов, разделенные поворотными рамами (16r) и (16s). Особенность (16j) и (16k) люлек для рулонов заключается в том, что они являются одноповоротными, то есть опорные ролики (16m) и (16р) могут соответственно поворачиваться вокруг осей закрепленных на земле роликов (16n) и (16q). Величина и последовательность наклона поворотных рам (16r, s) будет вести к подъему или опусканию опорных роликов (16m, р), так чтобы плавно и принудительно перемещать рулон на соседнюю люльку для рулонов или из нее.
Это устройство активного перемещения решает проблемы, связанные с прежними техническими решениями, путем: сохранения положительного движения вперед во время передачи рулона, сохранения непрерывности поддержки рулона и применения простых механических средств. В частности, положительное движение вперед обеспечивается благодаря тому, что все опорные ролики перемещаются таким образом, чтобы обеспечить нахождение центра массы рулона всегда впереди заднего по ходу опорного ролика в то время, когда рулон перемещается в следующую пару опорных роликов; непрерывность поддержки рулона обеспечивается потому, что опорные ролики удерживаются рядом друг с другом; а механическая простота обеспечивается путем использования простых механических шарниров (в отличие от направляющих линейного перемещения или т.п.).
Также показано, как устройству перемещения будет оказывать содействие механизм пассивного перемещения, посредством которого сочетание усилий разматывания и перемещений ролика действует совместно для перемещения рулона. Кроме того, возможность пассивного перемещения из устройства сматывания будет допускаться в любое время в процессе разматывания при сохранении непрерывности раската и поддержки рулона.
На фиг.3 и 4 показан альтернативный вариант осуществления устройства активного перемещения, которое включает в себя много элементов, общих с первым вариантом осуществления. Они обозначены теми же ссылочными позициями и их описание не повторяется.
Вариант осуществления на фиг.3 и 4 объединяет в себе как одноповоротные, так и двуповоротные системы люлек для рулонов для увеличения до максимума возможностей и простоты системы в целом. В частности, первая люлька для рулона является двуповоротной, а вторая - одноповоротной для обеспечения перемещения против хода в устройство сматывания и плавное управляемое перемещение по ходу во вторую люльку для рулона.
Устройство активного перемещения включает в себя ближнюю по ходу люльку (26j) для рулонов и дальнюю по ходу люльку (16k) для рулонов. Соседние люльки для рулонов (26j, 26k) включают в себя соответствующие группы (26m, n) и (16р, k) опорных роликов, которые соответственно расположены и разделены поворотными рамами (13r) и (16s). Ближняя по ходу люлька (26j) для рулонов отличается от дальней по ходу люльки (16k) для рулонов тем, что является двуповоротной, т.е. один опорный ролик (26m) может поворачиваться вокруг оси другого ролика (26n), а второй ролик (26n) удерживается второй поворотной рамой (26t), которая может поворачиваться вокруг закрепленной на земле оси (26v). Величина и последовательность наклона двуповоротных поворотных рам (26r, t) будет вести к подъему или опусканию опорных роликов (26m, р), так чтобы плавно и принудительно переносить центр массы рулона на соседнюю люльку для рулонов или из нее.
Возможное изменение этого устройства предусматривает использование двух или более двуповоротных люлек для рулонов, аналогичных ближней по ходу люльке (26j) для рулонов в сочетании с одной или более одноповоротными люльками для рулонов, аналогичными дальней по ходу люльке (16k) для рулонов. Другое изменение может предусматривать сочетание двуповоротной люльки для рулонов в положении дальше по ходу и одноповоротной люльки для рулонов в положении ближе по ходу.
Несмотря на то, что идеи заявителя были описаны здесь в сочетании с различными вариантами осуществления, не предполагается, что они ограничиваются такими вариантами осуществления. Напротив, идеи заявителя охватывают различные альтернативы, модификации и эквиваленты, как будет понятно специалистам в данной области техники, общий объем которых определен в приложенной формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСПОЛЬЗОВАНИЕ ПЕРЕМОТОЧНОГО УСТРОЙСТВА ДЛЯ РАЗМЕЩЕНИЯ МЕЖДУ ЧЕРНОВЫМ И ЧИСТОВЫМ ПРОКАТНЫМИ СТАНАМИ | 2004 |
|
RU2353453C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| ТЕРМОЭЛЕКТРОМЕХАНИЧЕСКИЙ СПОСОБ И СИСТЕМА ДЛЯ СМАТЫВАНИЯ И РАЗМАТЫВАНИЯ ПРЯМОЛИНЕЙНОЙ ГОРЯЧЕКАТАНОЙ ПРЕДВАРИТЕЛЬНОЙ ПОЛОСЫ ИЗ НЕПРЕРЫВНОГО ЛИТОГО ТОНКОГО СЛЯБА | 2004 |
|
RU2353452C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| ПОДАЮЩЕЕ УСТРОЙСТВО ДЛЯ МОТАЛКИ СТАЛЬНОЙ ПОЛОСЫ | 2011 |
|
RU2572655C2 |
| 3/4-НЕПРЕРЫВНЫЙ ШИРОКОПОЛОСНЫЙ СТАН С БЕСКОНЕЧНОЙ ГОРЯЧЕЙ ПРОКАТКОЙ ТОНКИХ ПОЛОС НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2012 |
|
RU2483815C1 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ И ШИРОКОПОЛОСОВОЙ СТАН ГОРЯЧЕЙ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2154538C1 |
| Способ широкополосовой горячей черновой прокатки | 1987 |
|
SU1518036A1 |
| СМАТЫВАЮЩЕЕ-РАЗМАТЫВАЮЩЕЕ УСТРОЙСТВО И СПОСОБ СМАТЫВАНИЯ И РАЗМАТЫВАНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ В ПРОКАТНОЙ ЛИНИИ | 2010 |
|
RU2522045C2 |


Устройство для перемещения рулона горячего металла внутри промежуточного перемоточного устройства полосового стана горячей прокатки, причем указанное устройство расположено после начального рабочего места разматывания промежуточного перемоточного устройства и содержит по меньшей мере одну одноповоротную люльку для рулона, которая содержит первый опорный ролик с неподвижной осью вращения, поворотную раму, установленную с возможностью поворота вокруг оси первого ролика, и второй опорный ролик, установленный на поворотной раме и выполненный с возможностью поворота вокруг неподвижной оси вращения первого опорного ролика для обеспечения пропускания рулона горячего металла из люльки для рулона, при этом возможны варианты осуществления устройства, при которых возможно множество таких одноповоротных люлек для рулона и, кроме того, устройство может включать в себя по меньшей мере одну двуповоротную люльку, что обеспечивает надежность перемещения рулона горячего металла. 5 з.п. ф-лы, 4 ил.
1. Устройство для перемещения рулона горячего металла внутри промежуточного перемоточного устройства полосового стана горячей прокатки с использованием роликов, каждый из которых вращается на оси вращения, содержащее узел первой люльки для рулона, который принимает рулон горячего металла при его сматывании и последующем начале разматывания, при этом узел первой люльки для рулона имеет задний по ходу ролик, поворотную раму, установленную с возможностью поворота вокруг оси вращения заднего по ходу ролика, передний по ходу ролик, установленный на поворотной раме, причем его ось вращения параллельна оси вращения заднего по ходу ролика, при этом передний по ходу и задний по ходу ролики разнесены друг от друга для приема и поддержания рулона горячего металла, причем передний но ходу ролик выполнен с возможностью вращения вокруг заднего по ходу ролика, и толкательный ролик, расположенный между задним но ходу роликом и передним по ходу роликом, узел второй люльки для рулона, расположенный дальше по ходу от узла первой люльки для рулона, при этом узел второй люльки для рулона имеет передний по ходу ролик, поворотную раму, установленную с возможностью поворота вокруг оси вращения переднего по ходу ролика, и задний по ходу ролик, установленный на поворотной раме, причем его ось вращения параллельна оси вращения переднего по ходу ролика, при этом передний по ходу и задний по ходу ролики разнесены друг от друга для приема и поддержания рулона горячего металла, причем задний по ходу ролик выполнен с возможностью вращения вокруг переднего по ходу ролика так, что рулон горячего металла, поддерживаемый передним по ходу и задним по ходу роликами, может подниматься и проходить через передний по ходу ролик из второй люльки для рулонов, при этом при опускании переднего по ходу ролика первой люльки для рулона рулон горячего металла приводится в контакт с толкательным роликом, оставаясь в контакте с передним по ходу роликом первой люльки для рулона и выходя из контакта с задним по ходу роликом первой люльки для рулона, таким образом, вызывая смещение рулона горячего металла в положение, расположенное дальше по ходу от переднего по ходу ролика первой люльки для рулона, причем после дополнительного опускания переднего по ходу ролика узла первой люльки для рулона рулон горячего металла приводится в контакт с задним по ходу роликом второй люльки для рулона, при этом при последующем поднятии переднего по ходу ролика узла первой люльки для рулона рулон горячего металла смещается в положение, расположенное дальше по ходу от заднего по ходу ролика второй люльки для рулона и приводится в контакт с передним по ходу роликом второй люльки для рулона, причем при последующем поднятии заднего по ходу ролика узла второй люльки для рулона рулон горячего металла проходит через передний по ходу ролик второй люльки для рулона и смещается в положение, расположенное дальше по ходу от переднего по ходу ролика второй люльки для рулона, при этом задний по ходу ролик узла первой люльки для рулона имеет неподвижную ось вращения, а толкательный ролик узла первой люльки для рулона имеет неподвижную ось вращения.
2. Устройство по п.1, в котором передний по ходу ролик узла второй люльки для рулона имеет неподвижную ось вращения.
3. Устройство по п.1, в котором передний по ходу ролик узла второй люльки для рулона имеет подвижную ось вращения.
4. Устройство по любому из пп.1-3, которое дополнительно содержит узел третьей люльки для рулона, имеющий передний по ходу ролик, поворотную раму, установленную с возможностью поворота вокруг оси вращения переднего по ходу ролика, и задний по ходу ролик, установленный на поворотной раме, причем его ось вращения параллельна оси вращения переднего по ходу ролика, при этом передний по ходу и задний по ходу ролики разнесены друг от друга для приема и поддержания рулона горячего металла, причем задний по ходу ролик выполнен с возможностью вращения вокруг переднего по ходу ролика так, что рулон горячего металла, поддерживаемый передним по ходу и задним по ходу роликами, может подниматься и проходить через передний по ходу ролик из третьей люльки для рулонов, при этом при поднятии заднего по ходу ролика узла второй люльки для рулона и прохождении рулона горячего металла через передний по ходу ролик второй люльки для рулона рулон горячего металла приводится в контакт с задним по ходу роликом третьей люльки для рулона, оставаясь в контакте с передним по ходу роликом второй люльки для рулона, а при последующем поднятии заднего по ходу ролика узла третьей люльки для рулона рулон горячего металла проходит через передний по ходу ролик третьей люльки для рулона и смещается в положение, расположенное дальше по ходу от переднего по ходу ролика третьей люльки для рулона.
5. Устройство по п.4, в котором передний по ходу ролик узла третьей люльки для рулона имеет неподвижную ось вращения.
6. Устройство по п.4, в котором передний по ходу ролик узла третьей люльки для рулона имеет подвижную ось вращения.
| JP 10034231 А, 10.02.1998 | |||
| US 4842209 А, 27.06.1989 | |||
| US 5938144 А, 17.08.1999 | |||
| Способ горячей прокатки металлической полосы и устройство для его осуществления | 1975 |
|
SU1156586A3 |
| УСТРОЙСТВО ДЛЯ НАМАТЫВАНИЯ И РАЗМАТЫВАНИЯ ГОРЯЧЕКАТАНЫХ ПОЛОСОВЫХ ЗАГОТОВОК ИЗ ГОРЯЧЕГО МЕТАЛЛА | 2002 |
|
RU2294255C2 |

