Настоящее изобретение относится к способу и связанной с ним системе, формируемой двойным наложенным электромеханическим устройством, нагреваемым газовыми горелками и приспособленным для сматывания и разматывания с регулируемой скоростью предварительных полос, подаваемых из установки для литья тонкого сляба, соединенной с линией горячей прокаткой (литейно-прокатный агрегат), при этом система обеспечивает контролируемое согласование этапа со следующим этапом конечной прокатки, который должен быть отделен от него различными рабочими скоростями.
Как известно на предприятиях для обработки плоских стальных изделий используют аппараты для временного сматывания изделий перед горячим финишным прокатным станом, чтобы отделить низко скоростной участок, соединенный с непрерывным литьем, от финишного прокатного стана, который наоборот функционирует при более высокой скорости, так чтобы сформировать рулон, используемый как резервный запас. Типичным аппаратом является так называемое "перемоточное устройство", разработанное Selko и применяемое как на обычных заводах, так и для так называемых "мини-станов", использующих технологию тонкого сляба.
Эта система по существу сформирована рядом входных роликов для гибки и сматывания плоского продукта, а также приводными роликами, подходящими, чтобы передавать продукту требуемое вращение для формирования рулона, свободно осуществляющееся без какого-либо центрального зажима и без какой-либо защитной оболочки. Используемая система имеет, тем не менее, несколько недостатков, первым из которых является невозможность сматывания тонких слябов или предварительных полос, имеющих толщину меньше 15 мм, причем опасность состоит в сплющивании самого рулона, которое будет предотвращено его последовательным разматыванием. Кроме того, отсутствие внешней оболочки вызывает проблемы температурных потерь из-за излучения и негомогенной температуры, которая затрудняет получение изделий хорошего качества с точки зрения как их геометрии, так и механических свойств.
В патенте US 4703640 попытались решить эти проблемы обеспечением вставок и возможности использования обычных зажимов, в то время как DE 4013582 обеспечивает возможное решение с двумя взаимно наложенными рулонами, каждый из которых вставлен в свою собственную оболочку, но оба решения имеют технические недостатки. Недостатки возникают из-за наличия головных и хвостовых частей, неизбежно более холодных, чем центральный участок полосы, что вызывает проблемы в последующем процессе прокатки особенно в случае тонких и ультратонких толщин, таким образом допускают возрастание в особенности:
- невозможности управления температурой предварительной полосы, так как аппарат не имеет нагревательных систем, и соответственно невозможности производить полосы с ограниченными допусками или особенными характеристиками, такие как термомеханические двухфазные стали или высокопрочные низколегированные стали;
- недостатка управления скоростью сматывания/разматывания предварительной полосы и поэтому невозможности производить тонкие и ультратонкие полосы с жесткими допусками вследствие растяжений, получающихся из-за неуправляемого разматывания;
- проблем для так называемых "отказов" прокатных клетей, принимать материал, показывающий в головной зоне, на длине нескольких сантиметров, разницы температур в несколько десятков градусов;
- выхода из допуска в длине первой и последней полосы (десятки метров), особенно в производстве тонких и ультратонких полос;
- неправильного позиционирования или "отклонения от стола" головной части с последующей деформацией первых метров полосы и с последующими проблемами стабильности полосы и сматывания;
- неправильного позиционирования или "отклонения от стола" хвостовой части с последующим разрушением полосы или прокатных роликов.
WO 96/32509 предусматривает два наложенных устройства сматывания и разматывания стальной полосы, имеющих индукционные нагреватели только на направляющих у выхода полосы наружу, выполненных как роликовые дорожки, без какой-либо возможности оптимизации и выравнивания температуры вдоль всей полосы.
Еще со ссылкой на вышеупомянутые патенты можно заметить, что для предотвращения охлаждения хвостовой части полосы последняя должна была бы наматываться внутри, но это подразумевает заметные трудности осуществления, так как устройство должно иметь широкое отверстие, условие, которое вызовет заметные потери температуры, по этой причине такой аппарат не имеет практических применений.
С учетом описанных проблем и недостатков предыдущего уровня техники, настоящее изобретение нацелено на улучшение устройства для сматывания/разматывания предварительной полосы из линии, содержащей системы литья и прокатки, при этом обеспечивается высокий уровень равномерности нагрева вышеупомянутого продукта и электронное управление скоростью сматывания/разматывания, за счет чего создаются предпосылки получения конечного продукта с жесткими геометрическими допусками и однородными механическими свойствами.
Эта задача решается согласно изобретению посредством электромеханической системы, имеющей признаки, как заявлено в пункте 1 формулы изобретения, и способа согласно пункту 4 формулы изобретения.
Дополнительные задачи, преимущества и особенности системы согласно настоящему изобретению, а также соответствующему процессу будут прояснены из следующего описания предпочтительного варианта осуществления изобретения со ссылкой на прилагаемые чертежи, на которых:
фиг.1 показывает сечение упомянутого варианта осуществления, в котором два устройства, формирующие патентоспособную систему, налагаются друг на друга;
фиг.2 показывает схематичный вид поперечного сечения центрального зажима каждого отдельного сматывающего/разматывающего устройства системы; и
фиг.3 и 4 соответственно показывают вид спереди и сечение вдоль линии IV-IV устройства в предпочтительном варианте осуществления для соединения подгонкой зажима центрального тела к боковым сегментам.
На фиг.1 показана система согласно изобретению, в которой оба наложенных сматывающих/разматывающих устройства А предварительной полосы а могут альтернативно вращаться вокруг их горизонтальных осей в направлении по часовой стрелке и против часовой стрелки под углом, содержащимся между 40 и 120°, чтобы обеспечить непрерывность между этапом, содержащим линию из литья и горячей прокатки, и этапа конечной прокатки. Каждое из двух устройств А отдельно нагревается подходящими горелками 4 для природного газа и независимо управляется посредством специального программного обеспечения, способного управлять как скоростью сматывания/разматывания, так и температурой нагрева. Кроме того, чтобы обеспечить быструю вставку в системы удаления окалины и затем в финишный прокатный стан, размещенный далее хвостовой части c предварительной полосы, намеренно позволяют выходить из защитной оболочки на длину от 0 до 800 мм и перед конечной прокаткой ее нагревают упомянутыми горелками 4 (работающими в течение этапа сматывания), необходимыми, чтобы обеспечить термическую однородность с оставшейся предварительной полосой а, которая должна быть смотана и нагрета в устройстве А.
Нужно заметить, что устройство А сматывания/разматывания может предпочтительно включать в себя вспомогательное оборудование, чтобы способствовать вводу или выводу предварительной полосы в отверстие внешней оболочки.
С этой целью, как предпочтительное, но неограничивающее решение, может быть адаптирован один из предшествующих уровней техники, раскрытый в патенте IT 1245612, в котором полосы направляются внутрь и наружу парой роликов 2, размещенных на входе устройств А, и при этом полосы поддерживаются в течение этапа сматывания пластиной 3, которая расположена внутри защитной оболочки, чтобы способствовать их вставке в зажим 6 сматывания.
С этой целью предпочтительно каждое устройство А сматывания содержит внутри изоляционной оболочки А' фиксированный разжимной зажим 6, в конструкции которого находится паз 5 для вставки головной части b предварительной полосы, и, кроме того, вторые горелки 7 для выравнивания температуры полосы а как в течение этапа сматывания, так и этапа разматывания. Работа горелок 7 управляется специальным программным обеспечением согласно алгоритму, который управляет соответствующим стехиометрическим соотношением сжигания, намеренно несбалансированным, с избытком газа (восстановительное сжигание), чтобы способствовать формированию оксида, легко удаляемого устройствами удаления окалины, размещенными ниже по ходу перед конечной прокаткой. Управляющее программное обеспечение горелок 7 также обеспечивает реализацию алгоритма для увеличения или уменьшения скорости потока в горелках, чтобы получить равномерную температуру между ведущим концом и замыкающим концом полосы как в течение этапа сматывания, так и этапа разматывания или в зависимости от типа стали предварительной полосы а и свойств, которые должен иметь конечный продукт.
Оболочка А' имеет отверстие, определенное парой роликов 2, которые на этапе сматывания ориентированы выше по ходу относительно направления прокатки для получения предварительной полосы а, которая должна сматываться (фиг.1 - нижнее устройство), в то время как на этапе разматывания ориентированы ниже по ходу, когда предварительная полоса разматывается, чтобы быть направленной к конечной прокатке (фиг.1 - верхнее устройство). Эта операция становится возможной, потому что все устройство А может само поворачиваться на угол от 40 до 120° вокруг своей собственной оси, так чтобы позволить правильное выравнивание отверстия, определенного роликами 2 с верхним и нижним участками, соответствующими нижнему и верхнему устройству, линии, в которую оно входит.
Подходящее устройство управления обеспечивает вращение отклоняющего элемента или переходной линии 1, пока она не будет ориентирована на отверстие роликов 2, так чтобы направить предварительную полосу а к устройству А (нижнее устройство на фиг.1), и когда она подается вперед роликами 2, вставить и зацепить в пазу 5 зажима 6, который посредством вращения по часовой стрелке как показано стрелкой вызывает наматывание ее вокруг себя.
В отверстии между роликами 2, в условиях разматывания (верхнее устройство), после того как горелки 4 нагрели хвостовой конец с полосы, отклоняющий элемент направляют вверх, чтобы поддерживать упомянутую хвостовую часть и способствовать подгонке ее в устройство ниже по ходу и, таким образом, к конечной прокатке. Очевидно, отклоняющий или обеспечивающий сматывание элемент 1 так же, как обеспечивающий разматывание элемент 1' предварительной полосы, может быть образован любыми другими эквивалентным и подходящим для этой цели средствами.
Для предотвращения нежелательных задержек между этапами сматывания и разматывания в верхнем и нижнем устройствах специальный алгоритм управляющего программного обеспечения устройств А увеличивает скорость этапа сматывания предварительной полосы а, когда она отрезается ножницами (не показано), расположенными на конце системы, встроенной в линию литья и горячей прокатки (литье с прокаткой) так, чтобы создать требуемое помещение для обеспечения правильного позиционирования вспомогательного элемента 1.
Управляющее программное обеспечение содержит также алгоритм, который позволяет замедлить этап сматывания, когда она кончается, и расстояние от следующей полосы достаточно, чтобы обеспечить ее сматывание, таким образом усиливая нагрев хвостовой части с, которая останется вне устройства А и роликов 2.
Предпочтительный вариант осуществления зажима 6, который используется для устройства А, показан более подробно на фиг.2-4. Со ссылкой на фиг.2 показан полый центральный вал 6.1 зажима внутри центрального тела 6.2; на его сторонах предусмотрены два стальных сегмента 6.3, соответствующим образом облегченные как подобное центральное тело 6.2. Вал 6.1 охлаждается водой, текущей в осевом отверстии 6.4, и имеет снаружи изоляционный слой 6.5, который посредством ограничения прохода тепла между валом и центральным телом 6.2 минимизирует охлаждение первой длины b сматываемой полосы, которая соотносится с размотанной хвостовой частью для последующей прокатки так же, как внутренней части устройства А.
Такой предпочтительный вариант осуществления предусматривает, что центральное тело 6.2 фиксировано соединяется с боковыми сегментами 6.3 посредством фасонных выступов 6.6 и 6.6', которые зацепляются с прокладками 6.7, вставленными, чтобы дать возможность сборки без помощи стяжек, как требуется в обычных вариантах осуществления. Эти последние были особенно ненадежны благодаря неизбежным поломкам, происходящим как следствие давлений при высоких рабочих температурах и смещений их, вызывающих каждый раз период остановки на два и более дней.
Особенный вариант осуществления, показанный на фиг.3 и 4, обеспечивает не только увеличение надежности зажима и его простую осуществимость, но также способность останавливать противодействующее натяжение между упомянутым устройством и устройствами ниже по ходу, а именно между окалиноломателем и финишным прокатным станом.
Изобретение относится к производству полос из непрерывно-литого тонкого сляба. В системе и соответствующем ей термоэлектромеханическом способе предусмотрены два наложенных устройства, сматывающих и разматывающих предварительную полосу. Для выравнивания и оптимизации температуры вдоль всей предварительной полосы предусмотрены внешние и внутренние горелки. Предусмотрено программное обеспечение для управления скоростью сматывания и разматывания, а также температурой нагрева. Изобретение обеспечивает высокий уровень равномерности нагрева полосы, а также жесткие геометрические допуски и однородные механические свойства полосы. 2 н. и 5 з.п. ф-лы, 4 ил.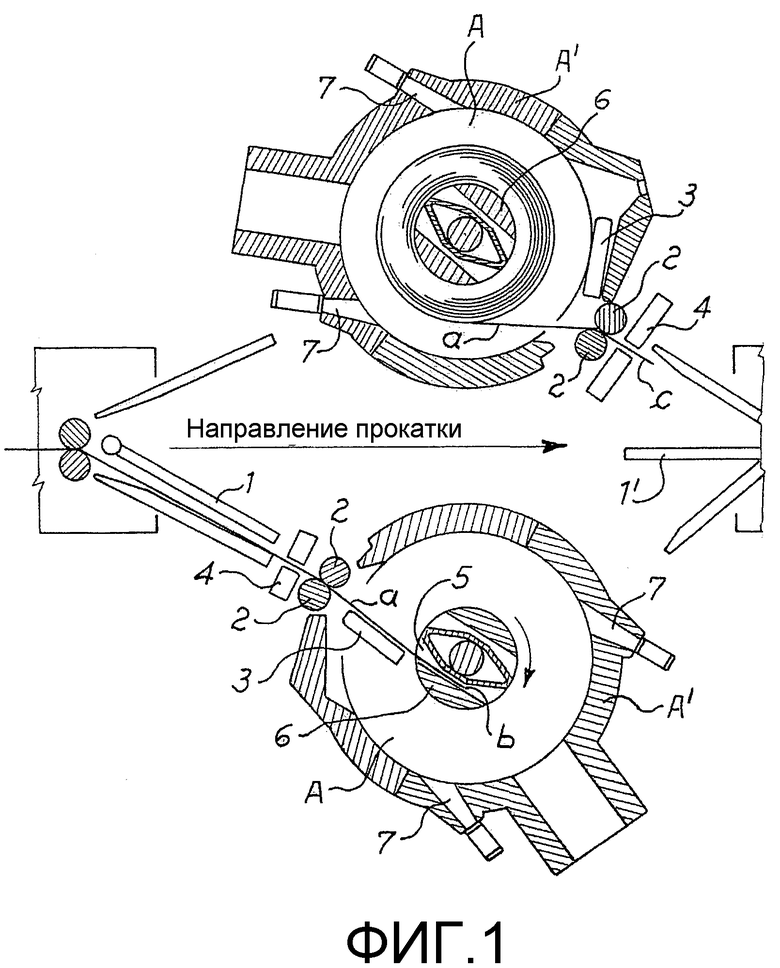
1. Термоэлектромеханическая система для сматывания и разматывания прямолинейной горячекатаной предварительной полосы из непрерывного литого тонкого сляба, содержащая два взаимно наложенных устройства (А) в соответствующих огнеупорных оболочках (А'), снабженных внутренними горелками (7) для природного газа, обеспечивающих сматывание на центральный зажим (6) посредством пар входных и выходных роликов (2) предварительной полосы (а) с толщиной от 8 до 30 мм, поступающей от чернового стана, напрямую соединенного с линией литья тонких слябов, и выполненных с возможностью последовательного вращения и разматывания упомянутой предварительной полосы для ввода в последующий окалиноломатель и финишный прокатный стан, отличающаяся тем, что упомянутые устройства (А) снабжены внешними горелками (4); внутренние горелки (7) выполнены с возможностью оптимизации температуры предварительной полосы (а) перед входом в финишный прокатный стан посредством управляющего программного обеспечения, обеспечивающего реализацию алгоритма изменения скорости потока в горелках для получения автоматически равномерной температуры между передним и задним концами полосы как смотанной, так и размотанной, или в зависимости от типа стали предварительной полосы (а) и свойств, которые должны быть получены в конечном продукте; упомянутые внешние горелки (4) посредством управляющего программного обеспечения обеспечивают выравнивание температуры предварительной полосы (а) по всей ее длине от смотанного сердечника до конечного хвостового участка (с), который остается снаружи для обеспечения однородности механических и геометрических характеристик конечного продукта, зависящих от изменений температуры; предусмотрены приводные средства для вращения зажимов (6) верхнего и нижнего устройств (А) при смотке и размотке, управляемые по алгоритму посредством управляющего программного обеспечения, посредством которого предусмотрено ускорение или замедление сматывания предварительной полосы (а); предусмотрены средства управления скорости упомянутой предварительной полосы (а) как при сматывании, так и при разматывании, включающие программное обеспечение, обеспечивающие предотвращение растяжений или сжатий предварительной полосы; и предусмотрены средства для управления остановкой зажима (6) для оставления упомянутого хвостового конца (с) предварительной полосы на рулоне снаружи упомянутых устройств (А) и упомянутых пар роликов (2) на длину от 0 до 800 мм.
2. Система по п.1, отличающаяся тем, что после размещенных в линию устройств литья и горячей прокатки предусмотрены ножницы для резки предварительной полосы, и при этом в первом из упомянутых алгоритмов управляющего программного обеспечения для устройств (А) предусмотрено ускорение сматывания полосы так, чтобы создать требуемое пространство для правильного позиционирования вспомогательного устройства (1), чтобы принять в сматывающее устройство (А) следующую полосу.
3. Система по п.1, отличающаяся тем, что для улучшения нагрева конечного участка (с), оставшегося вне устройства (А) и роликов (2), во втором алгоритме управляющего программного обеспечения предусмотрена возможность замедления сматывания, непосредственно перед его завершением, когда расстояние от следующей полосы достаточно, чтобы обеспечить ее сматывание.
4. Система по п.1, отличающаяся тем, что упомянутый зажим (6), на который наматывается предварительная полоса (а), содержит барабан, выполненный из центрального тела (6.2) с центральным валом (6.1) и боковыми сегментами (6.3), удерживающимися вместе взаимно подогнанными деталями (6.6, 6.7, 6.6', 6.7') без помощи болтов.
5. Система по п.4, отличающаяся тем, что упомянутый зажим (6) термически изолирован от центрального вала (6.1), на котором он установлен, выполненного полым с осевым отверстием (6.4) для охлаждающей воды, для предотвращения возможности такого охлаждения головной и хвостовой частей входящей предварительной полосы (b), при котором полоса теряет способность быть прокатанной.
6. Способ термомеханического сматывания и разматывания прямолинейной горячекатаной предварительной полосы (а) с толщиной от 8 до 30 мм, поступающей от чернового стана, напрямую соединенного с линией литья тонких слябов, при котором полосу сматывают и затем разматывают для обеспечения ее продвижения к этапу финишной прокатки, при этом предусмотрен нагрев посредством сжигания природного газа в течение этапов сматывания и разматывания внутри сматывающих устройств (А), отличающийся тем, что осуществляют дополнительный нагрев снаружи упомянутых сматывающих устройств (А), при этом нагрев предварительной полосы (а) внутри упомянутых сматывающих устройств (А) регулируют посредством программного обеспечения, предусматривающего ускорение или замедление сматывания посредством алгоритмов в программном обеспечении, с возможностью управления, посредством программного обеспечения процесса, скоростью предварительной полосы (а) при сматывании и разматывании.
7. Способ по п.6, отличающийся тем, что нагрев предварительной полосы внутри сматывающего устройства проводят с избытком газа относительно стехиометрического соотношения для создания восстановительной среды и формирования поверхностного оксида, легко удаляемого вместе с окалиной в последующем этапе удаления окалины.
| Лигатура | 1984 |
|
SU1245612A1 |
| Устройство для автоматического управления моталкой непрерывного стана холодной прокатки | 1984 |
|
SU1202653A1 |
| 0 |
|
SU250857A1 | |
| Устройство для регулирования натяжения полосы на моталке листопрокатного стана | 1982 |
|
SU1041188A1 |

