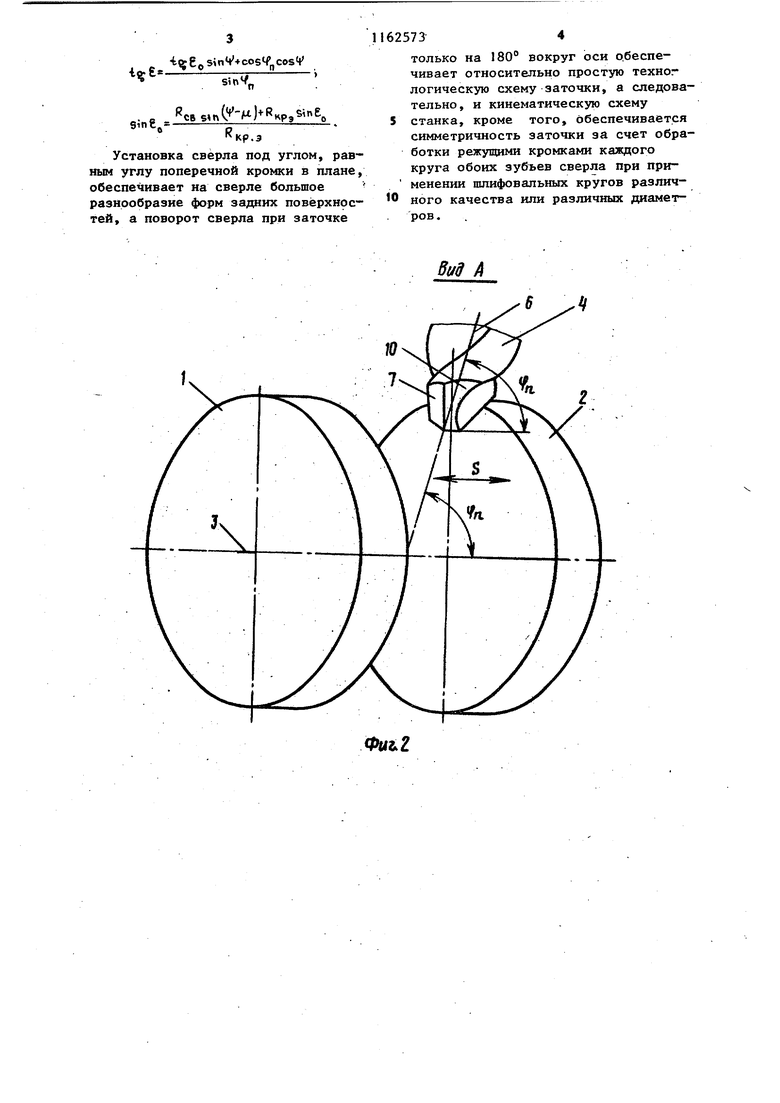
1 11 Изобретение относится к шлифоваиню и касается спиральных сверл, у которых задняя поверхность каждого зуба формируется цилиндрическими поверхностями. Цель изобретения-упрощение заточки. На фиг.1 показана схема заточки . сверла; на фиг.2 - вид А на фиг.1; на фиг.З - вид Б на фиг.1. Заточку сверла производят двумя шлифовальными кругами 1 и 2, которые установлены на одну ось 3 на расчет ном расстоянии L между близлежащими рабочими Поверхностями. Ось 3 шлифовальных .КРУГОВ 1 и 2 установлена наклонно под углом UJ к осевой плоскос ти сверла 4, проходящей через попере ную кромку. Сверлу 4 сообщают возвра но-поступательное движение подачи S в этой плоскости, которая пересекает ся с осью кругов в точке 5. Расположение точки 5 выбираются расчетным путем. Предварительно ось 6 сверла 4 устанавливают в плоскости подачи под углом Vj (угол поперечной кромки в плане ) к проекции ос кругов на плос кость подачи сверла 4. Таким образом осуществляют движение подачи параллельно той части поперечной кромки, которую формируют в данный момент, затачивая один зуб сверла, т.е. параллельно прекцииоси 3 шлифовальных кругов 1 и 2 на плоскость подачи. При этом на зубе оформляют одновременно две поверхности эллиптического цилин ра, образующие которого параллельны поперечной кромке. Один из них формирует заднюю поверхность 7 примыкающую к главной режущей кромке, а другой - поверхность 8, затылующую зуб. Шлифование задней поверхности сверла осуществляют режущими кромками шлифовальных кругов, при этом кахдс(ый шлифовальный круг обрабатывает свою поверхность разных зубьев. Далее сверло 4 поворачивают относительно своей оси на 180 вне рабочей зоны шлифования и при том же давлении подачи S оформляют две идентичные поверхности 9 и 10 другого зуба. Дпя определения установочных параметров заточки задают углы режущей части сверла: об,- - задний угол в цилиндрическом сечении на периферии сверла; f - угол при вершине на периферии сверла; V -угол наклоа поперечной кромки; ш - угол между сью кругов и осевой плоскостью сверла. Определяют параметры установки: п - угол поперечной кромки в плае; L - расстояние между шлифовальыми кругами, измеренное вдоль оси; мск расстояние между первым кругом точкой пересечения оси шлифовальных ругов с плоскостью подачи; Ь.асстояние между вторым кругом и точой пересечения оси шлифовальных кругов с плоскостью подачи ° iMCK Ч ИСК Определение параметров установки роизводится по формулам C03V-to-e.-:S«n4 « п-i T - . где е« - задний угол в сечений, перпендикулярном оси сверла 4 joi t Cf-5ln/x cos НА . где - угол между прямой, образуемой пересечением осевой плоскости сверла, пpoxofдящeй через заданную точку главной режущей кромки, и торцовой плоскостью сверла, и проекцией главной режущей кромки на торцовую плоскость н Sin|U --- , се d - диаметр сердцевины где Dpg- диаметр сверла.. кр. где радиус кривизны эллипса (проекция формирующей режущей кромки на 1лоскость, перпендикулярную вектору подачи) в точке, где заданы геометг рические параметры сверла (частный случай - на периферии сверла); Кй может быть определен по справочным материалам. i ejcpsV B ni« tijMsinV - це- cosi jjS nV+cos4 ces4 2 иск einUJ cosVcosM +teEs tiy ц е ZSin t
t gjjSinV+cosif cosV
..
КРЭ
°кр.э
Установка свёрла под углом, равным углу поперечной кромкн в плане, обеспечивает на сверле большое разнообразие форм задних повёрхнрстей, а поворот сверла при заточке
1625734
только на 180° вокруг оси обеспечивает относительно простую техног логическую схему заточки, а следовательно, и кинематическую схему 5 станка, кроме того, обеспечивается симметричность заточки за счет обработки режущими кромками каждого круга обоих зубьев сверла при применении шлифовальных кругов различного качества или различных диаметров.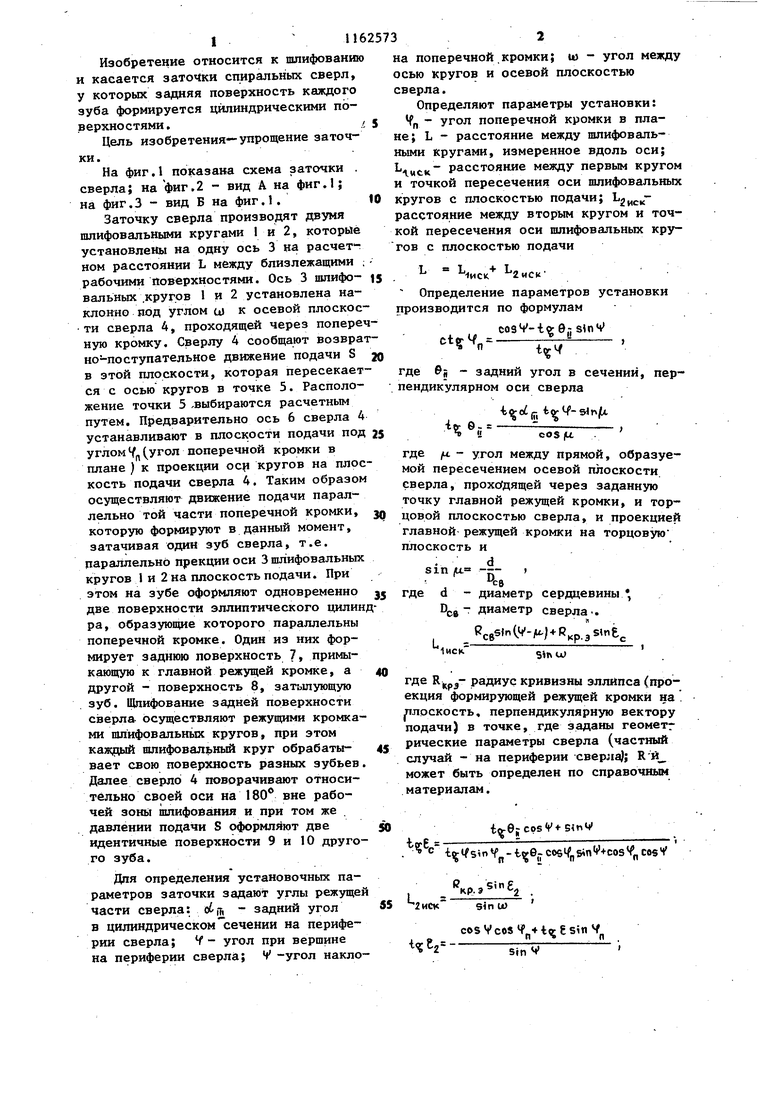
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заточки сверл | 1983 |
|
SU1162572A1 |
| Способ заточки задних поверхностей сверл | 1988 |
|
SU1668109A1 |
| Способ плоскостной заточки спиральных сверл | 1988 |
|
SU1599178A1 |
| Способ плоскостной заточки сверл | 1987 |
|
SU1505759A1 |
| Способ заточки спиральных сверл по задней поверхности режущих перьев | 1959 |
|
SU128321A1 |
| Способ заточки сверл | 1978 |
|
SU878506A2 |
| Способ заточки сверл | 1979 |
|
SU774921A1 |
| Способ фасонной заточки сверла | 1979 |
|
SU831548A1 |
| Способ двухугловой заточки сверл | 1987 |
|
SU1511078A1 |
| СПОСОБ ОБРАЗОВАНИЯ СТРУЖКОРАЗДЕЛИТЕЛЬНЫХ КАНАВОК ПРОТЯЖКИ | 1993 |
|
RU2085344C1 |
СПОСОБ ЗАТОЧКИ СВЕРЛ двум шлифовальными кругами, которые уст навливают на одной оси, расположенной под углом к осевой плоскости сверла, проходящей через поперечную режущую кромку, а сверду сообщают движение подачн в осевой плоскости, отличающийся тем, что, с целью упрощения заточки, ось сверла в ПЛОСКОСТИ подачи устанавливают под углом к проекции оси шлифовальных кругов на плоскость подачи, при этом угол установки берут углу поперечной кромки в ппане, а движение подачи сверла, производят возвратно-поступательно и параллельно проекции оси шлифовальных кругов.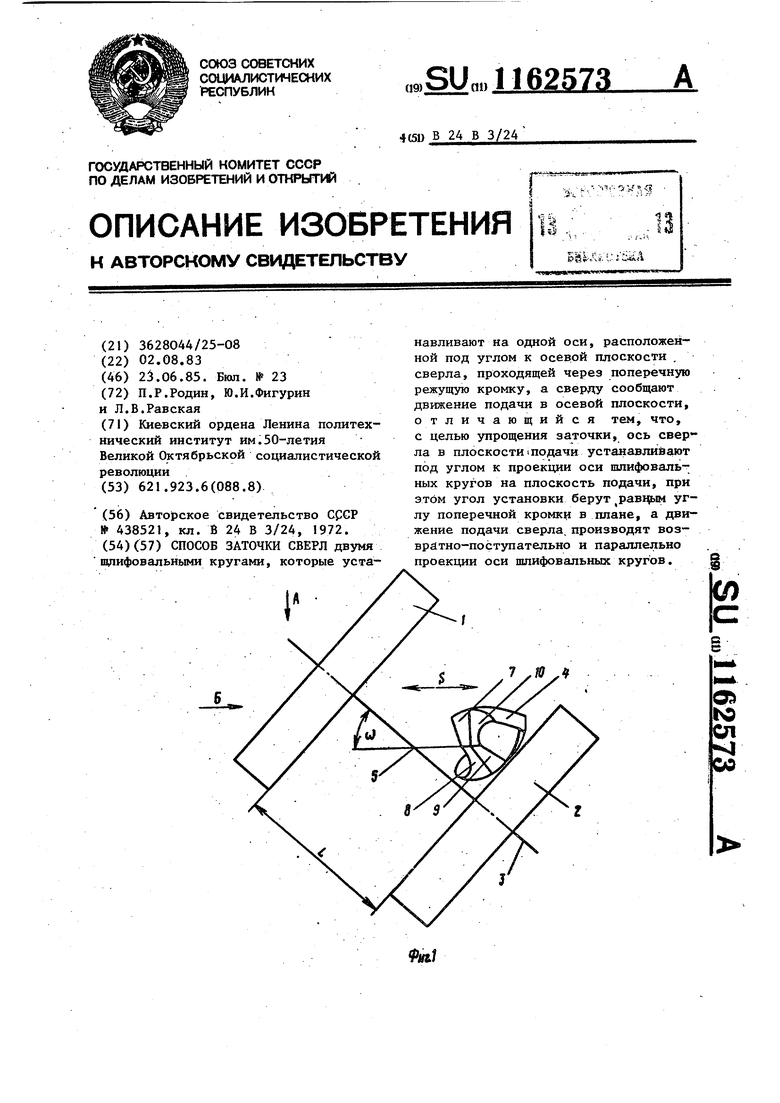
б 7
Вид 6
Фиъ.З
| Способ заточки сверл двумя шлифовальными кругами | 1972 |
|
SU438521A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
