Изобретение относится к области машиностроения, обработке труднообрабатываемых материалов и может использоваться при черновой, получистовой и чистовой механической обработке различных заготовок, характеризующихся значительным разбросом снимаемого припуска как по величине, так и твердости.
Известна сборная торцовая фреза, содержащая хвостовик и корпус с четным числом регулируемых по высоте ножей, расположенных по окружности (а.с. СССР №732088).
Недостатком известной фрезы являются узкие технологические возможности и небольшая производительность.
Известна сборная торцовая фреза, содержащая корпус, в пазах которого размещены державки с режущими пластинами, установленными на штифтах и поджатыми с помощью зажимного механизма к базовым поверхностям в кольцевой выточке на торце диска, соединенного с корпусом (RU 2102199).
Недостатком известной фрезы являются узкие технологические возможности и небольшая производительность.
Известна также сборная торцовая фреза (прототип), состоящая из корпуса с многогранными неперетачиваемыми пластинами, которые закреплены в корпусе с помощью винтов (WO 97/17157, В23С 5/06, 1977, /1/ - 23 с.).
Недостатками прототипа являются узкие технологические возможности, ограничение производительности фрезерования при обработке поверхностей с припусками более 10 мм. В прототипе режущие пластинки расположены в два ряда; максимальная производительность при обработке поверхностей прототипом достигается только при снятии припуска до 10 мм; верхний ряд пластин не выдвинут из корпуса относительно нижнего ряда пластин, следовательно, метод деления припуска на части невозможен.
Технический эффект, который достигается от использования предлагаемого изобретения, - расширение технологических возможностей инструмента, повышение производительности обработки.
Указанный технический эффект достигается тем, что в сборной торцовой фрезе, состоящей из корпуса с многогранными неперетачиваемыми пластинами тангенциальной формы, которые закреплены в корпусе с помощью винтов, режущие пластины расположены вертикально и горизонтально во взаимно перпендикулярных плоскостях под углом 90° друг к другу, при этом она снабжена кольцом с прижимными пластинами для поджима снизу режущих пластин, при этом ряд горизонтальных пластин расположен выше и выдвинут из корпуса относительно ряда вертикальных пластин.
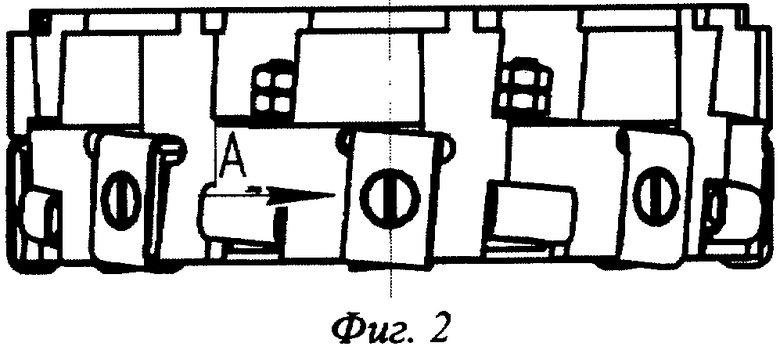
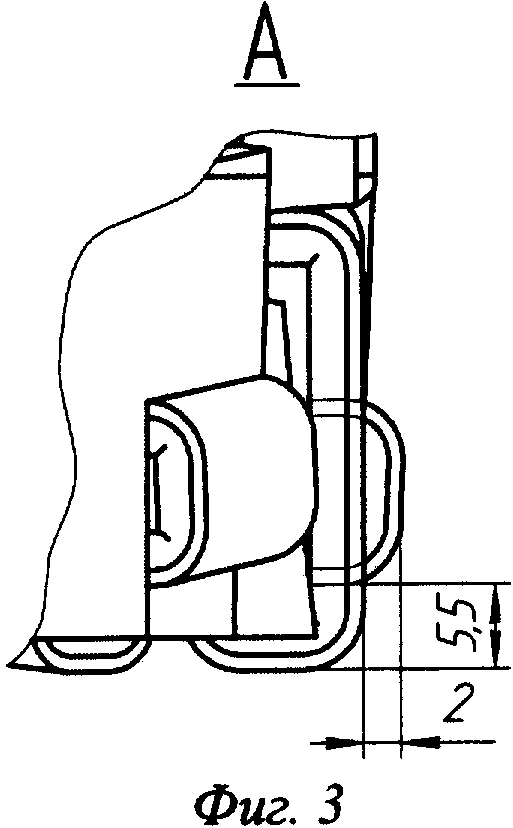
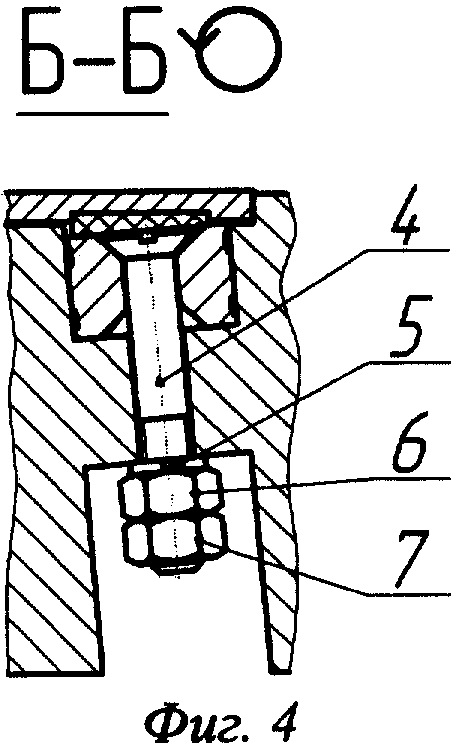
Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 изображен режущий инструмент; на фиг.2 - вид сверху; на фиг.3 - вид А на расположение пластин в корпусе; на фиг.4 - сечение режущей многогранной неперетачиваемой пластины и ее крепление в корпусе инструмента.
Режущий инструмент состоит из металлического корпуса 1 (фиг.1-4), в гнезда которого установлены твердосплавные многогранные неперетачиваемые пластины 2 и 3, закрепляемые в корпусе с помощью винтов 4, шайб 5, гаек 6 и контргаек 7. Пластины 2 и 3 в корпусе расположены поочередно вертикально и горизонтально под углом 90° друг к другу, также горизонтальный ряд пластин расположен обязательно выше, чем ряд вертикальных пластин, и выдвинут по отношению к вертикальному ряду пластин на 2 мм. Это сделано для того, чтобы обеспечить последовательность снятия припуска сначала рядом горизонтальных пластин, а затем рядом вертикальных пластин, тем самым обеспечивая распределение общего припуска между вертикальными и горизонтальными пластинами. Режущие пластины поджимаются снизу кольцом с прижимными пластинами 8, кольцо воспринимает ударные нагрузки поочередно от всех пластин. Крепление кольца осуществляется с помощью винтов 9. В данной фрезе используются специальные режущие пластины LNUX 301940 TN 02 МС221, которые предназначены для черновой обработки железнодорожной техники. Использование пластин отечественного производства значительно удешевляет использование фрезы.
Режущий инструмент работает следующим образом. Инструмент устанавливается и закрепляется в шпинделе станка. Включают вращение шпинделя и рабочую подачу инструмента. При этом первыми в обработку вступают пластины горизонтального ряда 2, а затем пластины вертикального ряда 3, что позволяет снимать слой металла вертикальными пластинами толщиной (5,5-7,0) мм, а горизонтальными пластинами - (6-8) мм. Пластины закреплены в корпусе 1 с помощью винтов 4, шайб 5, гаек 6 и контргаек 7. Также в корпусе фрезы установлено кольцо 8, в пазах которого установлены прижимные пластины. Прижимное кольцо воспринимает ударные нагрузки поочередно от всех режущих пластин. Крепление прижимного кольца в корпусе осуществляется с помощью винтов 9.
В прототипе режущие пластинки расположены в два ряда; максимальная производительность при обработке поверхностей прототипом достигается только при снятии припуска до 10 мм; верхний ряд пластин не выдвинут из корпуса относительно нижнего ряда пластин, следовательно, метод деления припуска на части невозможен.
Все вышесказанное является причиной того, что прототип нельзя применять при черновой обработке, когда объем снимаемой стружки значительно больше, чем при чистовой обработке. При черновой обработке при использовании прототипа необходимо будет назначать невысокие режимы резания, проводить обработку в несколько проходов, а это ведет к увеличению машинного времени и снижению производительности. В результате этого прототип имеет ограниченные технологические возможности.
Отмеченного недостатка предложенный инструмент не имеет, так как в процессе обработки можно назначать высокие режимы резания, повышать минутную подачу. За счет применения метода деления припуска между режущими зубьями можно проводить обработку поверхностей с припусками более 10 мм за один проход, в результате снижается сила резания и мощность резания, уменьшается машинное время, увеличивается производительность обработки, повышается стойкость инструмента и снижается уровень вибраций технологической системы.
Изготовлен опытный образец режущего инструмента и проведены его производственные испытания на операции чернового фрезерования горизонтальной опорной площадки и вертикальных щек рамы железнодорожных вагонов. Испытания проводили на станке ФБ-03, выпускаемом НПО «Экспериментальный завод» г.Реж, Свердловская обл. Перед обработкой изношенные поверхности надрессорной балки наплавляют твердым износостойким сплавом, при этом поверхности после наплавки получаются неровными с большим перепадом припуска под обработку и высокой твердостью сплава, подлежащего снятию режущим инструментом.
Обработка такой наплавленной площадки обычным режущим инструментом характеризуется высоким уровнем вибрации, низким режимом резания, периодом стойкости, большим расходом режущего инструмента и низким качеством обработанной поверхности (высокая шероховатость, следы дробления на поверхности и др.).
Обработка наплавленной площадки предложенным режущим инструментом характеризуется значительно более низким уровнем вибрации технологической системы, более высокой подачей инструмента, отсутствием следов дробления и снижением среднеарифметического отклонения профиля с Ra=30-40 мкм до Ra=5-8 мкм. Уменьшается износ твердосплавных режущих пластин и повышается производительность технологической операции.
Обработка прерывистых поверхностей с большим перепадом снимаемого припуска как по величине, так и по твердости сопровождается импульсными ударами зубьев фрезы при выходе и входе в контакт с заготовкой. Деление припуска на части между горизонтальными и вертикальными пластинами, небольшой шаг между режущими пластинами и большие минутные подачи способствуют уменьшению силы резания и мощности резания. Все это приводит к уменьшению ударных импульсов и снижению времени на упругое восстановление технологической системы и, как следствие, к повышению производительности и повышению стойкости режущего инструмента.
Таким образом, применение предлагаемого режущего инструмента позволяет по сравнению с прототипом расширить технологические возможности инструмента, повысить производительность технологических операций и уменьшить расход электроэнергии на процесс резания.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2011 |
|
RU2457926C1 |
| ЧЕРВЯЧНАЯ ИГЛОФРЕЗА-ЛЕТУЧКА | 2007 |
|
RU2332283C1 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| Торцово-плунжерная ступенчатая фреза | 2024 |
|
RU2822494C1 |
| СПОСОБ ЗУБОИГЛОФРЕЗЕРОВАНИЯ ЧЕРВЯЧНОЙ ИГЛОФРЕЗОЙ-ЛЕТУЧКОЙ | 2007 |
|
RU2332282C1 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2014175C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ФРИКЦИОННО-ЛЕЗВИЙНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2274524C2 |
| Комбинированный виброустойчивый инструмент | 2015 |
|
RU2615965C1 |
| Торцевая фреза с многограннымиНЕпЕРЕТАчиВАЕМыМи плАСТиНАМи | 1979 |
|
SU846131A1 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
Сборная торцовая фреза, состоящая из корпуса с многогранными неперетачиваемыми пластинами тангенциальной формы, которые закреплены в корпусе с помощью винтов, отличающаяся тем, что она снабжена кольцом с прижимными пластинами для поджима снизу режущих пластин, режущие пластины расположены в корпусе фрезы вертикально и горизонтально во взаимно перпендикулярных плоскостях под углом 90° друг к другу, при этом ряд горизонтальных пластин расположен выше и выдвинут из корпуса относительно ряда вертикальных пластин. 4 ил.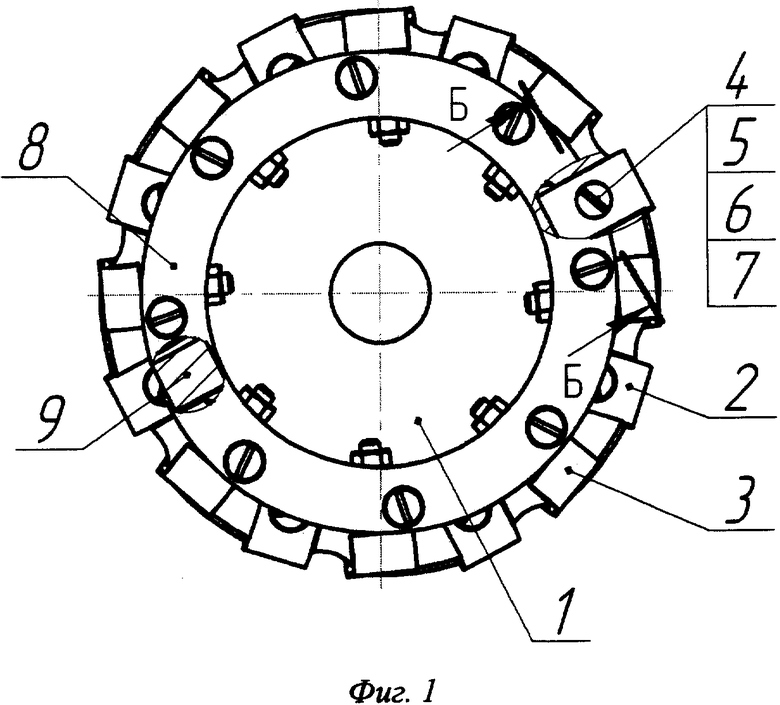
Сборная торцовая фреза, состоящая из корпуса с многогранными неперетачиваемыми режущими пластинами тангенциальной формы, которые закреплены в корпусе с помощью винтов, отличающаяся тем, что она снабжена кольцом с прижимными пластинами для поджима снизу режущих пластин, режущие пластины расположены в корпусе фрезы вертикально и горизонтально во взаимно перпендикулярных плоскостях под углом 90° друг к другу, при этом ряд горизонтальных пластин расположен выше и выдвинут из корпуса относительно ряда вертикальных пластин.
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Торцовая фреза | 1976 |
|
SU623665A1 |
| SU 1725493 А1, 20.09.1996 | |||
| ТОРЦОВО-ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2004 |
|
RU2279332C2 |

