Предлагаемое изобретение относится к области металлургии, в частности, может быть использовано для получения литосварных конструкций авиационного назначения, в которых к сварным соединениям предъявляются высокие требования по прочности, ударной вязкости и герметичности.
Известен способ соединения литых деталей из алюминиевых сплавов методом сварки трением с перемешиванием, который обеспечивает получение плотных сварных соединений с высоким уровнем прочности [H.J.Liu, H.Fujii and K.Nogi. “Microstructure and mechanical properties of friction stir welded joints of AC4A aluminium alloy” // Material science and Techology., 2004, №4, v.20, p.399-402]. Недостатком данного способа, применительно к литым деталям, является то, что для сварки необходима очень жесткая фиксация свариваемых кромок друг к другу и их прижатие к технологической подкладке, зазор при сборке не допускается. Это очень затрудняет сборку литых деталей под сварку, часто делает данный способ неприменимым для сварки конструкций из литых деталей (литые детали, для изготовления которых используются специальные литейные сплавы, более жесткие и хрупкие, чем детали из деформируемых сплавов).
Известен способ получения сварных конструкций, из литых деталей и деформированных полуфабрикатов из алюминиевых сплавов, методом аргонодуговой сварки, при котором для получения высокой прочности, высоких эксплуатационных свойств сварных соединений, отсутствия пористости в сварных швах литые детали получают по специальной технологии, используя высокочистые шихтовые материалы, специальные режимы плавки, рафинирования и модифицирования [«Сварка в самолетостроении», под ред. Б.Е.Патона // Киев, издательство МИИВЦ, 1998, 696 с.] - прототип.
Однако, хотя при данном способе получения литосварных конструкций удается получить герметичные сварные соединения, оплавление границ зерен в высокотемпературной зоне термического влияния приводит к снижению ударной вязкости в этой зоне соединения и, в итоге, не обеспечивается требуемая прочность и надежность сварной конструкции в условиях эксплуатации авиационной техники. Разрушение конструкции происходит по зоне сплавления со стороны литой детали.
Задачей изобретения является получение литосварных конструкций из алюминиевых сплавов (конструкций, в которых литые детали свариваются между собой или литая деталь сваривается с листом, прессованным профилем, штамповкой), в которых свойства сварных соединений по качеству, в частности по прочности, не уступали бы прочности основного металла. Это достигается тем, что литые детали из алюминиевых сплавов сваривают аргонодуговой сваркой после предварительной обработки кромок сваркой трением с перемешиванием и механически обрабатывают таким образом, чтобы после аргонодуговой сварки зона термомеханического влияния, сформированная сваркой трением, оказалась в высокотемпературной зоне термического влияния шва АДС.
Техническим результатом предлагаемого изобретения является получение сварной конструкции, состоящей из литых деталей, либо конструкции, содержащей литую деталь (детали) сваренную с листом, прессованным профилем или штамповкой, и которая имеет прочность сварных соединений не ниже прочности основного металла (литой детали), и может использоваться в ответственных, в том числе авиационных, конструкциях.
Указанный технический результат достигается тем, что высокий комплекс механических характеристик и эксплуатационных свойств сварных соединений достигается за счет предварительного (перед сваркой плавлением) формирования в свариваемых кромках деформированной структуры методом сварки трением с перемешиванием. Последующая механическая обработка кромок литых деталей и их сборка под аргонодуговую сварку производится таким образом, чтобы в высокотемпературной зоне термического влияния оказался пластически деформированный металл (т.н. зона термомеханического влияния шва), сформированный при обработке сваркой трением. В результате, сварной шов, выполненный аргонодуговой сваркой, имеет в высокотемпературной зоне термического влияния деформированную структуру.
Пример 1 реализации предлагаемого изобретения.
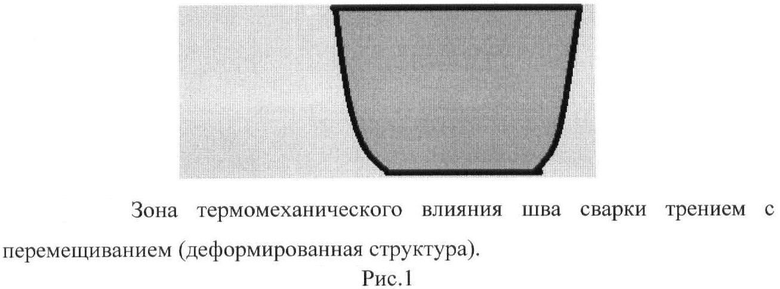
- Кромку литых деталей из сплава типа ВАЛ 16 (литье в кокиль, химический состав - в табл.1) обработали методом сварки трением с перемешиванием (рис.1). На рисунке 1 показана зона термомеханического влияния шва сварки трением с перемешиванием (деформированная структура). Толщина кромки 5 мм.
- На фрезерном станке проведена разделка кромок по ГОСТ14806 предварительно обработанной поверхности методом сварки трением с перемешиванием (рис.2. Кромка с деформированной структурой после механической обработки).
- Проведена прихватка деталей способом аргонодуговой сварки с присадочной проволокой Св1557.
- Проведена аргонодуговая сварка литых деталей между собой, сварочный ток Iсв=160А, U1=16 Вб\, Vсв=14 м/мин. На рисунке 3 представлена схема сварного соединения: 1 - шов аргонодуговой сварки; 2 - деформированная структура высокотемпературной зоны термического влияния..
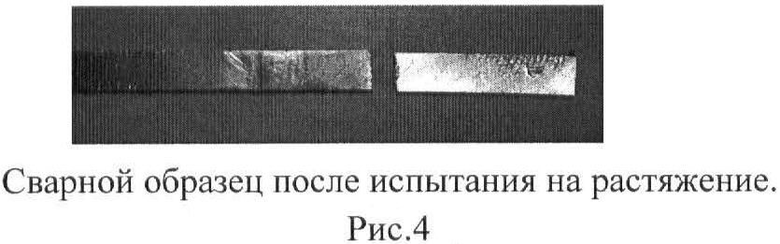
Сварной узел разрезан на образцы, и проведены испытания механических свойств сварного соединения при статическом растяжении (табл.2). На рисунке 4 представлен сварной образец после испытания на растяжение.
Анализ результатов испытаний показывает, что разрушение соединения прошло по основному металлу, как показано на рисунке 4, и таким образом, коэффициент прочности сварного шва литосварной конструкции составляет 1.
Пример 2 реализации предлагаемого изобретения
Кромку литой детали из сплава ВАЛ 16 обработали методом сварки трением перемешивания аналогично тому, как это делалось в Примере 1.
Литую деталь сварили с листом из сплава АМг6.
Результаты испытаний представлены в таблице 3.
Таким образом, предлагаемое изобретение позволяет обеспечить равнопрочность сварного соединения с основным металлом (литой деталью).
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОПРОЧНЫЙ ЛИТЕЙНЫЙ СВАРИВАЕМЫЙ АЛЮМИНИЕВЫЙ СПЛАВ | 2014 |
|
RU2571544C2 |
| Способ получения сварных конструкций алюминиевого сплава с высокой вязкостью разрушения | 2015 |
|
RU2616684C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| ИНСТРУМЕНТ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ СПЛАВОВ И СПОСОБ СВАРКИ | 2007 |
|
RU2357843C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
| Способ сварки неплавящимся электродом деталей с покрытием | 2017 |
|
RU2697133C2 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2018 |
|
RU2699493C1 |
| Литейная коррозионно-стойкая свариваемая криогенная сталь и способ ее получения | 2020 |
|
RU2778709C2 |
| ДИСПЕРСИОННО-ТВЕРДЕЮЩИЙ СВАРИВАЕМЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ | 1999 |
|
RU2176282C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ В ИНЕРТНЫХ ГАЗАХ СТЫКОВЫХ СОЕДИНЕНИЙ РАЗНОРОДНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2357841C2 |

Изобретение может быть использовано для получения листосварных конструкций авиационного назначения. Способ включает обработку свариваемых кромок литых деталей перед сваркой путем осуществления сварки трением с перемешиванием. Затем механически обрабатывают кромки свариваемых деталей. При этом в высокотемпературной зоне термического влияния литой детали обеспечивают упомянутую деформированную структуру. Техническим результатом изобретения является получение сварной конструкции, состоящей из литых деталей, либо конструкции, содержащей литую деталь, сваренную с листом, прессованным профилем или штамповкой, которая имеет прочность сварных соединений не ниже прочности основного металла (литой детали). 4 ил., 3 табл., 2 пр.
Способ получения сварных конструкций деталей из алюминиевых сплавов, включающий аргонодуговую сварку литой детали с литой деталью или литой детали с прессованной, или с катаным полуфабрикатом, или со штамповкой, отличающийся тем, что предварительно свариваемые кромки литой детали обрабатывают сваркой трением с перемешиванием с формированием деформированной структуры, а затем механически обрабатывают кромки свариваемых деталей таким образом, чтобы обеспечить в высокотемпературной зоне термического влияния литой детали упомянутую деформированную структуру.
| Сварка в самолетостроении / Под ред | |||
| Б.Е.Патона | |||
| - Киев: «МИИВЦ», 1998 | |||
| Способ аргонодуговой сварки | 1979 |
|
SU841852A1 |
| Способ подготовки и сборки под сварку кольцевых стыков | 1983 |
|
SU1185781A1 |
| JP 2005034868 А, 10.02.2005 | |||
| JP 2005205415 А, 04.08.2005. | |||

