Предлагаемое изобретение относится к технологии получения неразъемных соединений сваркой плавлением разнородных алюминиевых сплавов и может быть использовано в авиастроении, ракетостроении, судостроении и других отраслях машиностроения для получения соединений панельных конструкций из алюминиевых сплавов.
Известен способ дуговой сварки в инертных газах неплавящимся электродом стыковых соединений разнородных алюминиевых сплавов (Мацнев В.Н., Глотов Е.Б., Каинов В.М., Рязанцев В.И. Литосварные и литоштампованные конструкции из алюминиевых сплавов. // Сварочное производство. 2003. №4. С.29-34). При данном способе свариваемые кромки соединения совмещают, фиксируют в прижимном приспособлении. Затем неплавящийся электрод устанавливают со смещением относительно свариваемого стыка в сторону более теплопроводного материала. В процессе сварки дуга перемещается параллельно свариваемого стыка со смещением.
К недостаткам отмеченного способа сварки стыковых соединений разнородных алюминиевых сплавов можно отнести нестабильное формирование соединения. В случае возникновения локального нарушения теплоотвода от зоны сварки (его увеличения или уменьшения) происходит образование непровара или прожога.
Наиболее близким по технической сущности к заявляемому способу является способ сварки стыковых соединений алюминиевых сплавов, при котором со стороны более теплопроводного сплава выполняют одностороннюю V-образную разделку кромок с углом раскрытия в пределах 59-61°. Притупление кромок создают в диапазоне 1,5-2 мм (ГОСТ 14806-69. Швы сварных соединений. Дуговая сварка алюминия и алюминиевых сплавов. Табл.2, соединение СЗ).
Недостатком прототипа является повышенный расход присадочного материала и большие деформации соединения после сварки из-за необходимости повышенного тепловложения в металл для заполнения разделки кромок.
Предлагаемый способ дуговой сварки в инертных газах стыковых соединений из разнородных алюминиевых сплавов обеспечивает полное проплавление деталей, формирует корень шва более равномерной формы без непроваров и прожогов. Существенно снижаются деформации соединения и доля дополнительного присадочного материала, участвующего в формировании шва. Снижение деформации соединения способствует устранению дефектов в виде трещин в зоне сплавления.
Технический результат, на достижение которого направлено данное изобретение, обеспечивается путем выполнения односторонней разделки со стороны сплава системы Al-Mg-Si с углом раскрытия α=nCMg, где CMg - содержание магния в сплаве системы Al-Mg, n=(3,5-5,8).
Подробнее сущность заявляемого способа поясняется чертежами:
на фиг.1 изображена принципиальная схема выполнения способа;
на фиг.2 - внешний вид проплава шва;
на фиг.3 - макроструктура соединения сплава В1341 со сплавом АМг4.
Предложенный способ сварки разнородных алюминиевых сплавов осуществляется следующим образом. Свариваемые детали из сплава системы Al-Mg-Si 1 и Al-Mg 2 состыковывают и фиксируют в сборочном приспособлении (не показано) (фиг.1). На детали 1 выполняют одностороннюю разделку кромок без притупления. Разделка кромок характеризуется величиной угла раскрытия α. После сборки соединения производят дуговую сварку в инертном газе с присадочной проволокой. При этом электрод не смещают относительно стыка. Для заполнения разделки используют присадочную проволоку химического состава, обеспечивающего наиболее высокие свойства при сварке соединений из сплава системы Al-Mg.
На формирование соединения оказывает влияние угол раскрытия разделки. При угле раскрытия разделки менее 3,5 СMg не происходит выравнивания интенсивности теплоотвода в свариваемые пластины и со стороны сплава системы Al-Mg-Si отмечается формирование непровара (фиг.2).
Увеличение угла раскрытия разделки более 5,8 СMg сопровождается необходимостью увеличения доли присадочного металла, участвующего в формировании шва. Кроме того, часто возникают прожоги и трещины в зоне сплавления со стороны пластины 1.
Поэтому оптимальным углом разделки кромок является α=(3,5-5,8)СMg, при котором наблюдается стабильное формирование соединения и наиболее высокие механические свойства.
Были проведены эксперименты по автоматической аргонодуговой сварке стыковых соединений пластин толщиной 3 мм из сплава В 1341 (системы Al-Mg-Si) и сплавов группы АМг (системы Al-Mg) марок АМг2, АМг4 и АМг6. Сварку осуществляли на установке, изготовленной на базе автомата АДСВ-7. При сварке в качестве присадочного материала использовали проволоку марки св.АМг3 и св.АМг63, оптимальную для сварки сплава АМг2, АМг4 и АМг6.
Сварку осуществляли при токе дуги 125-130 А, скорости сварки 12 м/ч, скорости подачи присадочной проволоки 18 м/ч и диаметр проволоки 1,6 мм. Влияние параметров разделки кромок на формирование и свойства соединений представлено в таблице.
Анализ полученных результатов показывает, что наиболее высокие значения свойств сварных соединений сплавов АМг2, АМг4 и АМг6 со сплавов В1341 могут быть получены при угле разделки в диапазоне α=(3,5-5,8)СMg, где СMg - содержание магния в сплаве системы Al-Mg.
Уменьшение угла разделки кромок ниже меньшего значения из данного интервала сопровождается образованием непровара со стороны сплава В1341. При угле разделки кромок выше верхнего предела заявляемого интервала, в сварном соединении наблюдаются микротрещины в зоне сплавления со стороны сплава В1341. Возникновение этих трещин вызвано интенсивным нагревом сплава В1341 ввиду необходимости увеличения доли присадочного металла, идущего на заполнение разделки кромок. При этом также возникает опасность возникновения прожога на кромке сплава В 1341.
Поэтому оптимальным углом разделки следует считать α=(3,5-5,8)СMg, где СMg - содержание магния в сплаве системы Al-Mg.
Заявляемый способ может быть использован при изготовлении сварных емкостей типа баллонов и трубопроводов из указанных сплавов в разноименном сочетании.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ СТЫКОВОГО СОЕДИНЕНИЯ МОНОЛИТНОЙ ЗАГОТОВКИ С ДВУХСЛОЙНЫМ ПАКЕТОМ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2336981C2 |
| СПОСОБ ИМПУЛЬСНОЙ ДУГОВОЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ АЛЮМИНИЕВЫХ СПЛАВОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ИНЕРТНОМ ГАЗЕ | 2007 |
|
RU2373033C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2350443C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ТРУБ ИЗ ШТАМПОВАННЫХ ПОЛУПАТРУБКОВ | 2008 |
|
RU2410220C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ АЛЮМИНИЕВЫХ СПЛАВОВ | 2007 |
|
RU2412034C2 |
| СПОСОБ ИСПЫТАНИЯ ПОЛУФАБРИКАТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ НА СУММАРНОЕ СОДЕРЖАНИЕ ГАЗОВ | 2002 |
|
RU2279062C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВ И СВАРНЫХ СОЕДИНЕНИЙ СПЛАВОВ СИСТЕМЫ АЛЮМИНИЙ - МАГНИЙ - КРЕМНИЙ | 2004 |
|
RU2278903C2 |
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2292256C2 |
| СПОСОБ СОЕДИНЕНИЯ ПОРИСТОГО МЕТАЛЛИЧЕСКОГО ИЛИ МЕТАЛЛОКЕРАМИЧЕСКОГО МАТЕРИАЛОВ | 2001 |
|
RU2215629C2 |
| СПОСОБ РЕМОНТА ЛИТЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2254221C1 |
Изобретение относится к технологии получения неразъемных соединений, в частности к способу дуговой сварки в инертных газах стыковых соединений разнородных алюминиевых сплавов, и может быть использовано в авиастроении, ракетостроении, судостроении и других отраслях машиностроения для получения соединений панельных конструкций из алюминиевых сплавов. Выполняют одностороннюю разделку кромок со стороны сплава системы Al-Mg-Si. Угол раскрытия разделки задают по соотношению α=nCMg, где CMg содержание магния в сплаве системы Al-Mg, n=(3,5-5,8). В результате повышается качество сварки за счет устранения деформаций после сварки. 3 ил., 1 табл. 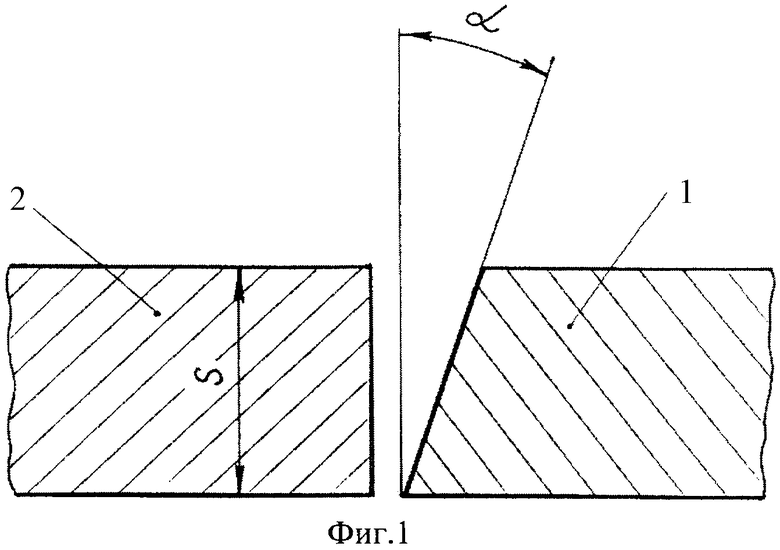
Способ дуговой сварки в инертных газах стыковых соединений разнородных алюминиевых сплавов систем легирования Al-Mg-Si и Al-Mg, при котором со стороны одного из сплавов выполняют одностороннюю разделку кромок, отличающийся тем, что разделку выполняют со стороны сплава системы Al-Mg-Si, а угол α ее раскрытия задают по соотношению α=nCMg, где CMg - содержание магния в сплаве системы Al-Mg, n=(3,5-5,8).
| Устройство для отопления нефтью хлебопекарных печей | 1929 |
|
SU14806A1 |
| Дуговая сварка алюминия и алюминиевых сплавов», табл.2 | |||
| Способ сварки разнородных металлов плавлением | 1980 |
|
SU897433A1 |
| Способ электродуговой сварки в среде защитных газов тонколистовых изделий | 1984 |
|
SU1234106A1 |
| Способ сварки плавлением разнородных металлов | 1977 |
|
SU692712A1 |
| US 4484060 A, 20.11.1984 | |||
| US 4029933 A, 14.06.1977 | |||
| JP 57139467 A, 28.08.1982 | |||
| JP 58050182 A, 24.03.1983. | |||

