Изобретение относится к области сварочного производства, в частности к способу сварки трением с перемешиванием, и может быть использовано при изготовлении сварных конструкций и полуфабрикатов из алюминиевых сплавов в судостроительной, авиационной, машиностроительной и других областях промышленности.
Известен способ сварки трением с перемешиванием, сущность которого заключается в том, что материал свариваемых кромок, нагретый в результате работы сил трения до пластифицированного состояния, перемешивается и перемещается в объем, освобождающийся позади движущегося щупа и ограниченный сверху нижним торцом (уступом) щупа и снизу подложкой, в котором и формируется шов [заявка WO 93/10935 А1, 10.06.1993 г.].
Существенным недостатком этого способа является то, что применение щупов с гладкой поверхностью пальца не обеспечивает условий свободного горизонтального перемещения, а также вертикального течения пластифицированного материала, необходимых для качественного формирования металла сварного шва.
В нижней корневой части сварного шва возникают дефекты в виде полостей, пор и рыхлот, а по линии сплавления нарушения металлургической связи (механическое спекание) и, как следствие, низкие прочностные свойства сварного соединения.
Известен способ сварки трением с перемешиванием и нерасходуемый щуп для его осуществления, при котором наружную поверхность пальца выполняют с резьбообразной конфигурацией по наружной поверхности или с парой лезвий, поперечно выступающих из центральной его части и размещенных перпендикулярно наружной поверхности пальца (RU патент №2126738 С1, 27.02.1999 - прототип).
Нерасходуемый щуп включает вращающийся цилиндрический корпус, верхняя часть которого соединена с источником энергии (двигателем), и отдельный палец и применяется для соединения (сварки) двух деталей посредством введения пальца в стык под давлением и вращения его для обеспечения адекватного фрикционного нагрева. Вогнутая нижняя поверхность щупа (уступа), имеющая небольшой наклон относительно нормали к свариваемым поверхностям, обеспечивает некоторое несимметричное давление на поверхности соединения, которое может привести к вертикальному течению в верхней части металла шва, а применяемая наружная конфигурация пальца - к горизонтальному перемещению пластифицированного металла.
Недостатком прототипа являются несимметричность формирования металла выполненных швов и структурные изменения металла зоны термического влияния на одной из кромок вследствие того, что указанная в прототипе конфигурация пальца не обеспечивает равных усилий для съема металла с обеих кромок и переноса его в зону формирования шва.
Указанные недостатки приводят к снижению качества формирования металла шва и прочностных характеристик сварных соединений высокопрочных, высоколегированных алюминиевых сплавов.
Техническим результатом предлагаемого изобретения является создание способа сварки трением с перемешиванием алюминиевых сплавов, обеспечивающего течение перемещаемого пластифицированного металла в направлении корня формируемого шва, и сварочного инструмента (пальца), обеспечивающего одинаковые условия для съема и переноса пластифицированного металла с обеих кромок и получение симметричного сварного шва с минимальным нагревом деталей в зоне термического влияния, что способствует повышению прочностных характеристик сварного соединения в целом до уровня прочности основного металла.
Указанный технический результат достигается тем, что в предлагаемом способе сварки трением с перемешиванием алюминиевых сплавов, включающем сборку свариваемых элементов и последующую сварку посредством вращения сварочного инструмента со сменным пальцем, используют сварочный инструмент, на цилиндрической поверхности сменного пальца которого по длине его рабочей части выполнены одна или несколько направляющих канавок с отклонением от образующей на угол α от 10 до 45 градусов, при этом вращение сварочного инструмента выполняют в направлении, противоположном углу отклонения канавок, обеспечивающем перемещение пластифицированного металла сверху вниз по направляющим канавкам в область формирования шва для создания дополнительного прессующего давления металла в зоне шва и его уплотнения по всему объему.
Для достижения одинаковых условий съема пластифицированного металла с обеих свариваемых кромок и свободного перемещения его в зону формирования шва на цилиндрической поверхности сменного пальца по длине рабочей части выполняют одну или несколько направляющих канавок с отклонением от образующей на угол α от 10 до 45 градусов, при этом суммарная площадь поперечного сечения направляющих канавок должна равняться 0,03-0,11 площади поперечного сечения пальца.
На фиг.1 показана технологическая схема процесса сварки трением с перемешиванием и переноса пластифицированного металла в процессе сварки.
На фиг.2 показан вид сварочного инструмента
На фиг.1 и 2 обозначены: 1 и 2 - свариваемые детали, 3 - сварочный инструмент (щуп), 4 - сменный палец с направляющими канавками 5, Vсв - направление скорости сварки, ω - направление вращения сварочного инструмента, Р - направление усилия инструмента на свариваемые кромки, Q - направление вертикального течения перемещаемого металла и создаваемого им дополнительного прессующего давления на формируемый металл шва, δ - толщина свариваемых деталей, Dn - диаметр пальца, равный толщине свариваемых кромок, Fi - площадь поперечного сечения одной канавки, α - угол отклонения направляющей канавки от образующей.
Наклон направляющих канавок под углом α в заданных пределах относительно образующей поверхности пальца в сочетании с направлением вращения инструмента в процессе сварки задает направление движения перемещаемого размягченного металла в корневую часть области формирования шва и создает дополнительное прессующее давление на металл шва по всему его профилю. Оптимальная суммарная площадь ΣSp поперечного сечения направляющих канавок на рабочей поверхности пальца определяется для различных технологических параметров сварки (толщины свариваемых кромок, скорости сварки и частоты вращения шпинделя) и позволяет обеспечить равные условия для съема пластифицированного металла с обеих свариваемых кромок и свободного переноса всего его объема, перемещаемого за один его оборот, из зоны съема в зону приема (формирования шва).
Результаты экспериментальных исследований показали, что для обеспечения одинаковых условий для съема и переноса пластифицированного материала с обеих свариваемых кромок с целью возможности формирования симметричных швов с наименьшим тепловложением в металл свариваемых кромок и повышения прочности соединения в целом минимальный угол отклонения канавок от образующей составляет не менее 10 градусов, а максимальный не более 45 градусов. Уменьшение угла отклонения канавок от образующей приводит при сварке к уменьшению количества вертикально перемещаемого пластифицированного металла, частичной потере его вследствие выдавливания на поверхность соединения и выноса в виде грата, что влечет за собой возникновение рыхлот и пор в корневой части металла шва и нарушение качества лицевой поверхности шва, а дальнейшее увеличение угла наклона канавок - к повышению нагрева свариваемого металла со стороны съема из-за увеличения сопротивления переносу металла, перемещаемого в зону формирования, и к асимметрии формы шва и снижению прочности сварного соединения в целом.
Оптимальный размер площади поперечного сечения направляющих канавок должен быть ограничено, с одной стороны, минимумом, который определяется обеспечением свободного переноса пластифицированного металла для достижения требуемого качества и прочностных свойств сварного соединения, а с другой стороны, максимумом, обеспечивающим работоспособность сварочного инструмента (пальца).
Пример осуществления предлагаемого изобретения
В качестве основного свариваемого материала использовали лист из алюминиево-магниевого сплава марки 1561 толщиной 3 мм с гарантированным пределом прочности не ниже 340 МПа. Сварку трением с перемешиванием выполняли с применением сменных пальцев, изготовленных как по предлагаемому изобретению, так и по прототипу с винтовой резьбой на поверхности пальца и с парой поперечно выступающих лезвий при одинаковых параметрах сварочного процесса (Dп=3,5 мм, Vсв=210 мм/мин, ω=710 об/мин). Сварные соединения подвергали рентгеновскому контролю и металлографическим исследованиям, которые показали, что в образцах, сваренных известным способом при использовании пальца с винтовой резьбой, обнаружено наличие полости в металле шва (фиг.3в), в образцах, сваренных известным способом с использованием пальца с парой поперечно выступающих лезвий, выявлены отдельные мелкие поры, а также нарушение симметрии сварного соединения относительно центральной линии стыка (фиг.3г), тогда как в образцах, сваренных по предлагаемому изобретению, дефектов не обнаружено (фиг.3а, б).
Результаты испытаний сварных стыковых соединений, выполненных по заявленному варианту и по прототипу, приведены в таблице.
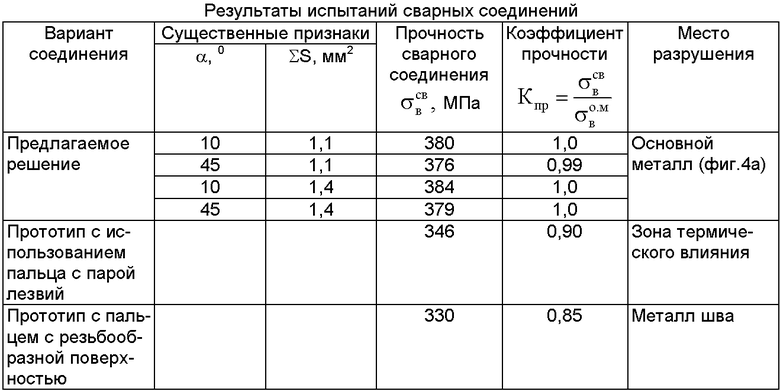
Анализ результатов испытаний, приведенных в таблице, показывает, что прочность сварных соединений, выполненных по предлагаемому способу, на 10-15% выше, чем соединений, выполненных по прототипу, и достигает фактической прочности основного металла. Характер разрушения образцов показан на фиг.4 - а) - выполненных по предлагаемому способу; б) - по прототипу.
Анализ макро- и микроструктуры показывает, что сварные соединения, выполненные по предлагаемому изобретению, имеют симметричную форму и высокую плотность металла шва, фиг.3а, б, в отличие от соединений, выполненных по прототипу, в которых наблюдается несимметричность сварного шва, наличие пор и полостей, фиг.3в, г.
Таким образом, анализ макро- и микроструктуры стыковых соединений листового алюминиево-магниевого сплава по предлагаемому изобретению, а также результаты рентгенографического контроля и испытаний образцов на статическое растяжение в сравнении с прототипом и запредельными вариантами подтверждают достижение технического эффекта прелагаемого способа сварки трением с перемешиванием.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сваркой трением с перемешиванием конструкций из листов алюминиевых или медных сплавов | 2021 |
|
RU2780760C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ И НЕРАСХОДУЕМЫЙ ЩУП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2126738C1 |
| ИНСТРУМЕНТ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2015 |
|
RU2621514C2 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2006 |
|
RU2342236C2 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2013 |
|
RU2562177C2 |
| Способ получения инструмента для сварки трением с перемешиванием | 2023 |
|
RU2828343C1 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ С ПЕРЕМЕШИВАНИЕМ МАТЕРИАЛА И ИНСТРУМЕНТ ДЛЯ СВАРКИ | 2006 |
|
RU2330749C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2634389C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ ЗАГОТОВОК ПЕРЕМЕННОЙ ТОЛЩИНЫ | 2017 |
|
RU2677559C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277465C1 |
Изобретение может быть использовано при изготовлении сварных конструкций и полуфабрикатов из алюминиевых сплавов. Сменный палец сварочного инструмента имеет на цилиндрической поверхности по длине его рабочей части одну или несколько направляющих канавок с отклонением от образующей на угол от 10 до 45 градусов. Суммарная площадь поперечного сечения канавок равна 0,03-0,11 площади поперечного сечения пальца. Вращение сварочного инструмента осуществляют в направлении, противоположном углу отклонения канавок, обеспечивающем перемещение пластифицированного металла по канавкам сверху вниз к корню шва для создания дополнительного прессующего давления металла шва и его уплотнения по всему объему. Полученное сварное соединение имеет в поперечном сечении симметричную форму и высокую плотность металла шва с прочностью, равной прочности основного металла. 2 н.п. ф-лы, 4 ил., 1 табл.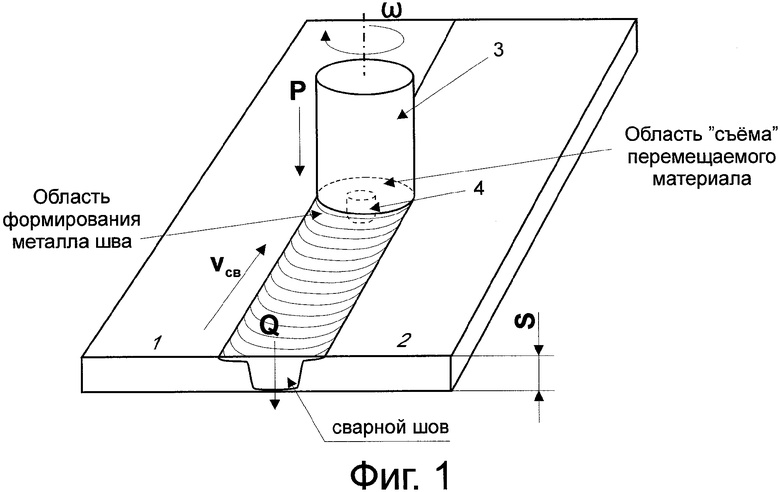
1. Способ сварки трением с перемешиванием алюминиевых сплавов, включающий сборку свариваемых элементов и последующую сварку посредством вращения сварочного инструмента со сменным пальцем, отличающийся тем, что используют сварочный инструмент, на цилиндрической поверхности сменного пальца которого по длине его рабочей части выполнены одна или несколько направляющих канавок с отклонением от образующей на угол от 10 до 45°, при этом вращение осуществляют в направлении, противоположном углу отклонения канавок, обеспечивающем перемещение пластифицированного металла сверху вниз по направляющим канавкам в область формирования шва для создания дополнительного прессующего давления металла в зоне шва и его уплотнения по всему объему.
2. Инструмент для сварки трением с перемешиванием алюминиевых сплавов, содержащий цилиндрический корпус, верхняя часть которого соединена с источником энергии для обеспечения его вращения, и сменный палец, закрепленный в отверстии нижнего торца с помощью стопора, отличающийся тем, что на цилиндрической поверхности сменного пальца по длине рабочей части выполнены одна или несколько направляющих канавок с отклонением от образующей на угол от 10 до 45°, при этом суммарная площадь поперечного сечения направляющих канавок равна 0,03-0,11 площади поперечного сечения пальца.
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ И НЕРАСХОДУЕМЫЙ ЩУП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2126738C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277465C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ КОНТЕЙНЕРА, СПОСОБ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА, ОБОЛОЧКА, КОНТЕЙНЕР И СПОСОБ ХРАНЕНИЯ | 1999 |
|
RU2222416C2 |
| СПОСОБ СВАРКИ МЕТАЛЛОВ ТРЕНИЕМ | 0 |
|
SU195846A1 |
| US 6206268 A, 27.03.2001 | |||
| Устройство управления процессом флотации в колонной пневматической машине | 1985 |
|
SU1314509A1 |

