Предлагаемое изобретение относится к сварочному производству, а именно к способам подготовки полос для сварки, выполняемой на специализированных машинах, которые устанавливаются в высокопроизводительных непрерывных металлургических агрегатах, например трубосварочных и профилегибочных станах, травильных линиях и пр.
Известен, например, способ подготовки полос на сварочной машине с механизированной установкой полос /авт. свид. СССР №308837, кл. МПК5, В23К 101/16, 09.07.1969/, имеющей станину, на которой смонтированы с возможностью поворота нижний и верхний суппорты ножниц, а также центрователь, выполненный в виде цилиндра, шток поршня которого укреплен на неподвижной части станины, при этом машина имеет в своем составе устройства для передачи полосы с предварительно обрезанными концами из позиции резки в позицию сварки.
Недостатки такого варианта сварки полос связаны с необходимостью создания некоторого запаса полосы в виде петель за и перед сварочной машиной для беспрепятственной работы передающих устройств машины при установке полос. Указанные петли создаются петлеобразующими механизмами, которые устанавливаются по обеим сторонам сварочной машины. Транспортные каретки и петлеобразующие устройства увеличивают габариты и массу сварочных машин и, в некоторых случаях, например, при реконструкции металлургических агрегатов из-за недостатка места по длине это создает сложности с применением таких машин. Кроме этого, увеличение массы сварочной машины приводит к повышению стоимости ее изготовления.
Известен, например, также способ соединения концов полос под сварку и устройство для его осуществления /авт. свид. SU №1625638 A1, кл. В23К 37/04, 07.02.91 /, при которых подают первую полосу до упора с образованием на ней изгиба, центрируют полосу, подают вторую полосу до упора с образованием на ней изгиба, центрируют ее, зажимают, затем одновременно обрезают кромки обеих полос и соединяют их поворотными столами с двух сторон.
Недостатком такого способа и устройства является необходимость вывода за машину первой полосы для подъема ножниц в положение реза и подачи концов до упора в узкой щели, что затрудняет установку, центрирование полос двумя центрователями при серповидности полос требует достаточно сложных устройств и времени для устранения перекоса полос при установке, при этом обрезка одновременно двух концов полос вызывает необходимость удвоения усилия резания на ножницах, а двойной рез усложняет обслуживание ножниц при настройке ножей. Кроме этого, сварочный зазор на машине настраивается относительно положения сварочной горелки с двух сторон, что не всегда обеспечивает точность настройки.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату являются способ дуговой сварки полос на машинах непрерывных металлургических агрегатов и устройство для его осуществления /патент RU №2391193 C1, кл. В23К, 37/04, 10. 09.2010/, при котором после перемещения через металлургическую линию заднего конца предыдущей полосы его останавливают вблизи оси резания, опускают верхний суппорт ножниц в промежуточное положение и центрируют полосу сведением центрователя, зажимают полосу первым зажимом, разводят центрователь и обрезают задний конец полосы, останавливают верхний суппорт ножниц в нижнем положении и сводят центрователь, поднимают верхний суппорт ножниц в верхнее положение вместе с зажатым в центрователе задним концом полосы, затем подают передний конец следующей полосы под поднятый задний конец предыдущей полосы и останавливают его вблизи оси резания, разводят центрователь и задний конец укладывают на передний, опускают верхний суппорт ножниц в промежуточное положение, центрируют передний конец полосы сведением центрователя, зажимают полосу вторым зажимом, разводят центрователь и обрезают передний конец полосы, поднимают верхний суппорт ножниц вверх, перемещают каретку с подкладкой и горелкой к состыкованным полосам и стойке зажима переднего конца полосы.
Недостатком этого способа является то, что обрезок переднего конца полосы, прижатый к нижнему ножу ножниц задним концом, не всегда после обрезки попадает в короб, стоящий после ножниц, а часто падает за коробом на пол, что может приводить к аварийным ситуациям и необходимости ручной уборки обрези, а также к остановке непрерывного металлургического агрегата.
В предлагаемом изобретении решается вопрос достижения технического результата за счет оптимизации подготовки концов полос под сварку за счет совершенствования операций на машине при установке полос для последующей сварки, упрощения обслуживания машины и обеспечения безопасности работы на машине без применения дополнительных узлов.
Технический результат с достижением вышеуказанного эффекта обеспечивается тем, что в способе подготовки полос под сварку на машинах непрерывных металлургических агрегатов, при котором после перемещения через металлургическую линию заднего конца предыдущей полосы его останавливают между верхним и нижнем суппортами ножниц вблизи оси резания, опускают верхний суппорт ножниц в промежуточное положение и центрируют полосу сведением лапок центрователя, зажимают полосу первым зажимом, разводят лапки центрователя и обрезают задний конец полосы, останавливают верхний суппорт ножниц в нижнем положении и сводят лапки центрователя, поднимают верхний суппорт ножниц в исходное положение вместе с зажатым в центрователе задним концом полосы, затем подают передний конец следующей полосы под поднятый задний конец предыдущей полосы и останавливают его вблизи оси резания, разводят лапки центрователя и задний конец укладывают на передний, опускают верхний суппорт в промежуточное положение, сводят лапки центрователя и центрируют передний конец полосы, зажимают полосу вторым зажимом, разводят лапки центрователя, опускают верхний суппорт и обрезают передний конец полосы, останавливают верхний суппорт ножниц в нижнем положении и сводят лапки центрователя, приподнимают верхний суппорт ножниц вместе с зажатым в лапках центрователя задним концом полосы, при этом обрезок падает в короб, разводят лапки центрователя и задний конец укладывают на нож нижнего суппорта ножниц, после этого перемещают сварочную подкладку с горелкой к состыкованным полосам.
Заявляемый способ подготовки полос под сварку на машинах непрерывных металлургических агрегатов приведен на фиг.1, где схематично показаны:
- на фиг.1, а - положение заднего конца полосы перед обрезкой;
- на фиг.1, б - центровка заднего конца полосы и ее зажатие в прижиме;
- на фиг.1, в обрезка заднего конца полосы ножницами;
- на фиг.1, г - подъем зажатого в лапках центрователя заднего конца полосы и
подача в зону реза переднего конца полосы;
- на фиг.1, д - укладка заднего конца полосы на передний;
- на фиг.1, е - центрировка переднего конца полосы и ее зажатие в прижиме;
- на фиг.1, ж - обрезка переднего конца полосы ножницами;
- на фиг.1, з - подъем зажатого в лапках центрователя заднего конца полосы и удаление обрези переднего конца полосы;
- на фиг.1, и - подготовленные концы полос к подаче сварочной подкладки и горелки.
Заявляемый способ подготовки полос под сварку на машинах непрерывных металлургических агрегатов осуществляется следующим образом:
- по окончании переработки рулона в металлургическом агрегате задний конец предыдущей полосы 3 останавливают между верхним 1 и нижним 2 суппортами ножниц вблизи оси реза (фиг.1, а);
- опускают верхний суппорт 1 ножниц в промежуточное положение и центрируют полосу 3 центрователем 4, зажимают полосу 3 зажимом 5, разводят лапки центрователя 4 (фиг.1, б);
- опускают верхний суппорт 1 в нижнее положение и обрезают задний конец полосы 3, останавливают верхний суппорт 1 ножниц в нижнем положении и сводят лапки центрователя 4 (фиг.1, в);
- поднимают верхний суппорт 1 в верхнее положение вместе с зажатым в лапках центрователя 4 задним концом полосы 3 и подают передний конец полосы 6 под поднятый задний конец 3 и останавливают его вблизи оси резания (фиг.1, г);
- разводят лапки центрователя 4 и укладывают задний конец полосы 3 на передний конец полосы 6 (фиг.1, д);
- опускают верхний суппорт 1 ножниц в промежуточное положение и центрируют передний конец полосы 6 центрователем 4, зажимают полосу 6 зажимом 7, разводят лапки центрователя 4 (фиг.1, е);
- опускают верхний суппорт 1 в нижнее положение и обрезают передний конец полосы 6, останавливают верхний суппорт 1 ножниц в нижнем положении и сводят лапки центрователя 4, при этом лапки центрователя, имеющие скосы, зажимают только задний конец полосы 3 (фиг.1, ж);
- приподнимают верхний суппорт 1 вместе с зажатым в лапках центрователя 4 задним концом полосы 3, при этом обрезок переднего конца полосы 6 падает в короб (фиг.1, з);
- разводят лапки центрователя 4 и укладывают задний конец полосы 3 на нож нижнего суппорта 2 (фиг.1, и).
Полосы обрезаны, зажаты и подготовлены для перемещения к стыку сварочной подкладки и сварочной горелки.
Таким образом, предлагаемый способ подготовки полос под сварку на машинах непрерывных металлургических агрегатов позволяет за счет совершенствования операций по подготовке концов полос под сварку:
- упростить обслуживание машины и обеспечить безопасность работы на ней без применения дополнительных узлов и систем;
- избежать ненужных остановок высокопроизводительных металлургических агрегатов;
- обеспечить безопасность обслуживающего персонала;
- более эффективно использовать сварочные дуговые устройства, установленные в высокопроизводительных непрерывных металлургических агрегатах
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391189C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391188C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2011 |
|
RU2479390C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2391193C1 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2009 |
|
RU2391194C1 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391195C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РУЛОНИРОВАННЫХ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2008 |
|
RU2378092C1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2011 |
|
RU2479391C1 |
| СПОСОБ ПОДГОТОВКИ К СВАРКЕ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2010 |
|
RU2434727C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2003 |
|
RU2246386C1 |
Изобретение может быть использовано для сварки полос на специализированных машинах в высокопроизводительных непрерывных металлургических агрегатах, например трубосварочных и профилегибочных станах, травильных линиях и пр. После обрезки переднего конца полосы останавливают верхний суппорт ножниц в нижнем положении и сводят лапки центрователя. За счет выполнения лапок со скосами зажимают в них только задний конец полосы. Приподнимают верхний суппорт ножниц вместе с зажатым задним концом полосы. При этом обрезанный передний конец полосы падает в короб. Затем разводят лапки центрователя и задний конец укладывают на нож нижнего суппорта ножниц. После этого перемещают сварочную подкладку с горелкой к состыкованным полосам для осуществления сварки. Способ оптимизирует подготовку концов полос для последующей сварки за счет исключения аварийных ситуаций при удалении обрезанных концов полосы и ручной уборки обрези, что обеспечивает безопасность работы на машине без применения дополнительных узлов. 1 ил.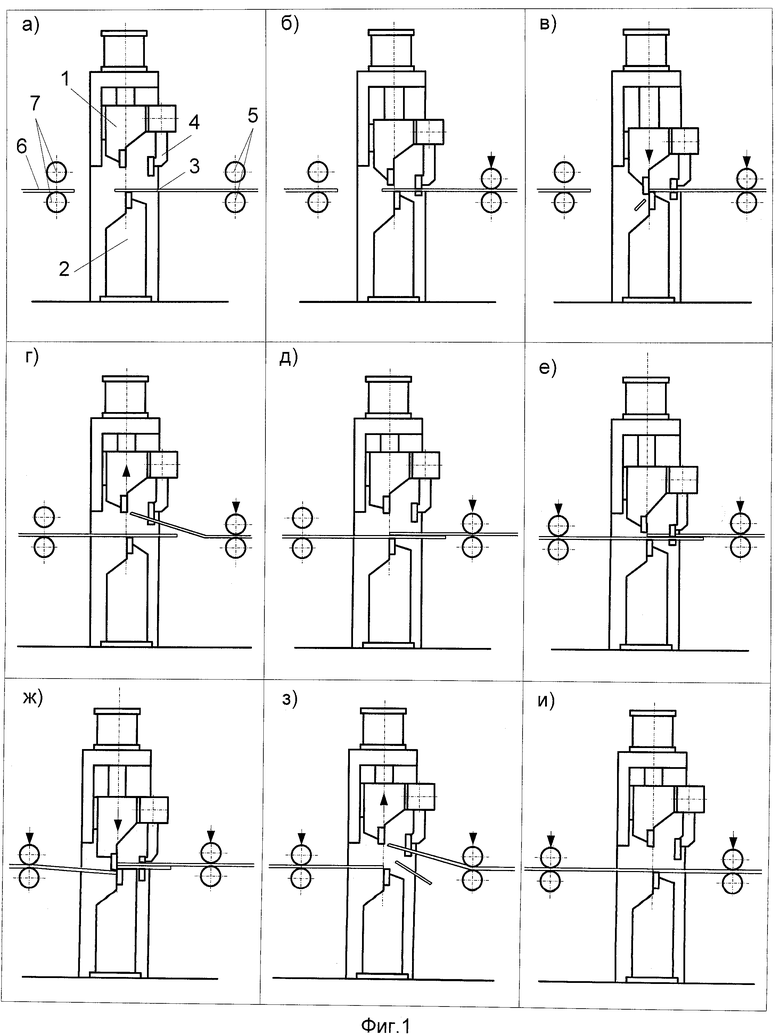
Способ подготовки полос под сварку на машинах непрерывных металлургических агрегатов, при котором после перемещения через металлургическую линию заднего конца предыдущей полосы его останавливают между верхним и нижнем суппортами ножниц вблизи оси резания, опускают верхний суппорт ножниц в промежуточное положение и центрируют полосу сведением лапок центрователя, зажимают полосу первым зажимом, разводят лапки центрователя и обрезают задний конец полосы, останавливают верхний суппорт ножниц в нижнем положении и сводят лапки центрователя, поднимают верхний суппорт ножниц в исходное положение вместе с зажатым в центрователе задним концом полосы, затем подают передний конец следующей полосы под поднятый задний конец предыдущей полосы и останавливают его вблизи оси резания, разводят лапки центрователя и задний конец укладывают на передний, опускают верхний суппорт в промежуточное положение, сводят лапки центрователя и центрируют передний конец полосы, зажимают полосу вторым зажимом, разводят лапки центрователя, опускают верхний суппорт и обрезают передний конец полосы, останавливают верхний суппорт ножниц в нижнем положении и сводят лапки центрователя, приподнимают верхний суппорт ножниц вместе с зажатым в лапках центрователя задним концом полосы для удаления обрезанного переднего конца полосы, разводят лапки центрователя и задний конец укладывают на нож нижнего суппорта ножниц, после этого перемещают сварочную подкладку с горелкой к состыкованным полосам.
| СПОСОБ ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2391193C1 |
| СПОСОБ ПОДГОТОВКИ К СВАРКЕ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2010 |
|
RU2434727C1 |
| Установка для дуговой сварки полос встык | 1979 |
|
SU785007A1 |
| GB 1236639 A, 23.06.1971 | |||
| Способ определения внешнего масштаба турбулентности в атмосфере | 1981 |
|
SU1135318A1 |

