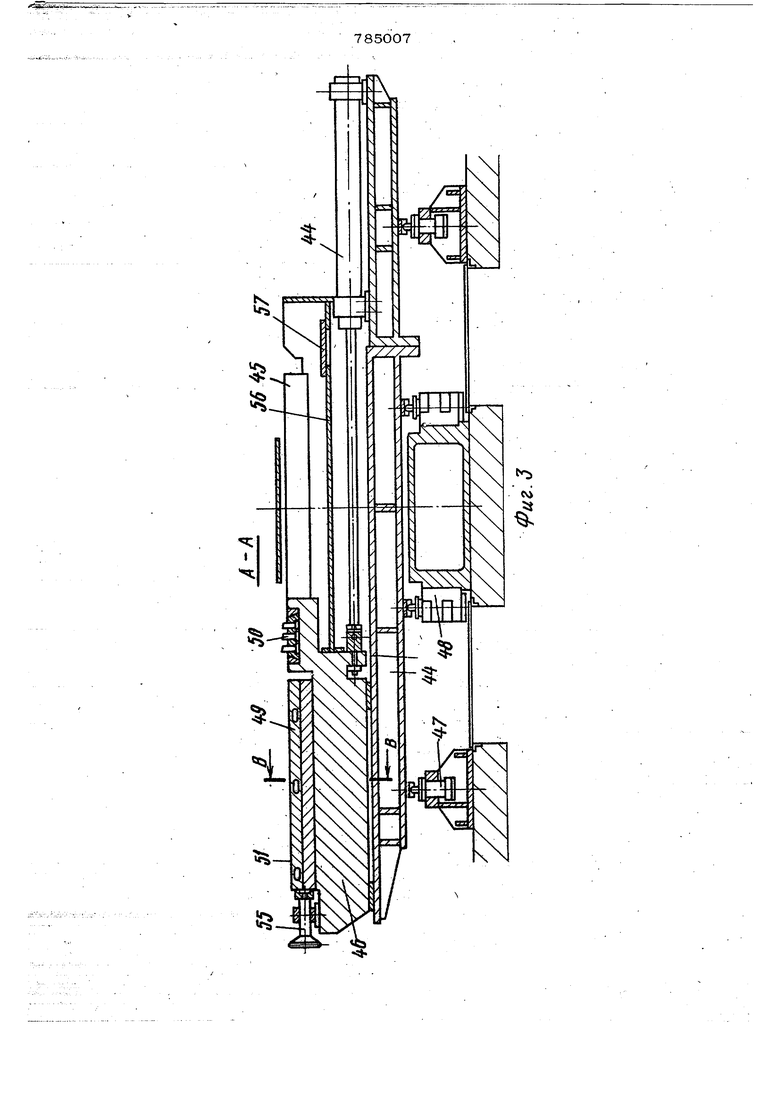
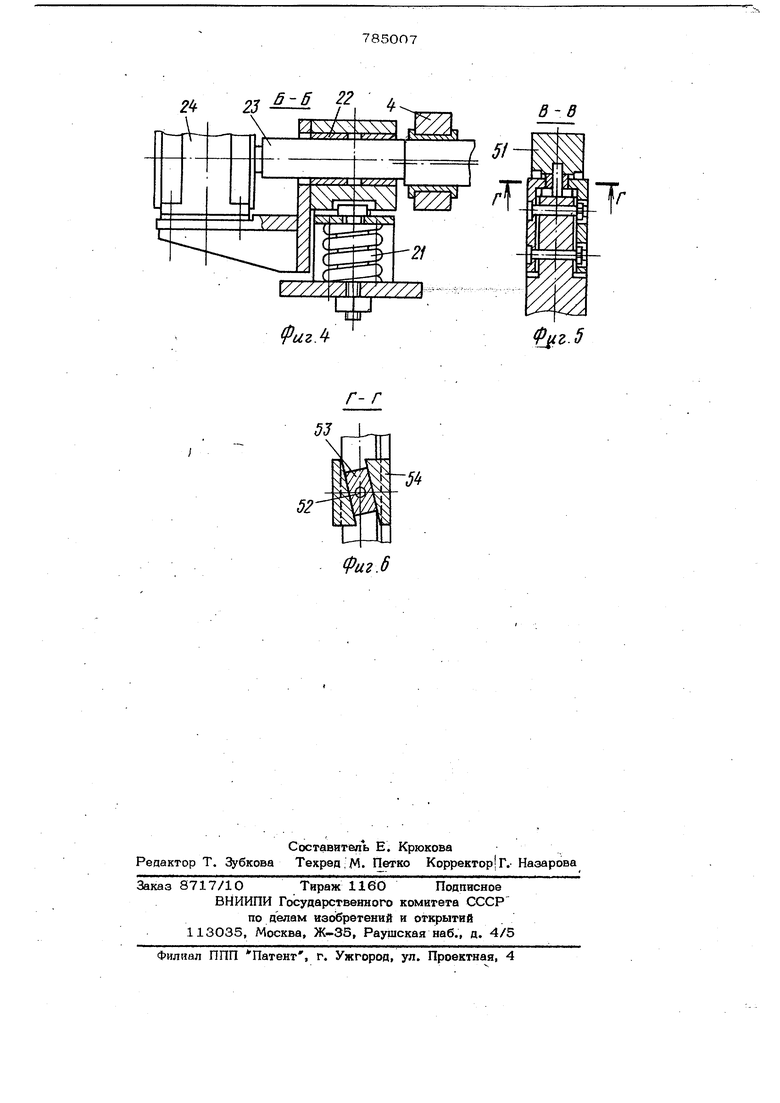
Изобретение относится к оборудованию для сварки всгык листов, лент, полос и т. д., а точнее к установкам для дуговой сварки полос встык. Изобретение наибо- лее эффективно может быть использовано в линиях подготовки турбоэлектросварочного агрегата двухслойных труб, имеющих повышенные требования к сварному шву как по механическим свойствам, так и по величине его усилений. Известна установка для дуговой сварки полос встык, содержащая смонтированные шарнирно на стойках основания прижимные балки, снабя енные прижимами, причем на одной из прижимных балок закреплены также направляющие для сварочной головки, а на основании установлен с возможностью перемещения в направлении, параллельном направлению перемещения сварочной головки, ползун с .поджимным башмаком и резцами для знятия усиления с обратной стороны шва, фичем в ползуне выполнены наклонные направляющие, в которых установлены сухари прижимного медного башмака l J. Недостаток известной установки для дуговой сварки полос встык состоит в том, что она может быть использована только для сварки полос с угловУми или прямоугольными кромками, выполнение которых осуществляется на отдельно стоящих установках, Кроме того, установка не имеет фрезерной головки для снятия усиления С лицевой стороны шва, KOTfipoe необходимо в случае ее установки в линиях подготовки полосы в турболентосварочных агрегатах для производства двухслойных и многослойных труб. Установки для подготовки кромок под сварку и снятия усилений сварного шва требуют дополнительной площади цеха, больших размеров петлеобразовательных ям и времени на остановку, передачу, зажим и освобождение полосы. Другим недостатком известной конструкции является то, что медный башмак закреплен неподвижно относительно оси сварки, что в значительHoft cFetmHWyBenHHrtBaeT время на смену медного башмака с выгоревшей опорной поверхностью. Поэтому медный башмак имеет незначительную долговеч носгь. Кроме того, жестко закрепленный медный башмак требует большей точности установки концов полос на линии свар ки, при этом менее точная установка концов полос относительно оси медного башмака приводит к снижению качества .сварного шва. Цель изобретения - повышение качест ва сварки путем обеспечения надежного прйжима полос к поджимному башмаку и ШШьШёние Производительности. Для этого стойка, на которой закреплена т1рижимна я балка, оснащенная прижимами и направляющими для сварочной головки, снабжена упругими вставками с установленными в них подшипниками, ось шарнирного закрепления этой прижим ной балки на стойке выполнена эксцентриковой и установлена в указанных под шйгнтшках, при этом в направляющих для сварочной головки установлена с возмож ностью перемещения фрезерная головка для снятия усиления с лицевой стороны шва, поджимной башмак установлен в по зуНе с возможностью перемещения перпендикулярно направлению перемещения ползуна, а стойка оснащённая прижимной балкой с прижимами, установлена с возшжносгью перемещения в направлении, перпендикулярном направлению перемещен сварочной головки. На фиг. 1 изображена предлагаемая установка; на фиг. 2 - то же,, вид сбоку на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. 1; на фиг. 5 - сечение В-В на фиг. 3; на фиг. 6 сечение Г-Г на фиг. 5. Установка для дуговой сварки полос встык содержит основание 1, на стойках 2 и 3 которого установлены прижимные балки 4 и 5 с прижимами б и 7. На прижимной балке 4 закреплены нап равляющие 7с устаШбленными в них; сва рочной головкой 8, фрезерной головкой 9 для снятия усиления с лицевой стороны шва и фрезерной головкой 10 для обработки концов полос 11 и 12 перед сваркой, причем каждая из головок оснащена привода1ми их перемещения 13 и 14 с ка данными валами 15 и 16, соединенными с винтами 17 и 18 головок, и приводами 19 и 20 вращения фрез, одна из которых обрабатывает кромки полос 11 и 12 под углом 90, а дбумя другими снимает фас ки поц сварку. , На стойке 2 смонтированы упругие вставки 21 с установленными в них подшипниками 22 (скольжения или сечения), а на прижимной балке 4 установлена экс- цетриковая ось 23, смонтированная в подшипниках 22 стойки 2. Поворот самой эксцентриковой оси 23 в подшипниках 22 и в прижимной балке 4в момент ее установки осуществляется с помощью червячного редуктора 24 и штурвала 25. Прижим 6 прижимает конец полосы 12 к опорной балке 26 с помощью двух гидроцилиндров 27, корпуса которых закреплены на основании 1 с возможностью поворота в подшипниках 28, а штоки 29 соединены шарнирно с прижимом 6, стойка 3 с прижимной балкой 5 установлена на основании 1 с возможностью перемещения в направлении, перпендикулярном напра:влению перемещения сварочной головки, посредством гидроцилиндров 30, а прижимная балка 5соединена шарнирно со штоками 31 гиброиилиндров 32, корпуса 33 которых закреплены неподвижно на стойке 3. На стойке 3 смонтирован и механизм центрования 34 полосы 11 относительно ее оси, содержащей рычаги 35, 36, шарнирно установленные на оси 37 и Гидроцилиндр зажима 38. Механизм центрирования 34 установлен с возможностью перемещения вдоль направляющих для сварочной головки посредством гидроцилиндра 39. На основании 1 установлен поворотный на оси 4О рычаг 41 с закрепленным на нем подающим роликом 42. Поворот рычага 41 производится пневм оцилиндром 43. На основании 1 установлен с возможностью перемещения от привода 44 направляющих 45 ползун 46. Направляющие 45 установлены на основании посредством гидроцилиндров и 48. Гидроцилиндры 47 имеют меньший ход, чем гидроцилиндры 48. На ползуне 46 закреплены поджимной медный башмак 49 и резцы 50 для снятия усиления с обратной стороны шва. В медном башмаке 49 выполнены пазы 51, в которых на оси 52 смонтированы сухари 53, установленные в планках 54 ползуна 46, выполненных клиновь1ми. Перемещение медного башмака 49 в ползуне осуществляется с помощью винтового механизма 55. Для уборки стружки, полученной при фрезеровании кромок и снйтий верхнего и нижнего уснпений сварного шва, ползун 46.снабжен кожухом 56 с открывающейся крышкой 57 и коробкой 58. Установка работает следующим образом. Свариваемый конец полосы 11 останавливается и зажимается прижимом 6 таким образом, чтобы вылет его был минимальным. При этом за счет того, что эксцентриковая ось 23 установлена на упругих элементах 21, она и. направля ющиё 7 прижимной балки 4 устанавливаются при зажиме полосы строго параллел но верхней поверхности этой полосы 3, а сама полоса зажата по всей ширине равномерно распределенным усилием. После зажима конца полосы гидроцилиндром 27 подается конец полосы 12. В этот момен подающий ролик 42 спускается ,с помощью пневмоцилиндра 43. Устанавливается конец полосы 12, как и конец полосы 11, с минимальным вылетом из прижимной балки 5. Установленный таким образом конец полосы 12 зажимается между рычагами 35, 36 гицроцилиндром зажима 38, а затем устанавливаетсяпо оси зажатого конца полосы 11 с помощью гидроцилиндра 39. Отцентрированный конец полосы 12 зажимается прижимной балкой 5 с помощью гидроцилиндра 32, После этого рычаги 35, 36 гидроцилиндром зажима 38 отводятся от полосы, а гидроцилиндры 33 перемещаются в исходное положение. Затем включаются приводы вращения 19 фрез, привод перемещения 13 фрезерной головки 10 и производится фрезеровка торцов зажатых концом полос 11, 12 под сварку. Образованный под сварку зажатый конец полосы 12с помощью гидроцилиндров ЗО подается к плоскости сварки на величину, равную .зазору между обработанньши торцами концов полос 11, 12. Медный башмак 49 после его пера- мещания вмасте с ползуном 4б гидроцилиндром 44 под свариваемые концы 11, 12 .прижимается к ним гидроцилиндра ми 48. Посла этого включаются приводы паремещания подачи проволоки сварочной головки 8 и устройство подачи защитного газа в зону сварки. Сварочная головка 8 дуговой сварки, парамащаясь по направляющем 7 прижимной балки 4 со ско- . ростью сварки, производит сварку концов полос. Для сокращения времеяв цнкяа ду- говой сварки полос встык привод 20 врашеняя фрезы и привод парамещення 14 фрезерной головки 9 включаются раньше 76 чем окончится сварка полос. После Toroi как будет сварен шов и снято Bepxkee его усилие штоки гидроцилинцров 47 с опорами поднимаются вверх, а на них с помощью гидроцилиндров 48 опускаются направляющие 44. При этом режущие кромки резцов 50 устанавливаются в одной плоскости с нижними поверхностями сваренных полос. Включается гидроцилиндр 44, а резцы 50, возвращаясь вместе с кареткой в исходное положение, срежут усиление с обратной стороны сварного шва. Стружка при фрезеровании кромок полос и снятом усилении сварного шва падает; в кожух 56, откуда она при открывании крышки 57 в (срййнем положении ползуна 46 поступает в короб 58. Сварная полоса со снятым усилением сварного шва с помощыо гидроцилиндров 27, 32 освобождается от прижимов 6 и 7. После подъема подающего ролика 42 пневмоцилиндром 43 и опускания направляющих 44 гидроцилиндрами 48 фрезерные головки 10, 9 и сварочная головка 8 дуговой сварки возвращаются в исходное положение. Установка подготовлена для сварки следующих концов полос. Предлагаемая установка дуговой сварки полос встык по сравнению с лучшими образцами аналогичного оборудования позволит расширить технологические возможности, повысить производительность и улучшить Kai4ecTBo сварного соединения. .Кроме того, .применение предлагаемой машины в линий трубосварочного агрегата позволит сократить производствен ные площади за счет совмещения операций подготовки концов под сварку, их сварки, и снятия усилений сварнбГо шва. Формула изобретения Установка для дуговой сварки полос встык, содержащая основание с двумя стойками, одна из которых оснащена шарнирно закрепленной на ней прижимной балкой с прижимами и направляющими для сварочной головки, другая оснащена прижимной балкой с прижимами, а на основании с возможностью перемещения в направлании, параллельном направлению паремащания сварочной головки, установлен ползун с подъемным поджимным башмаком и резцами для снятия усиления с обратной стороны шва, отличающаяся тем, что, с целью повышения качества сварки путем обеспечения надежвого прижима полос к поджимному башмаку, стойка, оснащенная, прижимной балкой с прижимами и яаправляюй1ими для сварочной гхловки, снабжена уйруг-ими вставками с у&т1нЁ1Впёнными в них подши1ши1(амй, ось шарнирного закрепления 9ТОЙ прижимной балки.на стойке выполнена эксцентриковой и установлена в ука нШх подшип икак, при этом в направляющих для сварочной головки установлена с возможностью перемещения фрезерная головка для снятия усиления с лицевой стороны шва, а вторая стойка, осна-
Ценная прижимной балкой с прижимами, установлена с возможностью перемещения в направлении перпенцикулярном направлению перемещения сварочной головки, а поджимной башмак установлен в ползуне с возможностью перемещения перпен-. дикулярно направлению перемещения ползуна.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство CiCCP № 486877, кл. В 23 К 9/00, 1973.

| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ СБОРКИ И СВАРКИ ПОЛОС | 2011 |
|
RU2488474C1 |
| Устройство для дуговой сварки | 1979 |
|
SU880680A1 |
| МАШИНА ДЛЯ СБОРКИ И СВАРКИ ПОЛОС | 2011 |
|
RU2463146C1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| Устройство для сварки | 1983 |
|
SU1123818A1 |
| Установка для сварки листовых изделий | 1980 |
|
SU941121A1 |
| Стенд для сборки и сварки полотнищ | 1981 |
|
SU1014675A1 |
| Машина для дуговой сварки полос встык | 1973 |
|
SU486877A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |

У/////////////////Л/////////////Л
метрлаа
т W/ 23 f ss fuz. г.5
Фи2 д
