Предлагаемое изобретение относится к сварочному производству, а именно к способам и устройствам для сварки полос, выполняемой на специализированных машинах, которые устанавливаются в высокопроизводительных непрерывных металлургических агрегатах, например, трубосварочных и профилегибочных станах, травильных линиях и пр.
Известен, например, способ соединения концов полос под сварку и устройство для его осуществления /авт. свид. SU №1625638, B23K 37/04, от 07. 02. 91/, при которых подают первую полосу до упора с образованием на ней изгиба, центрируют полосу, подают вторую полосу до упора с образованием на ней изгиба, центрируют ее, зажимают, затем одновременно обрезают кромки обеих полос и соединяют их поворотными столами с двух сторон.
Недостатком такого способа и устройства является необходимость вывода за машину первой полосы для подъема ножниц в положение реза и подачи концов до упора в узкой щели, что затрудняет установку, центрирование полос двумя центрователями при серповидности полос требует достаточно сложных устройств и времени для устранения перекоса полос при установке, при этом обрезка одновременно двух концов полос вызывает необходимость удвоения усилия резания на ножницах, а двойной рез усложняет обслуживание ножниц при настройке ножей. Кроме этого, сварочный зазор на машине настраивается относительно положения сварочной горелки с двух сторон, что не всегда обеспечивает точность настройки.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является способ /патент RU 2391193 B23K 37/04, B23K 101/16, от 10.06.2010/, при котором после перемещения через металлургическую линию заднего конца предыдущей полосы его останавливают вблизи оси резания, опускают верхний суппорт ножниц в промежуточное положение и центрируют полосу сведением первого внешнего и внутреннего центрователей, зажимают первым зажимом, разводят внутренний центрователь и обрезают задний конец полосы, останавливают верхний суппорт ножниц в нижнем положении и сводят внутренний центрователь, поднимают верхний суппорт ножниц в верхнее положение вместе с зажатым во внутреннем центрователе задним концом полосы, затем подают передний конец следующей полосы под поднятый задний конец предыдущей полосы и останавливают его вблизи оси резания, разводят внутренний центрователь и задний конец укладывают на передний, опускают верхний суппорт ножниц в промежуточное положение, центрируют передний конец полосы сведением внутреннего и второго внешнего центрователей, зажимают полосу во втором зажиме, разводят внутренний центрователь и обрезают передний конец полосы, поднимают верхний суппорт ножниц вверх, перемещают сварочную подкладку с горелкой к состыкованным полосам, опускают прижимы, поднимают первый и второй зажимы, разводят внешние центрователи, затем осуществляют сварку.
Недостатком этого способа является то, что реализация обрезки заднего и переднего концов полос одними ножницами без смещения обрезанных полос приводит к состыковке торцов полос под сварку без зазора, что допустимо при дуговой сварке полос толщиной до 2 мм без значительного увеличения мощности сварочного источника. Сварка более толстых полос без зазора требует применения более высоких сварочных токов для провара стыка, при этом в стыке появляется усиление, подлежащее зачистке в линии агрегата. Для получения швов с минимальным усилением требуется создание сварочного зазора между кромками полос, и в этом случае необходимо оснащение машин специальными устройствами смещения состыкованных полос и дополнительной настройки положения сварочной горелки. Кроме этого, установка дополнительных устройств для зажима, центровки и подачи концов полос не всегда возможна, особенно при установке сварочной машины в действующие агрегаты, из-за недостатка места в линии по длине агрегата между тянущими роликами и разматывателем полос. В современных агрегатах всегда присутствуют специальные блоки для центровки полос, поэтому вопрос совмещения обрезаемых концов полос можно решать этими устройствами.
В предлагаемом изобретении решается вопрос достижения технического результата за счет оптимизации подготовки концов полос под сварку с образованием требуемого сварочного зазора между свариваемыми полосами, совершенствования машины дуговой сварки при установке полос для последующей сварки, упрощения обслуживания машины и обеспечения безопасности работы на машине без применения дополнительных узлов.
Технический результат с достижением вышеуказанного эффекта обеспечивается тем, что в способе дуговой сварки полос в непрерывных металлургических агрегатах, включающем перемещение полос при поднятых клавишах пневмоприжимов сварочной машины и подготовку концов полос к сварке в виде следующих последовательных технологических операций, при которых после завершения очередной сварки и переработки рулона подают задний конец полосы к встроенным ножницам, останавливают его вблизи оси резания и обрезают его, опуская верхний суппорт ножниц, при этом останавливают верхний суппорт ножниц в нижнем положении и сводят центрователь ножниц, поднимают верхний суппорт ножниц в верхнее положение вместе с зажатым в центрователе задним концом полосы, затем подают передний конец следующей полосы под поднятый задний конец предыдущей полосы и останавливают его вблизи оси резания, разводят центрователь и задний конец укладывают на передний, опускают верхний суппорт ножниц и обрезают передний конец полосы, поднимают верхний суппорт ножниц вверх, перемещают сварочную подкладку с горелкой к состыкованным полосам, затем поднимают штоком гидроцилиндра передний конец полосы, образуя петлю и зазор между обрезанными кромками полос, опускают клавиши пневмоприжимов и зажимают свариваемые кромки полос, включают подачу сварочной горелки на ход вперед и осуществляют сварку, затем опускают шток гидроцилиндра в исходное положение, поднимают клавиши пневмоприжимов и возвращают сварочную горелку в начальное перед следующей сваркой положение.
Заявляемый способ дуговой сварки полос в непрерывных металлургических агрегатах приведен на фиг.1.
Заявляемый способ дуговой стыковой сварки осуществляется следующим образом:
- по окончании переработки рулона в металлургическом агрегате задний конец предыдущей полосы 1 останавливается в сварочной машине вблизи оси реза ножниц 2 на нижнем суппорте 3 (фиг.1, А);
- опускают верхний суппорт 4 ножниц 2 и обрезают задний конец полосы 1, в нижнем положении верхнего суппорта 4 ножниц 2 сводят центрователь 5 и зажимают в нем обрезанный задний конец полосы 1;
- поднимают верхний суппорт 4 ножниц 2 вместе с центрователем 5 и зажатым в нем задним концом полосы 1, затем подают передний конец следующей полосы 6 под задний поднятый конец полосы 1 и останавливают его вблизи оси резания ножниц 2 на нижнем суппорте 3 (фиг.1, Б);
- разводят центрователь 5 и укладывают задний обрезанный конец полосы 1 на передний конец полосы 6, опускают верхний суппорт 4 ножниц 2 и обрезают передний конец полосы 6, затем поднимают верхний суппорт 4 ножниц 2 вверх до упора (фиг.1, В);
- перемещают сварочную подкладку 7 с горелкой 8 к состыкованным полосам 1 и 6 в положение сварки, при этом сварочная подкладка 7 останавливается под стыком полос 1 и 6 (фиг.1, Г);
- включают гидроцилиндр 9, ролик 10 штока которого поднимает передний конец полосы 6, образуя петлю и за счет ее зазор между состыкованными под сварку полосами 1 и 6 (фиг.1, Д);
- опускают клавиши пневмоприжимов 11 и 12, зажимают концы полос 1 и 6, включают сварочную горелку 8 на ход вперед и осуществляют сварку;
- затем опускают шток гидроцилиндра 9, возвращают сварочную горелку 8 в исходное положение, поднимают клавиши пневмоприжимов 11 и 12 и дают разрешение на транспортировку сваренных полос 1 и 6 в агрегат, а сварочную подкладку 7 с горелкой 8 перемещают в исходную позицию перед следующей сваркой.
Настройка сварочной машины осуществляется при переходе на переработку полос другого сортамента.
Пример выполнения: при сварке полос толщиной 5 мм в среде CO2 с присадочной проволокой 2 мм на токе 400 А минимальное усиление в стыке обеспечивается при зазоре между полосами 3 мм и скорости сварки 20 м/ч, подъем ролика на 10 мм обеспечивает зазор между полосами 3 мм.
Таким образом, предлагаемый способ для дуговой сварки полос в непрерывных металлургических агрегатах позволяет решить вопрос оптимизации подготовки концов полос под сварку с образованием требуемого сварочного зазора между полосами, что значительно упрощает обслуживание сварочной машины; позволяет также:
- повысить точность при установке полос для последующей сварки без применения дополнительных настроечных механизмов и узлов машины и тем самым усовершенствовать конструкцию машины для дуговой сварки;
- обеспечить безопасность обслуживающего персонала за счет исключения наличия запасов петель полос вблизи сварочной машины и облегчить работу при перестройке сварочной машины,
- более эффективно использовать сварочные дуговые, установленные в высокопроизводительных непрерывных металлургических агрегатах, исключив необходимость зачистки усиления сварных швов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2391193C1 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391195C1 |
| СПОСОБ ПОДГОТОВКИ ПОЛОС ПОД СВАРКУ НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2012 |
|
RU2482948C1 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2009 |
|
RU2391194C1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2011 |
|
RU2479391C1 |
| СПОСОБ ПОДГОТОВКИ К СВАРКЕ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2010 |
|
RU2434727C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391188C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391189C1 |
| СПОСОБ ПОДГОТОВКИ КОНЦОВ ПОЛОС К КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ | 2011 |
|
RU2450900C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РУЛОНИРОВАННЫХ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2008 |
|
RU2378092C1 |
Изобретение может быть использовано при дуговой сварке полос в высокопроизводительных непрерывных металлургических агрегатах, например, трубосварочных и профилегибочных станах, травильных линиях. При поднятых клавишах пневмоприжимов сварочной машины подают задний конец предыдущей полосы к встроенным ножницам, останавливают его вблизи оси резания и обрезают. Поднимают верхний суппорт ножниц в верхнее положение вместе с зажатым в центрователе задним концом полосы, затем подают передний конец следующей полосы под поднятый задний конец предыдущей полосы и останавливают его вблизи оси резания. Разводят центрователь, задний конец укладывают на передний и обрезают передний конец полосы. Перемещают сварочную подкладку с горелкой из начального положения к состыкованным полосам в положение сварки. Приподнимают штоком гидроцилиндра передний конец полосы до получения сварочного зазора между обрезанными кромками полос и зажимают свариваемые кромки полос. Осуществляют сварку, затем опускают шток гидроцилиндра в исходное положение, поднимают клавиши пневмоприжимов и возвращают сварочную горелку в начальное положение. За счет оптимизации подготовки концов полос под сварку с образованием требуемого сварочного зазора между свариваемыми полосами достигается упрощение обслуживания машины и обеспечение безопасности работы на машине без применения дополнительных узлов. 1 ил., 1 пр.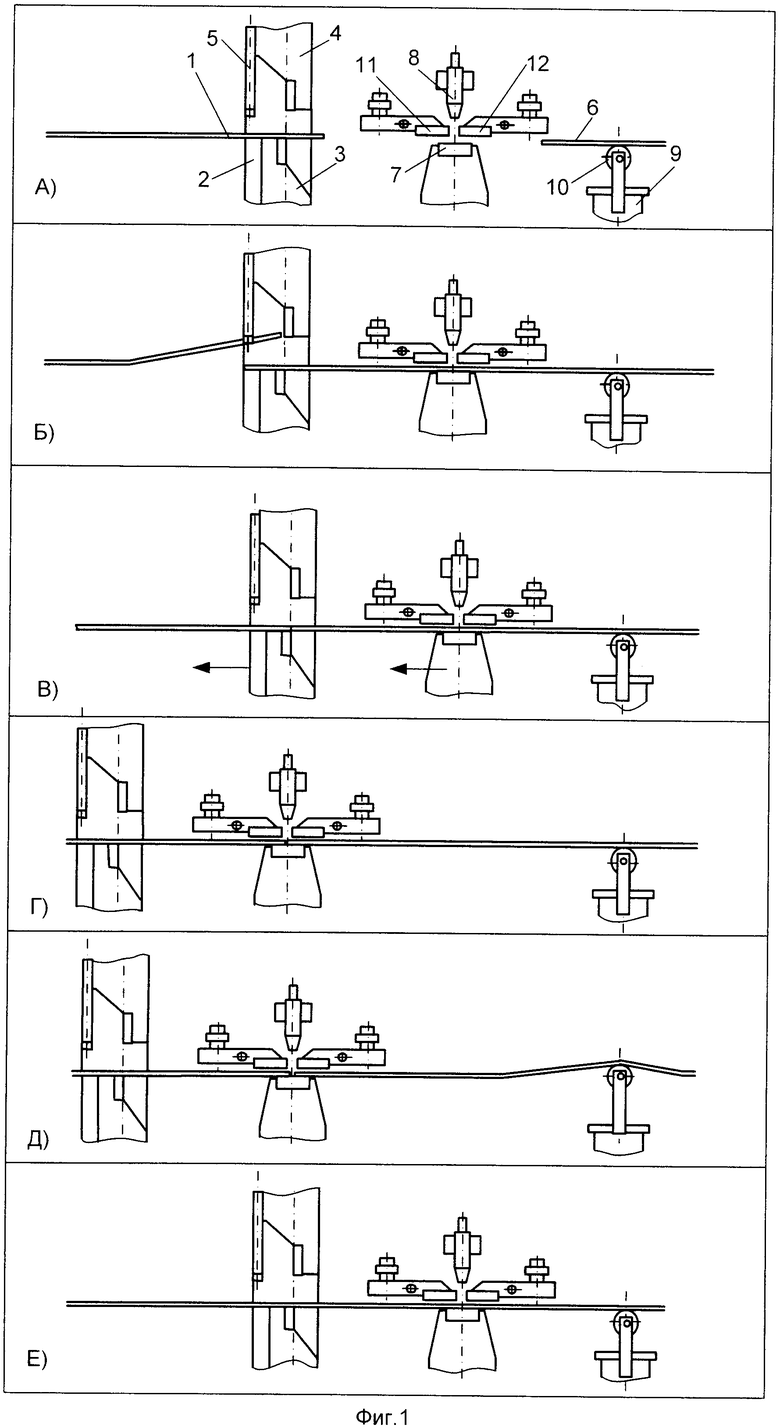
Способ дуговой сварки полос в непрерывных металлургических агрегатах, при котором при поднятых клавишах пневмоприжимов сварочной машины подают задний конец предыдущей полосы к встроенным ножницам, останавливают его вблизи оси резания и обрезают его, опуская верхний суппорт ножниц, останавливают верхний суппорт ножниц в нижнем положении и сводят центрователь ножниц, поднимают верхний суппорт ножниц в верхнее положение вместе с зажатым в центрователе задним концом полосы, затем подают передний конец следующей полосы под поднятый задний конец предыдущей полосы и останавливают его вблизи оси резания, разводят центрователь и задний конец укладывают на передний, опускают верхний суппорт ножниц и обрезают передний конец полосы, поднимают верхний суппорт ножниц вверх и перемещают сварочную подкладку с горелкой из начального положения к состыкованным полосам в положение сварки, отличающийся тем, что после упомянутого перемещения сварочной подкладки с горелкой приподнимают штоком гидроцилиндра передний конец полосы до получения сварочного зазора между обрезанными кромками полос, опускают клавиши пневмоприжимов сварочной машины и зажимают свариваемые кромки полос, включают подачу сварочной горелки и осуществляют сварку, затем опускают шток гидроцилиндра в исходное положение, поднимают клавиши пневмоприжимов и возвращают сварочную горелку в начальное положение.
| СПОСОБ ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2391193C1 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391195C1 |
| Установка для дуговой сварки полос встык | 1979 |
|
SU785007A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ПОЛОС ТРАНСФОРМАТОРНОЙСТАЛИ | 0 |
|
SU172935A1 |
| US 4785154 A, 15.11.1988. | |||

