Изобретение касается способа для нарезания имеющего форму жгута пищевого продукта, при котором жгут пищевого продукта с помощью подающего устройства перемещается к резальному устройству и нарезается последним на части в форме кругов, полос или кубиков, причем жгут продукта в процессе движения подачи фиксируется с помощью вакуумного захвата, который перемещается вместе со жгутом продукта, и причем внутри внутреннего пространства контактного элемента вакуумного захвата создается вакуум, который воздействует в зоне присасывания контактного элемента на область фиксации поверхности жгута продукта, причем, по меньшей мере, один вращающийся и охватывающий область присасывания нож контактного элемента врезается в жгут продукта, в результате чего достигается герметизация зоны присасывания.
Кроме того, изобретение касается резальной машины для нарезания имеющих форму жгута пищевых продуктов, с помощью которой жгут продукта может нарезаться кругами, полосами или кубиками, с подающим устройством, с помощью которого жгут продукта может передвигаться в процессе нарезания к резальному устройству, причем подающее устройство содержит вакуумный захват, с помощью которого жгут продукта может фиксироваться в процессе движения подачи, и который может передвигаться вместе со жгутом продукта к резальному устройству, причем внутри внутреннего пространства контактного элемента вакуумного захвата может создаваться вакуум, который в зоне присасывания контактного элемента воздействует на область фиксации поверхности жгута продукта, причем контактный элемент содержит, по меньшей мере, один вращающийся и охватывающий область присасывания нож, который вдавливается в жгут продукта, в результате чего герметизируется область присасывания.
Способ и резальная машина названного выше типа являются общеизвестными. Фиксация жгута продукта с помощью вакуумного захвата обеспечивает по сравнению с захватыванием крюками то преимущество, что сам жгут продукта остается неповрежденным, так как контактный элемент вакуумного захвата не оставляет на его поверхности длительно сохраняющихся изменений. В случае известных способов и резальных машин создание разрежения осуществляется с помощью так называемых вакуумных насосов. Разрежение передается через линию от вакуумного насоса к внутреннему пространству контактного элемента. Сам контактный элемент состоит типичным образом из своего рода резиновой манжеты, которая вследствие своих свойств должна компенсировать возможные неровности и неравномерности поверхности жгута продукта, чтобы после нагружения разрежением предотвратить проникновение воздуха в область присасывания резиновой манжеты. В процессе работы известных машин в режиме нарезания используемые вакуумные насосы работают типичным образом в длительном режиме, чтобы, с одной стороны, предотвратить процессы включения и отключения между процессами нарезания поочередно следующих жгутов продуктов и, с другой стороны, чтобы компенсировать возможные негерметичности в области контактного элемента, в результате чего спутная струя проникает из окружающего воздуха во внутреннее пространство контактного элемента, и чтобы поддерживать разрежение в течение длительного времени на достаточно высоком уровне.
В зависимости от особенности и консистенции поверхности жгута продукта в его зоне фиксации, а также от состояния резиновой манжеты в контактной области, часто в большей или меньшей мере следует считаться с возможностью потери вакуума. При продолжении процесса подачи теряющаяся сила удерживания ведет к тому, что жгут продукта может смещаться в сторону, в результате чего в области режущего элемента резальной машины также возникают нежелательные смещения, которые ведут к образованию кругов, полос или кубиков с неравномерной формой. С учетом постоянно растущих требований к точности геометрической формы это чрезвычайно нежелательно при процессе нарезания.
Для противодействия этой проблеме известен вариант, при котором контактный элемент вакуумного захвата оснащается ножом, который врезается в жгут продукта так, что достигается герметизация зоны присасывания. Например, из заявки DE 10024913 А1 известна соответствующая родовому признаку резальная машина, подающее устройство которой содержит, по меньшей мере, один «всасывающий стакан», который ограничивает камеру разрежения, открытую в направлении жгута продукта. Всасывающий стакан содержит имеющую форму лезвия кромку, которая должна обеспечить весьма плотное соединение всасывающего стакана со жгутом продукта.
Также и описанная в заявке US 3880295 A резальная машина оснащена присасывающей головкой с шестью линейно расположенными рядом друг с другом зонами присасывания, которые оснащены ножами для врезания в подлежащую фиксации торцевую сторону нарезаемого материала. При этом каждая отдельная зона присасывания образуется кольцевым пространством между внутренним ножом и проходящим концентрически по отношению к нему внешним ножом. Внутри внутреннего ножа зона присасывания отсутствует. Имеющая кольцевую форму зона присасывания согласно заявке US 3889295 A герметизируется тем самым как в наружном, так и внутреннем направлениях одним из ножей.
Наконец, заявка DE 102005010184 А1 раскрывает, среди прочего, имеющую форму полусферы зону присасывания с вращающимся режущим кольцом, причем внутри режущего кольца расположены несколько малых каналов, при помощи которых внутри режущего кольца создается разрежение.
В основном за счет врезания режущего кольца в жгут продукта создается хорошая герметизация зоны присасывания. Конечно, в частности, при имеющих форму жгута пищевых продуктах, которые содержат неравномерности, например, в форме полых пространств (сыр) или твердые элементы (кости), возможен случай, когда режущие кольца в области неравномерности не входят в жгут продукта, в результате чего не возникает герметично закрытой зоны присасывания, и, следовательно, невозможно создание разрежения.
Задачей изобретения является предложение способа для нарезания имеющих форму жгута пищевых продуктов, а также соответствующей резальной машины, при которой увеличивается надежность применительно к длительному поддержанию разрежения, выработанного в вакуумном захвате, чтобы избежать неисправностей в ходе производственного процесса или негативного воздействия на качество нарезания.
Исходя из способа нарезания описанного выше типа, эта задача решается в соответствии с изобретением за счет того, что, по меньшей мере, один следующий, вращающийся, охватывающий первый нож контактного элемента врезается в жгут продукта, в результате чего достигается дальнейшая герметизация.
Хотя путем использования метода вакуумного захвата в основном пытаются избежать повреждений, обусловленных, например, метками захватных крюков, чтобы сохранить целостность жгута продукта, в основе изобретения лежит знание о том, что одного лишь поверхностного контакта между контактным элементом и жгутом изделия недостаточно для надежной герметизации зоны присасывания. По этой причине с помощью соответствующего изобретению способа используется компромиссное решение между вакуумным захватом с резиновыми манжетами и захватными крюками с шипами, так как в соответствии с изобретением нагружение вакуумом комбинируется с врезанием в поверхность жгута продукта. Так как проникновение ножей контактного элемента может быть ограничено до весьма малой глубины и служит исключительно для улучшенной герметизации, целостность жгута продукта сохраняется в значительной части также в контактной области. Также после завершения самого процесса нарезания оставшаяся часть жгута продукта, в которую врезались ножи контактного элемента, может тем самым в известной степени целесообразно использоваться без ухудшения качества по сравнению с использованием вакуумных захватов с резиновыми манжетами. При соответствующем изобретению способе глубина проникновения ножей может ограничиваться в диапазоне между приблизительно 0,1 мм и 5 мм, типичным образом, между приблизительно 2 мм и 3 мм, так что в большинстве случаев на поверхности жгута продукта практически отсутствуют видимые повреждения. Это действует, в частности, в том случае, если ножи выполнены предпочтительно очень острыми и требуют таким образом лишь незначительных усилий проникновения.
Соответствующая изобретению конструкция дополнительного ножа, который охватывает первый нож, выполняет при этом функцию безопасности, которая используется, в частности, в том случае, если первый нож вследствие неравномерностей поперечного сечения жгута продукта не обеспечивает герметизации области присасывания, так что не могут быть созданы усилия удержания или достаточно высокие усилия удержания. Дополнительный нож образует в этом случае бóльшую по размерам область присасывания, охватывающую первый нож, в которой без проблем может поддерживаться разрежение. Если уплотнение в области первого, уже вращающегося ножа, в порядке, то не имеет значения то, что дополнительный нож вследствие возможных неравномерностей в поперечном сечении жгута изделия частично не обеспечивает полную герметизацию, поскольку образованная первым ножом зона присасывания уже герметична. Хотя нельзя исключить того, что конец жгута продукта является настолько неравномерным, что как первый, так и второй нож входят в жгут продукта не герметично, однако вероятность этого может быть чрезвычайно мала.
С помощью соответствующего изобретению способа в любом случае качество герметизации может весьма существенно улучшаться, так что, как правило, потери разрежения в процессе нарезания несколько малы, что созданный однажды вакуум не должен более обновляться, а сохраняется до завершения процесса нарезания.
В соответствии с предпочтительным усовершенствованием способа предусмотрено, что как во внутренней зоне присасывания, которая определяется поперечным сечением, которое окружает внутренний нож, так и во внешней зоне присасывания, которая определяется поперечным сечением между внешним ножом и внутренним ножом, вырабатывается разрежение. Следовательно, возникают две непосредственно соседних, отделенных друг от друга внутренним ножом зоны присасывания, которые действуют независимо друг от друга, причем описанная ранее функция безопасности улучшается за счет того, что возникающая в результате возможного «отказа» внутреннего ножа общая зона присасывания (суммирование обеих частичных зон присасывания) нагружается достаточным разрежением.
Для выработки противодействующей силы, необходимой в течение фазы контактирования, относительно усилия прижима вакуумного захвата, предлагается, что жгут изделия в процессе врезания ножа контактного элемента опирается на своем противолежащем вакуумному захвату конце на режущий элемент резальной машины и/или на прижим, который воздействует на поверхности оболочки жгута продукта.
За счет врезания ножа в материал жгута продукта между ножом и жгутом продукта в течение длительного времени действует известное трение. Для обеспечения возможности удаления остающихся остатков жгута продукта после завершения процесса нарезания во внутреннем пространстве вакуумного захвата после завершения процесса нарезания может вырабатываться избыточное давление, которое воздействует на поверхностную область оставшегося от жгута продукта остатка, в результате чего остаток выбрасывается. Таким образом, после завершения процесса нарезания зона присасывания кратковременно превращается в зону избыточного давления, с помощью которого вырабатывается преодолевающая трение сила выбрасывания.
В конструктивно-техническом отношении положенная в основу задача, исходя из резальной машины описанного выше типа, решается за счет того, что, по меньшей мере, один дополнительный вращающийся нож, охватывающий нож контактного элемента, может вдавливаться в жгут продукта, в результате чего осуществляется дополнительная герметизация зоны присасывания.
В основном режущая кромка может иметь любые формы, которые образуют замкнутые кривые. Типичным образом режущая кромка может иметь окружную, эллиптическую, овальную, прямоугольную, треугольную или трапецеидальную формы.
Для достижения определенного конца при проникновении ножа в жгут материала в соответствии с предпочтительным усовершенствованием изобретения применительно к ножу - при рассмотрении в направлении от его режущей кромки - можно присоединить секцию, предпочтительно выступающую радиально наружу. Секция действует в качестве упора и могла бы противопоставить дальнейшему проникновению ножа сильно увеличенную силу, которая может использоваться в качестве признака для конца врезания, например, с управлением усилием.
Дальнейшее улучшение герметизирующего действия вакуумного захвата возможно, если оба ножа ограничивают каждый для себя собственную зону присасывания, и причем внешний нож относительно внутреннего ножа выступает дальше в направлении резания, что при выпуклой форме конца жгута продукта благоприятно влияет на надежность врезания внешнего ножа.
Изобретение поясняется в последующем более подробно на основании одного примера выполнения вакуумного захвата резальной машины, который изображен на фигурах,
где фиг.1 - перспективный вид вакуумного захвата со скосом спереди,
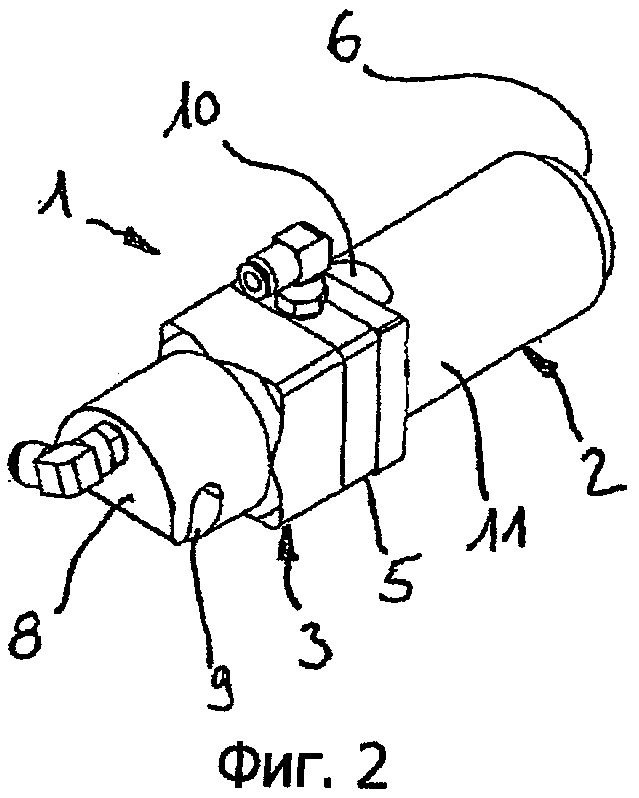
фиг.2 - перспективный вид вакуумного захвата по фиг.1 со скосом сзади,
фиг.3 - вид сбоку вакуумного захвата по фиг.1 и 2,
фиг.4 - вид спереди вакуумного захвата по фиг.1-3,
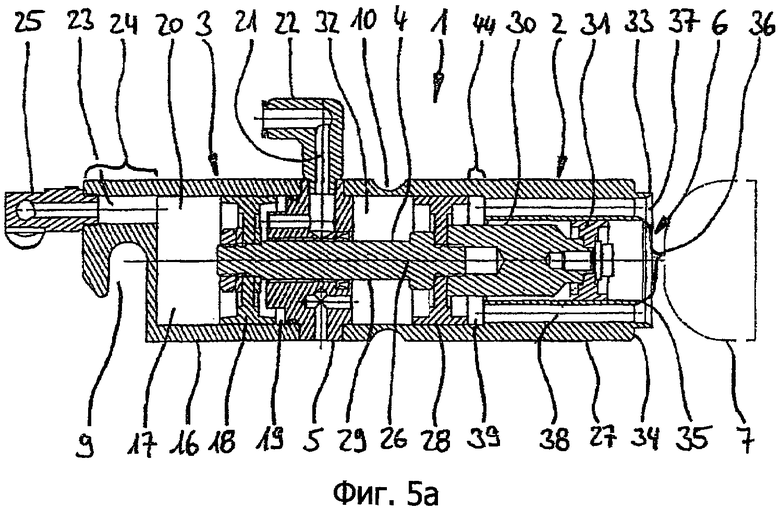
фиг.5а - продольное сечение вдоль изображенной на фиг.4 линии V-V через вакуумный захват в позиции старта,
фиг.5b - то же, что и фиг.5а, однако, в позиции разрежения,
фиг.6 - перспективный вид захватывающего устройства, содержащего раму основания и три укрепленных на ней вакуумных захвата в соответствии с фиг.1-5,
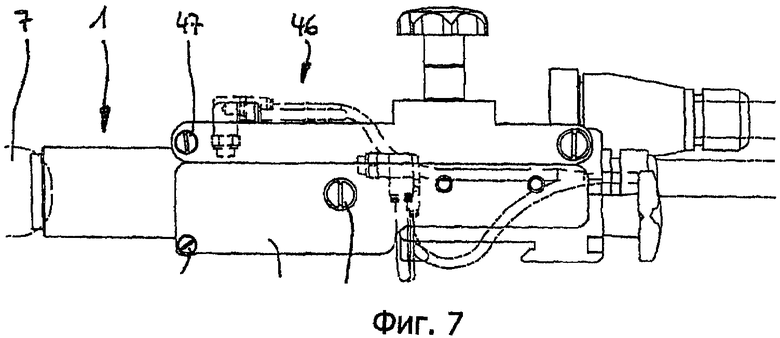
фиг.7 - вид сбоку на захватывающее устройство по фиг.6 и
фиг.8 - вид сверху на захватывающее устройство по фиг.6.
Изображенный на фиг.1-5b вакуумный захват 1 состоит из двух соосных, расположенных друг за другом цилиндропоршневых блоков 2 и 3, которые соединены между собой общим поршневым штоком 4 и отделены друг от друга разделительной стенкой 5, в которой поршневой шток 4 установлен с возможностью скольжения и с уплотнением.
Вакуумный захват 1 содержит переднюю сторону 6, на которой с помощью разрежения еще описанным ниже образом фиксируется изображенный на фиг.1 штриховой линией жгут 7 продукта, например, в форме колбасы на основе говядины. Вакуумный захват 1 содержит расположенную напротив заднюю стенку 8, на которой он с помощью шлицеобразной выемки 9 может крепиться на несущей раме изображенного на фиг.6-8 захватного устройства, которое описывается ниже более подробно. Для крепления служат, кроме того, две имеющие форму канавок выемки 10 в поверхности 11 оболочки вакуумного захвата 1.
В завершение вакуумный захват 1 содержит на разделительной стенке 5 переднюю часть 12, которая образована цилиндропоршневым блоком 2, и который служит для выработки разрежения для фиксации жгута 7 продукта. Расположенная напротив задняя часть 14 образована в основном следующим цилиндропоршневым блоком 3, который служит для привода поршня расположенного в передней части 12 цилиндропоршневого блока 2.
Из фиг.5а можно заключить, что цилиндропоршневой блок 3, который, как уже было сказано, служит в качестве привода для выработки разрежения, состоит из цилиндрической трубы 16 и установленного в ее внутреннем пространстве с возможностью перемещения и уплотненного поршня 18, который разделяет внутреннее пространство 17 на первое, обращенное к разделительной стенке 5 рабочее пространство 19, и второе, расположенное на другой стороне поршня 18 рабочее пространство 20. Рабочее пространство 19 через канал 21 нагружается сжатым воздухом, который находится на нескольких участках, сначала в встроенном в разделительную стенку 5 присоединительном патрубке 22 и затем в самой разделительной стенке 5. Как в разделительной стенке 5, так и в присоединительном патрубке 22 канал имеет два проходящих друг к другу под прямым углом участка, так что в общей сложности образуется U-образная форма канала 21. Второе рабочее пространство 17 расположено через канал 23 в насадке 24 задней части 14. Он также проходит в заднем присоединительном патрубке 25.
Соосно относительно общей оси 26 с цилиндропоршневым блоком 3 на противолежащей стороне разделительной стенки 5 расположен цилиндропоршневой блок 2, который служит для выработки разрежения для фиксации жгута 7 продукта. Также и цилиндропоршневой блок 2 состоит по существу из цилиндрической трубы 27, в которой с возможностью скольжения укреплен уплотненный поршень 28. Поршень 28 цилиндропоршневого блока 2 и поршень 18 цилиндропоршневого блока 3 имеют одинаковый диаметр и вследствие соединения с помощью поршневого штока 4 одинаковый ход.
На стороне поршня 28, которая расположена напротив поршневого штока 4, расположен следующий поршневой шток 30, который ведет к соединенному с ним следующему поршню 31. Поршень 31 расположен на участке цилиндрической трубы 27, на котором она имеет диаметр, уменьшенный относительно поршня 28 и сообщающегося с ним рабочего пространства 32. В случае образованного поршнями 28 и 31 (а также поршневым штоком 30) узла речь идет о ступенчатом поршне, который установлен с возможностью осевого перемещения в соответствующем ступенчатом отверстии цилиндрической трубы 27.
На передней стороне 6 вакуумного захвата 1 выполнен вращающийся по окружности внешний нож 33, толщина стенок которого отчетливо уменьшена по сравнению с толщиной остальной стенки цилиндрической трубы 27, причем переход от ножа 33 в остальную стенку цилиндрической трубы 27 осуществляется в форме радиальной ступени 34. Передняя сторона 6 вакуумного захвата 1 в соответствии с этим оснащена внутренним ножом 35, который также выполнен круговой формы и проходит концентрически по отношению к внешнему ножу 33. Напротив передней кромки внешнего ножа 33 передняя кромка внутреннего ножа 35 слегка смещена назад. Внутренний диаметр в области внутреннего ножа 35 соответствует диаметру переднего меньшего в диаметре поршня 31. Оба ножа 33 и 35 образуют в совокупности с цилиндрической трубой 27 контактный элемент 29 вакуумного захвата 1.
Поперечное сечение окружности, которая ограничивается внутренним ножом 35, определяет внутреннюю зону 36 присасывания. Кольцевая окружная область, которая расположена между внутренней зоной 36 присасывания и внешним ножом 33, определяет внешнюю зону 37 присасывания. Внешняя зона 37 присасывания соединена через отверстия 38, расположенные разнесенными относительно друг друга на 180°, с правым рабочим пространством 39, ограниченным поршнем 28.
Исходя из изображенного на фиг.5а положения, в котором оба ножа 33 и 35 находятся на расстоянии от конца жгута 7 продукта, вакуумный захват 1 выдвигается к жгуту 7 продукта, который своим, расположенным напротив концом, опирается о не изображенную резальную машину, например, в форме приводимого во вращения отрезного ножа. Приближение вакуумного захвата осуществляется настолько и с достаточно большим усилием, так что, как показано на фиг.5b, оба ножа 33 и 35 входят в жгут 7 продукта. За счет закругленной формы конца жгута 7 продукта внутренний нож 35 входит глубже, чем внешний нож. Движение проникновения затем с возрастанием затрудняется и также завершается, если жгут 7 продукта опирается своей торцевой поверхностью в области радиальной ступени 34 вакуумного захвата, чего еще не произошло в изображенной на фиг.5b позиции.
После того как оба ножа 33 и 35 вошли в материал жгута 7 продукта и обусловили тем самым герметизацию обеих зон 36 и 38 присасывания, правое рабочее пространство 40 цилиндропоршневого блока 3 нагружается сжатым воздухом, в результате чего оба поршня 28 и 31 смещаются влево в изображенную на фиг.5b позицию. Рабочее пространство 39, которое находится справа от поршня 28, а также внутреннее пространство 41, сообщающееся с внутренней зоной 36 присасывания, на уменьшенном по диаметру участке цилиндрической трубы 27 таким образом существенно увеличиваются, так что в обеих зонах 36, 37 присасывания вырабатывается разрежение, которое надежно фиксирует жгут 7 продукта на вакуумном захвате 1. Вследствие обусловленной ножами 33 и 35 весьма эффективной герметизации областей 36 и 37 присасывания одновременное движение назад поршней 28 и 31, то есть одновременное создание разрежения является достаточным для того, чтобы в течение длительного времени обеспечивать достаточно высокое усилие удержания. Так как внутренняя зона 36 присасывания полностью окружена внешней зоной 37 присасывания, то есть таким образом разность давлений между обеими зонами мала или в идеальном случае равна нулю, практически полностью исключается опасность потери вакуума, в частности, применительно к внутренней зоне 36 присасывания. Даже в случае попадания воздуха, проходящего мимо внешнего ножа 33, во внешнюю зону 37 присасывания, при достаточно хорошей герметизации внутренним ножом 35 во внутренней зоне 36 присасывания продолжает сохраняться достаточно высокое разрежение.
Внутренняя зона 36 присасывания воздействует на внутреннюю зону 42 фиксации на поверхности жгута 7 продукта и внешняя зона 37 всасывания - соответственно на внешнюю зону 43 фиксации на поверхности жгута 7 продукта.
За счет выбора диаметра поршней 28 и 31, диаметра поршневого штока 4, а также диаметра и количества отверстий 38 может оказываться влияние на разрежение, устанавливающееся в зонах 36 и 37 присасывания после хода поршня 18, отвечающего за привод. При этом целесообразно выбирать возникающее во внутренней зоне 36 присасывания разрежение большим, нежели во внешней области 37 присасывания, так как внутренняя зона 36 присасывания является «защищенной» посредством внешней зоны 37 присасывания.
После фиксации жгута 7 продукта посредством активации вакуумного захвата жгут 7 продукта вместе с вакуумным захватом 2 может подаваться в направлении резания, в то время как на переднем конце жгута 7 продукта отрезаются последовательные ломти. Незадолго до попадания внешнего ножа 33 в зону действия отрезного ножа резальной машины движение подачи прерывается. Надежное выбрасывание еще прилипшего к вакуумному захвату 1 остатку жгута 7 продукта достигается за счет того, что за счет нагружения сжатым воздухом рабочего пространства 20 через присоединительные патрубки 25 поршни 28 и 32 не только перемещаются назад в изображенную на фиг.5а стартовую позицию, но и в соответствии с этим на величину дополнительного хода 44 (см. фиг.5а) вправо, пока поршень 28 не упрется в созданную за счет скачка диаметра ступень в цилиндрической трубе 27. В зонах 36 и 37 присасывания давление в результате этого не только возвращается на исходный уровень, то есть к нулю, но и в обеих зонах 36 и 37 всасывания вырабатывается определенное избыточное давление, с помощью которого оставшаяся часть жгута 7 продукта активно транспортируется наружу, причем должно быть преодолено трение, возникающее в области ножей 33 и 35. В завершение поршни 18, 28 и 31 вновь отводятся назад в изображенную на фиг.5а стартовую позицию, без герметичного прилегания передней стороны 6 вакуумного захвата к следующему подлежащему нарезанию жгуту 7 продукта, так что в зонах 36 и 37 всасывания продолжает действовать атмосферное давление.
Из фиг.6 следует, что три вакуумных захвата 1, как они описаны на фиг.1-5b, расположены параллельно рядом друг с другом в несущей раме 45 захватного устройства 46. Поперечные штанги 47-49, которые совместно с боковыми частями 50 и 51 образуют несущую раму 45, с помощью изображенных на фиг.1-3 выемок 9 и 10 фиксируют вакуумные захваты 23 в несущей раме 45.
Присоединительные патрубки 25 и 22 соответствующего заднего цилиндропоршневого блока 3 для приведения в действие переднего цилиндропоршневого блока 2 для выработки разрежения включены параллельно через линии 52 и 53 сжатого воздуха, так что для трех расположенных рядом друг с другом жгутов 7 продукта постоянно одновременно вырабатывается или устраняется разрежение для фиксации и производится выброс оставшихся остатков.
Несущая рама 45 захватного устройства 46 является известной и служит в идентичном исполнении для приема классических, чисто механических захватов, при которых захватный крюк вследствие пневматического срабатывания проникает своими захватными зубьями в задний конец жгута 7 продукта, причем после завершения процесса нарезания также вследствие пневматического срабатывания захватные зубья извлекаются из остаточной части. Имеющаяся несущая рама 45, а также и без того присутствующие там присоединения для сжатого воздуха могут использоваться таким образом как для вакуумного захвата 1, так и для не изображенных на фигурах механических захватов с захватными зубьями.
Перечень ссылочных обозначений
1 - вакуумный захват
2 - цилиндропоршневой блок
3 - цилиндропоршневой блок
4 - поршневой шток
5 - разделительная стенка
6 - передняя сторона
7 - жгут продукта
8 - задняя сторона
9 - выемка
10 - выемка
11 - поверхность оболочки
12 - передняя часть
14 - задняя часть
16 - цилиндрическая труба
17 - внутренняя труба
18 - поршень
19 - первое рабочее пространство
20 - второе рабочее пространство
21 - канал
22 - присоединительный патрубок
24 - насадка
25 - присоединительный патрубок
26 - ось
27 - цилиндрическая труба
28 - поршень
29 - контактный элемент
30 - поршневой шток
31 - поршень
32 - рабочее пространство
33 - внешний нож
34 - ступень
35 - внутренний нож
36 - внутренняя зона присасывания
37 - внешняя зона присасывания
38 - отверстие
39 - рабочее пространство
40 - рабочее пространство
41 - внутреннее пространство
42 - внутренняя область фиксации
43 - внешняя область фиксации
44 - ход
45 - несущая рама
46 - захватное устройство
47 - поперечная штанга
48 - поперечная штанга
49 - поперечная штанга
50 - боковая часть
51 - боковая часть
52 - линия сжатого воздуха
53 - линия сжатого воздуха





Изобретение относится к способу нарезания имеющего форму жгута пищевого продукта и резальной машине. Жгут пищевого продукта подается с помощью подающего устройства к резальному устройству. С помощью резального устройства осуществляют нарезание жгута продукта кругами, полосами или кубиками. Во время движения подачи жгут пищевого продукта фиксируют вакуумным захватом, который подают вместе со жгутом пищевого продукта. Внутри внутреннего пространства контактного элемента вакуумного захвата создают разрежение, которое воздействует в зоне присасывания контактного элемента на область фиксации поверхности жгута пищевого продукта. Для герметизации зоны присасывания в жгут пищевого продукта врезают по меньшей мере два вращающихся и замыкающих зону присасывания внутреннего и внешнего ножа контактного элемента. В результате обеспечивается увеличение надежности и точность геометрической формы нарезанного продукта. 2 н. и 8 з.п. ф-лы, 8 ил.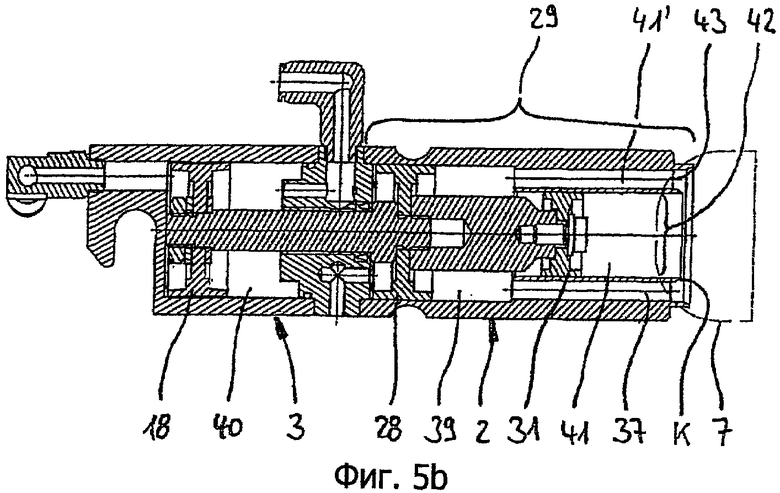
1. Способ нарезания имеющего форму жгута пищевого продукта, при котором жгут (7) пищевого продукта с помощью подающего устройства перемещают к резальной машине и нарезают посредством последней кругами, полосами или кубиками, причем жгут (7) пищевого продукта в процессе движения подачи фиксируют с помощью вакуумного захвата (1), который перемещают вместе со жгутом (7) пищевого продукта, причем внутри внутреннего пространства контактного элемента (29) вакуумного захвата (1) создают разрежение, которое воздействует в по меньшей мере одной зоне (36) присасывания контактного элемента (29) на по меньшей мере одну область (42) фиксации поверхности жгута (7) пищевого продукта, причем по меньшей мере один вращающийся и охватывающий зону (36) присасывания внутренний нож (35) контактного элемента (29) врезают в жгут (7) пищевого продукта, при этом обеспечивают герметизацию зоны (36) присасывания, отличающийся тем, что дальнейшую герметизацию зоны (36) присасывания в жгут (7) пищевого продукта обеспечивают врезанием по меньшей мере одного следующего внешнего ножа (33), охватывающего внутренний нож (35) контактного элемента (29).
2. Способ по п.1, отличающийся тем, что во внутренней зоне (36) присасывания, которая определена окружающим внутренний нож (35) поперечным сечением, и во внешней зоне (36) присасывания, которая определена поперечным сечением между внешним ножом (33) и внутренним ножом (35), создают разрежение.
3. Способ по п.1 или 2, отличающийся тем, что жгут (7) пищевого продукта в процессе врезания ножа (33, 35) контактного элемента (29) подпирают на его расположенном напротив вакуумного захвата (1) конце режущим элементом резального устройства и/или прижимом, воздействующим на поверхность оболочки жгута (7) пищевого продукта.
4. Способ по п.1 или 2, отличающийся тем, что во внутреннем пространстве (41) контактного элемента (29) после завершения процесса нарезания создают избыточное давление, которым воздействуют на область поверхности оставшейся остаточной части жгута (7) пищевого продукта, для выбрасывания остаточной части.
5. Способ по п.З, отличающийся тем, что во внутреннем пространстве (41) контактного элемента (29) после завершения процесса нарезания создают избыточное давление, которым воздействуют на область поверхности оставшейся остаточной части жгута (7) пищевого продукта, для выбрасывания остаточной части.
6. Резальная машина для нарезания имеющего форму жгута пищевого продукта с резальным устройством для нарезания жгута (7) пищевого продукта кругами, полосами или кубиками и подающим устройством, которое установлено с возможностью подачи жгута (7) пищевого продукта в процессе резания к резальному устройству, причем подающее устройство содержит вакуумный захват (1) для фиксации жгута (7) пищевого продукта во время движения подачи, который установлен с возможностью подачи вместе со жгутом (7) пищевого продукта к резальному устройству, причем контактный элемент (29) вакуумного захвата выполнен с возможностью создания внутри внутреннего пространства разрежения, которое по меньшей мере в одной зоне (36) присасывания контактного элемента (29) воздействует на по меньшей мере одну область (42) фиксации поверхности жгута (7) пищевого продукта, причем контактный элемент (29) содержит по меньшей мере один установленный с возможностью вращения и охватывающий зону (36) присасывания внутренний нож (35), который выполнен с возможностью вдавливания в жгут (7) пищевого продукта для герметизации зоны (36) присасывания, отличающаяся тем, что по меньшей мере один следующий, вращающийся внешний нож (33) контактного элемента (29), охватывающий внутренний нож (35), выполнен с возможностью вдавливания в жгут (7) пищевого продукта для дальнейшей герметизации зоны (36) присасывания.
7. Резальная машина по п.6, отличающаяся тем, что режущая кромка ножей (33, 35) имеет окружную, эллиптическую, овальную, прямоугольную, треугольную или трапецеидальную форму.
8. Резальная машина по п.6 или 7, отличающаяся тем, что к внешнему ножу (33) при рассмотрении в направлении от его режущей кромки примыкает ступень (34), которая предпочтительно направлена радиально наружу.
9. Резальная машина по п.6 или 7, отличающаяся тем, что каждый из ножей (33, 35) ограничивает свою зону (36, 37) присасывания, причем внешний нож (33) по сравнению с внутренним ножом (35) выступает на большее расстояние в направлении резального устройства.
10. Резальная машина по п.8, отличающаяся тем, что каждый из ножей (33, 35) ограничивает свою зону (36, 37) присасывания, причем внешний нож (33) по сравнению с внутренним ножом (35) выступает на большее расстояние в направлении резального устройства.
| US 3880295 А, 29.04.1975 | |||
| Устройство для разрезания на куски пищевых продуктов | 1983 |
|
SU1143590A1 |
| Приспособление для удержания пищевых продуктов при резке | 1972 |
|
SU444636A1 |
| DE 10024913 А1, 29.11.2001. | |||

