Для сокращения потребности во времени для замены валков прокатных станов и аналогичных компонентов известно использование заменяющих устройств, которые подводят к прокатной клети и которые облегчают демонтаж заменяемого компонента или установку нового компонента (ЕР-А-142879). Изобретение относится к устройству, облегчающему замену гайки, которая удерживает прокатное кольцо на консольно установленной оси валка, имеющей резьбу для гайки. Это относится, в частности, к таким гайкам, которые содержат устройства для гидравлического натяжения прокатного кольца и вследствие этого громоздки и тяжелы и требуют точной обработки (ЕР-В-343440).
Это обеспечивается посредством признаков п. 1 формулы изобретения и преимущественно признаков зависимых пунктов. В соответствии с этим устройство для замены такой гайки включает в себя заменяющее устройство, которое содержит резьбовую втулку, несущую резьбу, совпадающую с резьбой оси валка. В этой втулке размещается насаживаемая на ось валка гайка. Резьбовая втулка оснащена центрирующими устройствами для соосной установки на ось валка. Для того чтобы гайку можно было навинчивать из-под втулки на ось валка, втулка застопорена во вращении относительно центрирующего устройства и/или оси валка. Например, между втулкой и центрирующим устройством может быть предусмотрен предохранитель от вращения или фрикционное замыкание. Центрирующее устройство как таковое предохранено от вращения, например за счет своего соединения с несущими устройствами или за счет геометрического или фрикционного замыкания с осью валка. Для того чтобы гайку легко можно было отвинчивать с втулки и навинчивать на ось валка, требуется, чтобы было точно согласовано относительное положение между резьбами втулки и гайки. Во избежание этого конструктивно сложного согласования изобретением предусмотрено, что резьбовая втулка установлена с возможностью осевого перемещения относительно центрирующих устройств или оси валка. Как только гайка во время отвинчивания с втулки достигнет резьбы оси, она благодаря этому осевому перемещению втулки займет осевое положение, подходящее к резьбе оси. Преимущественно резьбовая втулка установлена с возможностью осевого перемещения, с тем чтобы стопорение вращения резьбовой втулки легко обеспечивало отвинчивание гайки. Возможно также, чтобы стопорение вращения создавалось силой трения, крутящий момент которой выше крутящего момента, оказываемого при отвинчивании гайки на резьбовую втулку. Вместо осевого перемещения возможно также вращательное движение резьбовой втулки.
Для центрирующего устройства уровень техники предоставляет многие возможности выполнения. Особенно предпочтительное состоит в том, что центрирующее устройство образовано несущим резьбовую втулку, напрягаемым к концу оси валка заменяющим валом. Осевое перемещение резьбовой втулки осуществляется на высоту, по меньшей мере, одного витка резьбы. Целесообразно она удерживается усилием пружины в пределах участка ее осевого перемещения в исходном положении, из которого возможно движение отклонения, необходимое при попадании резьбы гайки на резьбу оси. Если резьбы выполнены так, что случайным образом может потребоваться корректировка осевого положения каждого из обоих осевых направлений, например, чтобы резьбовая втулка вытеснялась усилием пружины в исходное положение, из которого она может отклоняться в обе стороны. В другом выполнении устройство сконструировано так, что втулка вытесняется усилием пружины в исходное положение в конце своего перемещения со стороны оси, и что при подводе центрирующего устройства к концу оси конец резьбы гайки прилегает под действием этого усилия пружины к концу резьбы оси, причем втулка более или менее отклоняется назад под действием усилия пружины.
Заменяющее устройство согласно изобретению можно использовать уже тогда, когда речь идет лишь о замене гайки. Но, как правило, оно, кроме того, оборудовано для установки или замены других компонентов, в частности для замены других гаек и, при необходимости, прокатных колец. В этом случае несколько гайкозаменяющих устройств, оси которых совпадают с осями валков, соединены между собой несущей их рамой. Для того чтобы центрирующие устройства, несмотря на допуски положения, могли занимать свое точное конечное положение на соответствующей оси валка, они установлены с возможностью осевого перемещения и закреплены на раме посредством пружин с осевым натяжением. Раму устанавливают тогда на прокатной клети таким образом, что центрирующие устройства за счет натяжения пружин насаживаются на концы осей валков.
Заменяющее устройство предусмотрено не только для установки, но и для демонтажа компонентов прокатного стана. В отношении демонтажа прокатных колец следует при этом учитывать, что они даже после ослабления удерживающих их гаек еще прочно сцеплены с осью валка и потому для ослабления этого сцепления надо приложить очень высокое усилие, прежде чем их удастся снять с оси валка с приложением меньшего усилия. Для того чтобы не было необходимсти прикладывать к заменяющему устройству очень высокого усилия, необходимого для ослабления сцепления прокатных колец, согласно изобретению устройство для ослабления прокатного кольца расположено на оси валка и выполнено на обращенной от свободного конца оси валка стороне прокатного кольца в виде цилиндропоршневого блока. Последний является частью кольца, смонтированного между прокатным кольцом и пояском оси валка.
Изобретение более подробно поясняется ниже со ссылкой на чертежи, иллюстрирующие предпочтительный пример выполнения. На чертежах изображено:
- фиг.1 - частичный вид прокатной клети с двумя расположенными рядом валками;
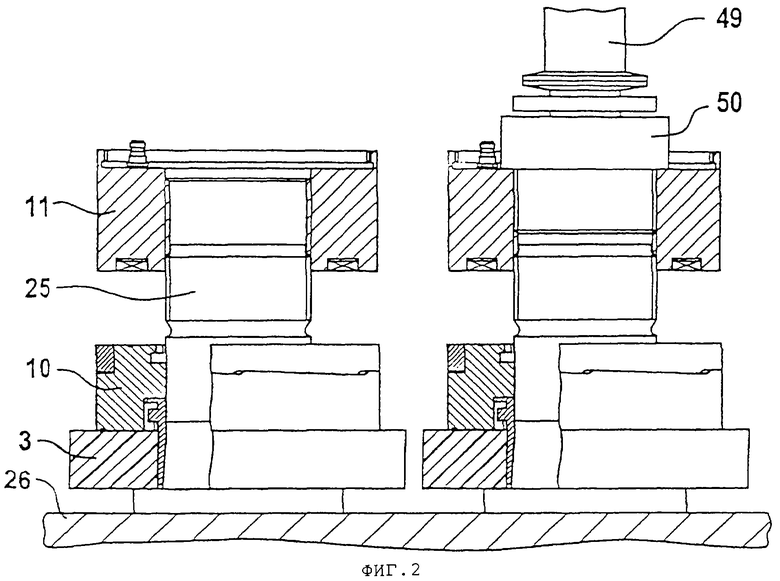
- фиг.2 - устройство для предварительного монтажа;
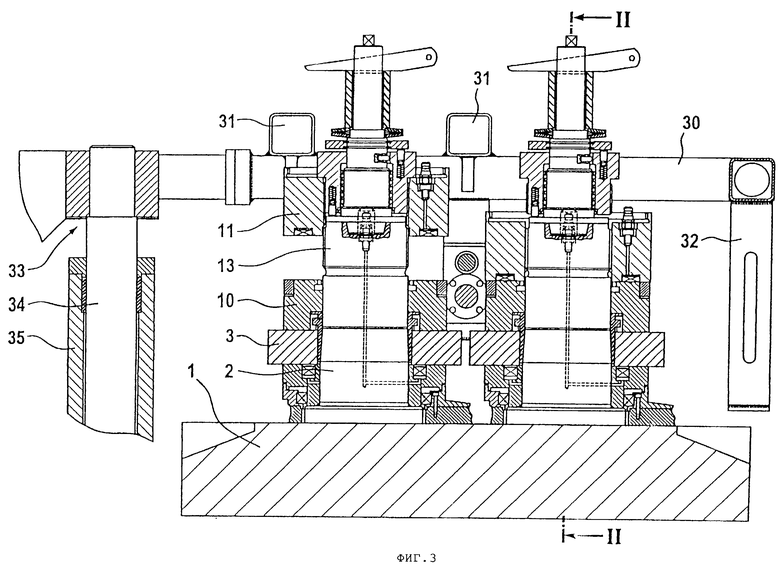
- фиг.3 - устройство по фиг.1 с насаженным заменяющим устройством;
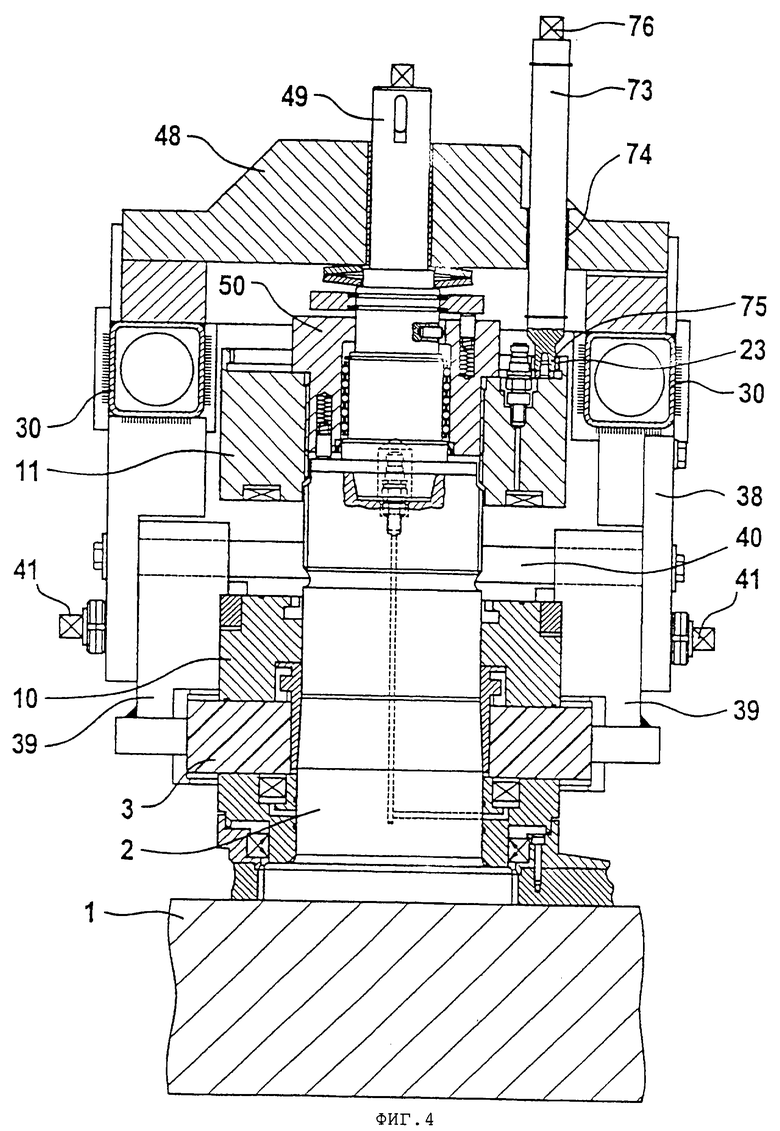
- фиг.4 - разрез по линии II-II из фиг.3;
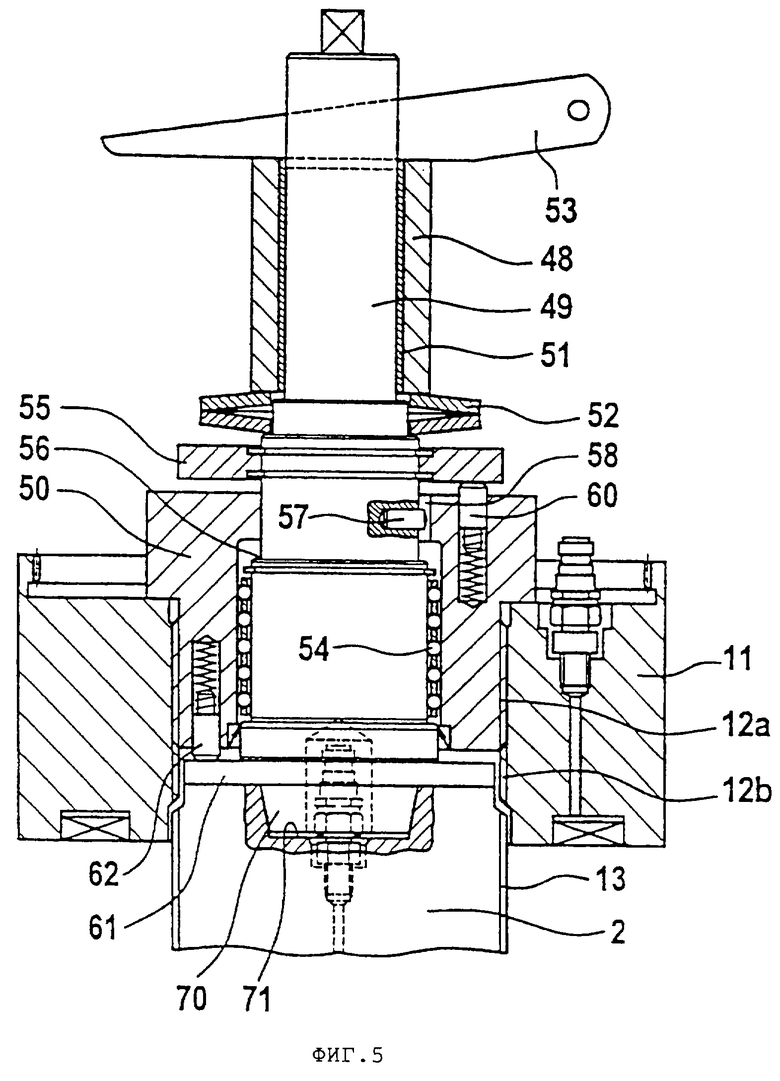
- фиг. 5 - частичный разрез заменяющего устройства в увеличенном масштабе;
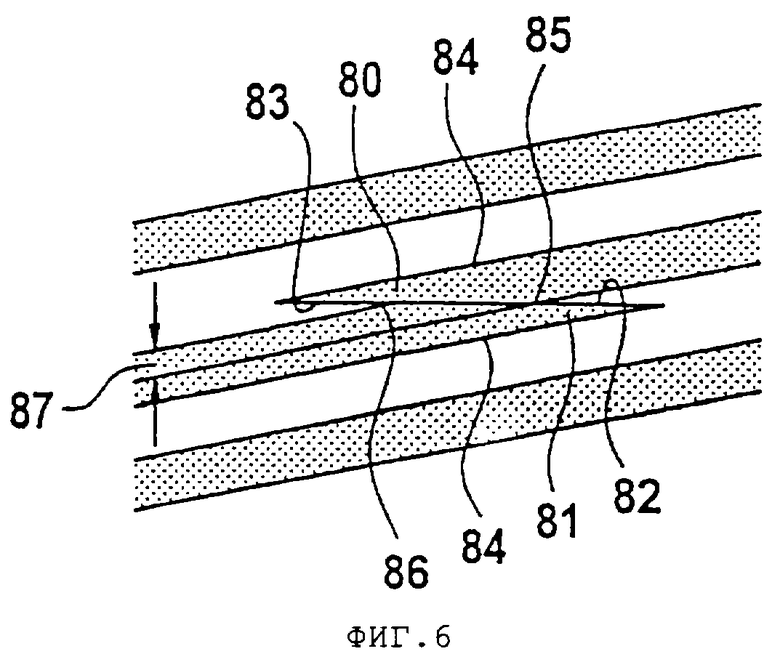
- фиг.6 - схематично развертку резьбы гайки и оси валка.
Прокатная клеть включает в себя показанную лишь частично и схематично станину 1, от которой параллельно друг другу выступают оси 2 валков, несущие взаимодействующие между собой, снабженные по окружности прокатным профилем (не показан) прокатные кольца 3. В режиме прокатки оси 2 приводятся во вращение синхронно навстречу друг другу. Вблизи станины 1 они имеют поясок 4, к которому прилегает внутреннее опорное кольцо 5, поддерживающее внутреннюю торцовую сторону прокатного кольца 3. Со станиной 1 прочно соединен уплотнительный буртик 6, который вместе с опорным кольцом 5 образует уплотнительное устройство 7.
Для центрирования прокатного кольца 3 ось 2 валка имеет в зоне прокатного кольца конический сегмент 8, на котором сидит конусная втулка 9, взаимодействующая с возможностью центрирования с внутренней поверхностью окружности прокатного кольца 3. Подробности этого устройства известны и потому не требуют более подробного пояснения. К внешней торцовой стороне прокатного кольца 3 гайкой 11 прижато внешнее опорное кольцо 10. Резьба гайки 11 взаимодействует с резьбой 13 оси валка. В смонтированном состоянии прокатное кольцо 3 зажато поэтому под действием гайки 11 между опорными кольцами 5, 10 и удерживается за счет этого без проворачивания на оси 2 валка.
Гайка 11 содержит в своей торцовой поверхности, взаимодействующей с внешним опорным кольцом 10, кольцевой поршень 14, который через канал 15 и присоединительный ниппель 16 может быть связан с источником масла под давлением (не показан). После того как при монтаже детали собраны изображенным образом, кольцевой поршень 14 нагружают давлением, в результате чего внешнее опорное кольцо 10 нагружается заданным зажимным усилием. Затем это состояние фиксируют путем проворачивания клинового кольца 18, установленного между торцовыми поверхностями гайки 11 и опорного кольца 10. Заданное зажимное усилие обеспечивается тогда клиновым кольцом 18. Для дальнейшего пояснения этого устройства следует обратиться к ЕР 343440.
После монтажа центрирующего устройства 8, 9 прокатное кольцо 3 прочно сцеплено с осью 2 валка. Для облегчения его демонтажа внутреннее опорное кольцо 5 содержит несколько распределенных по окружности гидропоршней 20, которые через канал 21 и ниппель 22 могут быть связаны с источником масла под давлением (не показан). Если гайка 11 ослаблена и масло направляется на поршни 20, прокатное кольцо 3 вместе с конусной втулкой 9 может быть немного смещено в направлении свободного конца оси, в результате чего сцепление ослабляется и дальнейший демонтаж может происходить с меньшими затратами усилия.
Гайка 11 содержит на своей свободной торцовой стороне зубчатый венец 23, назначение которого поясняется ниже. В режиме прокатки крышка 24 защищает свободную торцовую сторону гайки 11 и оси 2 валка.
Для сокращения проводимых на прокатной клети монтажных работ на фиг.2 предусмотрено устройство для предварительного монтажа прокатных колец 3, внешних опорных колец 10 и гайки 11. Это устройство для предварительного монтажа образовано двумя установленными на основании 26 пальцами 25, форма которых соответствует осям 2 валков, а их взаимное геометрическое расположение - расположению осей 2 валков. Монтируемые на прокатной клети компоненты сначала собирают на устройстве для предварительного монтажа, как это показано на фиг.2. Это устройство точно соответствует устройству, в котором компоненты при монтаже должны быть насажены на оси валков. Для переноса с устройства для предварительного монтажа на оси валков служит заменяющее устройство, которое одновременно принимает все компоненты, находящиеся на устройстве для предварительного монтажа.
Это заменяющее устройство лучше видно на последующих фигурах. Оно включает в себя раму, состоящую из продольных 30 и поперечных 31 брусьев. Она содержит муфту 32, служащую для соединения с манипулятором, который обеспечивает транспортировку заменяющего устройства от устройства для предварительного монтажа к прокатной клети и точный подвод заменяющего устройства к прокатной клети. Далее рама содержит муфту 33, которая позволяет соединять заменяющее устройство со станиной прокатной клети так, что удерживаемые заменяющим устройством компоненты располагаются точно соосно с осями валков, на которые их насаживают. Предусмотрено устройство, которое обеспечивает смещение заменяющего устройства параллельно направлению осей 2 валков и включает в себя, например, направляющие штанги 34, каждая из которых скользит в направляющей гильзе 35, прочно соединенной или связываемой со станиной прокатной клети. Дополнительно может быть предусмотрен силовой привод (не показан), например в виде цилиндро-поршневого агрегата, который обеспечивает движение устройства вдоль заданного органами 34, 35 направления ведения. При устанавливании заменяющего устройства на прокатной клети удерживаемые заменяющим устройством компоненты находятся сначала в положении, в котором они отстоят от осей валков, однако соосны с ними, а затем за счет названного движения заменяющего устройства надвигаются на оси валков. В результате этого они попадают в показанное на фиг.3 у левой оси валка положение, в котором прокатное кольцо 3 и внешнее опорное кольцо 10 уже находятся приблизительно в нужном монтажном положении, тогда как гайка 11 находится вблизи несущего резьбу 13 конца оси валка.
Для того чтобы удерживать компоненты, заменяющее устройство снабжено посадочными приспособлениями для отдельных компонентов. Посадочное приспособление для каждого прокатного кольца 3 и внешнего опорного кольца 10 изображено на фиг. 4. От продольных брусьев 30 вниз отходят жестко соединенные с ними кронштейны 38, на которых два захвата 39 на направляющих штангах 40 и ходовом винте 41 установлены с возможностью перемещения таким образом, что они за счет вращения винта 41 могут сходиться и расходиться. После монтажа компонентов на пальцах 25 устройства для предварительного монтажа заменяющее устройство перемещают по устройству для предварительного монтажа и прокатное кольцо 3 и внешнее опорное кольцо 10 зажимают захватами 39 в заменяющем устройстве. Они могут быть поэтому сняты заменяющим устройством с устройства для предварительного монтажа и установлены на прокатной клети.
Посадочное приспособление для гайки 11 образовано соединенной с продольными брусьями 30 поперечиной 48 (фиг.4), установленным в ней заменяющим валом 49 и размещенной на нем резьбовой втулкой 50. Подробности изображены на фиг.5.
Заменяющий вал 49 установлен в подшипнике 51 скольжения поперечины 48. Аксиально фиксирован он, с одной стороны, блоком 52 тарельчатых пружин, опирающихся на буртик вала, а, с другой стороны, отделяемым клином 53, размещенным в шлице заменяющего вала.
На нижнем свободном конце заменяющего вала 49 резьбовая втулка 50 установлена с возможностью осевого перемещения посредством подшипника 54 качения. Однако относительно заменяющего вала 49 она не имеет возможности вращения, поскольку выступающий из вала штифт 57 входит в продольную канавку 58 резьбовой втулки.
Над резьбовой втулкой 50 на заменяющем валу 49 закреплена тарелка 55. Подпружиненные штифты 60 взаимодействуют с тарелкой 55 и вытесняют резьбовую втулку 50 в направлении возрастающего удаления от тарелки 55. Под резьбовой втулкой 50 заменяющий вал 49 несет тарелку 61. Обращенная к ней торцовая поверхность резьбовой втулки содержит несколько распределенных по окружности расточек (показана только одна), содержащих подпружиненные штифты 62. Последние давят на тарелку 61 и вытесняют резьбовую втулку 50 в направлении возрастающего удаления от тарелки 61. Если на резьбовую втулку 50 не действуют никакие другие усилия, то она занимает среднее положение между тарелками 55, 61, из которого она может быть аксиально смещена под усилием пружин в направлении той или иной тарелки.
Резьбовая втулка 50 имеет на своей наружной окружности резьбу 12а, подходящую к резьбе 12b гайки 11. На фиг.5 и фиг.3 слева гайка 11 изображена навинченной на резьбовую втулку 5. Это - положение, которое гайка занимает после ее подвода заменяющим устройством к оси валка. Для того чтобы находящуюся в устройстве для предварительного монтажа гайку 11 можно было легче соединить с гайкопосадочным приспособлением, последнее выполнено с возможностью отделения от рамы заменяющего устройства. Для этой цели ослабляют клин 53 и ось валка извлекают из подшипника 51 поперечины 48. Резьбовая втулка 50 может быть затем легко ввинчена в находящуюся в устройстве для предварительного монтажа гайку 11, как это показано на фиг.2 справа. Если обе гайки в устройстве для предварительного монтажа снабжены соответствующими гайкопосадочными приспособлениями, то рама заменяющего устройства может быть опущена на устройство для предварительного монтажа, соединена с гайкопосадочными приспособлениями и фиксирована клином 53. После захвата прокатных колец захватами 39 заменяющее устройство с удерживаемыми им компонентами может быть снято с устройства для предварительного монтажа.
После соединения заменяющего устройства с прокатной клетью сначала, как описано выше, прокатные кольца 3 и внешние опорные кольца 10 надевают на ось 2 валка. При этом нижний конец каждого заменяющего вала 49 приближается к свободному концу соответствующей оси 2 валка. На свободном конце заменяющего вала находится конический центрирующий выступ 70, а на свободном конце оси 2 валка - соответствующее коническое центрирующее углубление 71. В конечном положении заменяющего устройства они входят друг в друга и обеспечивают точную соосность заменяющего вала 49 с осью 2 валка. Для того чтобы достичь этого конечного положения даже тогда, когда существуют размерные допуски между прокатной клетью и заменяющим устройством, предусмотрена пружина 52. Ее податливость позволяет выбирать конечное положение заменяющего устройства так, что в любом случае оба заменяющих вала 49 упираются в концы соответствующих осей 2 валков, причем этот упор фиксируется усилием пружины 52.
Как только заменяющее устройство достигнет этого конечного положения, гайку 11 необходимо отвинтить с резьбовой втулки 50 и навинтить на резьбу 13 оси валка. Для этой цели (см. фиг.4) в направляющую расточку 74 поперечины 48 вставляют вал 73 с шестерней, причем направляющая расточка 74 расположена так, что установленная на свободном конце вала 73 шестерня 75 входит в зацепление с зубчатым венцом 23 гайки 11. К заднему концу 76 вала 73 может быть подведен приводной механизм и гайка 11 за счет этого приведена во вращение.
Когда передний конец резьбы 12b достигает начала резьбы 13 оси валка, нельзя рассчитывать на то, что резьбы займут точно совпадающее положение. Напротив, как правило, клинообразные концы витков резьб попадают друг на друга, причем они стремятся вытеснить друг друга в том или ином осевом направлении. Изобретение обеспечивает это вытеснение благодаря возможности осевого перемещения резьбовой втулки 50 по заменяющему валу 49. Так обе резьбы могут установиться аксиально по отношению друг к другу, и гайка 11 может быть навинчена на резьбу 13 оси валка, а обслуживающему персоналу не требуется при этом придерживаться точной взаимной выверки витков резьб.
На фиг. 6 поясняется попадание друг на друга витков резьб. На ней изображена развертка обоих витков резьб в относительном положении, которое они случайно заняли в момент попадания друг на друга их концов 80, 81. Последние, как это в большинстве случаев бывает у концов резьбы, ограничены на наружной стороне проходящей в направлении периферии поверхностью 82 или 83, а на обратной стороне - нормальной боковой стороной 84 профиля резьбы. У этого выполнения проходящие в направлении периферии поверхности 82, 83 почти всегда попадают друг на друга. Если предположить, что изображенная внизу резьба оси валка неподвижна, а верхняя резьба гайки вращается на чертеже справа налево, то движение верхней резьбы определяется скольжением поверхностей 82, 83 одна по другой. Это означает, что верхняя резьба может только вращаться, но не может перемещаться в осевом направлении. Лишь когда задний (на чертеже правый) конец 85 поверхности 83 достигнет переднего (на чертеже левого) конца 86 поверхности 82, верхний виток резьбы может попасть в промежуток нижнего витка резьбы и, тем самым, также аксиально перемещаться.
В то время как верхняя резьба вращается в направлении поверхностей 82, 83 без осевой составляющей, она смещает резьбовую втулку 50 на величину 87 вверх под усилием подпружиненного штифта 60. Больше, чем высота витков резьб, отрезок 87 быть не может.
У изображенной на фиг.6 формы резьб резьбовая втулка 50 всегда вытесняется вверх. Обеспечиваемого подпружиненными штифтами 62 движения вниз, следовательно, не требуется. Тем не менее, целесообразно предусмотреть также подпружиненные штифты 62, с тем чтобы заменяющее устройство можно было использовать независимо от вида резьб.
Предохранитель 57, 58 от вращения резьбовой втулки 50 относительно заменяющего вала 49 предусмотрен для того, чтобы исключить вращение резьбовой втулки при отвинчивании гайки 11. Вместо предотвращения вращения резьбовой втулки в некоторых случаях достаточно лишь предусмотреть стопорение вращения, например, посредством силы трения, которая больше крутящего момента, оказываемого на резьбовую втулку при отвинчивании гайки.
В примере выполнения предусмотрено, что резьбовая втулка может аксиально отклоняться, когда витки резьб неточно попадают друг на друга. Вместо этого возможно также отклонение в направлении периферии. Например, резьбовая втулка может быть аксиально прочно соединена с заменяющим валом и иметь возможность отклонения в направлении периферии под усилием пружины или силы трения. Если гайка при попадании друг на друга витков резьб вращается без осевого перемещения, как это пояснялось со ссылкой на фиг.5, резьбовая втулка может вращаться вместе с ней, преодолевая сопротивление пружины или трения. Как только будет достигнуто вращательное положение гайки, в котором ее резьба подходит к резьбе оси валка, вращательное движение резьбовой втулки заканчивается.
Процессы, описанные выше со ссылкой на монтаж компонентов на осях валков, относятся соответствующим образом и к демонтажу. При этом сначала гидравлически напрягают кольцевой поршень 14, с тем чтобы можно было ослабить кольцо 18. После уменьшения гидравлического давления на кольцевой поршень 14 немного ослабляют гайку 11. Затем за счет гидравлического нагружения цилиндро-поршневых агрегатов 20 прокатное кольцо 3 с центрирующей втулкой 9 освобождают от сцепления с осью 2 валка. Теперь может быть установлено заменяющее устройство. Гайку 11 отвинчивают от резьбового отрезка 13 и навинчивают на резьбовую втулку 50. Прокатное кольцо 3 захватывают захватами 39. Заменяющее устройство снимают с осей валков и к прокатной клети подводят подготовленное тем временем второе заменяющее устройство со свежими компонентами.
Понятно, что описанное устройство является независимым от данного пространственного положения осей валков. Заменяющее устройство применимо как при вертикальном, так и при горизонтальном расположении осей. Употребленные выше термины "вверху" и "внизу" относятся лишь к положению на чертеже.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИКОВОЕ ЗАЖИМНОЕ УСТРОЙСТВО | 2003 |
|
RU2289486C2 |
| Валковое устройство | 1989 |
|
SU1715199A3 |
| ПРЕДОХРАНИТЕЛЬНАЯ МУФТА | 2007 |
|
RU2331803C1 |
| Универсальная прокатная клеть | 1984 |
|
SU1178511A1 |
| Составной прокатный валок | 1990 |
|
SU1731313A1 |
| Прокатная клеть | 1986 |
|
SU1342545A1 |
| УСТРОЙСТВО, ПРЕДНАЗНАЧЕННОЕ ДЛЯ ПРОДВИЖЕНИЯ В ОСЕВОМ НАПРАВЛЕНИИ ПОДШИПНИКОВ В СБОРЕ В УСТАНОВОЧНОЕ ПОЛОЖЕНИЕ НА ШЕЙКАХ ВАЛКОВ И ИЗ НЕГО | 2000 |
|
RU2212292C2 |
| Универсальная прокатная клеть | 1986 |
|
SU1382513A2 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
| Прокатная клеть | 1992 |
|
SU1834725A3 |
Изобретение относится к прокатному производству, в частности к устройству для замены гайки, удерживающей прокатное кольцо на оси. Сущность: в устройстве для замены удерживающей прокатное кольцо гайки на консольно установленной, имеющей резьбу для гайки оси валка посредством заменяющего устройства, заменяющее устройство содержит резьбовую втулку, которая снабжена резьбой, совпадающей с резьбой оси валка, и центрирующими устройствами для соосной установки на оси валка, при этом резьбовая втулка установлена с возможностью осевого перемещения относительно центрирующих устройств и/или оси валка и застопорена от вращения. Изобретение обеспечивает облегчение демонтажа заменяемой гайки и монтажа новой гайки. 9 з.п. ф-лы, 6 ил.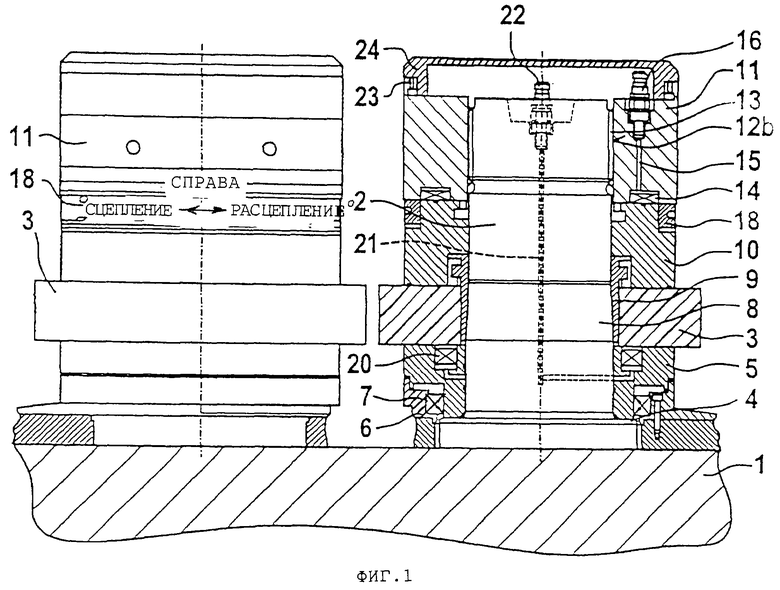
| Способ получения сублимированных пленок из химических соединений в горячей камере | 1956 |
|
SU123645A1 |
| DE 3515786 A1, 06.11.1986 | |||
| JP 11138461 A, 25.05.1999 | |||
| US 5029461, 09.07.1991 | |||
| US 4879927, 14.11.1989 | |||
| СТЕНД ДЛЯ МОНТАЖА ГАЕК НА ПРОКАТНЫЕ ВАЛКИ | 1991 |
|
RU2027576C1 |
| Валковое устройство | 1989 |
|
SU1715199A3 |

