Область техники, к которой относится изобретение
Данное изобретение относится к машине для сборки курительных изделий, содержащих сегментные фильтры. Изобретение также относится к способу сборки курительных изделий, содержащих сегментные фильтры.
Известный уровень техники
Известно создание машин для сборки курительных изделий, например сигарет. Такие машины обычно содержат последовательность барабанов, выполненных с возможностью передачи и/или сборки стержня фильтра с табачным стержнем для образования курительного изделия. Определенные барабаны созданы с возможностью выполнения конкретных операций при транспортировке компонентов в виде стержней с помощью барабана. После завершения сборки курительных изделий их передают на стадию упаковки, где их группируют вместе и укладывают в пачку.
Краткое описание изобретения
Согласно настоящему изобретению создан аппарат для сборки курительных изделий, содержащий: первую резальную станцию, выполненную с возможностью разрезания стержня фильтра на сегменты фильтра; станцию для прикрепления, выполненную с возможностью присоединения сегментов фильтра к табачным стержням для образования курительного изделия в сборе; и вторую резальную станцию, выполненную с возможностью разрезания курительного изделия в сборе в области сегментов фильтра для образования двух курительных изделий.
Под термином “курительное изделие” следует понимать изделия, которые можно курить, например, сигареты, сигары и тонкие сигареты из табака, обернутого табачным листом, изготовленные либо из табака, либо из производных табака, либо из вспученного табака, либо из восстановленного табака, либо из заменителей табака, а также из нагретых, но не сожженных продуктов.
Станция для прикрепления может быть выполнена с возможностью подачи бумаги для приклеивания его одновременно к сегментам фильтра и к табачным стержням таким образом, чтобы сегменты фильтра были обернуты в него и присоединены к табачным стержням.
Первая резальная станция может быть выполнена с возможностью приема двух табачных стержней и стержня фильтра, расположенного между двумя табачными стержнями.
Первая резальная станция может содержать первый вращаемый барабан и первое резальное устройство, а резальное устройство может содержать по меньшей мере два ножа.
По меньшей мере два ножа могут быть выполнены с возможностью разрезания стержня фильтра на сегменты за время одного оборота первого барабана.
Расположение ножей может быть регулируемым для изменения длины сегментов фильтра.
Первая резальная станция может быть расположена выше по потоку относительно второй резальной станции.
В различных вариантах осуществления первая резальная станция, станция для прикрепления и вторая резальная станция образуют часть поточной линии в табачном производстве, где перерабатывают изделия в виде стержней.
Термин “табачное производство, где перерабатывают изделия в виде стержней”, употребленный здесь, включает стержень, например табачный стержень, стержень фильтра, другие изделия в виде стержней, пригодные для их введения в курительное изделие, и само курительное изделие, если оно не определено каким-либо другим образом.
Настоящим изобретением также создан способ изготовления курительных изделий, включающий этапы: расположения стержня фильтра между табачными стержнями; разрезания стержня фильтра на сегменты фильтра; подачи бумаги для приклеивания, для присоединения сегментов фильтра к смежным табачным стержням, для образования курительного изделия в сборе; и разрезания курительного изделия в сборе в области сегментов фильтра для образования двух курительных изделий, где каждое содержит два или большее количество компонентов фильтра.
Стержень фильтра может быть разрезан по меньшей мере на три сегмента до подачи бумаги для приклеивания. Стержень фильтра может быть разрезан по меньшей мере на три сегмента одновременно.
Этап расположения стержня фильтра между табачными стержнями может включать этап расположения одного стержня фильтра между табачными стержнями.
Краткое описание чертежей
Ниже описаны варианты осуществления изобретения только в виде примеров со ссылками на прилагаемые чертежи, на которых показаны:
на фиг. l - схематический вид части аппарата для изготовления курительных изделий в сборе согласно настоящему изобретению;
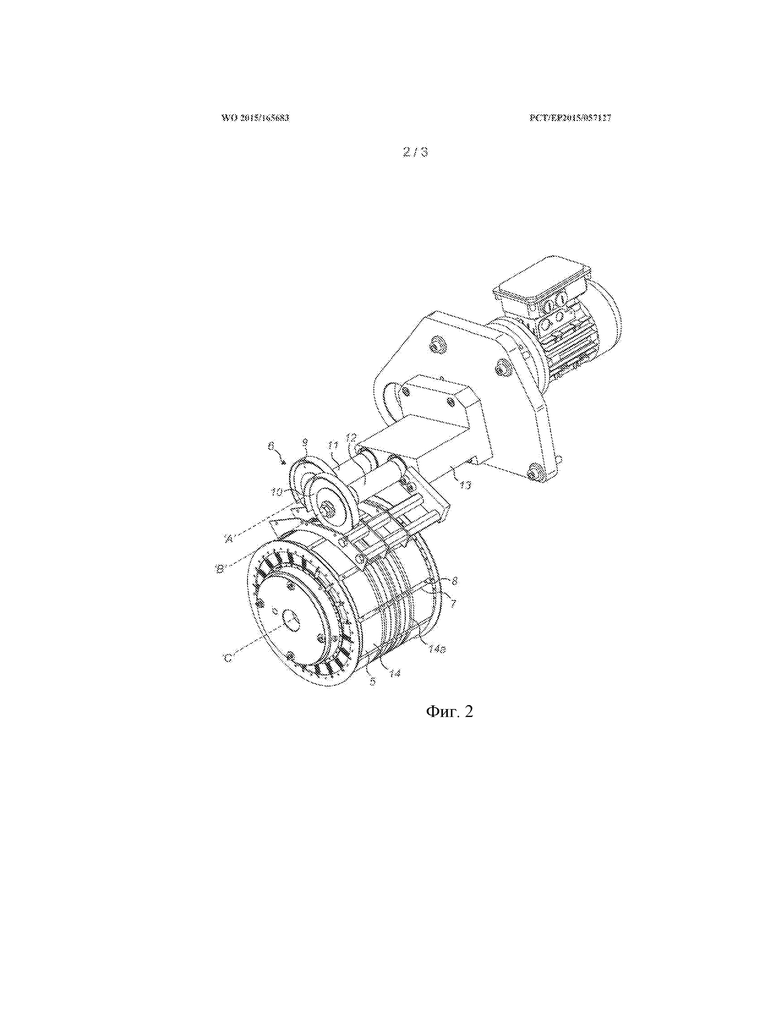
на фиг. 2 - вид в перспективе первой резальной станции, составляющей часть настоящего изобретения; и
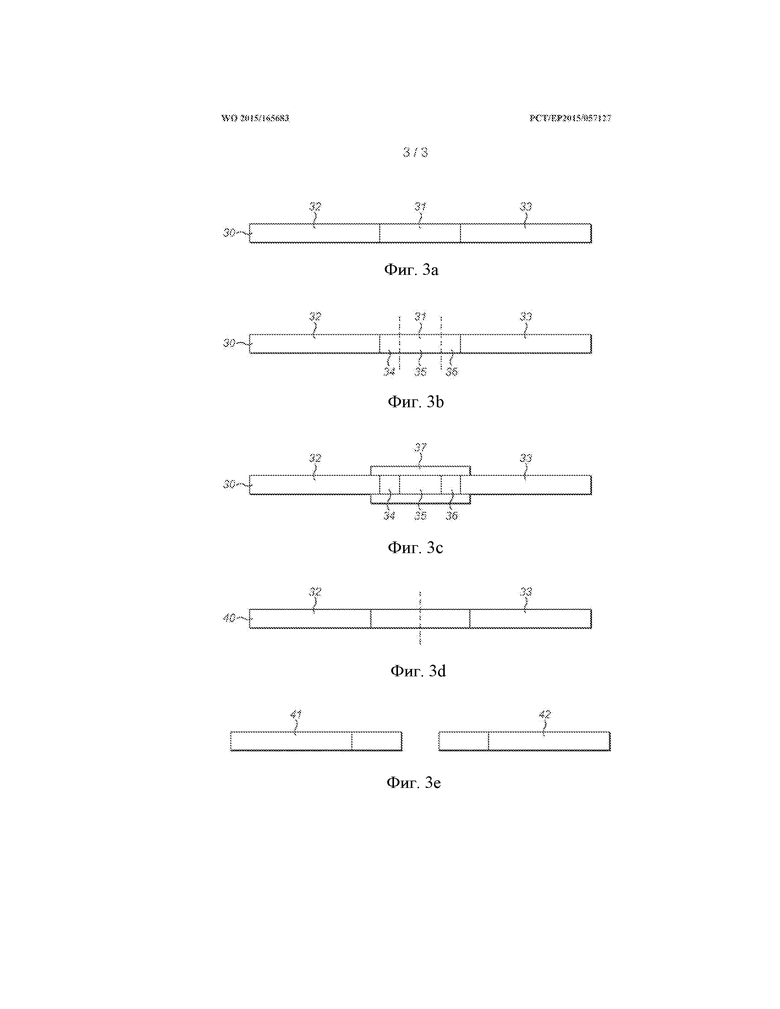
на фиг. 3a-3e - схематически стадии сборки курительного изделия с сегментным фильтром согласно настоящему изобретению.
Подробное описание изобретения
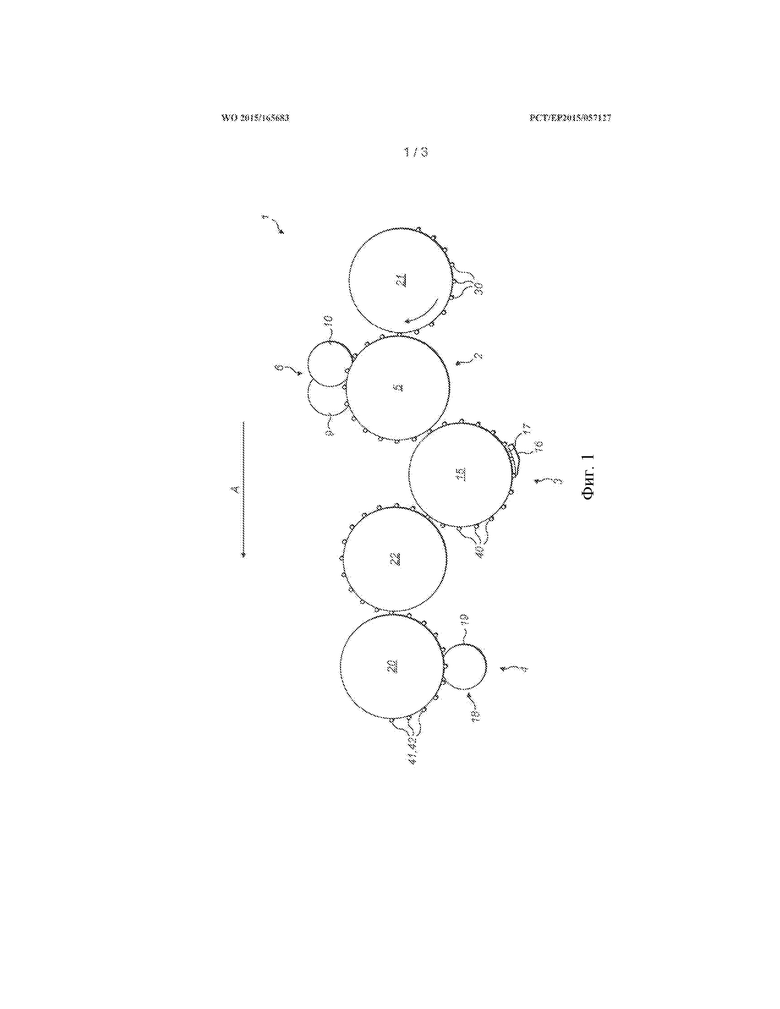
На фиг. 1 (см. чертежи) показан схематически вид части l аппарата для изготовления курительных изделий в сборе, на которой готовят сегментные фильтры и курительные изделия в сборе, содержащие упомянутые сегментные фильтры.
Термин “курительное изделие с сегментным фильтром”, употребляемый в данной заявке, следует понимать, как курительное изделие, содержащее множество фильтрующих элементов.
Часть 1, представленная на фиг. 1, составляет часть последовательности барабанов, составляющих производственную линию для изготовления курительных изделий. Однако для простоты изложения, барабаны, расположенные выше по потоку и ниже по потоку относительно части 1 аппарата для изготовления курительных изделий в сборе согласно настоящему изобретению, удалены с чертежей.
Часть 1 аппарата для изготовления курительных изделий в сборе согласно настоящему изобретению содержит: первую резальную станцию 2, станцию 3 для прикрепления, за которой следует вторая резальная станция 4. Во время работы, компоненты, изготавливаемые на части 1 аппарата для изготовления курительных изделий в сборе, и элементы для формирования таких компонентов, транспортируют слева направо на фиг. 1 в направлении, показанном стрелкой A. Каждая станция далее описана более подробно.
Первая резальная станция 2 содержит первое резальное устройство 6 и первый барабан 5, как показано на фиг. 1. Первое резальное устройство 6 содержит два ножа 9, 10, где каждый из них вращают относительно их центральных осей A и B, как это лучше всего показано на фиг. 2. Ножи 9, 10 выполнены с возможностью разрезания стержня фильтра на три сегмента для образования сегментов. Каждый нож 9, 10 поддерживают на устройстве 11, 12, соединенном с опорой 13. Положение устройств 11, 12 можно регулировать вдоль их осей A и B относительно опоры 13 таким образом, чтобы можно было изменять расположение ножей 9, 10. Посредством регулирования расположения ножей 9, 10 можно изменять длину сегментов.
Первый барабан 5 первого резального устройства 6 вращают относительно его центральной оси C, параллельной центральным осям A и B ножей 9, 10. В первом барабане 5 выполнены канавки 7 для приема изделий в виде стержней, которые перерабатывают в табачном производстве, как это лучше всего показано на фиг. 2. Каждая канавка 7 содержит управляемые клапанами отверстия 8, через которые может производиться присасывание изделий в виде стержней, которые перерабатывают в табачном производстве, попавших в канавки, таким образом, чтобы можно было удерживать изделие в виде стержня, который перерабатывают в табачном производстве, в его канавке 7 при вращении первого барабана 5. Окружная поверхность 14 первого барабана 5 содержит трассы или каналы 14a. Эти каналы 14a выполнены с возможностью приема ножей 9, 10 таким образом, чтобы ими можно было прорезать все поперечное сечение стержня фильтра, как это описано ниже. Как можно понять, рассматривая фиг. 2, окружная поверхность 14 содержит множество трасс 14a, расположенных одна за другой. Это сделано для размещения ножей 9, 10, положение которых можно регулировать вдоль их осей A и B.
Станция 3 для прикрепления, как показано на фиг. 1, содержит прикатывающий барабан 15 и прикатывающее устройство 16, между которыми определено пространство, или канал 17, через который изделия в виде стержня, перерабатываемые в табачном производстве, пропускают таким образом, чтобы их заворачивать в бумагу для прикрепления фильтра (не показано). Специалистам в данной области техники знакомы различные станции для прикрепления и связанные с ними устройства, и поэтому они не описаны здесь подробно. Однако должно быть понятно, что прикатывающий барабан 15 вращают относительно оси, и он содержит канавки, подобные канавкам первого барабана 5 первой резальной станции 2, и что прикатывающее устройство 16 является стационарным.
Вторая резальная станция 4 содержит второй барабан 20 и второе резальное устройство 18. Второе резальное устройство 18 содержит нож 19, вращаемый относительно его собственной центральной оси. Нож 19 выполнен с возможностью разрезания пополам обернутого сегментного фильтра, приготовленного на первой резальной станции 2. Подобно первому барабану 5, второй барабан 20 снабжен канавками, содержащими отверстия, управляемые клапанами, для присасывания изделий в виде стержней, перерабатываемых в табачном производстве.
Ниже описано действие машины для сборки курительных изделий со ссылками на фиг. 1 и 2, и на стадиях сборки курительных изделий, показанных на фиг. 3a - 3e. Первый барабан 5 первой резальной станции 2 принимает стержень 31 фильтра двойной длины (известный как “двойной” стержень фильтра), расположенный между двумя табачными стержнями 32, 33 (см. фиг. 3a) и, для облегчения понимания, эту конфигурацию называют «предварительным курительным изделием» 30 в сборе. Каждая канавка 7 первого барабана 5 принимает такое предварительное курительное изделие 30 в сборе от исходного передающего барабана 21 или от подобного барабана, составляющего часть поточной производственной линии. При вращении первого барабана 5 относительно его оси C предварительное курительное изделие 30 в сборе переносится за два ножа 9, 10 таким образом, что ножи 9, 10 разрезают стержень 31 фильтра предварительного курительного изделия 30 в сборе на три сегмента 34, 35, 36 (см. фиг. 3b). Пунктирными линиями на фиг. 3b показаны места разрезов стержня 31 фильтра.
Разрезанные предварительные курительные изделия 30 в сборе затем передают с первого барабана 5 к прикатывающему барабану 15 станции 3 для прикрепления. Разрезанное предварительное курительное изделие 30 в сборе располагают в каждой канавке прикатывающего барабана 15, и при пропуске их между прикатывающим устройством 16 их заворачивают в бумагу 37 для прикрепления фильтра таким образом, чтобы разрезанный, или сегментный, фильтр 31, был присоединен к двум смежным табачным стержням 32, 33 для образования курительного изделия 40 в сборе (см. фиг. 3c). Каждое обернутое курительное изделие 40 в сборе затем пропускают в канавку второго барабана 20 второй резальной станции 4 через промежуточный барабан 22. При пропуске каждого обернутого курительного изделия 40 в сборе за связанный с этим барабаном нож 19 второго резального устройства 18, ножом 19 разрезают обернутое курительное изделие 40 в сборе в области стержня фильтра 31 таким образом, чтобы стержень фильтра был разрезан пополам. Разрез показан пунктирной линией на фиг. 3d.
Посредством разрезания стержня фильтра 31 пополам образуют два курительных изделия 41, 42 с сегментным фильтром, как это показано на фиг. 3e, где каждое курительное изделие содержит табачный стержень и сегментный стержень фильтра одинарной длины (“одинарный” стержень фильтра).
Затем курительные изделия 41, 42 могут быть отделены с использованием известных технологий, после чего переданы на упаковочную станцию (не показана).
Должно быть понятно, что первый барабан 5, прикатывающий барабан 15, промежуточный передающий барабан 22 и второй барабан 20 действуют таким образом, чтобы вакуум создавался в точных положениях при их вращении таким образом, чтобы обеспечивалась возможность захвата предварительных курительных изделий 30 в сборе и курительных изделий 40 в сборе для передачи и высвобождения, как это описано выше. Также в альтернативном варианте осуществления изобретения, промежуточный передающий барабан 22 может быть удален, а обернутые курительные изделия 40 в сборе можно передавать непосредственно с прикатывающего барабана 15 на второй барабан 20.
Также должно быть понятно, что настоящее изобретение не ограничено использованием стержня фильтра двойной длины, так как фильтр любой пригодной длины может быть расположен между двумя табачными стержнями. Кроме того, настоящее изобретение не ограничено применением двух ножей на первой резальной станции 2. Должно быть понятно, что первая резальная станция 2 может содержать по меньшей мере, например, два ножа, она может содержать три или четыре ножа для разрезания стержня фильтра 31 на четыре или пять сегментов соответственно.
Как упомянуто выше, первая резальная станция 2, станция 3 для прикрепления и вторая резальная станция 4 являются частями последовательности барабанов, выполненных с возможностью передачи и/или сборки курительных изделий с сегментными фильтрами. Благоприятным образом, стержень фильтра 31 разрезают на сегменты в непрерывном процессе (т.е. на производственной линии, содержащей аппарат для изготовления курительных изделий в сборе), в котором минимизировано количество производственных этапов и повышена скорость изготовления. Кроме того, благодаря использованию этого непрерывного процесса разрезания стержней фильтра благоприятным образом обеспечивается возможность сокращения затрат времени и средств на изменение длины сегмента фильтра, если требуется изготавливать стержень фильтра различной длины. Помимо этого, благодаря использованию данного процесса также можно исключить потребность в дополнительной обертке для стержня фильтра, предназначенной для оборачивания комбинированных фильтров, так как один отрезок бумаги 37 используют для прикрепления фильтра, для оборачивания вокруг всех сегментов 34, 35, 36 фильтра вслед за разрезанием.
Кроме того, так как стержень фильтра 31 разрезают на сегменты, когда он расположен между табачными стержнями, то бумагой для прикрепления фильтра одновременно оборачивают обнаженные сегменты фильтра при присоединении их к табачным стержням, благодаря чему требуется только две резальные станции для формирования двух курительных изделий с сегментными фильтрами.
Хотя изобретение описано как представляющее постоянную часть аппарата для изготовления курительных изделий в сборе, в альтернативном примере часть 1 является модулем модульного аппарата для изготовления курительных изделий в сборе. Модульный аппарат для изготовления курительных изделий в сборе описан в Международной заявке на патент № WO 2012/164067.
Знание полного объема данного изобретения, представленного посредством описания различных вариантов осуществления, на которых заявленное(ые) изобретение(я) можно практически использовать для решения различных проблем и обеспечения продвижения в данной области техники, и обеспечивать более совершенный аппарат для сборки изделий в виде стержней в табачном производстве. Преимущества и характерные особенности изобретения являются только представительным образцом вариантов осуществления и не являются исчерпывающими и/или исключительными. Они представлены только для способствования пониманию и изучению заявленных характерных особенностей. Следует понимать, что преимущества, варианты осуществления, примеры, функции, характерные особенности, конструкции и/или другие аспекты изобретения не следует рассматривать как ограничения изобретения, определенного формулой изобретения, или ограничения эквивалентов формулы изобретения, и что можно использовать другие варианты осуществления, и могут быть произведены модификации без отступления от объема и/или сущности изобретения. Различные варианты осуществления могут соответствующим образом содержать, состоять из или состоять по существу из различных сочетаний раскрытых элементов, компонентов, характерных особенностей, частей, этапов, средств и т.д. Кроме того, изобретение включает другие изобретения, не заявленные в настоящее время, но которые могут быть заявлены в будущем.
Изобретение относится к машине для сборки курительных изделий, содержащих сегментные фильтры, и к способу сборки курительных изделий, содержащих сегментные фильтры. Аппарат для изготовления курительных изделий в сборе содержит первую резальную станцию, выполненную с возможностью разрезания стержня фильтра по меньшей мере на три сегмента фильтра, станцию для прикрепления, выполненную с возможностью присоединения сегментов фильтра к табачным стержням, для образования курительного изделия в сборе, и вторую резальную станцию, выполненную с возможностью разрезания курительного изделия в сборе в области сегментов фильтра для образования двух курительных изделий. Способ изготовления курительных изделий включает этапы расположения стержня фильтра между табачными стержнями; разрезания стержня фильтра по меньшей мере на три сегмента фильтра; подачи бумаги для приклеивания, для присоединения сегментов фильтра к табачным стержням, для образования курительного изделия в сборе; и разрезания курительного изделия в сборе в области сегментов фильтра для образования двух курительных изделий, где каждое содержит два или более компонентов фильтра. Техническим результатом изобретения является формирование курительных изделий, имеющих сегментированные фильтры. 2 н. и 11 з.п. ф-лы, 3 ил.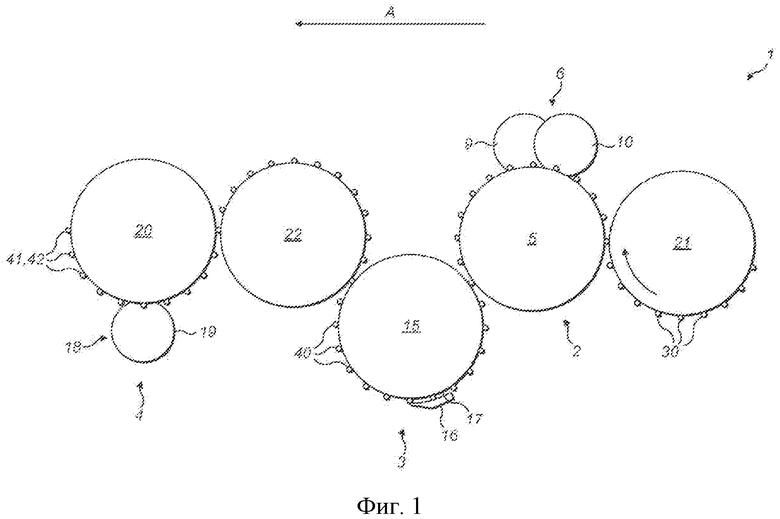
1. Аппарат для изготовления курительных изделий в сборе, содержащий: первую резальную станцию, выполненную с возможностью разрезания стержня фильтра по меньшей мере на три сегмента фильтра, станцию для прикрепления, выполненную с возможностью присоединения сегментов фильтра к табачным стержням, для образования курительного изделия в сборе, и вторую резальную станцию, выполненную с возможностью разрезания курительного изделия в сборе в области сегментов фильтра для образования двух курительных изделий.
2. Аппарат по п. 1, в котором станция для прикрепления выполнена с возможностью подачи бумаги для ее приклеивания к сегментам фильтра и табачным стержням одновременно таким образом, чтобы сегменты фильтра были обернуты в нее и присоединены к табачным стержням.
3. Аппарат по любому из предыдущих пунктов, в котором первая резальная станция выполнена с возможностью приема двух табачных стержней и стержня фильтра, расположенного между двумя табачными стержнями.
4. Аппарат по любому из предыдущих пунктов, в котором первая резальная станция содержит первый вращающийся барабан и первое резальное устройство, содержащее по меньшей мере два ножа.
5. Аппарат по п. 4, в котором по меньшей мере два ножа выполнены с возможностью разрезания стержня фильтра на сегменты во время одного оборота первого барабана.
6. Аппарат по п. 4 или 5, в котором ножи расположены с возможностью регулирования длины сегментов фильтра.
7. Аппарат по любому предыдущему пунктов, в котором первая резальная станция расположена выше по потоку относительно второй резальной станции.
8. Аппарат по любому из предыдущих пунктов, в котором первая резальная станция, станция для прикрепления и вторая резальная станция составляют часть поточной линии для переработки компонентов в виде стержня в табачном производстве.
9. Способ изготовления курительных изделий, включающий этапы: расположения стержня фильтра между табачными стержнями; разрезания стержня фильтра по меньшей мере на три сегмента фильтра; подачи бумаги для приклеивания, для присоединения сегментов фильтра к табачным стержням, для образования курительного изделия в сборе; и разрезания курительного изделия в сборе в области сегментов фильтра для образования двух курительных изделий, где каждое содержит два или более компонентов фильтра.
10. Способ по п. 9, в котором бумагу для приклеивания подают одновременно к сегментам фильтра и табачным стержням для образования курительного изделия в сборе.
11. Способ по п. 9 или 10, в котором стержень фильтра разрезают по меньшей мере на три сегмента до подачи бумаги для приклеивания.
12. Способ по п. 11, в котором стержень фильтра разрезают по меньшей мере на три сегмента одновременно.
13. Способ по любому из пп. 9-12, в котором стержень фильтра, располагаемый между табачными стержнями, является одинарным стержнем фильтра.
| US 20070028933 A1, 08.02.2007 | |||
| US 5349968 A, 27.09.1994. |

