Настоящее изобретение касается способа изготовления форсунки для топливного клапана в дизельном двигателе, в частности в двухтактном крейцкопфном двигателе, в которой первый материал коррозионно-устойчивого первого сплава размещают в пресс-форме по меньшей мере во внешней области, которая должна составлять внешнюю поверхность форсунки вокруг рассверленных отверстий форсунки.
Такой способ известен из документа WO 95/24286, в котором описано, что после заполнения первым материалом, который составляет сплошную форсунку, пресс-форму подвергают обработке ГИП (горячее изостатическое прессование), что обеспечивает в результате форсунку с чрезвычайно хорошими свойствами, касающимися прочности и коррозионной стойкости форсунки. Кроме того, получают очень точную конфигурацию вокруг рассверленных отверстий форсунки, приводящую к хорошему распылению топлива. При этой обработке ГИП (горячее изостатическое прессование) мелкозернистый порошок уплотняется в сплошную заготовку форсунки при высоком давлении и высокой температуре, и произведенная заготовка форсунки сохраняет изотропную, чрезвычайно мелкозернистую структуру сплава.
В патенте EP 0 982 493 А1 описан топливный клапан с форсункой, продолжающейся далеко в клапанную коробку за седло всасывающего клапана и вперед за направляющую ползуна. Эти части топливного клапана изготовлены из стали, чтобы придать седлу клапана и т.д. необходимую твердость. Самая нижняя часть форсунки снабжена коррозионно-защитным покрытием посредством лазерной сварки, плазменной сварки или термического порошкового напыления, благодаря чему полностью или частично расплавленный материал связывается со сталью. Материал в контактной области имеет свойства, которые могут заставлять коррозионно-устойчивый сплав отслаиваться либо в связи с закаливанием, либо после прохождения некоторого периода эксплуатации. При эксплуатации форсунка подвергается воздействию сильных тепловых, циклических нагрузок, вызывающих риск снижения адгезии коррозионно-устойчивого сплава.
Задачей настоящего изобретения является изготовление форсунки с продолжительным сроком службы.
Ввиду этого упомянутый первый способ изготовления форсунки согласно изобретению отличается тем, что второй материал второго сплава также размещают в пресс-форме во внутренней области, и размещенные таким образом материалы обрабатывают посредством изостатического прессования в уплотненную (единообразную) заготовку форсунки, не содержащую микротрещин в граничной области между первым сплавом и вторым сплавом.
Несмотря на то что использование второго сплава в форсунке приводит к изменению в структуре форсунки и изменение материала или структуры обычно отрицательно влияет на долговечность, долговечность форсунки улучшается. Возможно, улучшенная долговечность получается из-за того, что граничная область между двумя сплавами не содержит микротрещин. Уплотнение (придание единообразия) различных материалов посредством изостатического прессования производит обусловленное диффузией уплотнение без какой-либо граничной области, свойственной виду, известному из применения расплавленного материала на твердом материале. Даже при том, что форсунку известного из патента EP 0 982 493 А1 вида до использования подвергают термообработке для получения более однородной твердости, в области смешивания на основе плавления, которая является тонкой и очень твердой сразу же после применения, и в зоне термического влияния стали образуются микротрещины. Обусловленное диффузией уплотнение согласно изобретению не формирует какую-либо область смешивания на основе плавления с присущей ей зоной термического влияния. Отсутствие микротрещин в переходном участке между двумя различными материалами устраняет очень существенный источник инициирования усталостных разрушений в форсунке, что приводит к значительному улучшению долговечности форсунки. Обусловленное диффузией уплотнение также приводит к чрезвычайно низкому риску погрешностей связывания между двумя различными материалами.
Предпочтительно, для получения дополнительного улучшения долговечности в готовой форсунке второй материал второго сплава имеет более высокую усталостную прочность, чем коррозионно-устойчивый первый сплав. Для долговечности форсунки имеет значение усталостная прочность, потому что в дополнение к обычным термическим нагрузкам на форсунку, как ожидается, происходит значительное увеличение усталостных нагрузок вследствие использования более высоких давлений впрыска и более быстрых колебаний давления, чем применялось до сих пор, для получения более точного управления впрыском топлива в дизельном двигателе и, таким образом, лучшего сгорания топлива и пониженного образования загрязняющих соединений.
Когда коррозионно-устойчивый сплав содержит по меньшей мере больше, чем 0,6% Al, перед изостатическим прессованием между первым материалом и вторым материалом предпочтительно используют ограничивающий прохождение кислорода диффузионный барьер. Ограничивающий прохождение кислорода диффузионный барьер противодействует диффузии кислорода, выделяющегося из второго из сплавов, в первый из сплавов и реакции с компонентами сплава или нежелательными примесями Al. Кислород, например, может существовать в растворенном состоянии во втором сплаве или может выделяться при растворении оксидов во втором сплаве во время нагревания материалов. Даже очень маленькие количества кислорода, просто несколько миллионных долей, могут приводить к осаждению окисей алюминия и/или другим нежелательным осаждениям в граничной области между двумя сплавами с последующим ухудшением общей усталостной прочности форсунки.
Диффузионный барьер ограничивает или предотвращает вредную диффузию кислорода так, чтобы форсунка сохраняла высокую усталостную прочность. Очевидно, что диффузионный барьер также можно использовать в случаях, где сплав содержит меньше или точно 0,6% Al. Положительное влияние барьера может быть получено, например, в сплавах с содержанием Al в интервале от 0,1 до 0,5% Al. Барьер также можно использовать, если фактически используемые сплавы представляют риск для металлургических процессов, приводящий к другим нежелательным осаждениям, типа осаждения интерметаллов, карбидов или оксидов, отличающихся от окиси алюминия. Диффузионный барьер имеет ограничивающее влияние на перенос компонентов сплава, отличающихся от кислорода, из одного материала в другой. В частности, элементы, типа C и бора, могут диффундировать из сплава с высоким содержанием элемента в его несвязанной форме в сплав с низким содержанием элемента. Использование диффузионного барьера обеспечивает большую свободу для выбора компонентов одного сплава независимо от компонентов другого сплава. Ограничение содержания углерода во втором материале может обеспечивать преимущество, например, в отношении закалки форсунки до высокой твердости, заключающееся в том, что второй материал имеет более низкую тенденцию образования закалочных трещин в областях форсунки со сложной конфигурацией, таких как трещин вокруг рассверленных отверстий форсунки.
Такой диффузионный барьер могут иметь, например, никель, медь или никелевый сплав, поскольку и никель, и медь являются подходящими для образования плотного и устойчивого покрытия в связи с коррозионно-устойчивыми сплавами, которые являются подходящими для использования в качестве материалов форсунок. Альтернативами могут быть нанесение кобальтового покрытия, кобальтовый сплав или хромирование.
Изготовление форсунки можно упростить соответствующим образом, размещая диффузионный барьер на внутренней поверхности заранее изготовленного элемента из первого материала или на внешней поверхности заранее изготовленного элемента из второго материала. Тогда заранее изготовленный элемент может действовать как носитель диффузионного барьера до тех пор, пока весь материал не помещают в пресс-форму, и выполняют изостатическое прессование, и уплотняют материалы. В то же самое время использование заранее изготовленного элемента обеспечивает возможность быстро и легко заполнять пресс-форму перед прессованием, поскольку элемент либо складывают вместе с другим заранее изготовленным элементом, либо используют в качестве держателя для материала в виде частиц, который засыпают вокруг или в элемент в пресс-форме.
В последнем случае заранее изготовленный элемент предпочтительно изготавливают из первого материала и заполняют исходным материалом в виде частиц из второго сплава. В отношении производства это обеспечивает предпочтительную возможность быстрого заполнения пресс-формы. В то же самое время второй материал изготавливают методом порошковой металлургии, благодаря чему получают изотропную структуру, приводящую, в частности, к высококачественным усталостным свойствам.
Когда используют заранее изготовленный элемент из первого сплава, его предпочтительно отливают или изготавливают методом порошковой металлургии в виде чашеобразной или трубчатой стенки, которая образует часть пресс-формы, используемой в изостатическом прессовании. Использование такого заранее изготовленного компонента, как пресс-форма, упрощает или устраняет последующее удаление пресс-формы с изготовленной заготовки, поскольку заранее изготовленный компонент представляет собой часть готовой заготовки.
В другом варианте осуществления способа согласно настоящему изобретению предварительно сформированный основной элемент из второго материала помещают в пресс-форму, в которой размещают порошок из первого сплава прежде, чем выполнять изостатическое прессование. Поскольку по меньшей мере часть второго материала предварительно сформирована, основной элемент можно использовать для управления размещением порошка из первого сплава. Порошок можно располагать прямо рядом с основным элементом без какого-либо риска смешивания порошков из первого и второго сплавов. Предварительно сформированный основной элемент также облегчает расположение материала в виде частиц точно в требуемых местах.
Предварительно сформированный элемент из первого материала и/или предварительно сформированный элемент из второго материала можно, например, изготавливать из материала в виде частиц, например, посредством обработки ХИП (холодное изостатическое прессование), обработки ГИП, возможно, сопровождаемой обработкой или экструзией, или посредством агломерации с последующим прессованием так, чтобы элемент имел предпочтительную изотропную структуру. Также возможно использовать элемент из литого или ковкого материала, свойства которого улучшаются изостатическим прессованием.
Изостатическое прессование представляет собой, соответственно, обработку ГИП, приводящую к уплотнению материалов диффузией без какого-либо фактического роста зерен, что обеспечивает возможность сохранять мелкозернистую структуру в результате того, что один или более материалов имеют мелкозернистый исходный материал, уплотненный в связанный материал без плавления. Изостатическим прессованием может также быть обработка ХИП, при которой происходит опрессовка при значительно более низкой температуре, чем при обработке ГИП.
В другом аспекте настоящее изобретение, кроме того, касается форсунки для топливного клапана в дизельном двигателе, в частности в двухтактном крейцкопфном двигателе, имеющей центральный, продольный канал, сообщающийся с некоторым количеством рассверленных отверстий форсунки, открывающихся на внешней поверхности форсунки, причем форсунка изготовлена из коррозионно-устойчивого первого сплава по меньшей мере во внешней области вокруг рассверленных отверстий форсунки и изготовлена из второго сплава в области, отличающейся от упомянутой внешней области.
Ввиду улучшения долговечности форсунки, как также упомянуто в связи с описанием вышеупомянутого способа согласно первому аспекту изобретения, форсунка отличается тем, что материал в граничной области между первым сплавом и вторым сплавом имеет структуру, не содержащую микротрещин.
Относительно эффектов и преимуществ, получаемых с помощью форсунки по изобретению можно сделать ссылку на описание, приведенное выше в связи с описанием способа согласно первому аспекту изобретения.
В предпочтительном варианте осуществления второй сплав имеет более высокую усталостную прочность, чем коррозионно-устойчивый первый сплав, что вносит дополнительный вклад в достижение длительной долговечности, как упомянуто выше.
В одном варианте осуществления в форсунке между первым сплавом и вторым сплавом обеспечен ограничивающий прохождение кислорода диффузионный барьер. Диффузионный барьер обеспечивает возможность определять состав коррозионно-устойчивого первого сплава на основе требуемых свойств и условий изготовления для этого сплава без необходимости учитывать, могут ли компоненты этого сплава отрицательно взаимодействовать с компонентами второго сплава. Точно так же состав второго сплава можно определять без необходимости принимать во внимание компоненты первого сплава.
Второй сплав можно изготавливать методом порошковой металлургии, который приводит к улучшенным свойствам по сравнению с материалом, производимым исключительно плавлением в требуемый элемент.
В предпочтительном варианте осуществления первый сплав представляет собой сплав на основе никеля, а второй сплав представляет собой сплав на основе железа. Сплав на основе железа, используемый во внутренней части форсунки, обеспечивает высокую прочность в области форсунки, имеющей сложную конфигурацию, потому что некоторое количество рассверленных отверстий форсунки расположено в пределах маленькой области и прорезано в центральный, продольный канал под различными углами.
Сплавы на основе никеля чувствительны к формированию карбида и поэтому имеют только ограниченное содержание C, например, до 0,6% по весу. Обычные сплавы на основе железа с высокими значениями усталостной прочности обычно имеют высокие содержания C, до нескольких процентов по весу. В случае необходимости сплав на основе железа можно выбрать так, чтобы он имел меньше свободного углерода при рабочей температуре форсунки, чем сплав на основе никеля. Карбидообразующие компоненты сплава в сплаве на основе железа можно выбирать так, например, чтобы температура растворения карбидов была намного выше рабочей температуры форсунки, а также выше температуры ГИП, когда форсунку изготавливают с помощью процесса ГИП. Таким образом, избегают выделения свободного углерода за счет растворения карбидов. Кроме того, сильные карбидообразующие элементы можно выбирать как компоненты сплава, которые помогают захватывать и связывать какой-либо свободный углерод.
Форсунка сконструирована соответствующим образом в виде отдельной детали, устанавливаемой в топливном клапане в продолжение направляющей стержня, содержащей седло всасывающего клапана топливного клапана. С такой конструкцией форсунка не подвержена или подвержена только в минимальной степени влиянию довольно больших напряжений, встречающихся в седле всасывающего клапана. При замене форсунки замена также ограничена меньшей частью, главным образом состоящей из части топливного клапана, которая выступает в камеру сгорания.
В дополнительном варианте осуществления второй сплав составляет больше 70% от совокупной массы форсунки, что также может иметь преимущество в отношении стоимости, в дополнение к преимуществу относительно прочности, если второй сплав является менее дорогостоящим, чем первый сплав.
Теперь ниже изобретение будет описано более подробно в отношении весьма схематичных чертежей, на которых:
фиг. 1 представляет вид в продольном разрезе форсунки, установленной в нижнем конце топливного клапана, и
фиг. 2-7 изображают сечения различных заполненных порошком пресс-форм для использования в обработке ГИП форсунки.
Фиг. 1 изображает форсунку, в общем обозначенную ссылочной позицией 1, топливного клапана в двигателе внутреннего сгорания, которым может быть четырехтактный двигатель, но предпочтительно двухтактный крейцкопфный двигатель с больше, чем одним топливным клапаном в каждом цилиндре. Последний двигатель обычно предъявляет строгие требования к долговечности форсунки наряду с другими соображениями, потому что двигатели часто работают на тяжелом дизельном топливе, которое может содержать даже серу.
Форсунка выступает через центральное отверстие на конце клапанной коробки 2, кольцеобразную поверхность 3 которой можно прижимать к соответствующей опорной поверхности в гильзе цилиндра или в крышке головки цилиндра, обозначенной пунктирной линией, так что вершина форсунки с рассверленными отверстиями 4 форсунки выступает в камеру А сгорания и может впрыскивать топливо, когда топливный клапан открыт. Топливный клапан имеет ползун 5 клапана с иглой 6 клапана и седлом 7 клапана, расположенным, в показанной конструкции клапана, в нижнем конце направляющей 8 ползуна. Направляющая ползуна прижимается к обращенной вверх поверхности на форсунке 1.
Форсунка имеет центральный, продольный канал 9, от которого рассверленные отверстия 4 форсунки выходят на внешнюю поверхность форсунки. Форсунка образована из первого материала коррозионно-устойчивого первого сплава 10 и второго материала второго сплава 11. Первый сплав составляет по меньшей мере самую удаленную область форсунки в области вокруг отверстий форсунки и может продолжаться вверх и составлять внешнюю поверхность форсунки по всей части форсунки, которая выступает из клапанной коробки 2.
Первый материал коррозионно-устойчивого первого сплава можно изготавливать из исходного материала в виде частиц, или его можно изготавливать, например, с помощью литья. Примеры подходящих сплавов для использования в качестве первого сплава представляют собой сплавы на основе никеля, которые могут содержать, например, в весовых процентах и помимо обычно встречающихся примесей, от 15 до 30% Cr, от 0,02 до 0,55% C и, если требуется, один или больше из следующих компонентов: от 0 до 15% W, от 0 до 8% Al, от 0 до 5% Ti, от 0 до 20% Co, от 0 до 2% Hf, от 0 до 5% Nb и/или Ta, от 0 до 35% Мо, от 0 до 10% Si, от 0 до 1,5% Y и от 0 до 20% Fe. Сплав может содержать неизбежные примеси, а остальную часть представляет никель. Типичный пример такого сплава имеет следующий состав: 23% Cr, 7% W, 5,6% Al, 1% Si, 0,5% C и 0,4% Y. Этот подвергнутый обработке ГИП сплав имеет усталостную прочность σA, составляющую приблизительно ±450 МПа.
Сплавы на основе никеля могут также быть такого типа, которые в весовых процентах и помимо обычно встречающихся примесей содержат от 35 до 60% Cr, от 0,02 до 0,55% C и, если требуется, один или больше из следующих компонентов: от 0 до менее 1,0% Si, от 0 до 5,0% Mn, от 0 до 5,0% Мо и/или W, от 0 до менее 0,5% B, от 0 до 8,0% Al, от 0 до 1,5% Ti, от 0 до 0,2% Zr, от 0 до 3,0% Nb, от 0 до максимум 2% Hf, от 0 до 1% N, от 0 до максимум 1,5% Y, и совокупное содержание Co и Fe составляет максимум 5,0%. Сплав может содержать неизбежные примеси, а остальную часть представляет Ni. Этот материал имеет высокую усталостную прочность и чрезвычайно высокое сопротивление и высокотемпературной коррозии, и эрозионным воздействиям топлива.
Другие примеры сплавов для использования в качестве материала коррозионно-устойчивого первого сплава представлены в таблице 1.
(% веса) и помимо обычно встречающихся примесей
(10-6/°C)
Указанный выше коэффициент теплового расширения представлен как средний линейный коэффициент теплового расширения для нагревания от 20 до 500°C, то есть он уместен для 500°C. Предпочтительно, первый сплав имеет почти совершенно такой же коэффициент теплового расширения, как второй сплав. Альтернативно, первый сплав может подходящим образом иметь более высокий коэффициент теплового расширения, чем второй сплав, чтобы в центральной области форсунки в связи с охлаждением от температуры ГИП до 20°C происходили сжимающие напряжения.
Также можно использовать сплавы на основе кобальта, типа Celsit 50-P, но в условиях обработки ГИП они могут получать усталостную прочность σA, составляющую только примерно ±150 МПа, и по этой причине они не являются предпочтительными материалами.
В качестве материалов сплава для второго сплава предпочтительными являются сплавы на основе железа, такие как инструментальная сталь марки AISI H13 с составом 0,4% C, 1,0% Si, 0,4% Mn, 5,2% Cr, 1% V, 1,3% Мо и остальной частью Fe, или инструментальная сталь AISI H19 с составом 0,45% C, 0,4% Si, 0,4% Mn, 4,5% Co, 4,5% Cr, 0,5% Мо, 2% V, 4,5% W и остальной частью Fe, или инструментальные стали CPM1V и CPM3V от фирмы Crucible Research, США, где CPM1V содержит 0,5% C, 4,5% Cr, 1% V, 2,75% Мо, 2% W, 0,4% Si, 0,5% Mn и остальную часть Fe, а CPM3V содержит 0,8% C, 7,5% Cr, 2,5% V, 1,3% Мо, 0,9% Si, 0,4% Mn и остальную часть Fe.
Инструментальные стали можно изготавливать методом порошковой металлургии как мелкозернистый, изотропный порошок с чрезвычайно тонкой структурой, чтобы избегать образования карбидных сеток, несмотря на высокие соотношения добавляемых в сплав компонентов. При механическом распылении расплавленного сплава в холодной атмосфере карбиды становятся чрезвычайно маленькими и равномерно распределенными.
Другие примеры материалов сплава для второго сплава упомянуты в таблице 2, в которой коэффициенты теплового расширения представлены таким же образом, как в таблице 1.
(% веса) и помимо обычно встречающихся примесей
(10-6/°C)
Для конкретной инструментальной стали усталостную прочность можно регулировать посредством термической обработки, определенной для заготовки форсунки. После изостатического прессования заготовки форсунки внешнюю и внутреннюю конфигурацию заготовки форсунки обрабатывают начисто. Это обычно означает, что в заготовке механически обрабатывают продольный центральный канал и рассверленные отверстия форсунки, а внешнюю поверхность заготовки также можно обтачивать или шлифовать до ее окончательно обработанной формы.
Когда геометрическая механическая обработка закончена, заготовку форсунки можно подвергать термической обработке, при которой второй сплав закаляется до соответствующей твердости. Закалку можно выполнять, например, при температуре в интервале от 1000 до 1100°C с продолжительностью выдержки от 10 до 40 мин. Затем выполняют окончательную термическую обработку в форме одного или более отпусков термообработкой, которые важны для получаемой в результате усталостной прочности готовой форсунки. Отпуск можно выполнять, например, с продолжительностью выдержки, составляющей два часа, при температуре в интервале от 450 до 600°C. Предпочтительно, выполняют двойной или тройной отпуск с двумя или тремя периодами из двух часов. Упомянутые инструментальные стали могут иметь в готовой форсунке усталостную прочность σA, составляющую примерно ±500-900 МПа. Предпочтительно, усталостная прочность σA составляет по меньшей мере ±750 МПа. В то же самое время инструментальные стали имеют предпочтительно высокое сопротивление износу и твердость.
Как для первого, так и для второго сплава, используемый порошок подходящим образом имеет размер в интервале от 0 до 1000 мкм.
Теперь будут приведены примеры, показывающие как заготовку форсунки можно обрабатывать с помощью изостатического прессования.
Фиг. 2 изображает предварительно сформированный основной элемент 12, который вставлен в пресс-форму 13, образованную из нижней панели 14, боковой стенки 15, крышки 16 и наполнительного патрубка 17. Основной элемент изготовлен из второго сплава и был изготовлен заранее из порошка, спеченного вместе и подвергнутого холодному прессованию в так называемую неспеченную заготовку. Основной элемент также можно изготавливать посредством высокоскоростного обжатия порошка или процесса ГИП или ХИП. Основной элемент также можно изготавливать обычными способами для инструментальной стали или путем переплавки ESR (электрически очищенный шлак). Основной элемент имеет головную секцию 18, по существу, с большим диаметром, чем у секции 19 тела, выступающей вверх в пресс-форму 13. Секция тела продолжается по области, которая находится вокруг центрального канала 9 в готовой форсунке. Секция тела может заканчиваться на расстоянии от рассверленных отверстий форсунки или, как показано на фиг. 1, она может продолжаться дальше в форсунку так, чтобы охватывать весь центральный канал. В последнем случае рассверленные отверстия форсунки проходят через второй сплав в области вокруг центрального канала и сквозь первый сплав в наиболее удаленной области форсунки.
Боковая стенка 15 плотно прилегает внизу вокруг головной секции 18 и сужается вверх до меньшего диаметра. Вокруг секции тела боковая стенка находится на расстоянии, в значительной мере соответствующем требуемой толщине коррозионно-устойчивого первого сплава. Круглая нижняя панель 14 приварена по всему ее периметру к нижней кромке боковой стенки 15. Точно так же крышка 16 приварена к верхней кромке боковой стенки, а наполнительный патрубок приварен к верхней поверхности крышки.
Мелкозернистый порошок первого сплава 10 засыпают через наполнительный патрубок 17 вниз в полость вокруг основного элемента 12, и пресс-форму с порошком подвергают вибрации, выполняя последующее заполнение большим количеством порошка, при необходимости пресс-форму вакуумируют и закрывают герметичным образом в наполнительном патрубке.
Затем пресс-форму помещают в печь, и в печную камеру закачивают инертный газ, типа аргона, под давлением приблизительно 200 бар, и нагревают до температуры в интервале от 1000 до 1300°C, обычно 1150°C. Одновременно с нагреванием в печной камере повышают давление до величины приблизительно 900-1100 бар. Температуру и давление поддерживают в течение периода от 4 до 8 часов, и в течение этого периода материалы внутри пресс-формы уплотняются в плотное, беспористое тело.
После охлаждения пресс-форму с подвергнутой обработке ГИП заготовкой удаляют. Используемую пресс-форму можно, например, изготавливать из стали или стекла. В последнем случае упомянутая выше сварка заключается в нагревании стекла до плавления.
Заготовку форсунки, которая была подвергнута отжигу, затем механически обрабатывают до ее готовой формы, например обтачивая и рассверливая, после чего заготовку можно подвергать снятию напряжений, закалке и отпуску. Вследствие обработки ГИП при высокой температуре термические обработки форсунки можно выполнять без существенного роста зерен в материале, при условии, что термические обработки происходят при более низкой температуре, чем температура ГИП. Это представляет преимущество, поскольку большие зерна приводят к более низкой усталостной прочности.
Срок службы форсунки согласно изобретению длинный, потому что наряду с другими соображениями в переходной зоне между двумя материалами нет каких-либо микротрещин. Микротрещина представляет собой трещину в одном кристаллическом зерне или трещину, продолжающуюся через несколько кристаллических зерен. Микротрещины обычно могут иметь протяженность в интервале от 0,05 до 0,5 мм. Какие-либо трещины с размерами меньше 0,05 мм можно игнорировать. Когда в форсунке возникают микротрещины, в форсунке будет много трещин. Причина заключается в том, что растрескивание, вызванное упомянутыми выше зонами термического влияния или ошибками связывания, воздействуют на большую область, а не только на несколько зерен. Таким образом, присутствие микротрещин может быть установлено с помощью испытания нескольких подвергающихся напряжениям граничных областей между двумя сплавами в форсунке. Если большая часть подвергающихся площадей не содержит микротрещин, всю форсунку можно рассматривать как не содержащую микротрещин в граничной области.
Ради простоты, в последующем описании других примеров для деталей, имеющих такую же функцию, использованы такие же ссылочные позиции, как были использованы выше.
На фиг. 3 изображена конструкция пресс-формы 13, которая является подходящей для изготовления многих заготовок форсунок в одной и той же пресс-форме. Боковая стенка 15 здесь круглая цилиндрическая с внутренним диаметром, соответствующим наружному диаметру головной секции 18. Толщиной первого сплава управляют, помещая перед заполнением трубки порошком вокруг секции тела круглую цилиндрический трубку 21 прокладки. Делая боковую стенку 15 длиннее, чем показано на чертеже, до установки крышки 16 внутри боковой стенки можно размещать первый основной элемент 12 и связанные диффузионный барьер 24 и трубку 21 прокладки, после чего засыпать порошок в трубку прокладки до ее верхнего края. Затем следующий основной элемент с трубкой 21, барьером 24 и порошком можно помещать на вершину первого и т.д., пока боковая стенка 15 не будет заполнена, после чего всю пресс-форму закрывают, заделывая крышку 16. Затем выполняют обработку ГИП, как было упомянуто выше.
Диффузионный барьер 24 расположен по внешней поверхности секции 19 тела и по обращенной вверх стороне головной секции 18. Барьер можно наносить, например, нанося его на предварительно сформированный основной элемент посредством электролитического осаждения или посредством других способов нанесения поверхности, типа металлизации. Барьер можно изготавливать, например, из никеля, меди, кобальта или никель-фосфора. Альтернативно, покрытие можно наносить напылением, или помещая тонкую фольгу из требуемого материала, обычно чистого металла, типа никеля, кобальта или меди, вокруг секции 19 тела. Барьер подходящим образом имеет толщину в интервале от 5 до 400 мкм, предпочтительно от 10 до 100 мкм.
Фиг. 4 изображает другую конструкцию, в которой боковая стенка 15 является круглой цилиндрической и приварена по ее нижней кромке к буртику головной секции 18. Эта конструкция делает пресс-форму менее дорогостоящей. В связи с заключительной механической обработкой форсунки после обработки ГИП сварное соединение со связанной зоной термического влияния удаляют с помощью обтачивания. Предварительно сформированный основной элемент можно, например, изготавливать посредством предшествующей обработки ГИП или обработки ХИП (холодное изостатическое прессование), но тогда никакие сварные соединения не смогут образовываться на материале.
На фиг. 5 изображена конструкция, в которой вокруг секции 19 тела располагают круглую цилиндрическую трубчатую стенку 22 из первого сплава. Внутренний диаметр трубки слегка больше, чем наружный диаметр секции тела, чтобы диффузионный барьер 24 не был поврежден при монтаже. Стенку 22 можно изготавливать методом порошковой металлургии, но также ее можно изготавливать как обычную трубу, предпочтительно цельнотянутую трубу. После того как порошок первого сплава 10 засыпан внутрь стенки, выполняют обработку ГИП, как описано выше, за исключением того, что стенка 22 остается на основном элементе и части заготовки форсунки.
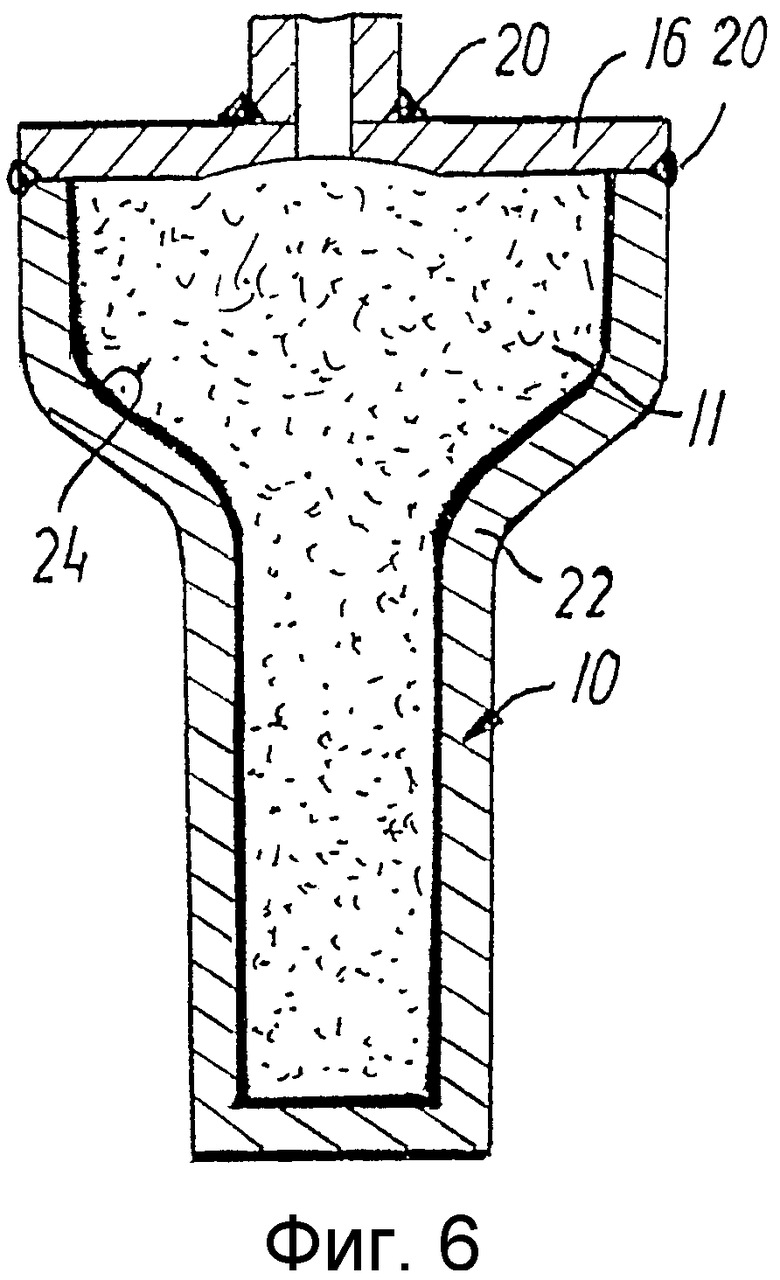
Фиг. 6 изображает дополнительную конструкцию, в которой стенка 22 из первого сплава является чашеобразной и снабжена диффузионным барьером 24. После установки крышки 16 пресс-форму заполняют порошком из второго сплава и выполняют обработку ГИП, как описано выше, за исключением того, что стенка 22 остается на изготовленной методом ГИП внутренней части заготовки форсунки.
Также можно и коррозионно-устойчивый первый сплав в форме стенки 22, и второй сплав 11, и диффузионный барьер 24 изготавливать в виде двух заранее изготовленных элементов с барьером, расположенным на любом из элементов, и элементы вставлять друг в друга, как показано на фиг. 6, после чего устанавливать крышку 16, пресс-форму вакуумизировать и закрывать, после чего выполнять обработку ГИП, как описано выше. В этом случае обработка ГИП не включает в себя фактическое уплотнение материала в виде частиц, поскольку элементы уже заранее изготовлены, как упомянуто выше, но обработка ГИП заставляет элементы уплотняться в связанную заготовку благодаря диффузионной сварке по границам раздела.
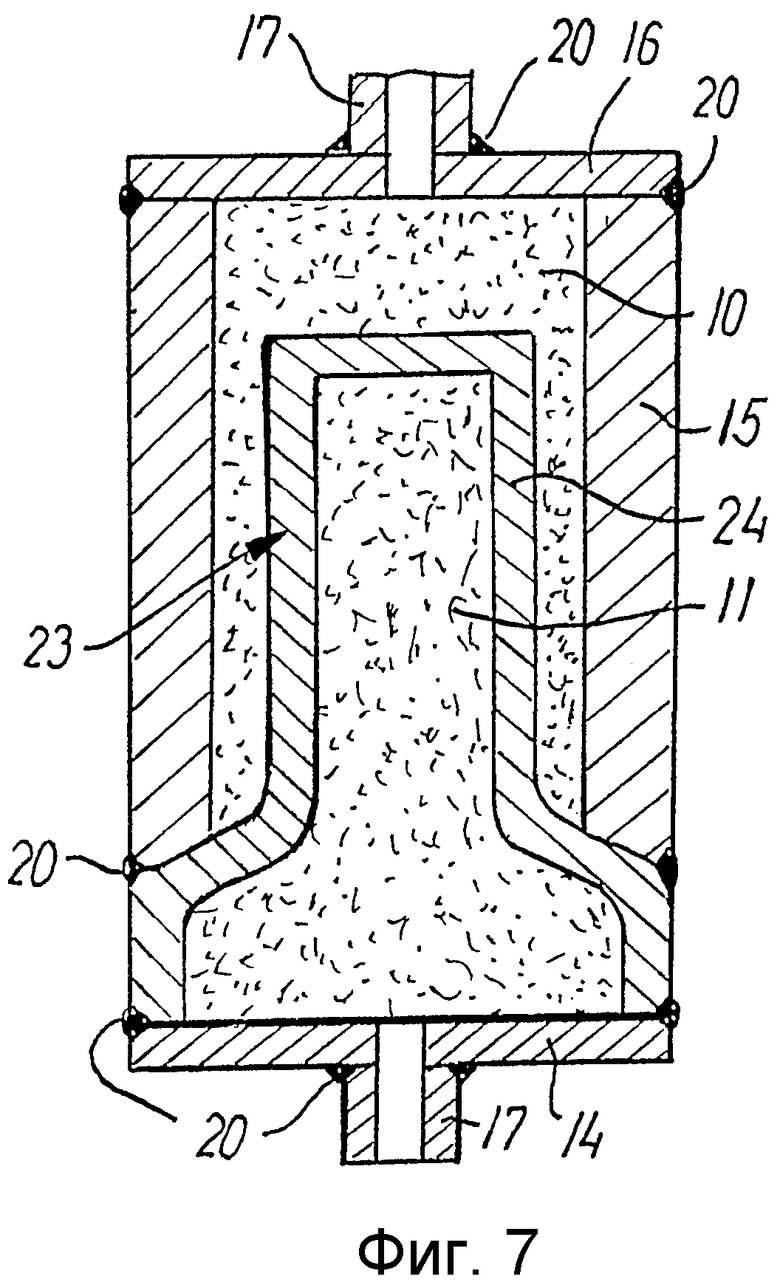
Фиг. 7 изображает дополнительный вариант осуществления, в котором пресс-форма разделена внутри панельной перегородкой 23, продолжающейся по границе раздела между первым и втором сплавом. Панельную перегородку 23 можно изготавливать из первого сплава или из второго сплава. Также возможно, что панельная перегородка 23 является ограничивающим прохождение кислорода диффузионным барьером, изготовленным из третьего материала. Поскольку панельная перегородка относительно толстая, компоненты из второго сплава не могут диффундировать в первый сплав.
Нижняя панель также обеспечена наполнительным патрубком 17 для засыпки порошка. Сначала один порошок засыпают через связанный наполнительный патрубок, после чего откачивают воздух и форсунку закрывают. Затем пресс-форму переворачивают вверх дном, и второй порошок засыпают через вторую форсунку, после чего из второй камеры откачивают воздух. Затем выполняют обработку ГИП, как описано выше.
Форсунка может иметь конструкции, отличающиеся от показанной на фиг. 1. Возможно, что ползун клапана несет второй закрывающий элемент, который блокирует рассверленные отверстия 4 форсунки внизу в топливном канале 9. Вторичный закрывающий элемент предпочтительно можно изготавливать из инструментальной стали, поскольку он скользит по внутренней поверхности продольного канала, который также можно изготавливать из инструментальной стали. Это представляет собой использование того, что две инструментальные стали хорошо проходят друг по другу. Также возможно разместить седло всасывающего клапана внизу в форсунке, приводя к минимальному объему в топливном канале ниже седла клапана. Кроме того возможно, что рассверленные отверстия форсунки направлены не только в одну сторону форсунки, но вместо этого в одну и в другую стороны, или рассредоточены по всей периферии форсунки.
Предварительно сформированный основной элемент из второго сплава и/или чашеобразную или трубообразную стенку из первого сплава можно изготавливать заранее из материала, не основанного на исходном материале в виде частиц, типа литого или ковкого материала.
Во время обработки ГИП можно управлять температурой так, чтобы второй материал закалять и/или отпускать или отжигать в течение обработки ГИП или в прямой связи с ней, таким образом устраняя этап последующей термической обработки.
Детали различных вариантов осуществления и примеров можно объединять в новые варианты осуществления. Также можно смешивать порошок первого сплава или второго сплава из порошка множества размеров, а также можно использовать порошки из множества различных металлических сплавов, которые могут быть сплавами упомянутых выше типов. Кроме того, можно примешивать керамический порошок, чтобы получать изоляционную способность. Керамический порошок можно, например, помещать в слой на небольшом расстоянии от вершины форсунки. Тогда керамический порошок будет закрыт порошком из первого коррозионно-устойчивого сплава. Также можно использовать градуированные смеси различных порошков. Кроме того, в связи с заполнением пресс-формы перед обработкой ГИП возможно размещать экран из керамического материала в порошке первого сплава, например в порошке, находящемся выше секции 19 тела на фиг. 2. Порошок первого сплава помещают на вершину экрана так, чтобы наиболее удаленная часть форсунки была изготовлена из коррозионно-устойчивого материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРСУНКА ДЛЯ ТОПЛИВНОГО КЛАПАНА В ДИЗЕЛЬНОМ ДВИГАТЕЛЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ФОРСУНКИ | 2003 |
|
RU2295647C2 |
| ПОДВИЖНЫЙ ЭЛЕМЕНТ СТЕНКИ В ФОРМЕ СТЕРЖНЯ ВЫПУСКНОГО КЛАПАНА ИЛИ ПОРШНЯ ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО ЭЛЕМЕНТА | 2009 |
|
RU2434146C2 |
| Способ изготовления рабочего колеса малоразмерного центробежного насоса | 2018 |
|
RU2699888C1 |
| РАБОЧЕЕ КОЛЕСО, ПРИМЕНЯЕМОЕ В КОМПРЕССОРЕ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2552656C2 |
| СОПЛО КЛАПАНА ДЛЯ ВПУСКА ТОПЛИВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2124417C1 |
| КОРПУС ТУРБИНЫ С ТУГОПЛАВКИМИ СКОБАМИ, ИЗГОТОВЛЕННЫЙ СПОСОБОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ | 2005 |
|
RU2372496C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ЗАГОТОВОК ТИПА "ДИСК-ДИСК" И "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ ТИТАНОВЫХ И НИКЕЛЕВЫХ СПЛАВОВ | 2015 |
|
RU2610658C2 |
| Заготовка для диффузионной сварки переходника титан-алюминий | 2015 |
|
RU2620402C2 |
| Биметаллическое сопло плазмотрона и способ его изготовления | 2020 |
|
RU2746800C1 |
| СПОСОБ ПОВЫШЕНИЯ КАЧЕСТВА И ЭКСПЛУАТАЦИОННОЙ НАДЕЖНОСТИ ЛОПАТОК ТУРБИНЫ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2000 |
|
RU2184178C2 |
Изобретение относится к изготовлению форсунки для топливного клапана в дизельном двигателе, в частности в двухтактном крейцкопфном двигателе. В пресс-форме размещают первый коррозионно-устойчивый сплав, по меньшей мере, во внешней области, составляющей внешнюю поверхность форсунки вокруг рассверленных отверстий, и второй сплав - во внутренней области. Первый сплав представляет собой сплав на основе никеля или кобальта, а второй - сплав на основе железа. Осуществляют изостатическое прессование с получением заготовки форсунки, не содержащей микротрещин в граничной области между первым и вторым сплавом. Заявленный способ позволяет изготовить форсунку с продолжительным сроком службы. 2 н. и 18 з.п. ф-лы, 7 ил., 2 табл.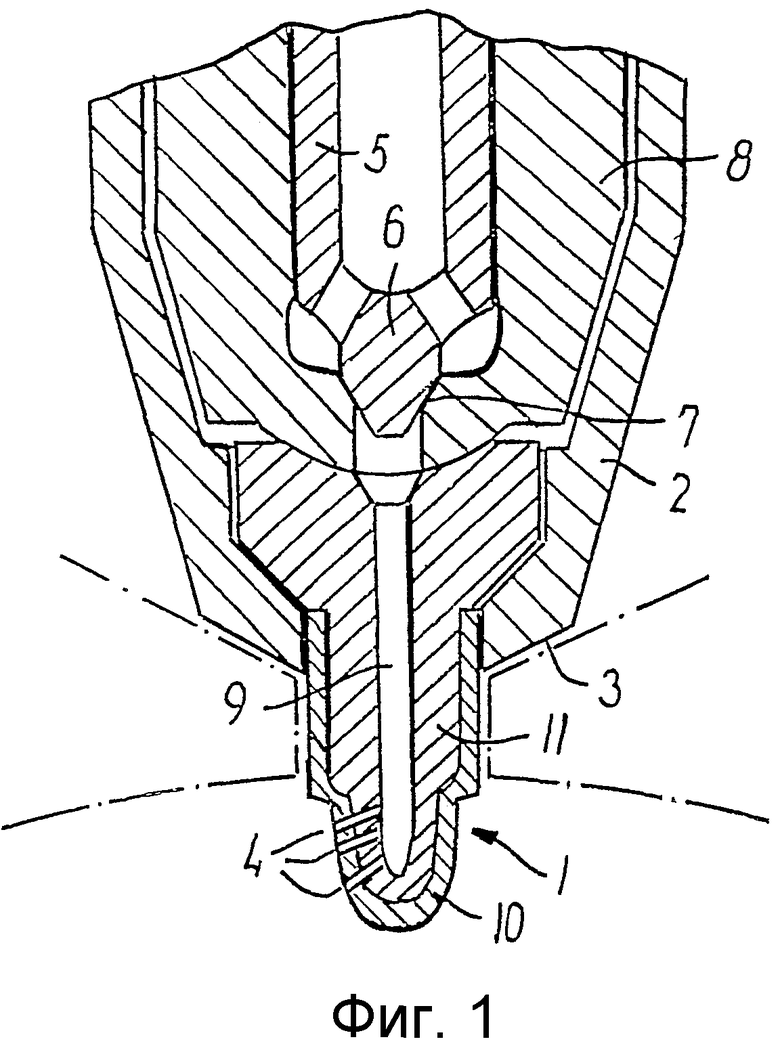
| ЕР 0982493 В1, 01.03.2000 | |||
| Способ изготовления слоистых феррит-керамических изделий | 1977 |
|
SU692814A1 |
| Способ изготовления комбинированных изделий | 1979 |
|
SU904894A1 |
| Способ получения биметаллических заготовок | 1981 |
|
SU988456A1 |
| WO 9524286 A, 14.09.1995. | |||

