Изобретение относится к порошковой металлургии, к устройствам для получения металлических порошков электролизом.
Известен вращающийся катод [Патент России N2023059, кл. С25С 5/02, 1994] в виде цилиндрической спирали, жестко сочлененной с приводом.
Недостатками устройства являются наличие механизма вращения пружины и устройства контактирования вращающегося катода с токоподводом, а для съема с него порошка требуется дополнительный слой поверх электролита электролизера. Катодная плотность тока при получении порошка металла на таком катоде недостаточно высока и недостаточно постоянна во времени.
Известен колеблющийся пластинчатый катод [Патент России №2180694, кл. С25С 5/02, 2002], состоящий из токоподвода, соединенного с рабочими элементами в виде металлических пластин.
Недостатками устройства являются необходимость вибрации для съема порошка и недостаточно высокая и недостаточно постоянная во времени катодная плотность тока. Необходимость поддержания максимально возможной плотности тока обусловлена тем, что скорость электрохимической реакции пропорциональна плотности тока. Поддержание постоянства плотности тока обеспечивает постоянную дисперсность порошка.
Технической задачей в предлагаемом устройстве катода является повышение скорости получения порошка металла.
Техническая задача достигается тем, что рабочая поверхность катода представляет собой заостренные элементы, изолированные диэлектриком, выполненным в виде объемной фигуры, причем окончания заостренных элементов, площадь которых минимальна, располагают на поверхности объемной фигуры. Фигуры выполняют в виде полусферы, сферы, конуса, цилиндра, параллелепипеда, пирамиды или в виде пучка удлиненных фигур преимущественно цилиндрической формы или других фигур.
Пример 1. На липкую ленту на полихлорвиниловой основе укладывают в ряд на расстоянии 3 мм друг от друга заостренные стальные стержни в количестве 40 штук диаметром 0,5 мм и длиной 40 мм, острия стержней совмещают с краем ленты. На хвостовики стержней укладывают токоподводящие шины из мягкого многожильного провода и сверху накрывают второй лентой липким слоем вниз. Полученную многослойную ленту скручивают в цилиндр (фиг.1а). Нижнее основание с остриями опускают в электролит, содержащий сернокислое железо (50 г/л) и серную кислоту (10 г/л), а выступающий из верхнего основания цилиндра провод токоподводящей шины соединяют с отрицательным полюсом источника постоянного тока. При пропускании тока 2 А порошок железа, образующийся на остриях катода, опускается на дно электролизера. Насыпная плотность порошка составляет 1,3 г/см3, весь порошок проходит сквозь сито с ячейкой 50 мкм.
Пример 2. Швейные иглы диаметром 0,76 мм и длиной 35 мм в количестве 30 штук с накрученными на них токоподводящими проводами устанавливают вертикально остриями вниз в стеклянный стакан, заполненный кремнийорганическим компаундом. После его полимеризации полученный катод извлекают из стакана (фиг.1а). Выступающие из верхнего основания токоподводящие провода соединяют в жгут, который подсоединяют к отрицательному полюсу источника постоянного тока. Нижнее основание катода с остриями погружают в электролит, содержащий 20 г/л сернокислого никеля и 40 г/л хлористого аммония. При пропускании тока 4 А образующийся на остриях катода никелевый порошок отрывается от катода и опускается на дно электролизера. Насыпная плотность полученного порошка составляет 1,1 г/см3, весь порошок проходит сквозь сито с ячейками 50 мкм.
Пример 3. Пучок из 40 проводов диаметром 30 мкм во фторопластовой изоляции длиной 50 мм освобождают от изоляции на 10 мм с одного края, к проводам припаивают токоподвод (фиг.1б), который соединяют с отрицательным полюсом источника постоянного тока. С другой стороны пучка провода раздвигают и опускают в электролит, содержащий 50 г/л медного купороса, 20 г/л серной кислоты и 10 г/л этилового спирта. При пропускании тока 4 А образующийся на торцевой неизолированной поверхности проводов медный порошок отрывается от катода и опускается на дно электролизера. Насыпная плотность полученного порошка составляет 0,9 г/см3, весь порошок проходит сквозь сито с ячейками 50 мкм.
Как видно из примеров, порошок самопроизвольно отделяется от рабочей поверхности катода, размер порошка не превышает 50 мкм, рабочий ток на один заостренный элемент составляет 0,05-0,1 А, плотность катодного тока в примере 3 составляет 100000 А/дм2, а в примерах 1 и 2 она еще больше.
Особенностью получения порошка металла путем электролиза является необходимость поддержания высокой и постоянной катодной плотности тока во времени на рабочей поверхности катода. Изменение катодной плотности тока приводит к изменению дисперсности порошка. Повышение скорости получения порошка металла обусловлено значительным увеличением катодной плотности тока на остриях заостренных элементов катода, имеющих в 1000 и более раз меньшую площадь поверхности. При этом катодная плотность тока на остриях катода значительно возрастает, что приводит к увеличению скорости процесса. Слабое сцепление порошка, выделяющегося на остриях катода, и самопроизвольное его отделение от катода обеспечивает постоянство величины плотности тока, а следовательно, постоянство дисперсности порошка металла. Производительность электролизеров с катодами предлагаемой конструкции пропорциональна количеству заостренных элементов. Применение таких катодов позволяет не только повысить скорость процесса, но и расширяет возможности дальнейшего совершенствования конструкций электролизеров в направлении повышения их технико-экономических параметров.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ПОРОШКА | 2013 |
|
RU2557398C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОЛИТИЧЕСКИХ ПОРОШКОВ МЕТАЛЛОВ | 2013 |
|
RU2534181C2 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ МОЛИБДЕНА ИЗ ВОДНОГО РАСТВОРА | 2008 |
|
RU2407828C2 |
| Устройство токоподвода к электроду для электролитического получения окислителей перекисного типа | 2018 |
|
RU2711425C2 |
| СПОСОБ ОБРАБОТКИ РАСТВОРА ПОДТРАВЛИВАНИЯ ПЕЧАТНЫХ ПЛАТ | 2021 |
|
RU2765894C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИТРАТА ЦЕРИЯ (IV) | 2015 |
|
RU2603642C1 |
| Способ электроосаждения хромовых покрытий из электролита на основе гексагидрата сульфата хрома (III) и формиата натрия | 2023 |
|
RU2814771C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯЛЬНОЙ ПАСТЫ | 2014 |
|
RU2585508C1 |
| СПОСОБ ПОЛУЧЕНИЯ И ПОДДЕРЖАНИЯ ЗАЩИТНОГО СМАЧИВАЕМОГО ПОКРЫТИЯ НА УГЛЕРОДИСТЫХ БЛОКАХ КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2006 |
|
RU2337184C2 |
| Способ регенерации электролита хромирования | 2022 |
|
RU2789159C1 |
Изобретение относится к порошковой металлургии, к устройствам для получения металлических порошков электролизом, а именно к катоду электролизера, который может быть использован в производстве композиционных материалов, например паст, лаков, красок, клеев, компаундов с электро- и теплопроводящими свойствами. Технический результат - повышение скорости получения порошка. Катод содержит токоподвод и рабочую поверхность, представляющую собой поверхность заостренных элементов, изолированных диэлектриком. Диэлектрик выполнен в виде объемной фигуры, на поверхности которой расположены окончания заостренных элементов, площадь которых минимальна. 1 ил., 2 пр.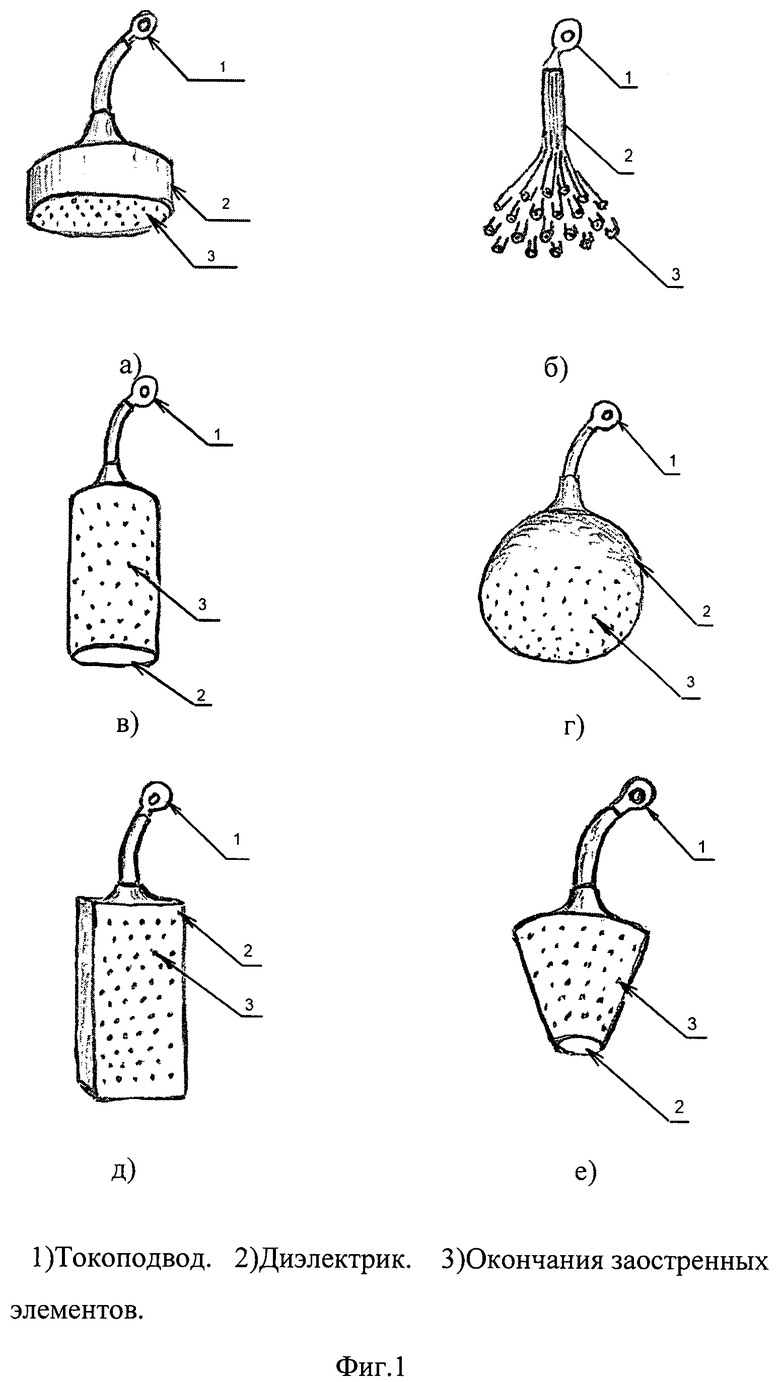
Катод электролизера для получения металлических порошков, содержащий токоподвод и рабочую поверхность, отличающийся тем, что рабочая поверхность катода представляет собой поверхность заостренных элементов, изолированных диэлектриком, выполненным в виде объемной фигуры, на поверхности которой расположены окончания заостренных элементов, площадь которых минимальна.
| КОЛЕБЛЮЩИЙСЯ ПЛАСТИНЧАТЫЙ КАТОД | 1998 |
|
RU2180694C2 |
| ЭЛЕКТРОКОНТАКТНОЕ СОЕДИНЕНИЕ МАГНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2290456C1 |
| ЭЛЕКТРОЛИЗЕР С ЭЛЕКТРОДОМ ИЗ ПОРОШКОВОГО МАТЕРИАЛА | 1990 |
|
SU1790255A1 |
| Устройство для сухого протравливания семян | 1928 |
|
SU22366A1 |
| US 6337008 B1, 08.01.2002. | |||

