Текст описания приведен в факсимильном виде.
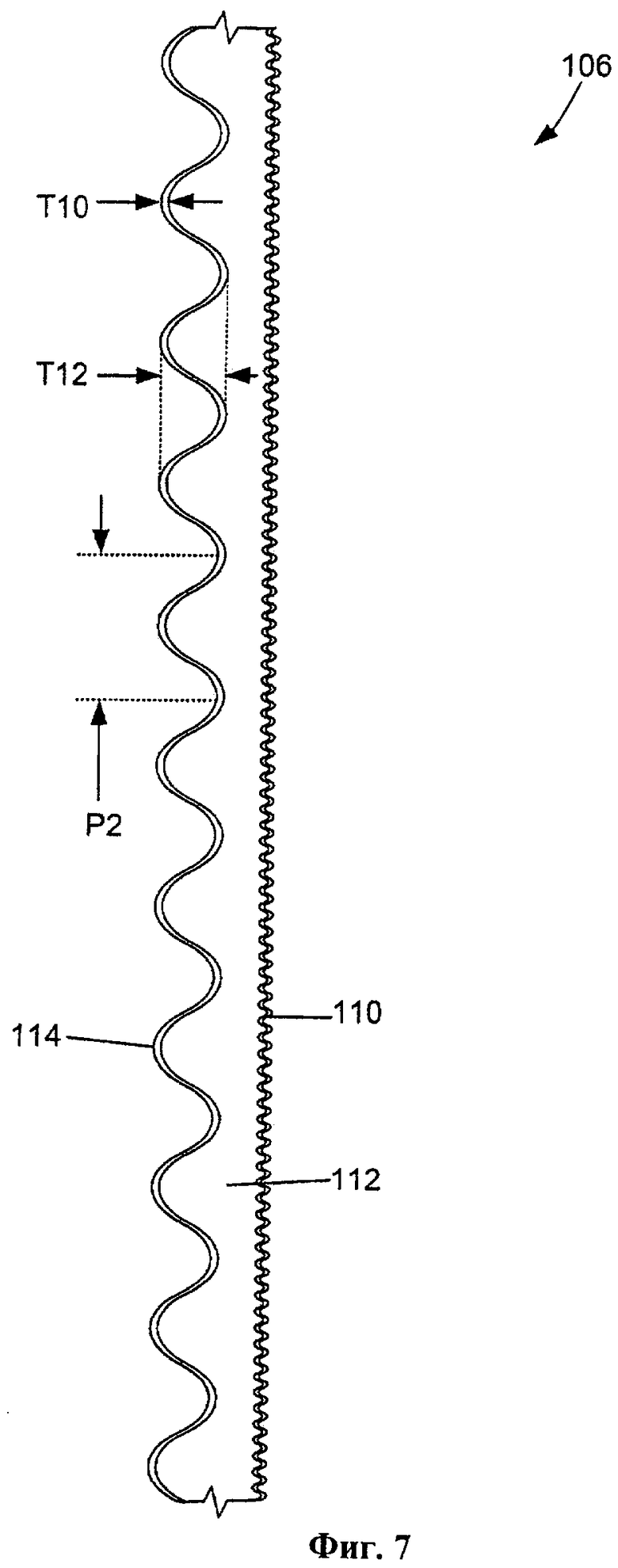
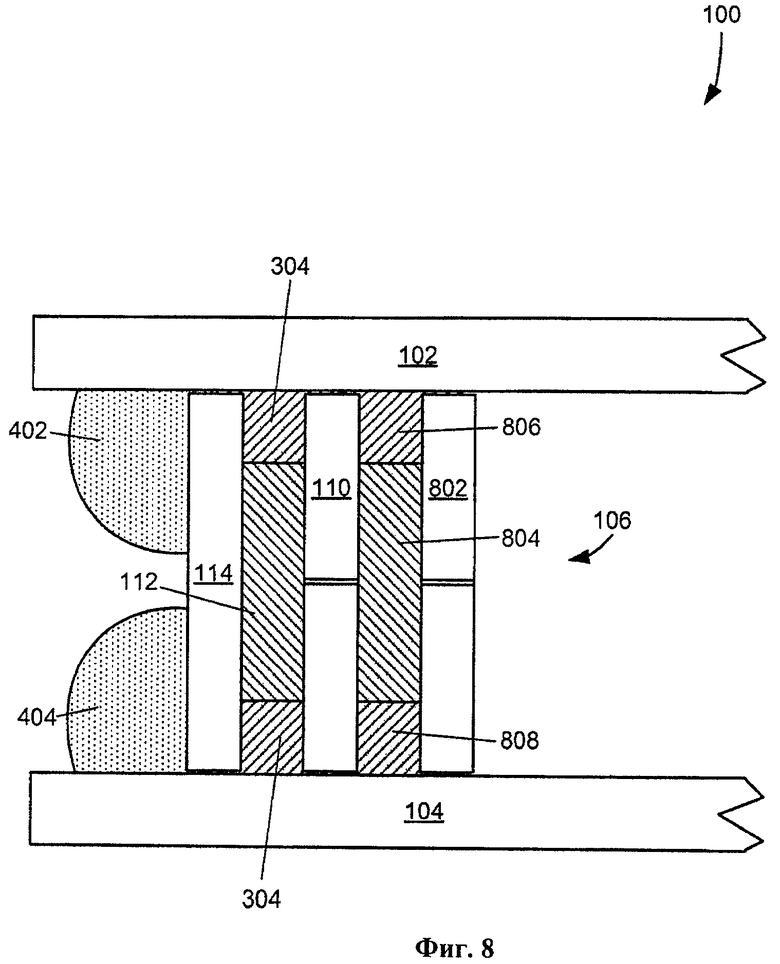
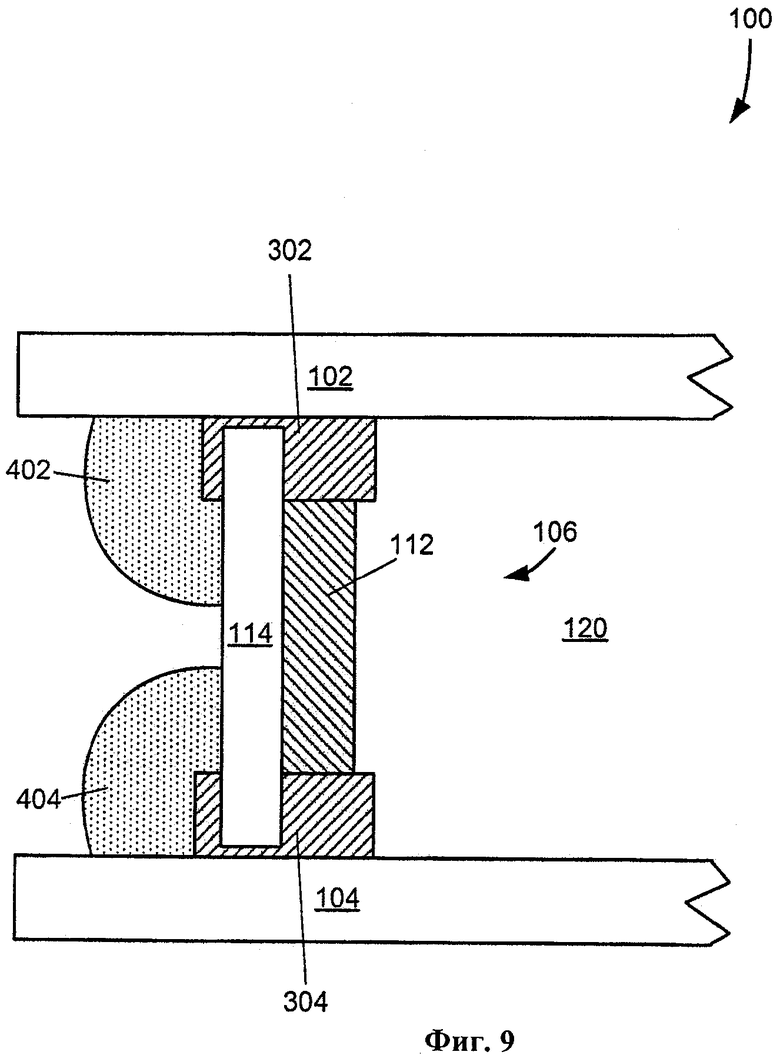
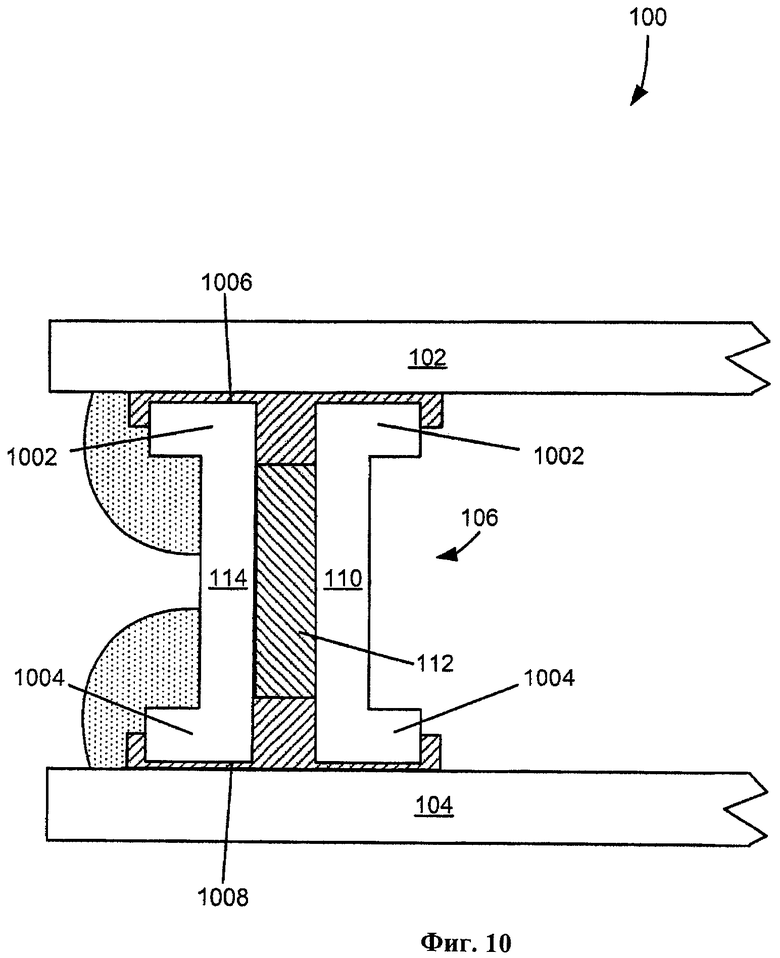


Изобретение относится к области строительства, а именно к конструкциям стеклопакетов. Изобретение позволит обеспечить более равномерное распределение температуры внутри здания. Распорная деталь содержит первую удлиненную полосу, имеющую волнообразную форму; вторую удлиненную полосу, которая имеет волнообразную форму и множество отверстий, проходящих через полосу. Вторая полоса смещена от первой полосы. По меньшей мере один наполнитель введен между первой и второй полосами. Наполнитель содержит десикант. 3 н. и 18 з.п. ф-лы, 61 ил.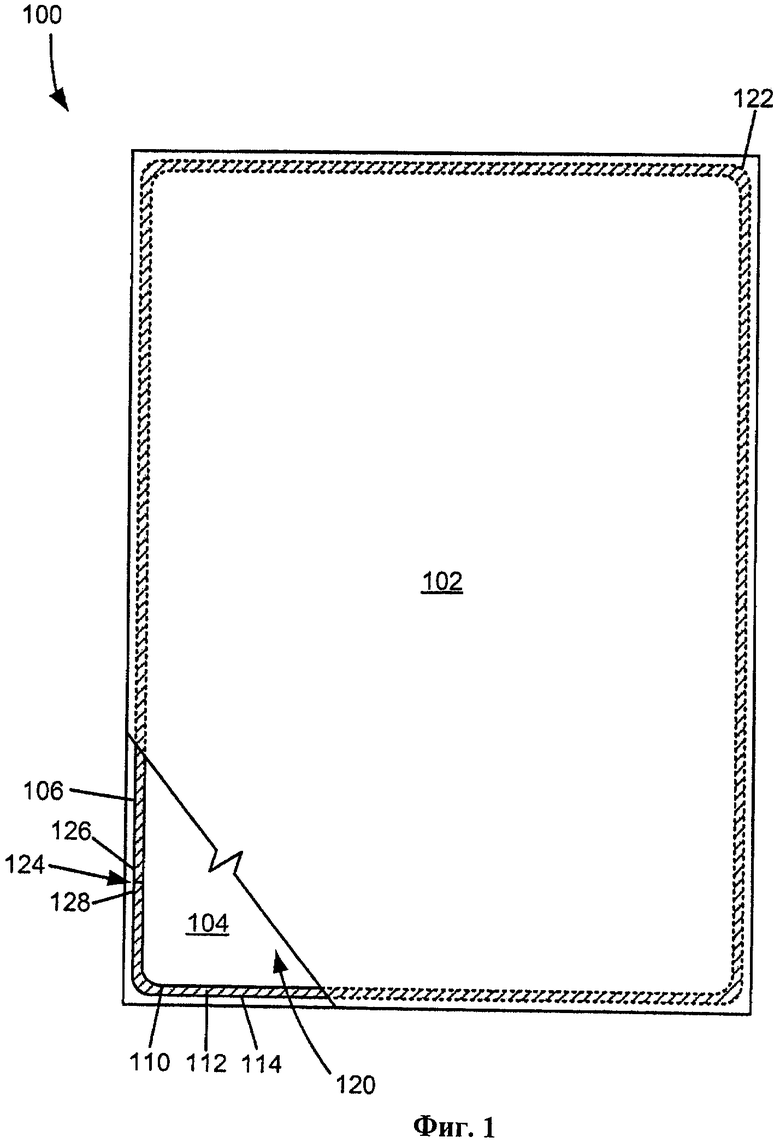
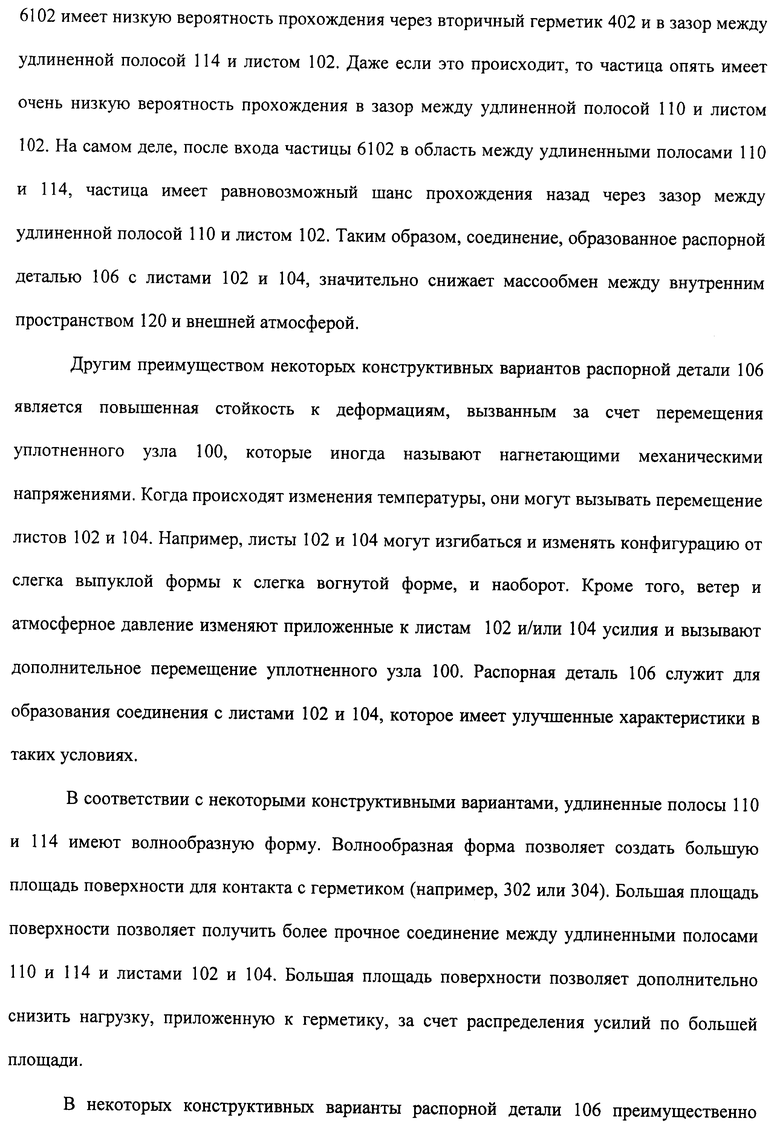
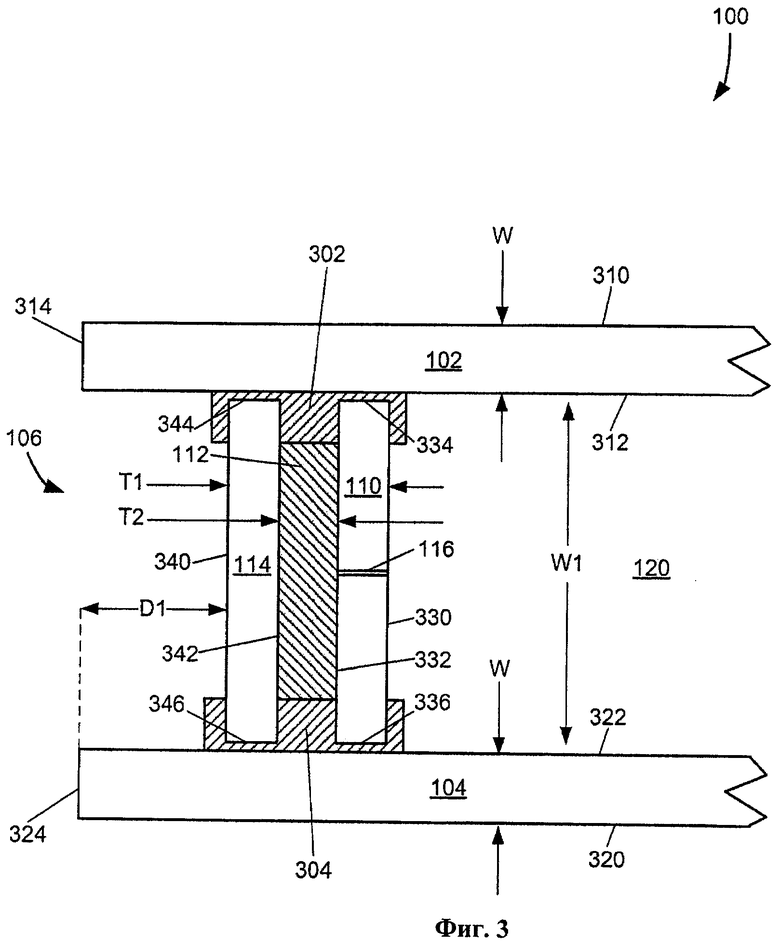
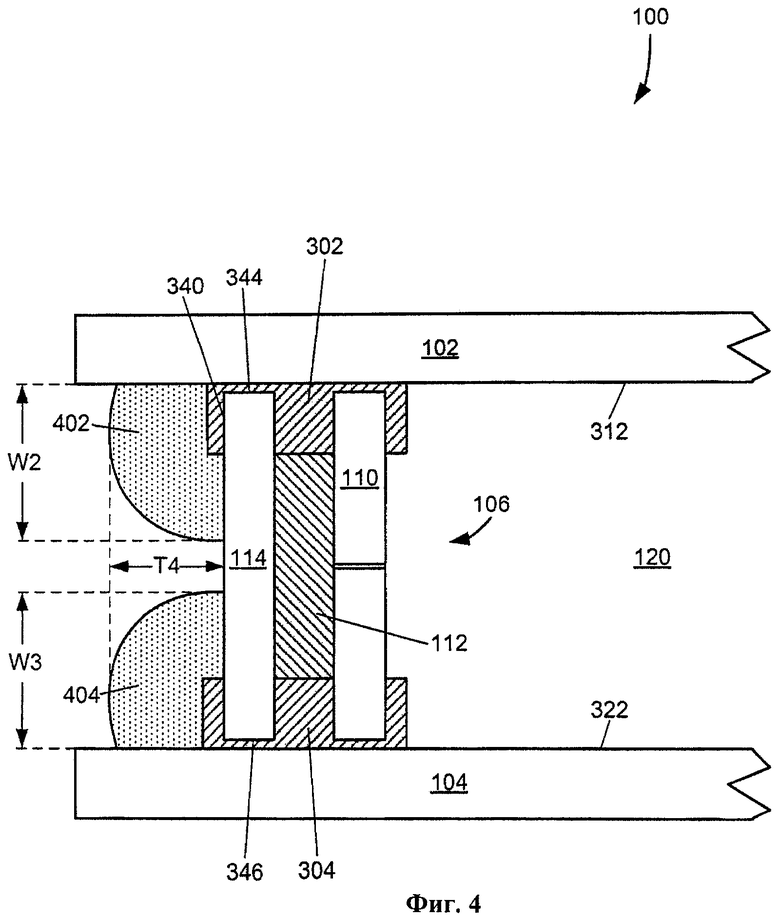
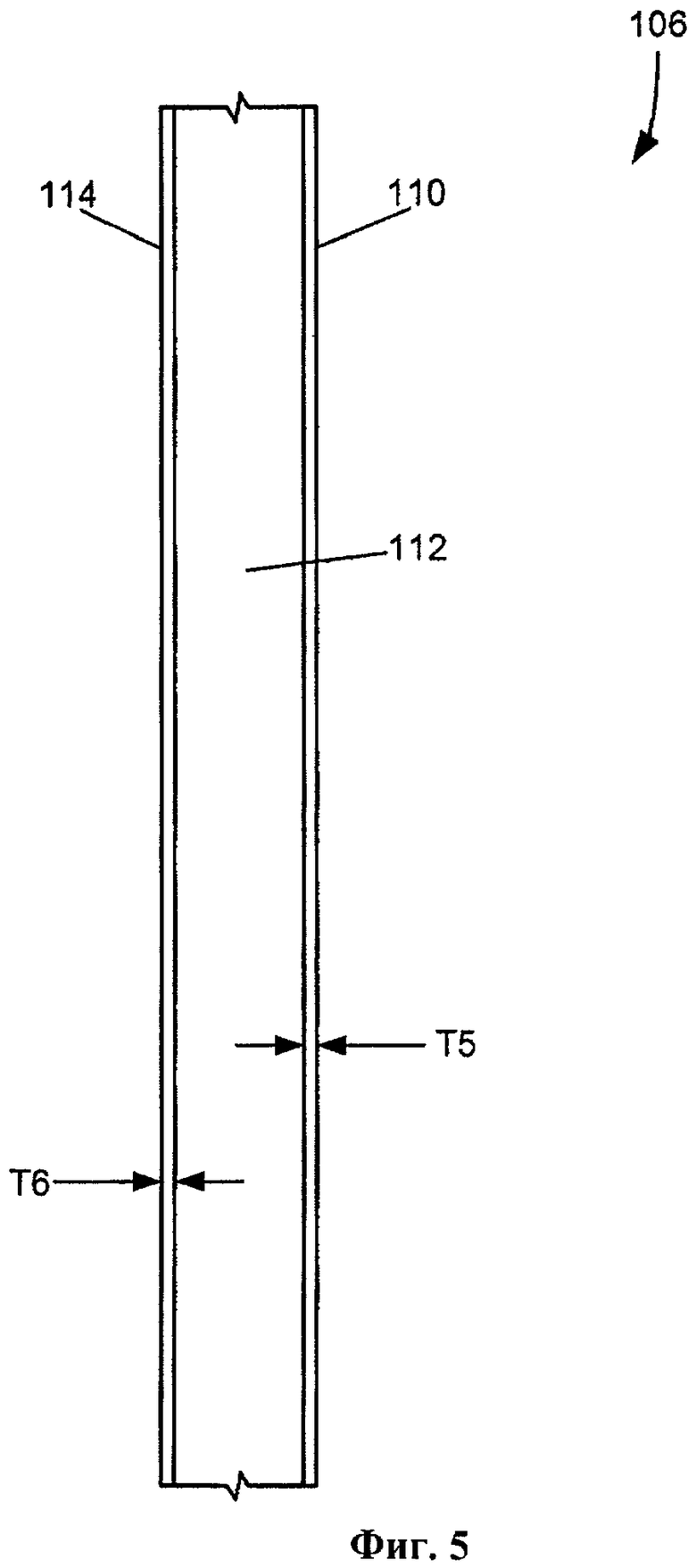
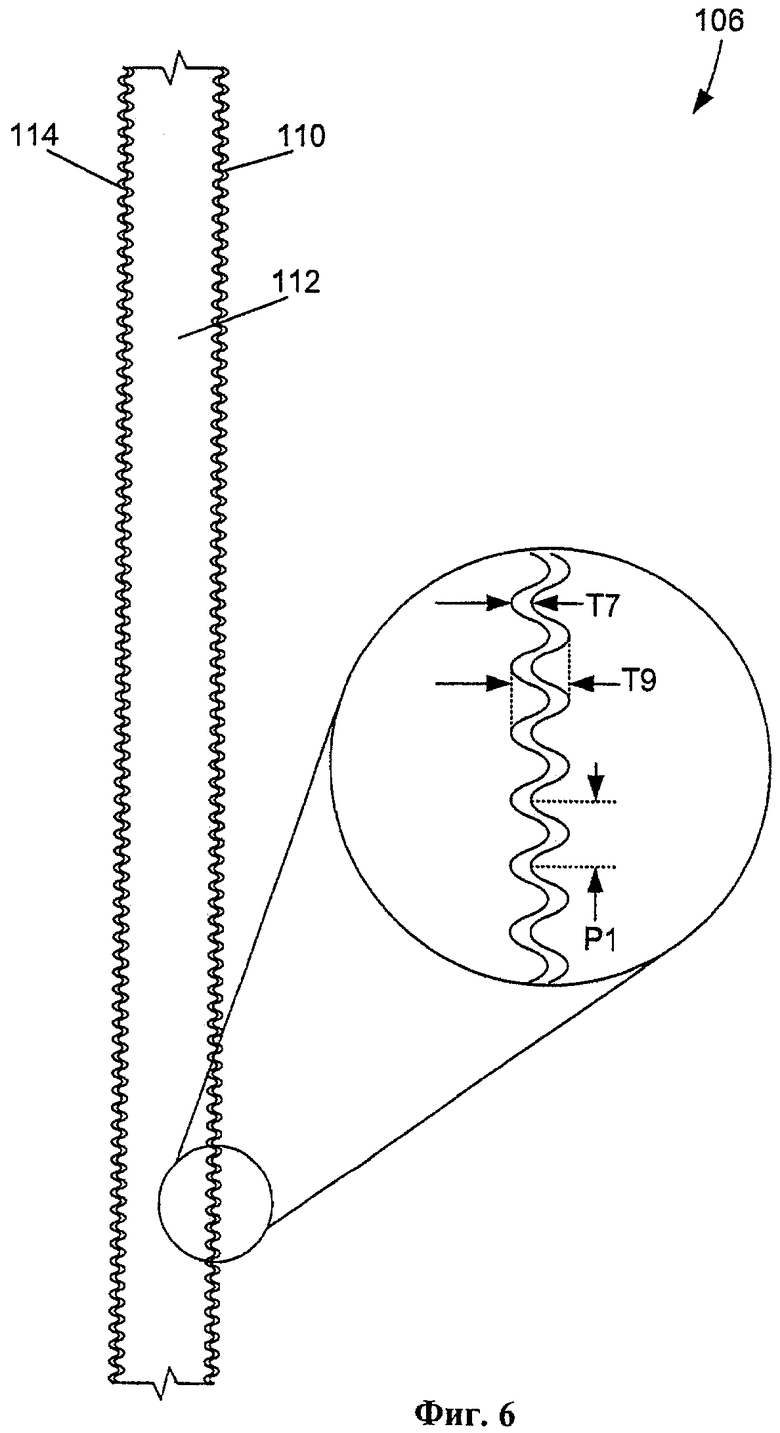
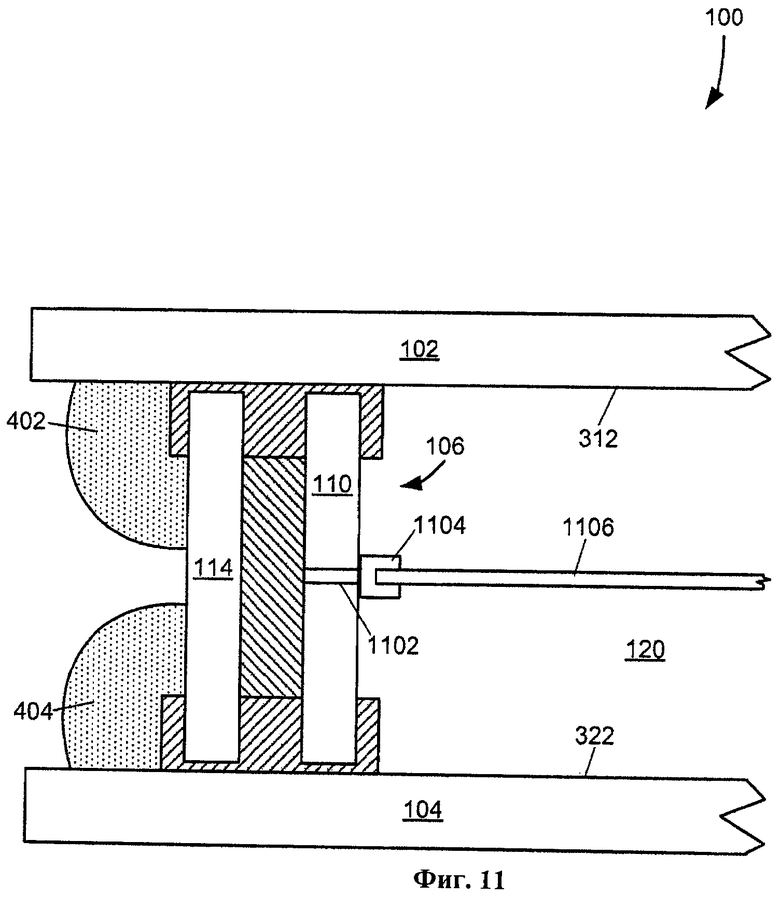
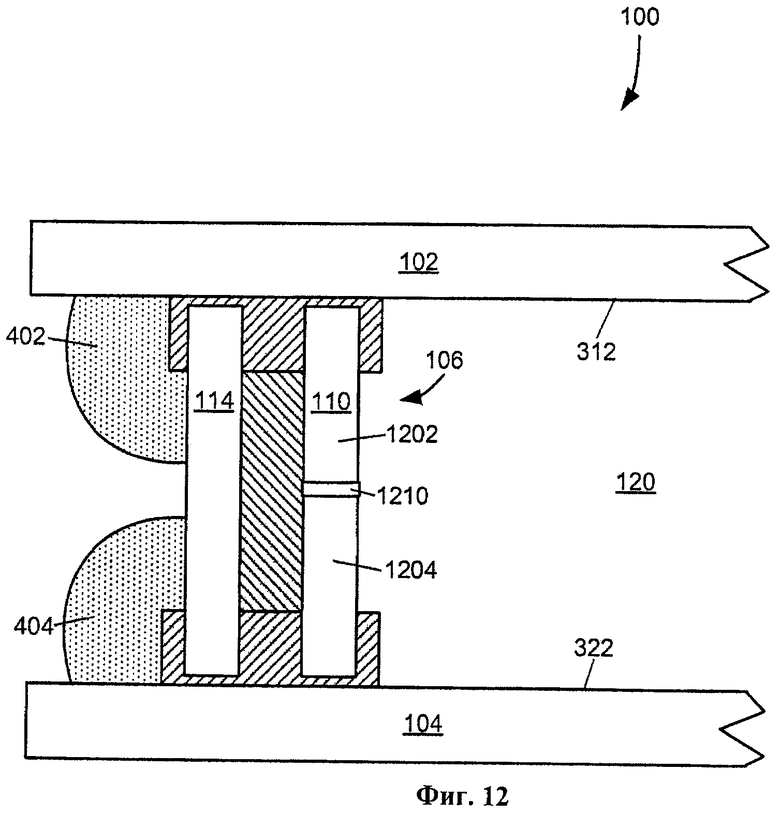
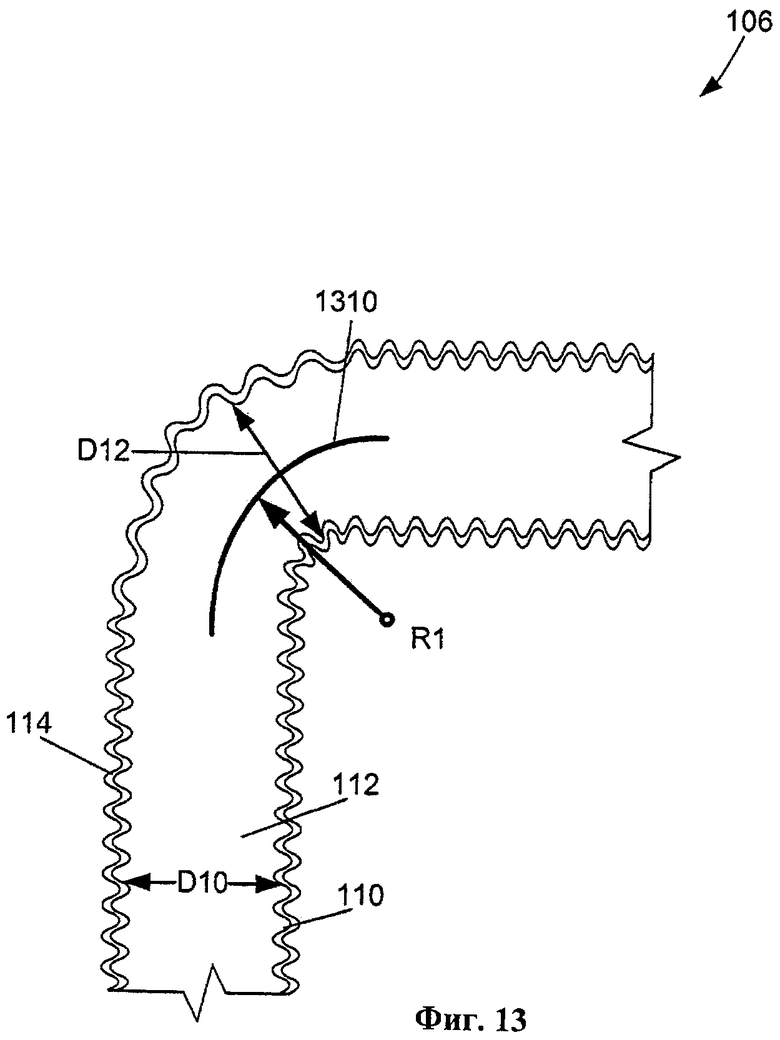
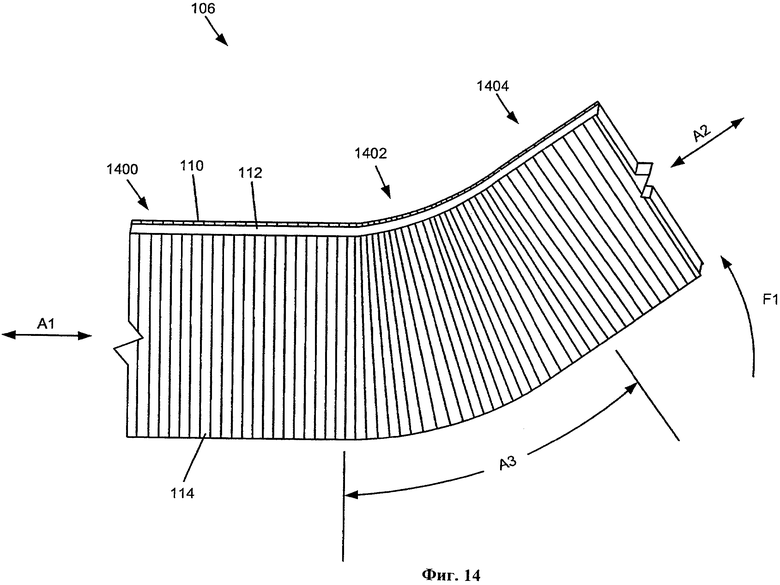
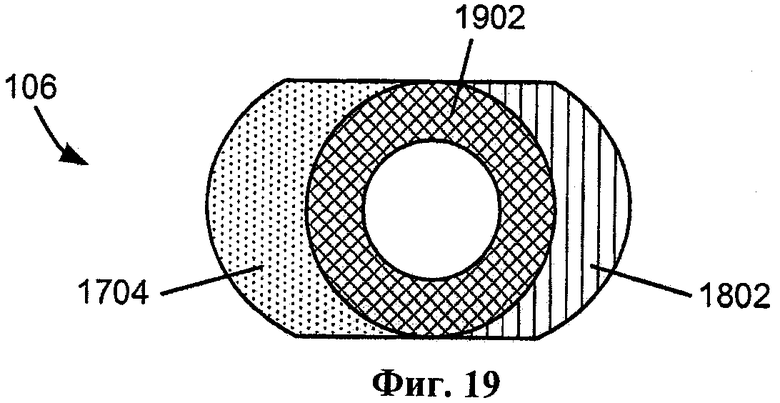
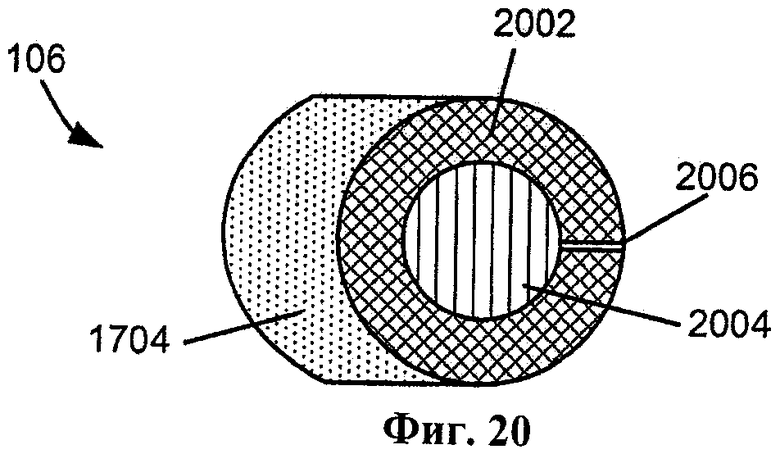
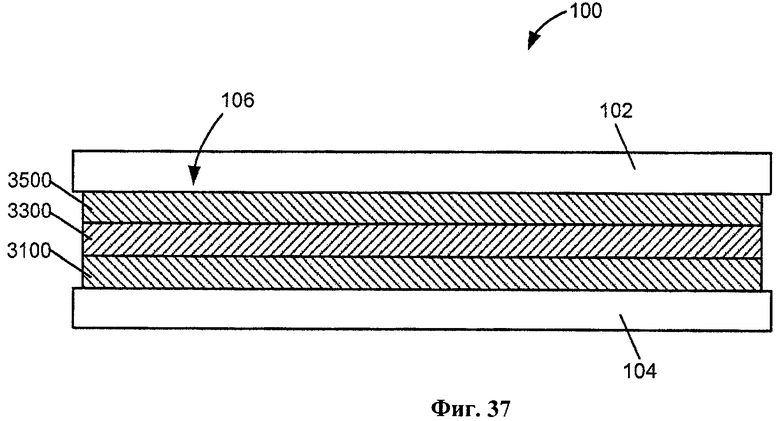
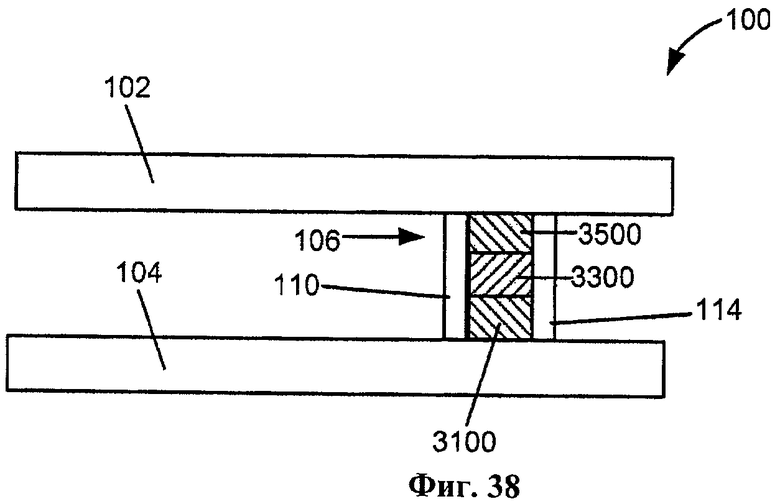
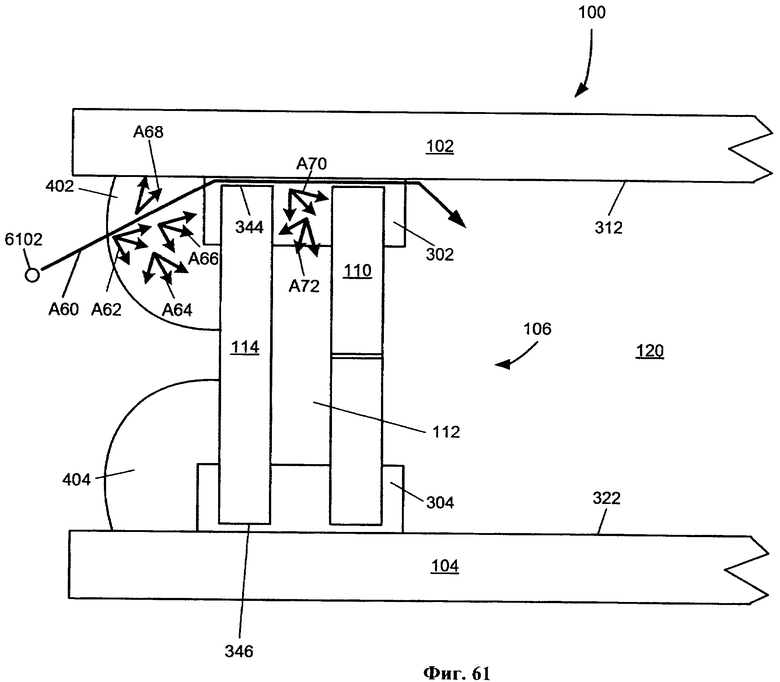
1. Распорная деталь, которая содержит: первую удлиненную полосу, имеющую волнообразную форму; вторую удлиненную полосу, которая имеет волнообразную форму и множество отверстий, проходящих через полосу, причем вторая полоса смещена от первой полосы; и по меньшей мере один наполнитель, введенный между первой и второй полосами, причем наполнитель содержит десикант.
2. Распорная деталь по п.1, в которой волнообразная форма первой удлиненной полосы отличается от второй волнообразной формы второй удлиненной полосы.
3. Распорная деталь по п.1, в которой волнообразная форма является регулярной и повторяющейся.
4. Распорная деталь по п.1, в которой первая и вторая удлиненные полосы изготовлены из металла.
5. Распорная деталь по п.4, в которой металл выбран из группы, в которую входят нержавеющая сталь, титан, алюминий, медь, цинк, марганец, сплав, который содержит магний; сплав, который содержит марганец; сплав, который содержит кремний; или их комбинации.
6. Распорная деталь по п.4, в которой первая и вторая удлиненные полосы имеют толщину в диапазоне ориентировочно от 0,0001 дюйма до 0,01 дюйма.
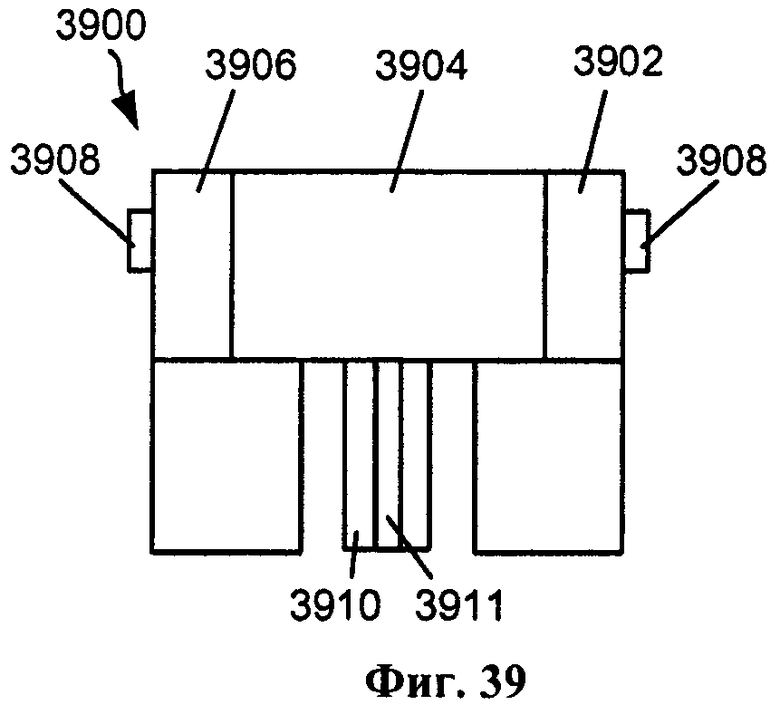
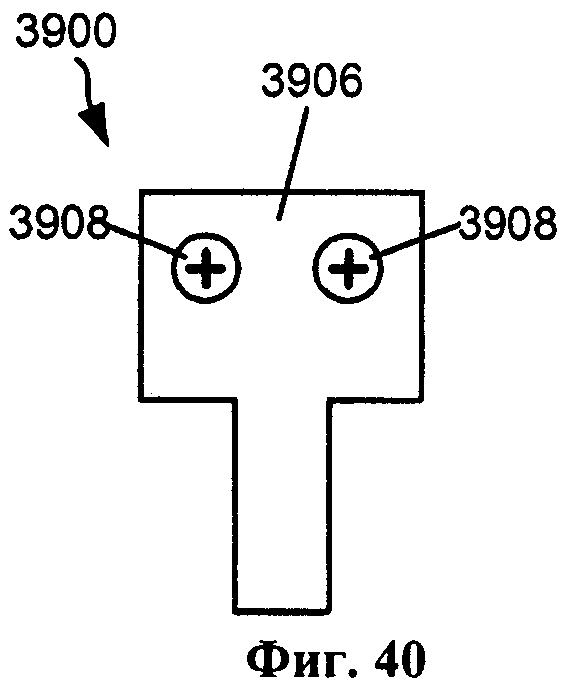
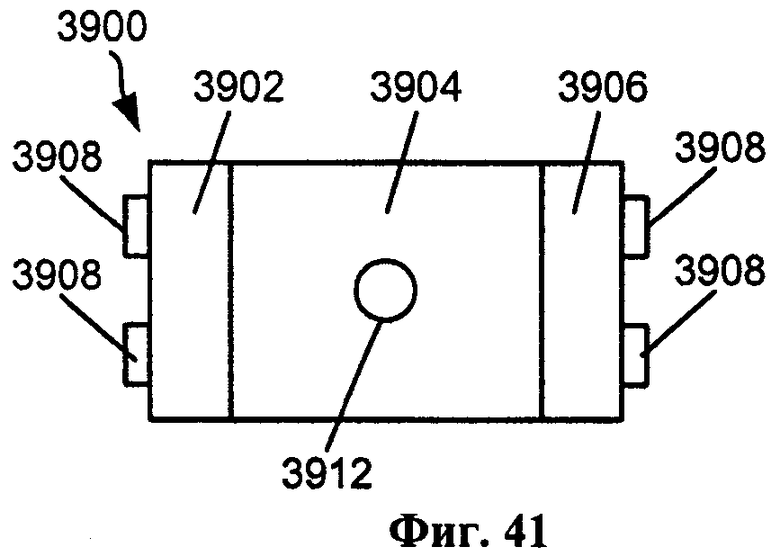
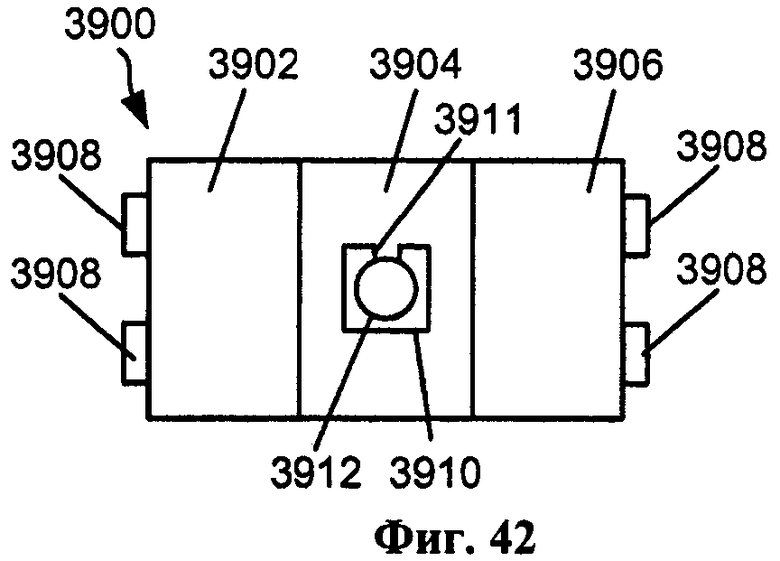
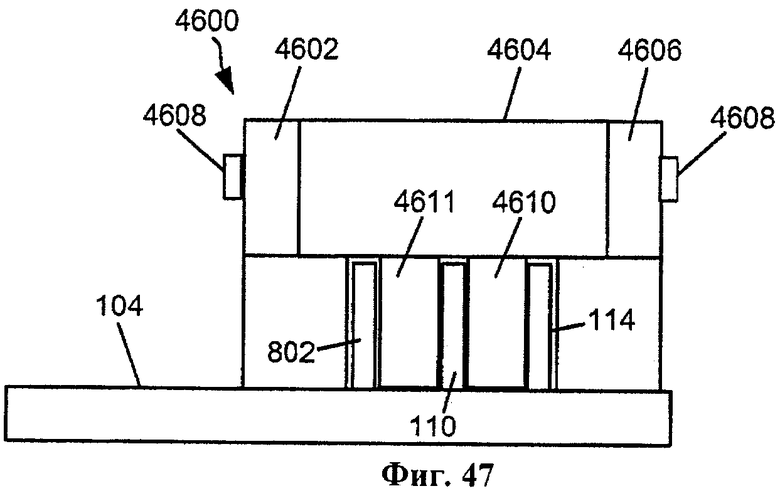
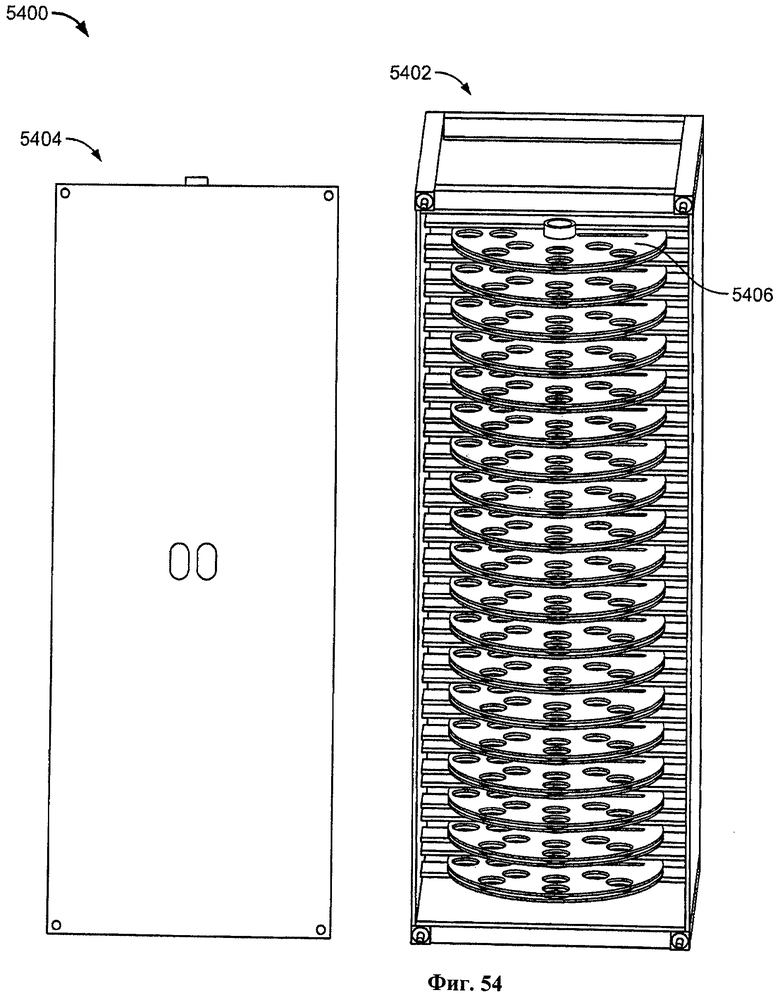
7. Катушка, которая содержит: сердечник, имеющий внешнюю поверхность; и по меньшей мере одну удлиненную полосу, намотанную вокруг сердечника, причем удлиненная полоса расположена и конфигурирована с возможностью введения по меньшей мере одного материала наполнителя, чтобы образовать распорную деталь.
8. Катушка по п.7, в которой удлиненная полоса имеет ширину ориентировочно от 0,3 дюйма до 1 дюйма и толщину ориентировочно от 0,0003 дюйма до 0,004 дюйма.
9. Катушка по п.7, в которой удлиненная полоса имеет волнообразную форму.
10. Катушка по п.7, в которой волнообразная форма удлиненной полосы имеет период повторения ориентировочно от 0,02 дюйма до 0,04 дюйма и двойную амплитуду ориентировочно от 0,02 дюйма до 0,04 дюйма.
11. Катушка по п.7, в которой удлиненная полоса изготовлена из металла.
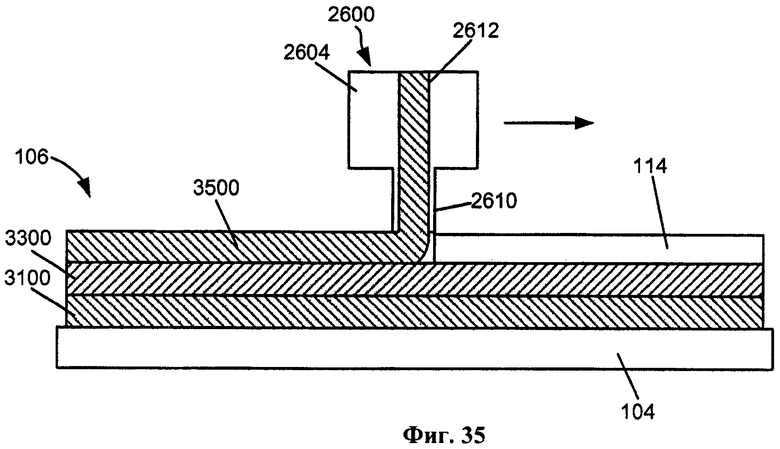
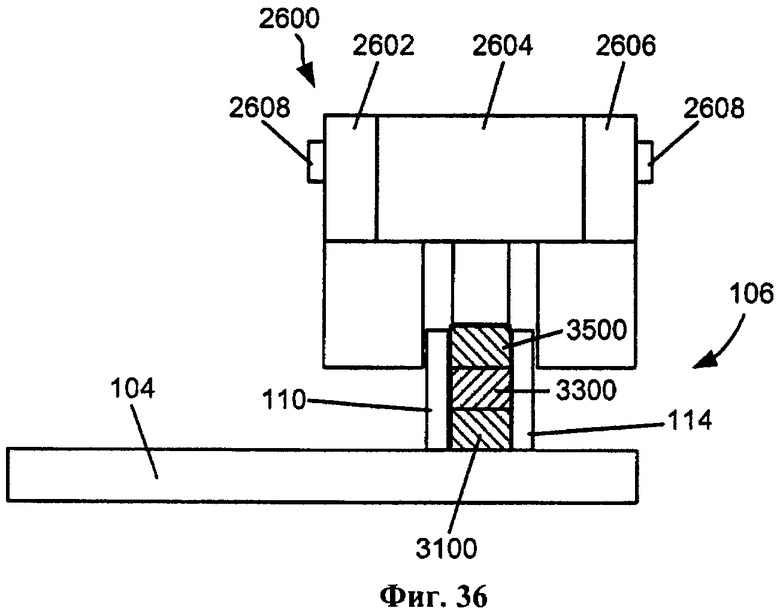
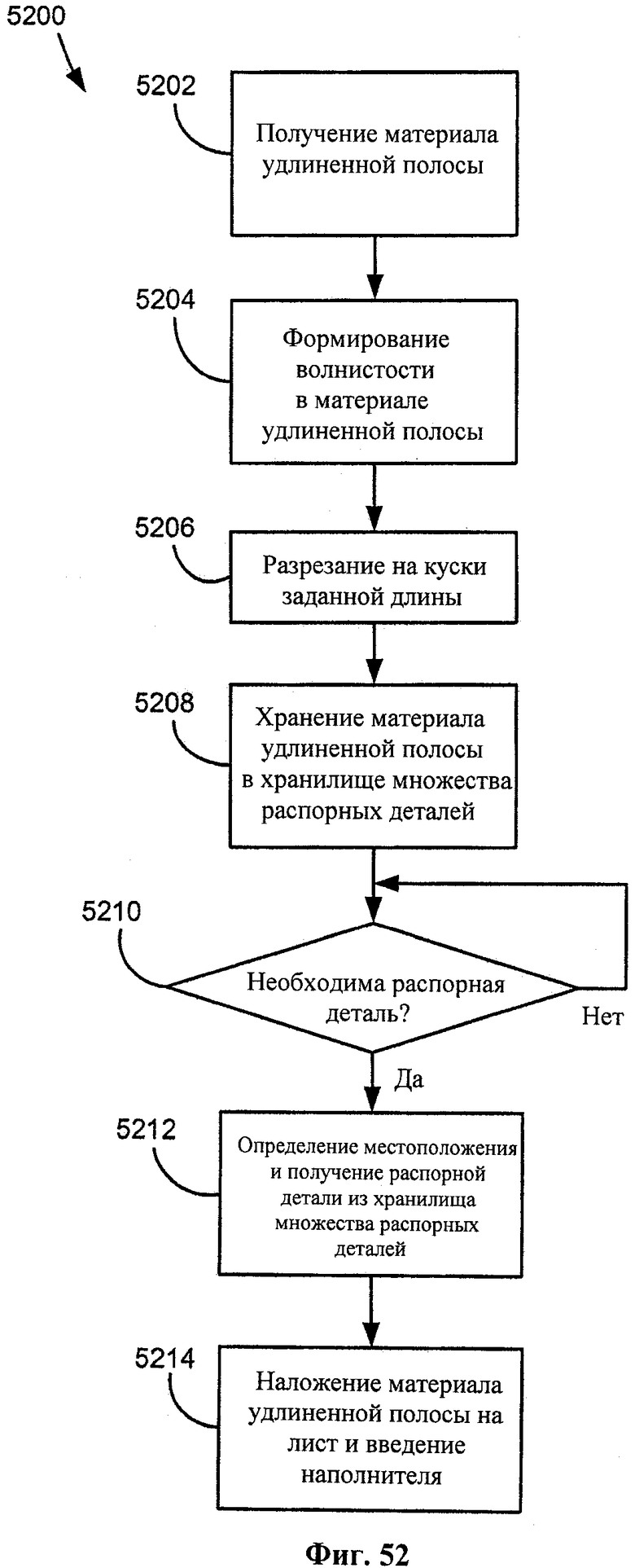
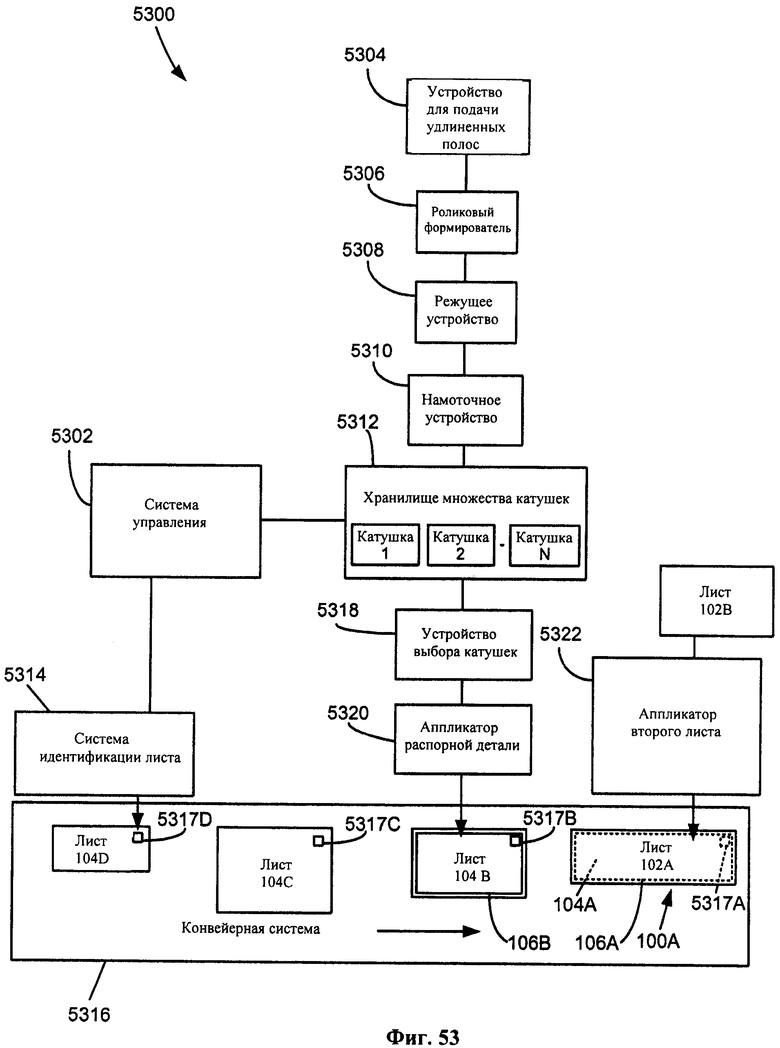
12. Способ изготовления распорной детали, который включает в себя следующие операции: установка по меньшей мере первой и второй удлиненных полос на лист материала, причем первая удлиненная полоса имеет первую поверхность, вторая удлиненная полоса имеет вторую поверхность, а лист материала имеет третью поверхность; и введение по меньшей мере первого материала наполнителя между первой и второй поверхностями первой и второй удлиненных полос, таким образом, что материал наполнителя находится между первой и второй поверхностями, причем по меньшей мере часть материала наполнителя контактирует с третьей поверхностью листа материала.
13. Способ по п.12, который дополнительно включает в себя следующую операцию: введение второго материала наполнителя между первой и второй поверхностями первой и второй удлиненных полос.
14. Способ по п.13, который дополнительно включает в себя следующую операцию: введение третьего материала наполнителя между первой и второй поверхностями первой и второй удлиненных полос.
15. Способ по п.14, в котором первый, второй и третий материалы наполнителя выбраны из группы, в которую входят первичный герметик, вторичный герметик, адгезив и десикант.
16. Способ по п.12, в котором первый материал наполнителя образует по меньшей мере горизонтальный пакет или вертикальный пакет.
17. Способ по п.12, в котором первая и вторая удлиненные полосы имеют волнообразную форму.
18. Способ по п.12, который дополнительно предусматривает сматывание первой и второй удлиненных полос с одной или нескольких катушек, ранее их установки на лист материала.
19. Способ по п.18, который дополнительно предусматривает формирование волнообразной формы первой и второй удлиненных полос после их сматывания и до их установки на лист материала.
20. Способ по п.18, который дополнительно предусматривает формирование множества отверстий по меньшей мере в одной из удлиненных полос после их сматывания.
21. Способ по п.12, в котором лист материала представляет собой лист стекла или пластика.
| Стенд для испытания транспортных средств | 1972 |
|
SU500483A1 |
| DE 1904907 A1, 13.08.1970 | |||
| СПОСОБ ВЫРАБОТКИ КВАСА СУХАРНОГО ПО-ПОЛЬСКИ | 2015 |
|
RU2597097C1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| ИЗОЛИРУЮЩИЙ СТЕКЛОПАКЕТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ПРОФИЛЬ, ОБРАЗУЮЩИЙ РАСПОРКУ ИЗОЛИРУЮЩЕГО СТЕКЛОПАКЕТА | 2001 |
|
RU2267001C2 |

