Область техники, к которой относится изобретение
Раскрытие в общем относится к области панелей на основе волокон с декоративной поверхностью, предпочтительно к панелям пола, стеновым панелям и мебельным компонентам. Раскрытие относится к способам производства и оборудованию для производства таких панелей.
Область применения
Варианты выполнения настоящего изобретения являются особенно пригодными для использования в плавающих полах, которые могут быть образованы из панелей пола, содержащих сердцевину и декоративный износостойкий твердый поверхностный слой, содержащий волокна, связующие вещества и износостойкие частицы, которые были нанесены на сердцевину в виде порошка, как описано в WO 2009/065769. Следующее описание технологии, проблем известных систем и задач и признаков вариантов выполнения изобретения должно в связи с этим, в качестве неограничивающего примера, прежде всего, нацелено на эту область применения и, в частности, на напольные покрытия на основе порошка, которые подобны традиционным напольным ламинированным напольным покрытиям.
Следует подчеркнуть, что варианты выполнения изобретения могут использоваться для производства поверхностного слоя, объединенного с сердцевиной, или отдельного поверхностного слоя, который, например, наносится на сердцевину для того, чтобы образовывать панель. Варианты выполнения изобретения также могут быть использованы в строительных панелях, таких как, например, стеновые панели, потолки и мебельные компоненты и тому подобного. Такая панель может иметь поверхностный слой, который содержит порошок, объединенный с бумагой, шпоном, фольгой и т.д., где порошок может быть использован, например, в качестве защитного слоя, нижнего слоя или в качестве порошкового покрытия и тому подобного. Варианты выполнения изобретения также могут быть использованы для нанесения различных сухих материалов в форме порошка на любом типе по существу плоских поверхностей.
Уровень техники
Ламинированное напольное покрытие прямого прессования (DPL) обычно содержит сердцевину из 6-12 мм волокнистой плиты, верхний декоративный поверхностный слой ламината толщиной 0,2 мм и нижний стабилизирующий слой толщиной 0,1-0,2 мм ламината, пластика, бумаги или подобного материала.
Поверхностный слой пола из ламината отличается тем, что декоративные свойства и износоустойчивость в общем получаются с помощью двух отдельных слоев, находящихся один над другим. Декоративный слой в общем представляет собой отпечатанную бумагу, и слой износа представляет собой бумагу прозрачного покрытия, которая содержит мелкие частицы оксида алюминия.
Отпечатанная декоративная бумага и покрытие пропитываются меламиноформальдегидным связующим веществом и ламинируются на сердцевину на древесноволокнистой основе под нагревом и давлением.
Недавно были разработаны новые «безбумажные» типы полов с твердыми поверхностями, содержащими по существу однородную смесь волокон, связующих веществ и износостойких частиц. Такие полы называются WFF (пол на древесноволокнистой основе).
Износостойкие частицы являются частицами оксида алюминия, связующие вещества являются термореактивными связующими веществами, например, меламиноформальдегидом, и волокна имеют древесную основу. В большинстве применений декоративные частицы, такие как, например, цветные пигменты, включены в однородную смесь. Все эти материалы смешиваются вместе и наносятся в сухой форме в виде смешанного порошка на сердцевину, обычно сердцевину HDF, и отверждаются под нагревом и давлением до 0,1-1,0 мм твердого поверхностного слоя.
Могут быть получены некоторые преимущества по сравнению с известной технологией и в особенности по сравнению с традиционными напольными покрытиями из ламината. Износостойкий поверхностный слой, который представляет собой однородную смесь, может быть выполнен намного толще, и достигается износоустойчивость, которая значительно выше. Новые и весьма передовые декоративные эффекты могут быть получены с помощью глубокого тиснения и отдельных декоративных материалов, которые могут быть включены в однородный поверхностный слой и скоординированы с теснением. Увеличенная стойкость к воздействию может быть достигнута с помощью однородного поверхностного слоя, который толще поверхности ламината на бумажной основе и который может иметь более высокую плотность. Однородный поверхностный слой может содержать частицы, которые имеют положительное влияние на свойства по отношению к звуку и влаге. Стоимость производства может быть уменьшена, так как могут быть использованы более дешевые и даже переработанные материалы, и несколько этапов производства могут быть исключены.
Порошковая технология очень подходит для производства декоративного поверхностного слоя, который является копией камня или керамики. Также возможно создавать дизайны под дерево и другие передовые дизайны с помощью цифровых принтеров с высоким разрешением, которые используют бесконтактные процессы печати. Цифровой принтер имеет головки печати, обычно называемые головками Piezo, которые «выстреливают» капли чернил из головок печати и в подложку на основе порошка до прессования. Цифровая печать может быть использована для получения готового дизайна или только для добавления структуры древесного волокна к порошку, который уже содержит основной цвет.
Качество поверхности на основе порошка в значительной степени зависит от смешивания различных материалов и нанесения порошковой смеси на сердцевину. Эти два этапа производства также обычно являются наиболее дорогостоящими и важными частями процесса производства.
Определение некоторых выражений
В следующем тексте видимая поверхность установленной панели пола называется «передняя сторона», тогда как противоположная сторона панели пола, обращенная к черному полу, называется «задняя сторона». Под «поверхностным слоем» подразумеваются все слои, которые придают панели ее декоративные свойства и ее износоустойчивость.
Под «смесью WFF» подразумевается смесь материалов, содержащая волокна, связующие вещества, износостойкие частицы и окрашивающее вещество, которая наносится в виде порошка на носитель.
Под «панелью WFF» подразумевается панель пола, содержащая твердую поверхность, которая получается с помощью смеси WFF, которая наносится на сердцевину, такой как, например, HDF, и отверждается под нагревом и давлением.
Известная технология и ее проблемы
Приведенное ниже описание различных известных аспектов представляет собой их характеристикой заявителями таких, и не является признанием того, что любое из приведенных ниже описаний является известным уровнем техники. Описанные известные варианты выполнения могут быть использованы частично или полностью в различной совокупности в вариантах выполнения описанного изобретения.
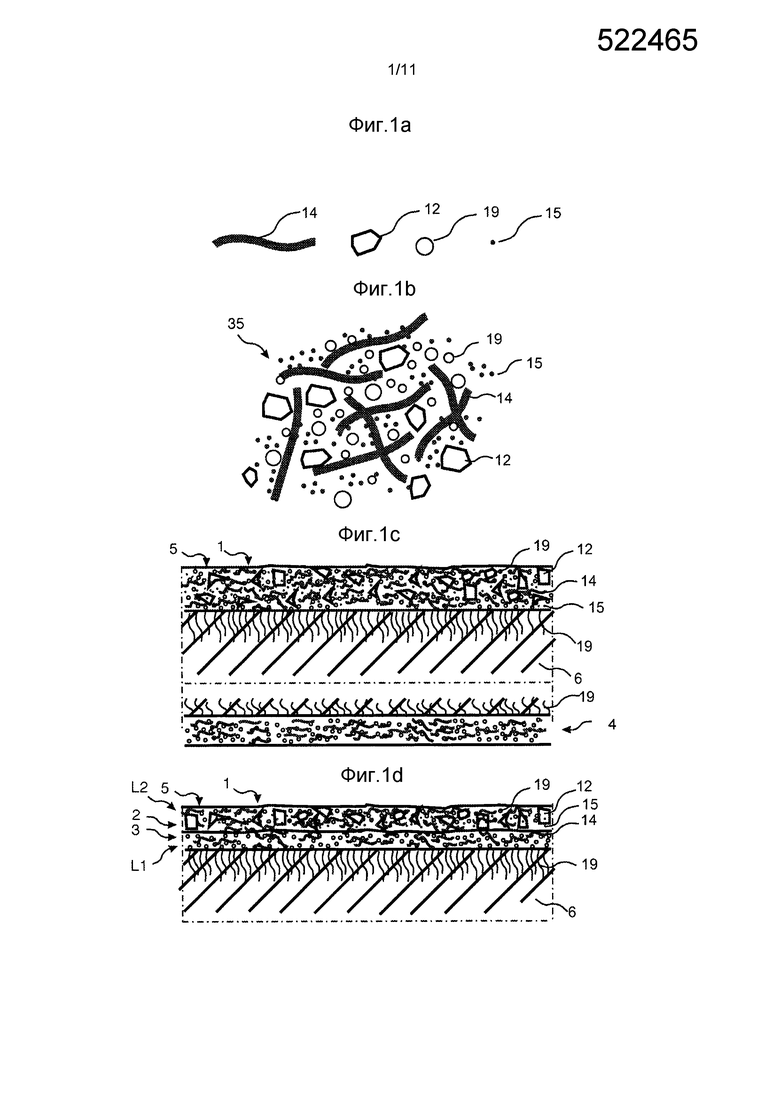
Фиг. 1a-d показывает известные варианты выполнения новой «безбумажной» и на основе порошка панели WFF с твердой поверхностью 5, содержащей порошковую смесь древесных волокон 14, износостойких частиц 12 оксида алюминия, меламиноформальдегидного связующего вещества 19 на основе порошка и цветных пигментов 15. Такие панели и способы производства таких панелей известны из WO 2009/065769. Порошковая смесь, содержащая вышеупомянутые четыре материала, далее называется смесью 35 WFF.
Четыре типа материалов, которые используются в смеси WFF, имеют различные размеры, форму и плотность. Древесные волокна 14 могут иметь диаметр 20-50 мкм, например, около 30 мкм, и длину 20-300 мкм. Частицы 12 оксида алюминия могут иметь длину, ширину и толщину 60-125 мкм, например, около 100 мкм. Высушенные распылением меламиноформальдегидные частицы 19 обычно меньше и могут иметь диаметр около 10-200 мкм, а пигменты 15 являются очень маленькими с диаметрами менее около 1 мкм. Относительные размеры показаны на Фиг. 1a.
Фиг. 1b показывает смесь 35 WFF, где вышеупомянутые материалы были смешаны вместе. Смесь WFF может содержать около 80% по весу древесных волокон 14 и порошка 19 меламина и около 20% по весу оксида 12 алюминия и пигментов 15.
Древесные волокна обычно очищены, механически обработаны и имеют такой же тип, который используется в HDF и древесностружечной плите. Они могут содержать природные смолы, например, лингин. Прозрачные обработанные волокна (например, отбеленные волокна) могут быть также использованы. Твердый поверхностный слой может содержать другие декоративные материалы или химикаты.
Наиболее используемым связующим веществом является меламин или мочевиноформальдегидное связующее вещество. Любое другое связующее вещество, предпочтительно, синтетические термореактивные связующие вещества, может быть использовано.
Фиг. 1c показывает поперечное сечение панели 1 пола WFF. Поверхность 5, содержащая твердый слой WFF обычно наносится в виде одного слоя смеси WFF в форме сухого порошка на сердцевину 6 на древесной основе, такой как, например, HDF, и отверждается под нагревом и давлением. Меламиноформальдегидное связующее вещество 19 плавится во время прессования и проникает в верхнюю часть сердцевины 6 и соединяет твердый отвержденный поверхностный слой с сердцевиной. Панель может содержать защитный слой 4 на задней стороне, который образует стабилизирующий слой и сохраняет панель плоской после производства и при изменениях влажности. Защитный слой 4 содержит смесь древесных волокон и меламиноформальдегидных связующих веществ, которая была нанесена в виде одного слоя на задней стороне. Порошок опрыскивается водой и частично отверждается IR лампами так, что образуется твердый наружный слой, что позволяет панели поворачиваться задней стороной вниз перед нанесением смеси WFF на верхней стороне.
Фиг. 1d показывает, что поверхностный слой 5 может содержать два слоя L1, L2 с различными составами материалов, которые наносятся в виде двух отдельных слоев. Первый слой L1, далее называемый нижним слоем 3, может содержать смесь древесных волокон и меламиноформальдегидного связующего вещества только для того, чтобы экономить материал. Обычно нижний слой имеет также более низкое содержание меламиноформальдегида, чем второй слой L2, далее называемый верхним слоем 2, который содержит готовую смесь WFF волокон 14, меламиноформальдегида 19, цветных пигментов 15 и оксида 12 алюминия. Нижний слой 3 может содержать цветные пигменты, которые соответствуют основному дизайну верхнего слоя 2.
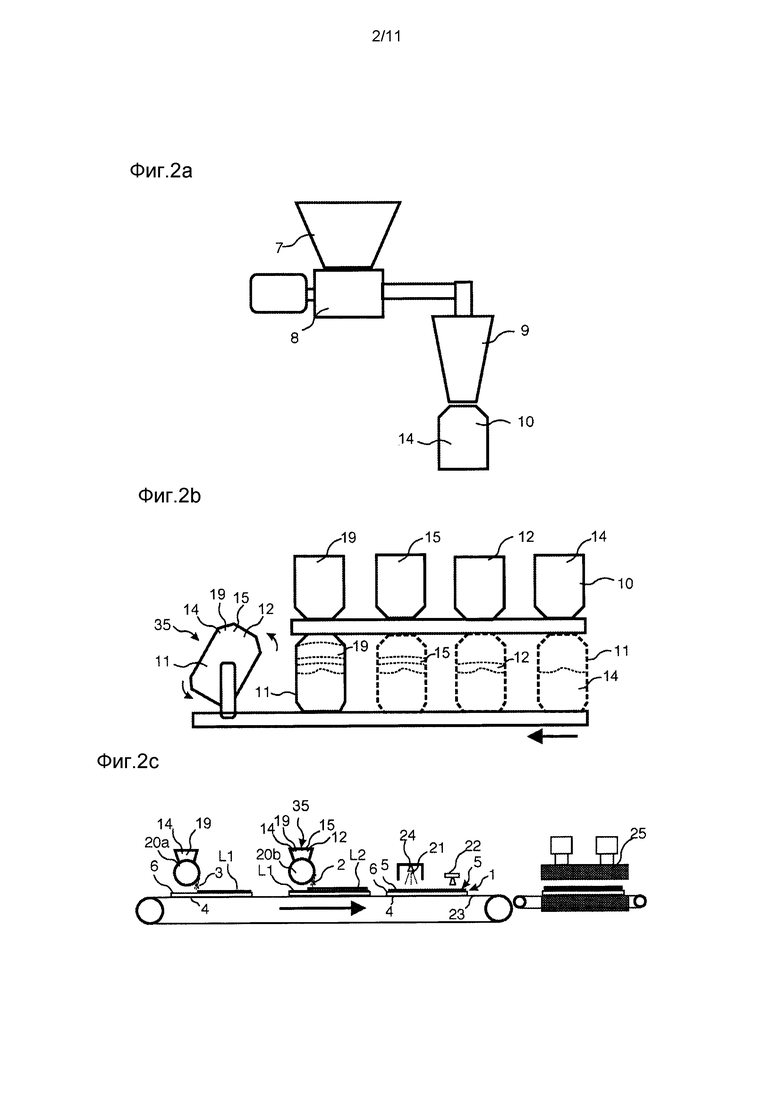
Фиг. 2a показывает этапы производства, которые используются для производства волокон.
Древесные или HDF-плиты сводятся к стружке или хлопьям в предварительной мельнице и перемещаются в контейнер 7 подачи мельницы. Стружка или хлопья приводятся к желаемому размеру частиц в молотковой мельнице 8. Частицы, которые обычно состоят из небольших волокон или пучков волокон, просеиваются с помощью сетки 9 с размером ячеек около 0,3 мм. Часто такие волокна или древесные частицы определены, чтобы по размеру быть меньше 0,3 мм. Размер может быть меньше, а длина может быть больше из-за вытянутой формы волокон. Частицы или волокна 14 после этого хранятся в контейнере 10 подачи и перемещаются к установке смешивания.
Фиг. 2b показывает установку смешивания, которая используется для составления смеси, которая содержит несколько материалов с заданными участками. Установка смешивания содержит несколько контейнеров 10 подачи, наполняемых древесными волокнами 14, оксидом 12 алюминия, меламиноформальдегидным порошком 19 и цветным пигментом 15. Контейнер 11 смешивания заполняется автоматически предварительно определенными частями вышеупомянутых материалов, например, 35% по весу древесного волокна, 10% по весу оксида алюминия, 10% по весу диоксида титана в качестве пигмента и 45% по весу меламиноформальдегидного связующего вещества. Четыре различных материала после этого смешиваются в течение, например, 20 минут, когда контейнер 11 смешивания вращается. Обычно специальные усилители вращения установлены в контейнере смешивания для обеспечения равномерного распределения частиц в смеси.
Смешанный материал после этого перемещается в виде отдельных партий к насыпающему блоку на производственной линии. Этот тип производства отдельными партиями имеет несколько недостатков. Только заданное количество смеси может регулироваться на производственной линии, и поддерживаются относительные участки материала. Контейнеры смешивания должны быть очищены, когда смешана партия с новым цветом. Основная часть древесных волокон может быть переработанными волокнами из производства напольных покрытий, и такие волокна не всегда возможно использовать на отдельном заводе по производству порошка из-за высоких затрат на транспортировку.
Операция смешивания является очень важной для конечного качества смеси WFF и прессованной поверхности. Смешивание выполняет в основном две различные функции. Оно дает смеси предварительно определенные участки различных материалов, и оно смешивает материалы так, что они равномерно распределяются в смеси. Плохое смешивание или изменения в составе материала могут давать пористую поверхность и изменение цвета, износоустойчивости, стойкости к воздействию и климатической устойчивости.
Фиг. 2c показывает схематически производственную линию для производства панели 1, содержащей декоративную поверхность 5 на основе порошка и защитный слой 4, соединенный с сердцевиной 6. Конвейерная лента 23 перемещает панель 1 так, что она проходит насыпающую секцию 20b или несколько насыпающих секций 20a, 20b в случае, когда используется поверхность с нижним слоем 3 и верхним слоем 2.
Первое насыпающее оборудование 20a может наносить первый слой L1, который является нижним слоем 3. Второе насыпающее оборудование 20b наносит второй слой L2 в качестве верхнего слоя, содержащего готовую смесь 35 WFF на первом слое L1. Насыпающее оборудование обычно содержит ролик с иглами и щетку, которая удаляет порошок с ролика. Стабилизирующий слой 4, например, из пропитанной бумаги или порошкового слоя, предпочтительно наносится перед этим первым насыпанием на задней стороне сердцевины 6.
Стабилизирующий блок 24 распыляет водный раствор в основном деионизированной воды 21 по смеси WFF. Раствор может содержать вещества уменьшения поверхностного натяжения и разделительные вещества. Это распыление предотвращает порошок от смещения и сдутия во время конечной операции прессования.
Нагревательное устройство 22 с IR светом используется, чтобы высушить воду перед прессованием. Сердцевина 6 с поверхностным слоем 5 и защитный слой 4 наконец прессуются в непрерывном или прерывистом прессе 25 под нагревом и давлением так, что порошок отверждается до твердого и износостойкого декоративного поверхностного слоя.
Декоративный рисунок может быть обеспечен на смеси WFF с помощью устройства цифровой печати красками (не показано) или в виде жидкого окрашенного вещества перед прессованием.
Равномерное насыпание требуется для того, чтобы образовывать высококачественную поверхность. Обычно используется 400-800 г/м2, и допуск насыпания составляет около +/-5%.
Существуют несколько проблем, связанных с транспортировкой и насыпанием порошка в смеси WFF.
Материалы в смеси WFF имеют различную форму, размеры и плотность. В связи с этим сложно разрабатывать насыпающий блок, который является оптимальным для всех этих четырех материалов. Сухие свободные древесные волокна являются достаточно легкими, тонкими и длинными и могут образовывать пучки. Частицы оксида алюминия являются относительно большими и тяжелыми. Меламиноформальдегидные частицы являются маленькими и круглыми и могут прилипать друг к другу и волокнам, в особенности во влажной среде. Цветные пигменты являются очень небольшими. Материалы в смеси могут отделяться во время транспортировки, и сложно разрабатывать насыпающее оборудование, которое способно обрабатывать смесь всех этих четырех материалов оптимальным образом. Насыпающее оборудование должно быть очищено после каждого изменения цвета, и новая партия порошка должна использоваться в случае, если относительное количество, например, меламиноформальдегида или оксида алюминия, должно быть изменено и приспособлено для того, чтобы соответствовать другим требованиям к качеству.
Преобразование материалов в гранулы обычно может частично решать такие проблемы. Это сложно и дорого.
Было бы главным преимуществом, если бы смешивание материалов, которые образуют слои на основе порошка в панели WFF, могло бы быть усовершенствовано или полностью исключено, или если нанесение смеси WFF могло бы быть выполнено более гибким, экономически эффективным и точным образом.
EP 2 264 259 описывает, что порошок меламинового связующего вещества может быть насыпан на поверхности, содержащей целлюлозные волокна и оксид алюминия. Также описано, что возможно пигменты могут быть насыпаны вместе с целлюлозными волокнами и связующими веществами. Такой способ производства не пригоден для обеспечения улучшений по сравнению с другими известными способами.
Задачи и сущность изобретения
Цель по меньшей мере некоторых вариантов выполнения изобретения заключается в обеспечении строительной панели, предпочтительно, панели пола, с поверхностью на основе порошка, содержащей различные материалы, например, волокна, связующие вещества, износостойкие частицы и цветные пигменты, когда различные материалы наносятся на сердцевину более гибким и экономически эффективным образом и с улучшенными производственными допусками по сравнению с известной технологией.
Вышеуказанные цели являются примерными, и варианты выполнения изобретения могут выполнять другие или дополнительные цели.
Варианты выполнения изобретения основаны на двух главных принципах. Согласно первому принципу отдельные материалы могут быть нанесены в отдельных слоях непосредственно на сердцевину и на друг друга, и химическая реакция, нагрев и давление операции прессования используются для объединения и смешивания материалов после нанесения на сердцевину. Согласно второму принципу отдельные материалы могут быть нанесены в виде отдельных слоев друг на друга и смешаны перед нанесением на сердцевину. Первый и второй принципы могут быть частично или полностью объединены. Способы производства согласно этим двум основным принципам могут обеспечивать нанесение заданных участков материалов и смешивание таких заданных участков так, что может быть образован высококачественный поверхностный слой на основе порошка.
Первый аспект изобретения представляет собой способ формирования поверхностного слоя, содержащего первый, второй и третий слои. Способ содержит этапы, на которых:
формируют первый слой, содержащий главным образом волокна,
формируют второй слой, содержащий главным образом износостойкие частицы, и
формируют третий слой, содержащий главным образом частицы термореактивного связующего вещества.
Этот способ производства обеспечивает преимущества, состоящие в том, что может быть исключено отдельное смешивание различных материалов. Смешивание заменяется операцией прессования, когда меламиноформальдегидные частицы становятся жидкими и проникают в другие слои в то же время, как частицы оксида алюминия могут быть спрессованы в древесноволокнистый слой.
Первый слой может быть нанесен на подложку, предпочтительно, сердцевину. Подложка также может быть конвейерной лентой или устройством транспортировки. Сердцевина может быть плитой на древесноволокнистой основе, предпочтительно, плитой HDF.
Поверхностный слой и сердцевина могут образовывать панель, предпочтительно, панель пола. Волокна могут быть древесными волокнами.
Связующее вещество может быть меламиноформальдегидным связующим веществом, предпочтительно, в форме порошка. Износостойкие частицы могут быть частицами оксида алюминия.
Второй слой может быть нанесен на первый слой. Третий слой может быть нанесен на второй слой.
Каждый из первого, второго и третьего слоев может содержать по существу один материал с содержанием материала по меньшей мере около 80% от общего веса первого, второго или третьего слоя соответственно.
Первый слой может содержать цветные пигменты и по меньшей мере около 80% по весу древесных волокон.
Способ может дополнительно содержать этап, на котором применяют нагрев и давление к слоям.
Согласно второму аспекту изобретения обеспечен способ формирования поверхностного слоя на подложке. Способ содержит этапы, на которых:
формируют первый слой первого материала,
наносят второй слой второго материала на первый слой,
смешивают первый и второй слои в смесь, содержащую первый и второй материалы, и
наносят смесь на подложку для формирования поверхностного слоя.
Первый и второй слои могут быть нанесены на подвижное устройство транспортировки.
Подложка может быть сердцевиной, предпочтительно, сердцевиной на древесноволокнистой основе, например, плитой HDF. Подложка также может быть конвейерной лентой или устройством транспортировки.
Сердцевина и поверхностный слой могут образовывать панель, предпочтительно, панель пола.
Первый материал может содержать волокна, предпочтительно, древесные волокна. Второй материал может содержать термореактивное связующее вещество, предпочтительно, меламиноформальдегидные частицы.
Первый материал может содержать термореактивное связующее вещество, предпочтительно, меламиноформальдегидные частицы. Второй материал может содержать волокна, предпочтительно, древесные волокна.
Способ может дополнительно содержать этап, на котором образуют третий слой третьего материала.
Третий материал может содержать износостойкие частицы или цветные пигменты.
Способ может дополнительно содержать этап, на котором образуют четвертый слой четвертого материала.
Четвертый материал может содержать износостойкие частицы или цветные пигменты.
Согласно третьему аспекту обеспечено насыпающее оборудование для смешивания первого и второго материалов. Насыпающее оборудование содержит: первое устройство выдачи, второе устройство выдачи, по меньшей мере одно подвижное устройство транспортировки, смешивающее устройство, причем первое устройство выдачи выполнено с возможностью нанесения первого материала на устройство транспортировки, второе устройство выдачи выполнено с возможностью нанесения второго материала на первый материал, причем указанное устройство транспортировки является подвижным между первым и вторым устройствами выдачи, и смешивающее устройство выполнено с возможностью смешивания первого и второго материалов и с возможностью удаления первого и второго материалов с устройства транспортировки.
Подвижное устройство транспортировки может быть выполнено с возможностью смещения первого материала от первого устройства выдачи ко второму устройству выдачи. Тем самым, второй материал наносится на первый материал. Второй материал, предпочтительно, наносится в виде слоя. Первый материал также может быть нанесен в виде слоя. Слой может быть непрерывным или прерывистым.
В одном варианте выполнения первое устройство выдачи может содержать бункер и ролик, причем бункер выполнен с возможностью выдавать первый материал на ролик, и ролик выполнен с возможностью выдавать первый материал на устройство транспортировки. Второе устройство выдачи может содержать бункер, выполненный с возможностью выдачи второго материала непосредственно на указанное устройство транспортировки.
В одном варианте выполнения первое устройство выдачи может содержать бункер, выполненный с возможностью выдачи первого материала непосредственно на устройство транспортировки. Второе устройство выдачи может содержать бункер и ролик, причем бункер выполнен с возможностью выдачи второго материала на ролик, и ролик выполнен с возможностью выдачи второго материала на устройство транспортировки.
В другом варианте выполнения и первое и второе устройства выдачи могут содержать бункер и ролик соответственно, причем бункеры выполнены с возможностью выдачи первого и второго материалов соответственно на ролики, и ролики выполнены с возможностью выдачи первого и второго материалов на устройство транспортировки.
В другом варианте выполнения и первое и второе устройства выдачи могут содержать бункер, выполненный с возможностью выдачи первого и второго материалов непосредственно на устройство транспортировки.
Первый материал может содержать волокна, предпочтительно, древесные волокна. Второй материал может содержать термореактивное связующее вещество, предпочтительно, меламиноформальдегидные частицы.
Первый материал может содержать термореактивное связующее вещество, предпочтительно, меламиноформальдегидные частицы. Второй материал может содержать волокна, предпочтительно, древесные волокна.
Насыпающее оборудование может дополнительно содержать третье устройство выдачи, выполненное с возможностью выдачи третьего материала.
Третий материал может содержать износостойкие частицы или цветные пигменты.
Насыпающее оборудование может дополнительно содержать четвертое устройство выдачи, выполненное с возможностью выдачи четвертого материала.
Четвертый материал может содержать износостойкие частицы или цветные пигменты.
Подвижное устройство транспортировки может содержать насыпающую ленту. Альтернативно, подвижное устройство транспортировки может быть конвейерной лентой, например, бесконечной конвейерной лентой.
Подвижное устройство транспортировки может содержать ролик. Ролик или насыпающая лента может содержать выступы и/или впадины. Ролик или насыпающая лента может быть подвергнута травлению или содержать игольчатую ленту.
Смешивающее устройство может содержать движущуюся щетку. Смешивающее устройство выполнено с возможностью смешивания материалов и удаления материала с устройства транспортировки. Щетка может быть выполнена с возможностью колебания или вибрации для того, чтобы удалять материал с устройства транспортировки.
Во всех вариантах выполнения под слоем также предполагается слой, прерываемый, например, выступами устройства транспортировки, ролика или подложки. Таким образом, слой может быть прерывистым. Более того, во всех вариантах выполнения материал может быть материалом на основе порошка или гранулированным материалом. Термореактивное связующее вещество также может быть заменено термопластичным связующим веществом во всех вариантах выполнения.
Краткое описание чертежей
Изобретение далее будет описано в связи с предпочтительными вариантами выполнения и более подробно со ссылкой на приложенные примерные чертежи, на которых
Фиг. 1a-d иллюстрируют известную панель WFF с твердой поверхностью на основе порошка;
Фиг. 2a-c иллюстрируют известные перемалывание волокон, смешивание порошка и образование поверхностного слоя на основе порошка;
Фиг. 3а-d иллюстрируют способ производства для образования поверхности на основе порошка согласно варианту выполнения изобретения;
Фиг. 4a-b иллюстрируют вариант выполнения изобретения;
Фиг. 5a-b иллюстрируют варианты выполнения изобретения;
Фиг. 6a-c иллюстрируют варианты выполнения изобретения, где декоративная поверхность образована с помощью цифровой печати красками;
Фиг. 7a-d иллюстрируют альтернативные варианты выполнения изобретения, где декоративная поверхность образована с помощью цифровой печати связующим веществом;
Фиг. 8a-b иллюстрируют насыпающее оборудование;
Фиг. 9a-d иллюстрируют варианты выполнения способов и оборудования для насыпания;
Фиг. 10a-b иллюстрируют варианты выполнения способов и оборудования для насыпания;
Фиг. 11a-d иллюстрируют варианты выполнения способов и оборудования для насыпания.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ
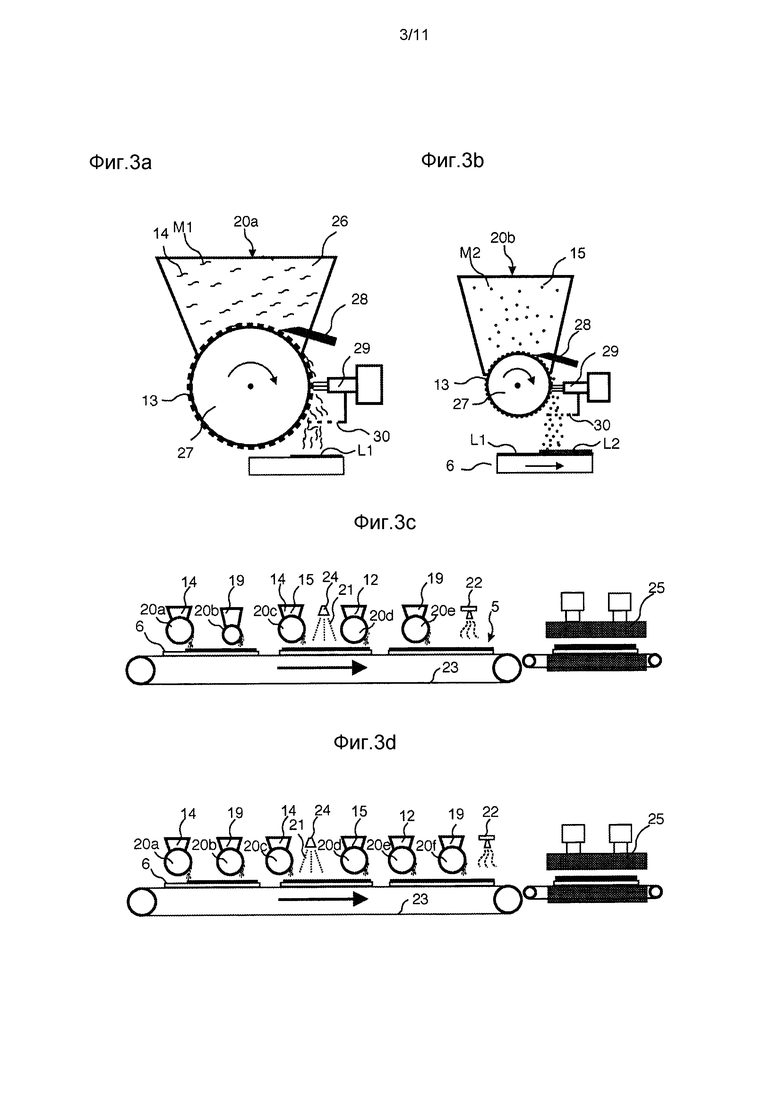
Фиг. 3a и 3b показывают два варианта выполнения насыпающего оборудования 20a, 20b, которое может использоваться для нанесения частиц первого M1 и второго M2 материалов в виде отдельных слоев L1, L2.
Фиг. 3a показывает насыпающее оборудование 20a, которое может использоваться, например, для нанесения древесных волокон 14. Насыпающее оборудование содержит бункер 26, устройство 27 выдачи, подвижное устройство 27 транспортировки, которое может быть объединено с устройством выдачи, и смешивающее устройство 29 и/или устройство 29 удаления материала. Бункер 26 подает древесноволокнистый порошок к устройству 27 выдачи, которое в этом варианте выполнения представляет собой вращающийся ролик 27, который может иметь поверхность 13 ролика, содержащую, например, иглы. Ролик может иметь диаметр, например, 20-50 см. Волокна проносятся между иглами, и так называемый ракельный нож 28 удаляет избыточные волокна с внешних частей игл так, что заданное количество волокон смещается подвижным устройством транспортировки, которое в этом варианте выполнения является устройством выдачи, по направлению к устройству удаления материала, которое может быть колеблющейся или вращающейся щеткой 29, которая удаляет волокна с ролика 27. Насыпающее оборудование может содержать одно или несколько вращающихся или колеблющихся сит 30, которые могут колебаться или вращаться в различных направлениях, и волокна распределяются равномерным слоем L1.
Фиг. 3b показывает насыпающее оборудование 20b, которое может использоваться, например, для нанесения второго слоя L2 оксида 12 алюминия или пигментов 15 или меламиноформальдегидного порошка 19 на первый слой L1. Иглы на поверхности 13 ролика, как показано на Фиг. 3a, предпочтительно заменяются структурированной роликовой поверхностью, которая может быть образована механически. Также может быть использовано травление для образования поверхности 13 ролика. Используя кислоты, основания или другие химикаты для растворения нежелательного материала, могут быть образованы сложные структуры, и поверхность 13 ролика 27 может быть выполнена с возможностью обработки определенных материалов очень точным образом. Такое высокоточное насыпающее оборудование может наносить слои в несколько г/м2. Ролик может иметь диаметр, например, 5-30 см. Вибрация может быть использована для облегчения освобождения частиц от ролика. Ракельный нож 28 может быть жестким или гибким и может иметь край, который приспособлен к поверхностной структуре ролика. Точное нанесение может быть получено без щеток или сит. Однако в некоторых случаях нанесения щетки и/или сита могут использоваться. Колеблющиеся или вращающиеся сита 30 могут быть образованы так, что они распространяют определенный материал предварительно определенным образом и они могут быть объединены с одной или несколькими сетками, которые могут использоваться для просеивания частиц перед их нанесением в виде слоя. Управляемые воздушные потоки могут быть использованы для удаления некоторых нежелательных частиц. Толщина слоя может управляться вращением ролика, положением ракельного ножа и скоростью подложки, которая предназначена для покрытия частицами, в этом варианте выполнения - сердцевины 6 панели.
Наносимое количество может управляться измерением веса образца перед и после нанесения частиц.
Гравировка резанием канавок в поверхности 13 ролика также может быть использована для образования определенной структуры на поверхности ролика 27.
Точность насыпающего оборудования может быть значительно улучшена, если насыпающее оборудование 20 выполнено главным образом с возможностью обработки одной определенной частицы или типа порошка, где большая часть или предпочтительно все частицы имеют подобную форму, размер, плотность и вес. Таким образом, каждое устройство выдачи в системе может иметь другую поверхностную структуру и/или конструкцию, например, различные типы материала поверхности, игл, травления, интервала, дизайна, рисунка и т.д., чем у других устройств выдачи в системе.
Фиг. 3c показывает способ образования поверхности 5 на основе порошка, содержащей смесь WFF согласно варианту выполнения изобретения. Пять устройств 20a-20e выдачи используются для нанесения пяти различных слоев на сердцевину 6. Первое устройство 20a выдачи может наносить древесные волокна 14, второе устройство 20b выдачи может наносить термореактивное связующее вещество, например, меламиноформальдегидный порошок 19, третье устройство 20c выдачи может наносить смесь древесных волокон 14 и пигментов 15, четвертое устройство 20d выдачи может наносить износостойкие частицы, например, оксид 12 алюминия, и пятое устройство 20e выдачи может наносить термореактивное связующее вещество, например, меламиноформальдегидный порошок 19. Только одно устройство 20c выдачи наносит смешанный материал, который в этом случае главным образом является древесными волокнами 14 и определенными пигментами 15. Такую смесь достаточно просто обрабатывать, так как небольшие пигменты, которые смешиваются с древесными волокнами, настолько малы, что они не будут изменять размеры или характер древесных волокон и механическую обработку таких пигментных смешанных волокон в насыпающем оборудовании. Все другие установки могут быть выполнены с возможностью обработки главным образом одного определенного материала оптимальным образом. Одно устройство 20a выдачи выполнено с возможностью обработки древесноволокнистого материала, два устройства 20b, 20e выдачи выполнены с возможностью обработки меламиноформальдегидных частиц, и одно устройство 20d выдачи выполнено с возможностью обработки частиц оксида алюминия. Способ производства содержит промежуточный стабилизирующий блок 24, который наносит воду 21 на порошковую смесь, и нагревательное устройство 22 с предпочтительными IR лампами, где вода 21 высушивается перед прессованием в прессе 25.
Предпочтительно, слои содержат исключительно один тип материала. Однако улучшенные функции также могут быть достигнуты, если слои предпочтительно содержат главным образом один материал, что означает по меньшей мере 50% по весу одного типа материала, или даже, более предпочтительно, по существу один тип материала, что означает более 80% общего веса наносимого слоя.
Фиг. 3d показывает, что отдельные устройства выдачи могут наносить все материалы в смеси WFF в виде отдельных слоев. Два устройства 20a, 20c выдачи выполнены с возможностью обработки древесноволокнистого материала 14, два устройства 20b, 20f выдачи выполнены с возможностью обработки меламиноформальдегидных частиц 19, одно устройство 20e выдачи выполнено с возможностью обработки частиц 12 оксида алюминия, и одно устройство 20d выдачи выполнено с возможностью обработки цветных пигментов 15. Такая производственная линия будет исключить необходимость в смешивании порошка. Это обеспечивает более низкие расходы и увеличенную гибкость. Содержание материала и состав поверхностного слоя 5 могут быть изменены только путем увеличения или уменьшения скорости устройства выдачи. Более высокое содержание, например, оксида алюминия или меламиноформальдегида и более низкое содержание пигментов и волокон могут быть получены в течение нескольких секунд. Дорогостоящая очистка контейнеров смешивания может быть исключена.
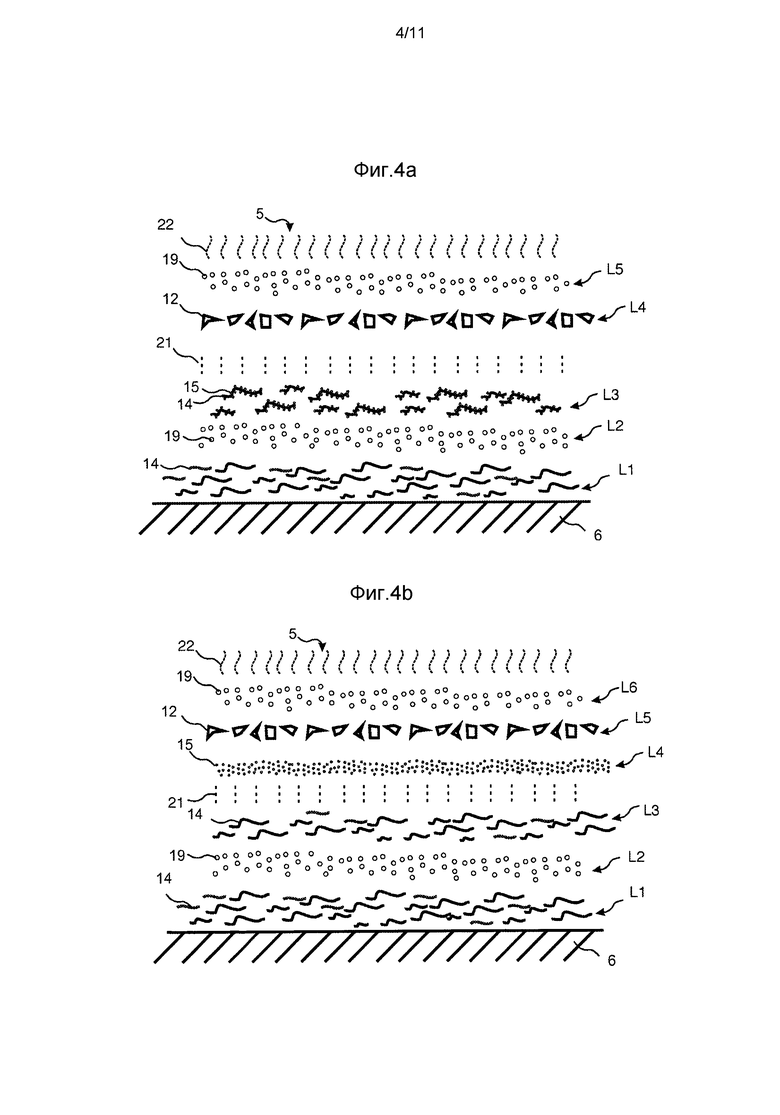
Фиг. 4a показывает вариант выполнения изобретения, где поверхностный слой 5 образован пятью отдельными слоями L1-L5 древесных волокон 14, меламиноформальдегидных частиц 19, древесных волокон, смешанных с пигментами 14, 15, оксида 12 алюминия и меламиноформальдегидных частиц, как описано на Фигуре 3c. Первый слой L1 содержит главным образом древесные волокна 14. Второй слой L2 содержит главным образом меламиноформальдегидные частицы 19. Третий слой L3 содержит главным образом древесные волокна 14, смешанные с пигментами 15. Вода 21 наносится на волокна 14, смешанные с пигментами 15 третьего слоя L3. Наносится четвертый слой L4 главным образом оксида 12 алюминия. После этого наносится пятый слой L5 главным образом меламиноформальдегидного порошка 19. Все слои нагреваются, например, IR лампами 22 в качестве конечного этапа перед прессованием. Меламиноформальдегидные частицы 19 будут расплавляться во время прессования, и жидкое меламиноформальдегидное связующее вещество будет плавать вверх и вниз, и смесь будет полностью пропитываться, отверждаться и соединяться с сердцевиной 6. Частицы 12 алюминия будут спрессовываться в порошок меламиноформальдегидным слоем L5 во время начального этапа операции прессования.
Фиг. 4b показывает вариант выполнения, подобный варианту выполнения, показанному на Фиг. 4a. Основная разница заключается в том, что древесные волокна 14 и цветные пигменты 15 нанесены в виде отдельных слоев. Эта поверхность, образуемая шестью различными слоями L1-L6, наносимыми друг на друга, соответствует способу производства, показанному на Фигуре 3d. Первый слой L1 содержит главным образом древесные волокна 14. Второй слой L2 содержит главным образом меламиноформальдегидные частицы 19. Третий слой L3 содержит главным образом древесные волокна 14. Вода 21 наносится на волокна 14 третьего слоя L3. Образуется четвертый слой L4 главным образом пигментов 15. Образуется пятый слой L5 главным образом оксида 12 алюминия. После этого образуется шестой слой L6 главным образом меламиноформальдегидного порошка 19. Все слои нагреваются, например, IR лампами 22 в качестве конечного этапа перед прессованием.
Древесные волокна обычно являются наиболее трудными частицами для насыпания. Свойства насыпания могут быть значительно улучшены, если волокна пропитываются термореактивным связующим веществом, например, меламиноформальдегидом или формальдегидом мочевины, и высушиваются перед насыпанием. Может быть получена увеличенная плотность, и может быть уменьшено прилипание между отдельными волокнами. Основное содержание связующего вещества, например, 10-20% или 10-40% может быть нанесено пропитанными волокнами и более конкретными, и увеличенное содержание связующего вещества, приспособленное к свойствам различных слоев, может быть нанесено отдельным насыпанием высушенных распылением частиц связующего вещества. Пропитанные волокна также могут содержать цветные пигменты и могут использоваться в качестве основного слоя, который покрывает плиту и обеспечивает основной печатный слой для цифровой печати. Несколько различных декоров, напечатанных цифровым образом, могут иметь одинаковый печатный слой с одинаковым основным цветом.
Насыпание отдельного слоя может быть использовано для оптимизации содержаний связующего вещества и типов связующего вещества. Нижние слои могут содержать более низкое содержание связующего вещества, чем верхние слои. Нижние слои также могут содержать другие типы связующих веществ, например, мочевину или фенолформальдегидные связующие вещества, и верхний слой может содержать меламиноформальдегидные связующие вещества.
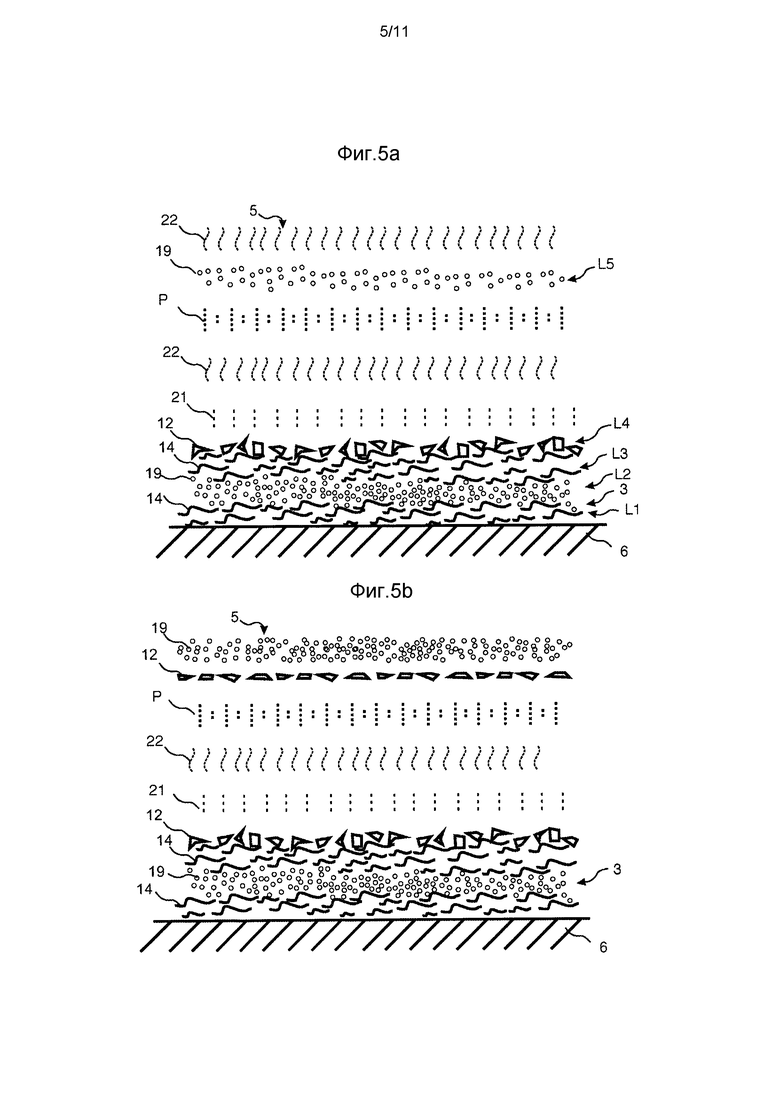
Фиг. 5a и 5b показывает варианты выполнения, где пять отдельных слоев L1-L5 объединены с цифровым отпечатком P, где пигментные чернила вводятся в порошок. Очистка устройств выдачи может быть исключена. Фиг. 5a показывает, что меламиноформальдегидный слой L5 может покрывать цифровой отпечаток. Фиг. 5b показывает, что цифровой отпечаток P может быть покрыт порошковым покрытием, содержащим оксид 12 алюминия и меламиноформальдегидные частицы 19. Предпочтительно, отбеленные прозрачные древесные волокна также могут быть нанесены на отпечаток P. Оба варианта выполнения могут иметь нижний слой 3, содержащий первый слой L1 главным образом древесных волокон 14, второй слой L2 главным образом меламиноформальдегидного связующего вещества 19, третий слой L3 главным образом древесных волокон 14 и предпочтительно четвертый слой L4 главным образом частиц 12 оксида алюминия. Могут быть применены вода 21 и IR лампы 22.
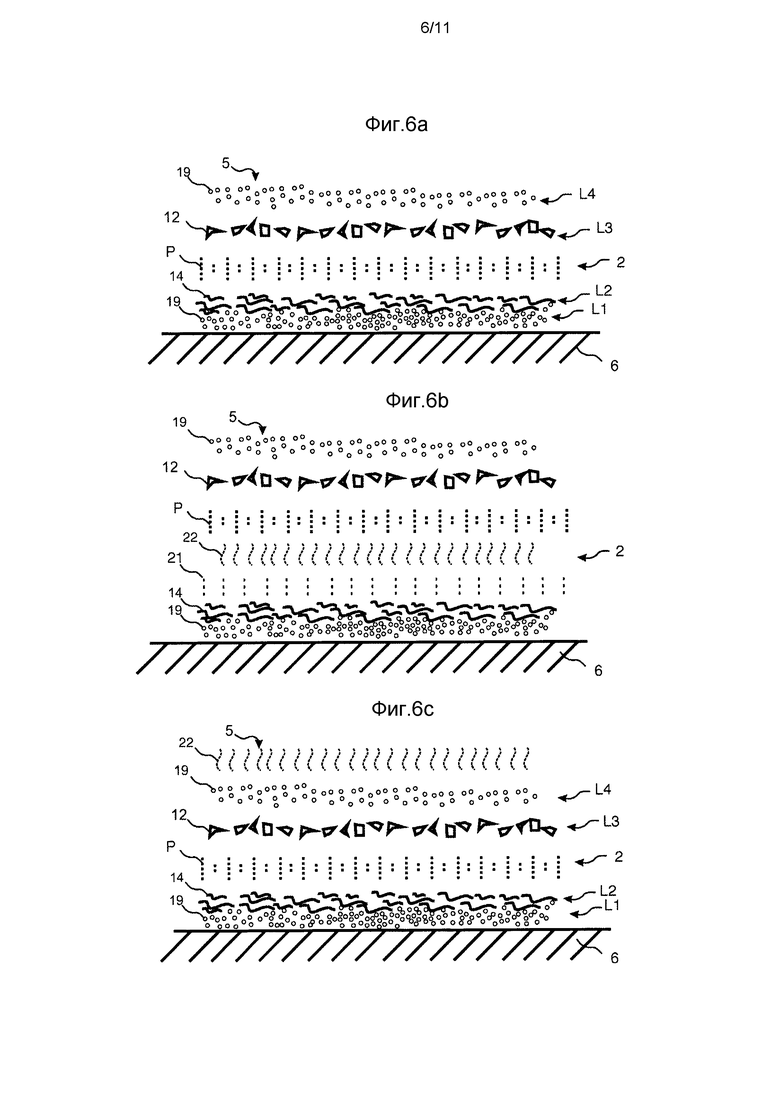
Фиг. 6a-6c показывают варианты выполнения, содержащие поверхность 5 с цифровым отпечатком и смесь WFF только с верхним слоем 2, содержащим древесные волокна 14, меламиноформальдегидный порошок 19 и частицы 12 оксида алюминия. Меламиноформальдегидный порошок 19 в этом варианте выполнения наносится между сердцевиной 6 и древесными волокнами 14. Фиг. 6a показывает, что вода не требуется, так как чернила, которые обеспечивают цифровой отпечаток, могут быть на основе воды и могут стабилизировать порошок без какого-либо дополнительного нагрева перед прессованием. Фиг.6b показывает цифровой отпечаток P, нанесенный на высушенную порошковую поверхность. Фиг. 6c показывает, что вода из цифрового отпечатка может быть высушена IR и/или UV светом 22 перед прессованием.
Двухэтапный процесс также может быть использован для образования поверхности 5 с цифровым отпечатком P. Пигменты 15 и жидкое вещество 21 цифровых чернил наносятся отдельно. Преимущество заключается в том, что головка цифровой печати должна наносить только жидкое вещество. Пигменты или красители наносятся отдельно в виде сухого порошка. Основное преимущество заключается в том, что более крупные пигменты или красители могут быть нанесены, которые не должны обрабатываться головкой цифровой печати, и такие красители значительно проще обслуживать насыпающим устройством, как описано на Фиг.3b.
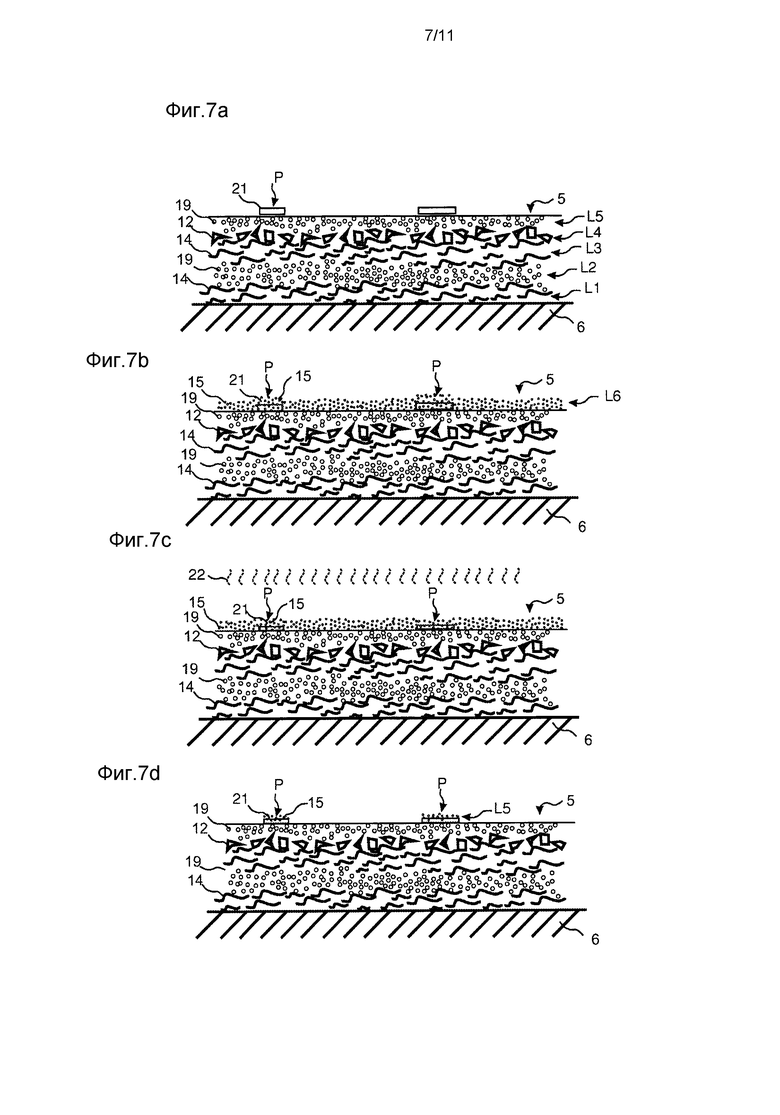
Фиг. 7a показывает, что рисунок или изображение P может быть образовано цифровым образом головкой чернил, которая наносит только связующее вещество 21 на поверхность. Связующее вещество может быть водой, которая смешивается высушенным меламиноформальдегидным связующим веществом смеси WFF, когда капли воды наносятся на порошковую смесь. Пигменты 15 наносятся случайным образом на рисунок, как показано на Фиг. 7b, и связующее вещество может быть высушено, например, IR лампой, которая показана на Фиг. 7c. Высушенное связующее вещество 21 соединяет некоторые пигменты, которые образуют такой же рисунок, что и связующее вещество, тогда как другие несвязанные пигменты удаляются, например, воздушным потоком, как показано на Фиг.7d. Второй цвет со вторым рисунком связующего вещества может быть нанесен рядом с первым рисунком или частично или полностью над первым рисунком. Защитный слой, например, меламиноформальдегидных частиц и оксида алюминия, который показан в предыдущих вариантах выполнения, может покрывать напечатанный образец. Сердцевина 6 с напечатанным изображением P после этого прессуется в прессе 25, который может быть непрерывным или прерывистым прессом.
Этот двухэтапный процесс, где пигменты и жидкое связующее вещество наносятся отдельно, может обеспечивать изображение с таким же качеством, что и традиционная технология цифровой печати. Однако стоимость связующего вещества и цветных пигментов значительно ниже, чем у традиционных цифровых чернил.
Связующее вещество 21 может наноситься на пигменты 15 или пигменты 15 могут быть нанесены на связующее вещество 21. Пигменты также могут быть связаны цифровым образом с рисунком лазерным лучем, который связывает некоторые пигменты с поверхностью плавлением или отверждением связующего вещества, которое может быть смешано с пигментами или быть включено в поверхности под пигментами. Создаваемый цифровым способом отпечаток получается, когда удаляются несвязанные пигменты.
Связующее вещество 21 может содержать термореактивное или термопластичное связующее вещество.
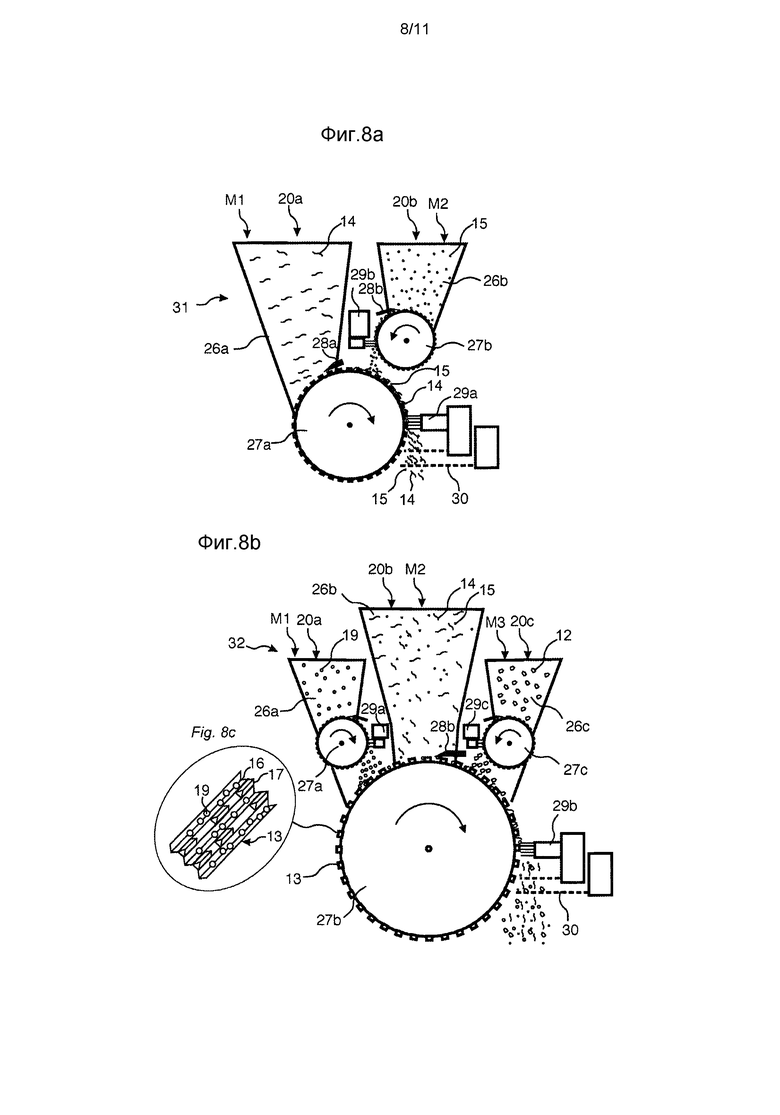
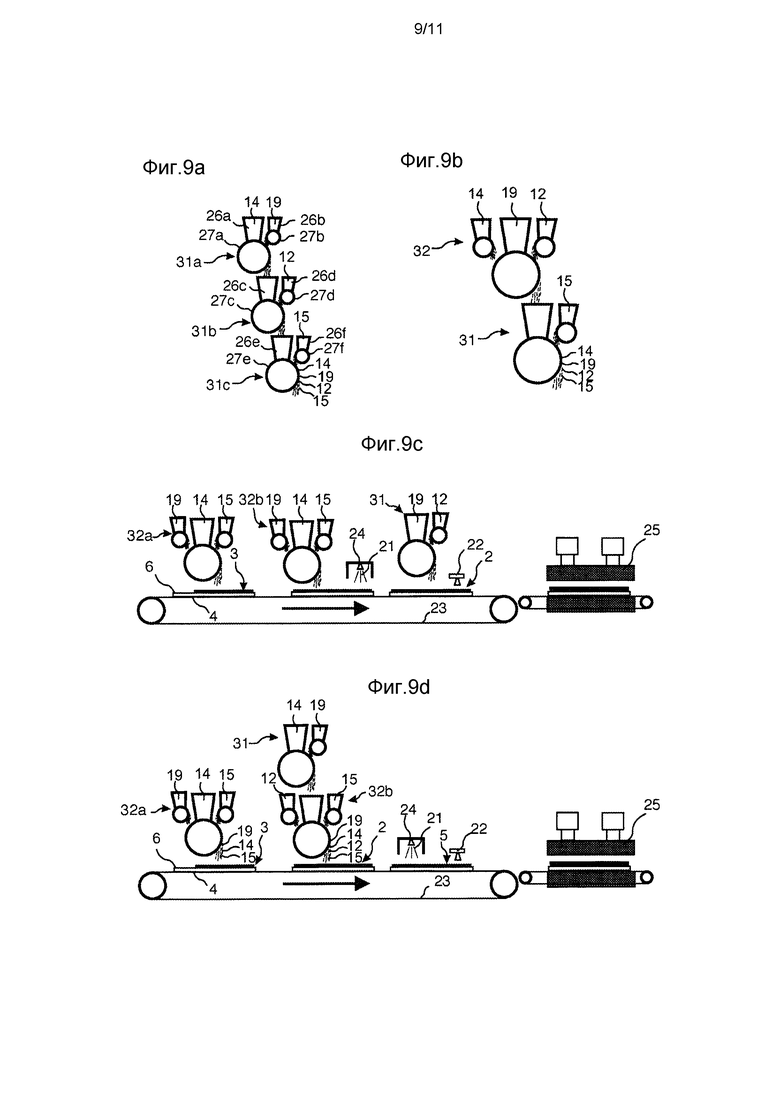
Фиг. 8a показывает двойное насыпающее оборудование 31, которое может использоваться для смешивания и нанесения двух различных материалов. Двойное насыпающее оборудование содержит первое устройство 20a выдачи и первое подвижное устройство транспортировки, которое может быть первым роликом 27a, и второе устройство 20b выдачи и второе подвижное устройство транспортировки, которое может быть вторым роликом 27b. Первый ролик 27a может иметь другую поверхностную структуру и/или конструкцию, например, различные типы материала поверхности, игл, травления, интервала, дизайна, рисунка и т.д., чем у второго ролика 27b. Устройства 27a, 27b транспортировки используются для смещения первого M1 и второго M2 материалов от бункеров 26a, 26b подачи. Второй ролик 27b выполнен с возможностью смещения второго материала M2 на первый ролик 27a. Тем самым, второй материал M2 наносится на первый материал M1. Первый и второй материалы могут быть, например, древесными волокнами 14 и цветными пигментами 15. Может использоваться любая другая совокупность материалов. Первый ролик 27a смещает заданное количество волокон 14, например, количество, которое соответствует 100 г/м2. Второй ролик 27b наносит второй материал на первый ролик 27a, который, например, соответствует количеству пигментов 15 10 г/м2. Эти два материала M1, M2 находятся на первом этапе, нанесенные в виде по существу отдельных слоев, и после этого смешиваются, когда они проходят колеблющуюся и/или вращающуюся щетку 29a и, предпочтительно, одно или несколько колеблющихся и/или вращающихся сит 30. Двойное насыпающее оборудование 31 может быть использовано для смешивания и нанесения всех совокупностей различных материалов. Волокна 14 и меламиноформальдегидные частицы 19 могут, например, быть смешаны и нанесены в качестве защитного слоя или нижнего слоя. Меламиноформальдегид 19 и оксид 12 алюминия могут быть смешаны и нанесены в качестве, например, порошкового покрытия. Высокоточное смешивание и нанесение могут быть получены гибким образом, так как увеличение или уменьшение скорости первого и второго роликов может регулировать относительные количества материалов в конечной смеси.
Фиг.8b показывает тройное насыпающее оборудование 32, которое содержит три взаимодействующих устройства 20a, 20b, 20c подачи с тремя бункерами 26a, 26b, 26c подачи материала и тремя устройствами 27a, 27b, 27c транспортировки материала, которые в показанном варианте выполнения являются роликами. Первый ролик 27a может наносить первый материал M1, например, меламиноформальдегидные частицы 19, на второй ролик 27b. Этот второй ролик может содержать структурированную поверхность 13 с выступами 17 и канавки или впадины 16, как показано на Фиг.8c. Меламиноформальдегидные частицы могут быть нанесены во впадинах 16, и после этого они перемещаются во второй бункер 26b, где второй материал M2, который может быть древесными волокнами 14, наносится в виде слоя на меламиноформальдегидные частицы 19. Второй бункер 26b содержит главным образом волокна, и только небольшое количество меламиноформальдегидных частиц перемещается через второй бункер 26b. Количество волокон, которое наносится на первый слой материала, может регулироваться с помощью ракельного ножа 28b, и структура поверхности ролика может быть приспособлена к типу материалов, которые ролик должен обрабатывать. Второй ролик смещает два материала под третье устройство 20c выдачи, где третий слой М3 материала может быть нанесен, такого как, например, частицы алюминия. Все эти три материала 19, 14, 12 по существу наносятся в виде трех отдельных слоев, когда они достигают щетку, предпочтительно, колеблющуюся щетку 29b, которая смешивает материалы, когда она перемещается взад и вперед боком поперек насыпающего ролика 27b. Одно или несколько колеблющихся сит 30 могут быть использованы для улучшения смешивания трех материалов, и может быть получена высокоточная смесь.
Одно или несколько двойных 31a, 31b, 31c и/или тройных 32a, 32b насыпающих оборудований могут быть объединены так, что одно из оборудований насыпает смешанный материал в другой блок, где дополнительные материалы могут быть добавлены, и новая смесь может быть произведена. Это показано на Фиг. 9a и 9b. Готовая смесь WFF, содержащая волокна 14, связующие вещества 19, пигменты 15 и износостойкие частицы 12, может быть получена с помощью трех двойных насыпающих оборудований 31a, 31b, 31c или с помощью одного тройного насыпающего оборудования 32 и одного двойного насыпающего оборудования 31, как показано на Фигуре 9b. Только одно из устройств выдачи используется для нанесения пигментов 15, и это будет значительно уменьшать время очистки, когда выполняется изменение цвета.
Фиг. 9c показывает производственную линию, где нижний слой 3, содержащий связующие вещества 19, волокна 14 и пигменты 15, наносится первым тройным насыпающим оборудованием 32a. Второе тройное насыпающее оборудование 32b наносит такой же тип материалов на нижний слой. После этого смесь опрыскивается водой 21, и порошковое покрытие, содержащее меламиноформальдегид 19 и оксид 12 алюминия, наносится двойным насыпающим оборудованием 31 в качестве защитного слоя так, что получается верхний слой 2. Смесь высушивается с помощью, например, IR ламп 22, и отверждается под нагревом и давлением в прессе 25.
Фиг. 9d показывает, что подобная смесь может быть нанесена, используя одно тройное насыпающее оборудование 32a в совокупности с одним много-насыпающим оборудованием, которое в этом варианте выполнения содержит двойное насыпающее оборудование 31, которое насыпает участок смеси в тройное насыпающее оборудование 32b.
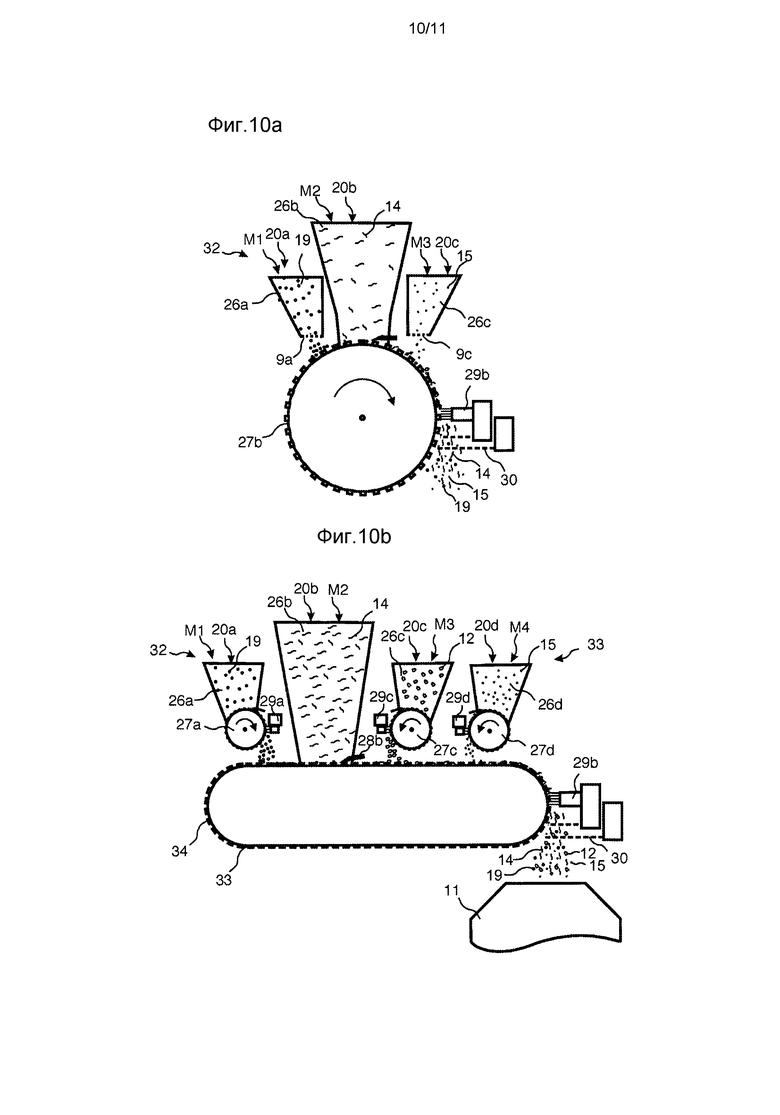
Фиг. 10a показывает тройное насыпающее оборудование 32, которое, например, может быть использовано для нанесения смеси, где не требуется высокоточное насыпание, например, смеси, которая может использоваться для образования защитного слоя 4 или нижнего слоя 3. Движущаяся часть или ролики первого 20a и третьего 20c устройств выдачи были заменены сетками 9a, 9c и бункерами 26a, 26c колебания, которые перемещаются взад и вперед и распространяют материал на подвижном устройстве 27b транспортировки, которое может быть роликом.
Фиг. 10b показывает, что ролик 27 может быть заменен насыпающей лентой 33 в качестве подвижного устройства транспортировки. Это допускает, что несколько отдельных устройств 20a, 20b, 20c, 20d выдачи могут быть использованы для нанесения различных материалов M1, M2, МЗ, M4 в виде слоев на насыпающую ленту 33, которая может служить в качестве подвижного устройства транспортировки и устройства выдачи. Один или несколько слоев могут быть смещены в главный бункер 26b подачи материала, и несколько слоев могут быть нанесены на материал, который смещается и перемещается от главного бункера 26b. Одна или несколько щеток 29b и сит 30 могут быть использованы для выполнения конечного смешивания материалов 19, 14, 12, 15, которые наносятся в виде отдельных слоев. Насыпающая лента 33 допускает, что многие отдельные насыпающие установки могут быть объединены, и может быть достигнуто высокопроизводительное смешивание. Насыпающая лента может быть использована для нанесения материалов на сердцевину или в качестве установки смешивания, которая наносит смесь в, например, контейнер 11 смешивания или резервуар транспортировки.
Несколько устройств выдачи, содержащих различные цветные пигменты, могут быть использованы для нанесения различных пигментов локально на насыпающую ленту 33. Когда щетка 29 смешивает такие пигменты, могут быть получены различные дизайны, подобные камню или кафелю.
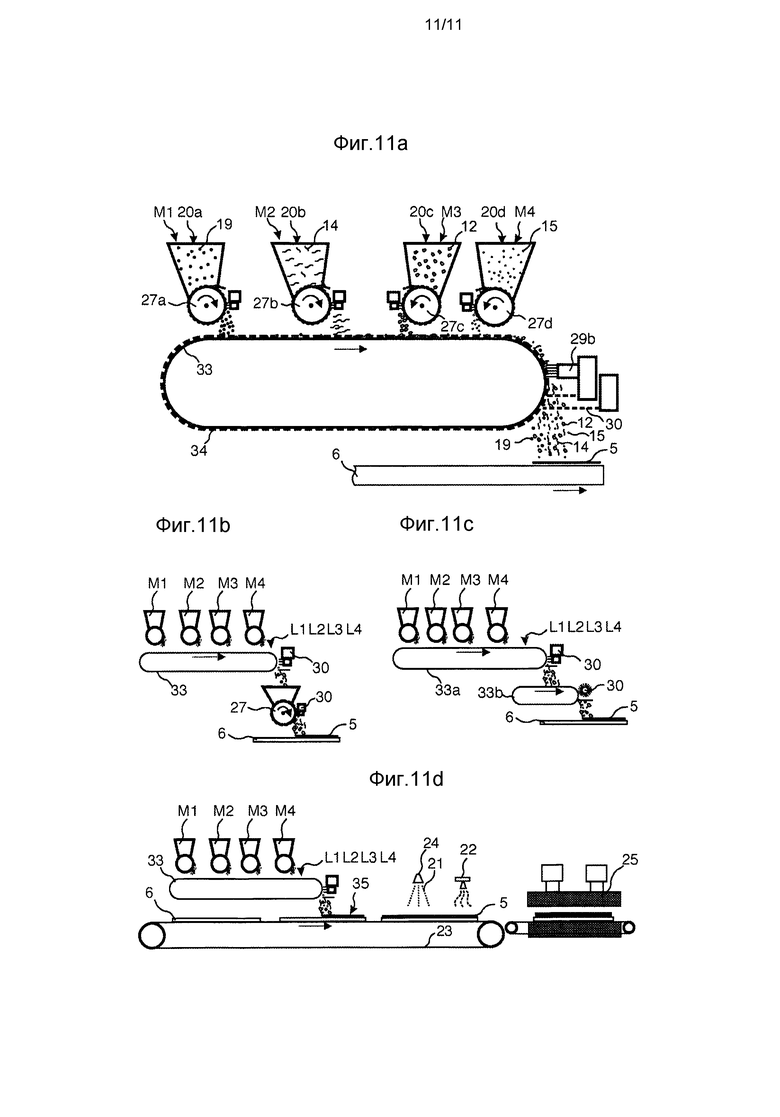
Фиг. 11a показывает, что главный бункер 26b подачи материала может быть заменен отдельным устройством выдачи с роликом 27b, подобным другим блокам, и все слои могут быть насыпаны на насыпающую ленту 33 бесконтактным способом, когда только частицы наносятся на насыпающую ленту 33. Насыпающая лента 33 в этом варианте выполнения используется только в качестве подвижного устройства транспортировки и не используется в качестве устройства выдачи. Насыпающее оборудование может, например, содержать четыре устройства выдачи, и готовая смесь WFF с волокнами 14, связующими веществами 19, пигментами 15 и износостойкими частицами 12 может быть получена с помощью бесконтактного насыпания на насыпающую ленту 33.
Бесконтактный процесс допускает, что очень простые насыпающие ленты могут использоваться, и никакие иглы или определенные поверхностные структуры не требуются в некоторых случаях применения. Насыпающая лента может быть изготовлена из металла или пластика или совокупности таких материалов и может иметь поверхностную структуру, подобную поверхностным структурам, которые описаны для роликов. Поверхность 34 ленты может быть образована травлением и может содержать иглы и канавки. Сита и сети также могут быть использованы. Все такие структурированные поверхности 34 лент будут в общем улучшать качество смешивания, когда щетки или другие подобные механические устройства смешивают и удаляют слои.
Насыпание с помощью насыпающей ленты делает возможным использование оперативное измерение веса частиц, которые наносятся, путем измерения изменений веса насыпающей ленты.
Фиг. 11b и 11c показывают, что насыпающая лента 33, 33a может быть использована для нанесения частиц на ролик 27 или на вторую насыпающую ленту 33b. Такое производственное оборудование и способ могут быть использованы для улучшения смешивания частиц, которые будут смешиваться дважды, когда они проходят вращающиеся или колеблющиеся щетки 30.
Фиг. 11d показывает производственную линию с ленточным насыпающим блоком 33, который может быть использован для нанесения готовой смеси WFF на сердцевину 6. Смесь опрыскивается водой 21 и высушивается IR лампами 22, горячим воздухом или подобным перед прессованием.
Все описанные варианты выполнения могут быть объединены, и единственное, двойное или тройное насыпающее оборудование может, например, использоваться для нанесения смеси на насыпающую ленту 33, и лента может быть использована для улучшения смешивания, увеличения производительности или только в качестве устройства измерения для измерения веса частиц, которые наносятся.
Экономия материалов может быть достигнута с помощью насыпающей ленты. Отдельная смесь с цветными пигментами может быть нанесена частично на насыпающую ленту, где будут образованы краевые участки панели, и нижний слой может иметь цветные пигменты только на краях, которые являются видимыми, когда, например, образованы фаски.
Все ссылки на слои означают участки материала с толщиной или вертикальным продолжением, которое намного меньше, чем горизонтальное продолжение, и где средняя толщина обычно одинакова между различными участками. Предпочтительная средняя толщина наносимых слоев может быть менее 3 мм. Некоторые слои могут иметь среднее вертикальное продолжение менее 1,0 мм. Слой может содержать части, которые не соединены, например, когда частицы нанесены между иглами или выступами, которые содержат поверхностные участки устройств выдачи или устройств транспортировки.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАЛАНСИРУЮЩИЙ СЛОЙ НА ПОРОШКООБРАЗНОЙ ОСНОВЕ | 2012 |
|
RU2591466C2 |
| ЦИФРОВАЯ ПЕЧАТЬ СВЯЗУЮЩИМ | 2013 |
|
RU2643975C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНОЙ ПАНЕЛИ | 2013 |
|
RU2604482C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ИЗДЕЛИЯ И ПАНЕЛЬ ПОЛА | 2012 |
|
RU2608416C2 |
| ПАНЕЛИ НА ОСНОВЕ ДРЕВЕСНЫХ ВОЛОКОН С ИЗНОСОСТОЙКОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2483867C2 |
| СПОСОБ ПРОИЗВОДСТВА СЛОЯ | 2012 |
|
RU2595661C2 |
| ПАНЕЛИ НА ОСНОВЕ ДРЕВЕСНЫХ ВОЛОКОН С ИЗНОСОСТОЙКОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2628514C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА, ПОКРЫТОГО ШПОНОМ, И ТАКОЙ ЭЛЕМЕНТ, ПОКРЫТЫЙ ШПОНОМ | 2015 |
|
RU2687440C2 |
| ПОРОШКОВАЯ СМЕСЬ И СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНОЙ ПАНЕЛИ | 2012 |
|
RU2595712C2 |
| ЦИФРОВАЯ ПЕЧАТЬ ПРОЗРАЧНЫМИ БЕСЦВЕТНЫМИ ЧЕРНИЛАМИ | 2014 |
|
RU2667589C2 |
Группа изобретений относится к деревообрабатывающей промышленности, в частности к нанесению декоративной поверхности на панель. Формируют первый, второй и третий слои. Первый слой содержит волокна, второй слой - износостойкие частицы, третий слой - частицы термореактивного связующего вещества. Во втором варианте выполнения формируют первый слой первого материала, наносят второй слой второго материала на первый слой, смешивают первый и второй слои в смесь и наносят на подложку. Насыпающее оборудование содержит первое устройство выдачи, второе устройство выдачи, подвижное устройство транспортировки и смешивающее устройство. Первое устройство выдачи выполнено с возможностью нанесения первого материала на устройство транспортировки. Второе устройство выдачи выполнено с возможностью нанесения второго материала на первый материал. Смешивающее устройство выполнено с возможностью смешивания первого и второго материалов и удаления первого и второго материалов с устройства транспортировки. Упрощается процесс формирования поверхностного слоя панели. 3 н. и 31 з.п. ф-лы, 11 ил.
1. Способ формирования поверхностного слоя (5), содержащего первый, второй и третий слои (L1, L2, L3), причем способ содержит этапы, на которых: формируют первый слой (L1), содержащий главным образом волокна (14), формируют второй слой (L2), содержащий главным образом износостойкие частицы (12), и формируют третий слой (L3), содержащий главным образом частицы термореактивного связующего вещества (19).
2. Способ по п. 1, в котором первый слой (L1) наносят на подложку, предпочтительно, сердцевину (6).
3. Способ по п. 2, в котором сердцевина (6) представляет собой плиту на древесноволокнистой основе, предпочтительно, плиту HDF.
4. Способ по п. 2 или 3, в котором поверхностный слой и сердцевина образуют панель (1), предпочтительно, панель пола.
5. Способ по п. 1 или 2, в котором волокна (14) представляют собой древесные волокна.
6. Способ по п. 1 или 2, в котором термореактивное связующее вещество (19) представляет собой меламиноформальдегидное связующее вещество, предпочтительно, в форме порошка.
7. Способ по п. 1 или 2, в котором износостойкие частицы (12) представляют собой частицы оксида алюминия.
8. Способ по п. 1 или 2, в котором второй слой (L2) наносят на первый слой (L1), и третий слой (L3) наносят на второй слой (L2).
9. Способ по п. 1 или 2, в котором первый, второй и третий слои (L1, L2, L3) содержат по существу один материал с содержанием материала по меньшей мере около 80% от общего веса слоя.
10. Способ по п. 1 или 2, в котором первый слой (L1) содержит цветные пигменты (15) и по меньшей мере около 80% по весу древесных волокон (14).
11. Способ формирования поверхностного слоя (5) на подложке (6), причем способ содержит этапы, на которых: формируют первый слой (L1) первого материала (M1), наносят второй слой (L2) второго материала (M2) на первый слой (L1), смешивают первый и второй слои (L1, L2) в смесь, содержащую первый (M1) и второй (M2) материалы, и наносят смесь на подложку (6) для формирования поверхностного слоя (5).
12. Способ по п. 11, в котором первый и второй слои (L1, L2) наносят на подвижное устройство (27a-d; 33) транспортировки.
13. Способ по п. 11 или 12, в котором подложка представляет собой сердцевину (6), предпочтительно, сердцевину на древесноволокнистой основе, например, плиту HDF.
14. Способ по п. 13, в котором сердцевина (6) и поверхностный слой (5) образуют панель (1), предпочтительно, панель пола.
15. Способ по п. 11 или 12, в котором первый материал (M1) содержит волокна (14), предпочтительно, древесные волокна, и второй материал (M2) содержит термореактивное связующее вещество (19), предпочтительно, меламиноформальдегидные частицы.
16. Способ по п. 11 или 12, в котором первый материал (M1) содержит термореактивное связующее вещество (19), предпочтительно, меламиноформальдегидные частицы, и второй материал (M2) содержит волокна (14), предпочтительно, древесные волокна.
17. Способ по п. 11 или 12, дополнительно содержащий этап, на котором формируют третий слой (L3) третьего материала (М3).
18. Способ по п. 17, в котором третий материал (М3) содержит износостойкие частицы (12) или цветные пигменты (15).
19. Способ по п. 11 или 12, дополнительно содержащий этап, на котором формируют четвертый слой (L4) четвертого материала (M4).
20. Способ по п. 19, в котором четвертый материал (M4) содержит износостойкие частицы (12) или цветные пигменты (15).
21. Насыпающее оборудование для смешивания первого (M1) и второго (M2) материалов, причем оборудование содержит первое устройство (20a) выдачи, второе устройство (20b) выдачи, по меньшей мере одно подвижное устройство (27a; 27b; 33) транспортировки, и смешивающее устройство (29a; 29b), причем первое устройство (20a) выдачи выполнено с возможностью нанесения первого материала (M1) на указанное устройство (27a; 27b; 33) транспортировки, второе устройство (20b) выдачи выполнено с возможностью нанесения второго материала (M2) на первый материал (M1), указанное устройство (27a; 27b; 33) транспортировки является подвижным между первым и вторым устройствами (20a, 20b) выдачи, и смешивающее устройство (29a, 29b) выполнено с возможностью смешивания первого и второго материалов (M1, M2) и с возможностью удаления первого и второго материалов (M1, M2) с указанного устройства (29a; 29b) транспортировки.
22. Насыпающее оборудование по п. 21, в котором первое устройство (20a) выдачи содержит бункер (26a) и ролик (27a), причем бункер (26a) выполнен с возможностью выдачи первого материала (M1) на ролик (27a), и ролик (27a) выполнен с возможностью выдачи первого материала (M1) на указанное устройство (27b; 33) транспортировки, и второе устройство (20b) выдачи содержит бункер (26b), выполненный с возможностью выдачи второго материала (M2) на указанное устройство (27b; 33) транспортировки.
23. Насыпающее оборудование по п. 21, в котором первое устройство (20a) выдачи содержит бункер (26a), выполненный с возможностью выдачи первого материала (M1) на указанное устройство (27a; 33) транспортировки, и второе устройство (20b) выдачи содержит бункер (26b) и ролик (27b), причем бункер (26b) выполнен с возможностью выдачи второго материала (M2) на ролик (27b), и ролик (27b) выполнен с возможностью выдачи второго материал (M2) на указанное устройство (27a; 33) транспортировки.
24. Насыпающее оборудование по п. 21, в котором и первое, и второе устройства (20a, 20b) выдачи содержат бункер (26a, 26b) и ролик (27a, 27b) соответственно, причем бункеры (26a, 26b) выполнены с возможностью выдачи первого и второго материалов (M1, M2) соответственно на ролики (27a, 27b), и ролики (27a, 27b) выполнены с возможностью выдачи первого и второго материалов (M1, M2) на указанное устройство (33) транспортировки.
25. Насыпающее оборудование по п. 21, в котором и первое, и второе устройства (20a, 20b) выдачи содержат бункер (26a, 26b), выполненный с возможностью выдачи первого и второго материалов (M1, M2) на указанное устройство (27b; 33) транспортировки.
26. Насыпающее оборудование по любому из пп. 21-25, в котором первый материал (M1) содержит волокна (14), предпочтительно, древесные волокна, и второй материал (M2) содержит термореактивное связующее вещество (19), предпочтительно, меламиноформальдегидные частицы.
27. Насыпающее оборудование по любому из пп. 21-25, в котором первый материал (M1) содержит термореактивное связующее вещество (19), предпочтительно, меламиноформальдегидные частицы, и второй материал (M2) содержит волокна (14), предпочтительно, древесные волокна.
28. Насыпающее оборудование по любому из пп. 21-25, дополнительно содержащее третье устройство (20c) выдачи, выполненное с возможностью выдачи третьего материала (М3).
29. Насыпающее оборудование по п. 28, в котором третий материал (М3) содержит износостойкие частицы (12) или цветные пигменты (15).
30. Насыпающее оборудование по любому из пп. 21-25, дополнительно содержащее четвертое устройство (20d) выдачи, выполненное с возможностью выдачи четвертого материала (M4).
31. Насыпающее оборудование по п. 30, в котором четвертый материал (M4) содержит износостойкие частицы (12) или цветные пигменты (15).
32. Насыпающее оборудование по любому из пп. 21-25, в котором указанное устройство транспортировки содержит насыпающую ленту (33).
33. Насыпающее оборудование по любому из пп. 21-25, в котором указанное устройство транспортировки содержит ролик (27a; 27b).
34. Насыпающее оборудование по любому из пп. 21-25, в котором смешивающее устройство содержит движущуюся щетку (29a, 29b).
| WO 2009065769 A2, 28.05.2009 | |||
| US 2010092731 A1, 15.04.2010 | |||
| WO 2009124704 A1, 15.10.2009 | |||
| RU 2010125230 A, 27.12.2011 | |||
| Штамп для изготовления шаров | 1952 |
|
SU98825A1 |

