Область техники
Настоящее изобретение касается устройства для механической разгрузки секционных кассет, содержащих стержнеобразные элементы и используемых для транспортировки таких элементов от изготавливающей машины к приемной машине или для временного хранения элементов.
Уровень техники
В табачной промышленности часто используют кассеты (т.е. лотки с отделениями), служащие как для транспортировки сигарет или сигар от сигаретоделательной машины к упаковочной машине, так и для транспортировки и/или временного хранения фильтрующих стержней в производственном процессе. Для этой цели обычно используют односекционные лотки в виде кубических элементов без одной боковой стенки и верхней стенки и также (много)секционные кассеты, внутреннее пространство которых поделено на секции посредством вертикальных внутренних перегородок. Подача стержнеобразных элементов на рабочие станции производится после их разгрузки в разгрузчике кассет. В случае с широко используемыми односекционными кассетами общий принцип действия разгрузчика кассет основан на перевороте каждой поданной односекционной кассеты так, чтобы опорожнить ее с помощью силы тяжести или механически, при этом может быть применено вращательное или вращательно-линейное перемещение, а полные кассеты подаются снизу вверх или по направлению вращения переворачивающего узла. При перевороте кассеты стержнеобразные элементы удерживаются опорной пластиной лежа на верхней открытой стороне кассеты. После переворота и установки кассеты в положение разгрузки опорная пластина убирается из своего нижнего удерживающего положения, и стержнеобразные элементы выпадают из кассеты на элементы, находящиеся в бункере или могут удаляться механически. В табачной промышленности используются многоколичественные конструкции разгрузчиков, работающих согласно упомянутому принципу. Например, из описания патента США 3527369 известно устройство для разгрузки односекционных кассет, в котором пластина, поддерживающая стержнеобразные элементы, установлена поворотно. Подача полной кассеты и установка ее под опорной пластиной производится с помощью линейного перемещения, параллельного направлению оси вращения переворачивающего механизма, при этом кассета зажата в упомянутом механизме и переворачивается вместе с опорной пластиной. После переворота кассета опускается так, чтобы принять положение разгрузки как можно ближе к прежде разгруженным элементам, там, где опорная пластина убирается в свое отведенное положение. Разгруженная кассета возвращается обратно, при этом она располагается на конвейере для пустых кассет, расположенном ниже конвейера для полных кассет. В другом патенте США 3655080 раскрыто устройство для одновременной разгрузки двух односекционных кассет, в котором стержнеобразные элементы удерживаются опорной пластиной из двух частей. Полные кассеты подаются парами снизу на опорную пластину, установленную в переворачивающем узле, и затем, после зажима кассет, они переворачиваются вместе с пластиной. Конечная фаза перемещения кассет в положение разгрузки представляет собой сочетание линейного и вращательного перемещения, и когда кассеты занимают положение разгрузки над прежде разгруженными элементами, опорная пластина убирается, и стержнеобразные элементы разгружаются.
Далее, из описания ЕР 1308101 известно устройство для разгрузки односекционных кассет, заполненных стержнеобразными элементами, в частности сигарами, в котором заполненная сигарами кассета с помощью специального захватного узла устанавливается на подвижную опорную поверхность, снабженную подвижным сужением, ширина которого меньше ширины верха кассеты, но больше диаметра отдельно взятой сигары, при этом верх кассеты на мгновенье закрывается ограничительным устройством. Подвижная опорная поверхность образует основание кожуха, ширина которого немного больше, чем общая ширина двух кассет, образующего входную и выходную станцию, а под опорной поверхностью имеется приемный конвейер. Поступившая на входную станцию кассета, после удаления крышки, разгружается через сужение, а сигары падают на конвейер и подаются на упаковочную машину. Благодаря надлежащему управлению приводами роликов, направляющих приводной ремень, достигается возможность многократного возвратно-поступательного перемещения сужения, так чтобы сужение всегда располагалось в пределах разгруженной кассеты, которая в конечном итоге размещается на выходной станции.
Устройство имеет такую конструкцию, что опорная поверхность и кассета перемещаются со скоростью вдвое большей, чем скорость перемещения сужения, так что сужение постоянно меняет свое положение относительно открытой стороны кассеты. После завершения разгрузки пустая кассета убирается вышеуказанным захватным узлом и устанавливается на выходной конвейер, параллельный входному конвейеру полных кассет.
В описании EP 1332683 представлено устройство для разгрузки односекционных кассет, снабженное конвейером полных кассет, подающим кассеты под опорную пластину переворачивающего механизма, и расположенным ниже конвейером пустых кассет, движущимся в противоположном направлении, на который кассеты устанавливаются после разгрузки. Изобретением предложен способ управления скоростью разгрузки кассет в зависимости от наполнения приемного канала.
Другой способ и устройство для последовательной разгрузки односекционных кассет, заполненных, в частности, сигаретами, представлен в описании патента США 6517306. Согласно изобретению размещенная в раме полная кассета транспортируется на разгрузочную станцию, затем кассета возвращается на подающую станцию, при этом последующая кассета при вхождении в раму вытесняет расположенную в раме пустую кассету непосредственно или опосредованно. По практическим причинам, чтобы получать однородный массовый поток стержнеобразных элементов в виде стопки определенной высоты, который может быть подан в бункер упаковочной машины с помощью конвейера, используются промежуточные накопители, обычно имеющие форму кассеты, внутренность которой разделена на секции с помощью вертикальных внутренних стенок. Этот тип устройства представлен в описании патента США 4365703, раскрывающего систему конвейеров для стержнеобразных элементов, где элементы, поступившие из производящей машины, загружаются сверху в накопитель, состоящий из многих кассет, содержащих вертикальные секции, и в нужный момент секции последовательно разгружаются на приемный конвейер, который подает элементы на упаковочную машину, при этом производится разгрузка той же вертикальной секции, в которой происходит наполнение промежуточного накопителя после открывания пластины, закрывающей низ соответствующей секции, а загрузка и разгрузка последовательных кассет накопителя возможна благодаря их соответствующему боковому смещению относительно приемного конвейера.
Еще одно решение промежуточного накопителя ячеистой конструкции представлено в патенте Великобритании 1434421. Промежуточный накопитель расположен между машиной, подающей стержнеобразные элементы, и бункером упаковочной машины, при этом в случае сбоя в приемке элементов они подаются в следующие секции накопителя. В случае сбоя в подаче элементов секции разгружаются в обратной последовательности на конвейер, подающий элементы в бункер. Кроме того, изобретение предлагает решение деталей конструкции, обеспечивающих надлежащую работу накопителя.
Из международной публикации No. WO 2008/020775 известен способ разгрузки односекционных кассет, где стержнеобразные элементы под действием силы тяжести из кассеты поступают одновременно во множество секций промежуточного накопителя, отделенных друг от друга вертикальными разделительными стенками, при этом накопитель образует объем, эквивалентный объему кассеты, причем элементы поступают на расположенный ниже подвижный конвейер. Последовательные секции разгружаются независимо друг от друга через имеющееся в основании накопителя сужение, при этом как промежуточный накопитель, так и основание с сужением совершают независимые возвратно-поступательные перемещения вдоль приемного конвейера так, чтобы обеспечить размещение последовательных секций накопителя непосредственно над сужением, причем последовательность опорожнения секций является обратной направлению приемки элементов на конвейере. Упомянутые элементы подаются на конвейер посредством прикрепленного к сужению желоба, при этом сужение, площадь которого соответствует площади горизонтального сечения секции промежуточного накопителя, принимает элементы каждый раз из одной последовательной секции, а полное опорожнение секции управляется датчиком. Ширина опорожняемых секций соответствует высоте стопки массового потока стержнеобразных элементов на конвейере.
Для уменьшения деформации стержнеобразных элементов при транспортировке и обработке используются также секционные кассеты, где каждая ячейка может быть опорожнена независимо от других, в результате чего в пределах секций элементы не смещаются ни горизонтально, ни наискось, как это происходит в типовых односекционных кассетах. Такая кассета или устройство для разгрузки в бункер упаковочной машины представлена в описании DE 1915446. Внутренние стенки, параллельные боковым стенкам кассеты, делят ее на секции, сечение которых соответствует сечению загрузочного канала упаковочной машины, а низ кассеты образован подвижной однородной опорной пластиной. Полные кассеты последовательно размещаются на входном конвейере, а параллельный выходной конвейер используется для удаления пустых кассет. Между конвейерами имеется неподвижная направляющая, перпендикулярная упомянутым конвейерам, снабженная сужением, расположенным между конвейерами и загрузочным каналом упаковочной машины. Над направляющей, на расстоянии, соответствующем высоте кассеты, расположена замкнутая подвижная цепь, снабженная двумя приводами, при этом расстояние между приводами немного больше длины кассеты. На конце опорной пластины, выступающей из-за кассеты, имеется фиксатор, взаимодействующий с седлом направляющей. Разгрузка каждой последовательной кассеты производится так, что после размещения ее на боковой направляющей от входного конвейера, фиксатор опорной пластины вступает в зацепление с седлом, и привод цепи толкает кассету в ее боковую стенку так, чтобы над сужением оказался незакрытый низ каждой последовательной секции кассеты, и стержнеобразные элементы падали под действием силы тяжести в канал упаковочной машины. Направляемая с надлежащей скоростью кассета обеспечивает последовательное опорожнение всех секций, а затем с входного конвейера подается следующая полная кассета, а пустая кассета устанавливается на выходной конвейер.
Сущность изобретения
Задачей изобретения является создание устройства для разгрузки используемых в табачной промышленности секционных кассет, заполненных стержнеобразными элементами, имеющего входной конвейер для полных кассет и выходной конвейер для пустых кассет, размещенные параллельно в одной плоскости, а также имеющего переворачивающий узел для полных кассет, расположенный в зоне конца конвейера для полных кассет, снабженный пластиной, поддерживающей стержнеобразные элементы в кассете, а также имеющего разгрузочный конвейер и конвейер для выдачи стопки стержнеобразных элементов, разгруженных в сужение. Согласно изобретению устройство снабжено линейным транспортером для полных и пустых кассет, находящимся в плоскости, перпендикулярной плоскости входного конвейера и выходного конвейера, над переворачивающим узлом для полных кассет и переворачивающим узлом для пустых кассет. Линейный транспортер снабжен подвижно установленным захватным узлом для полных кассет и захватным узлом для пустых кассет. Упомянутый разгрузочный конвейер для стержнеобразных элементов расположен под линейным транспортером, в зоне действия захватного узла для полных кассет таким образом, что его конец размещен на входе неподвижного сужения, при этом расстояние между захватным узлом для полных кассет и разгрузочным конвейером соответствует высоте кассеты.
Переворачивающий узел для полных кассет снабжен пластиной для поддержки стержнеобразных элементов, прикрепленной к основной пластине переворачивающего узла, состоящей из множества элементов, количество которых соответствует количеству секций в секционной кассете, а расстояние между элементами соответствует толщине внутренних перегородок кассеты. Упомянутый переворачивающий узел для полных кассет снабжен подвижной платформой, установленной в нижней части переворачивающего узла, под входным конвейером с возможностью перемещения в плоскости, перпендикулярной плоскости входного конвейера. Кроме того, устройство имеет узел выравнивания для полных кассет, установленный на входном конвейере перед переворачивающим узлом. В зоне начала выходного конвейера находится отдельный переворачивающий узел для пустых кассет, который также снабжен подвижной платформой, установленной в нижней части переворачивающего узла под выходным конвейером с возможностью перемещения в плоскости, перпендикулярной плоскости выходного конвейера.
Упомянутый линейный транспортер состоит из направляющей, расположенной вдоль транспортера, на которой в одной плоскости размещены два отдельных захватных узла, при этом каждый захватный узел имеет форму подвесных кареток, установленных на направляющей, снабженных двумя захватами, соответственно приводимых в действие с помощью ремня и совершающих возвратно-поступательные перемещения, причем каретки с захватами захватного узла для полных кассет расположены в зоне конца входного конвейера, а каретки с захватами захватного узла для пустых кассет расположены в зоне начала выходного конвейера. При разгрузке полной кассеты захватный узел движется пошагово, каждый раз на расстояние, равное ширине секции, а разгрузочный конвейер также движется пошагово, синхронно с полной кассетой, перемещаемой в захватном узле, каждый раз на расстояние, равное ширине секции. Стенки сужения, перпендикулярные стержнеобразным элементам, являются подвижными и образуют устройство выравнивания элементов, при этом ширина сужения соответствует ширине секций кассеты. Ниже сужения расположена подвижная опора, размеры верхней стороны которой соответствуют соответствующим размерам входа сужения, при этом в режиме непрерывной работы устройства верхняя сторона опоры расположена в плоскости отводящего конвейера. Вертикальная стенка сужения между разгрузочным конвейером и отводящим конвейером снабжена поворотной задвижкой. В момент перед началом разгрузки первой полной кассеты поверхность опоры расположена в плоскости разгрузочного конвейера, при этом задвижка опущена и отводящий конвейер пуст. В зоне начала выходного конвейера, под захватным узлом для пустых кассет, расположен механизм для очистки секций пустой кассеты. Упомянутый механизм снабжен щетками, количество которых соответствует количеству секций кассеты, совершающими возвратно-поступательные перемещения в плоскости, перпендикулярной плоскости выходного конвейера, при этом щетки вращательно смонтированы в механизме. Благодаря применению простой системы подвижной опоры и задвижки в сужении, процесс опорожнения первой кассеты в устройство начинается автоматически, без дополнительных усилий оператора. В ходе эксплуатации устройства цикл разгрузки последовательной кассеты начинается в момент окончания разгрузки предыдущей кассеты, и время, необходимое для подачи полной кассеты и удаления пустой кассеты, не ломает равномерность потока поступающих в сужение стержнеобразных элементов. В результате нет необходимости использования буфера в виде определенного количества элементов, собранных на время замены кассет. Поданные в сужение стержнеобразные элементы падают на массовый поток в сужении с минимальной высоты и выравниваются в сужении таким образом, чтобы не иметь возможности занять перекошенное положение. Каждая ячейка пустой кассеты проходит очистку для удаления остатков фильтров и грязи, что обеспечивает ее надлежащее последующее наполнение и снижает количество сбоев в ходе технологического процесса.
Краткое описание чертежей
Изобретение проиллюстрировано примерным вариантом выполнения, показанным на чертежах, на которых:
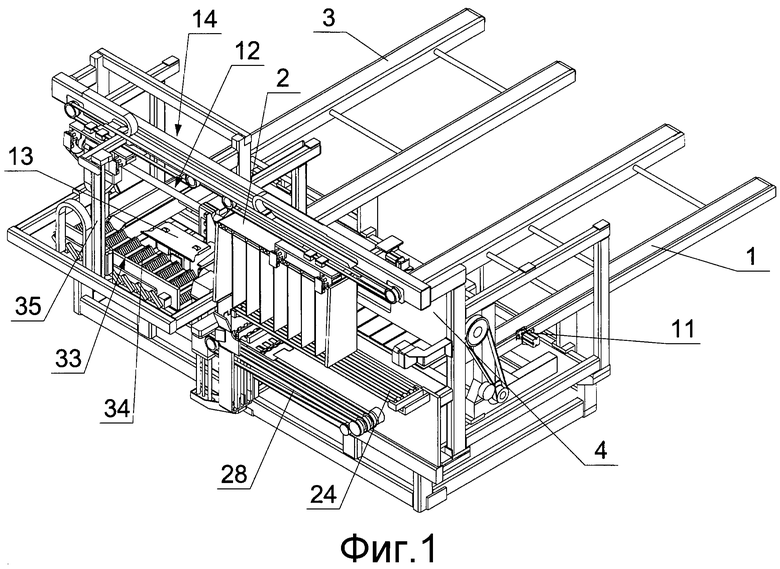
Фиг.1 - вид в перспективе устройства со стороны линейного транспортера для кассет,
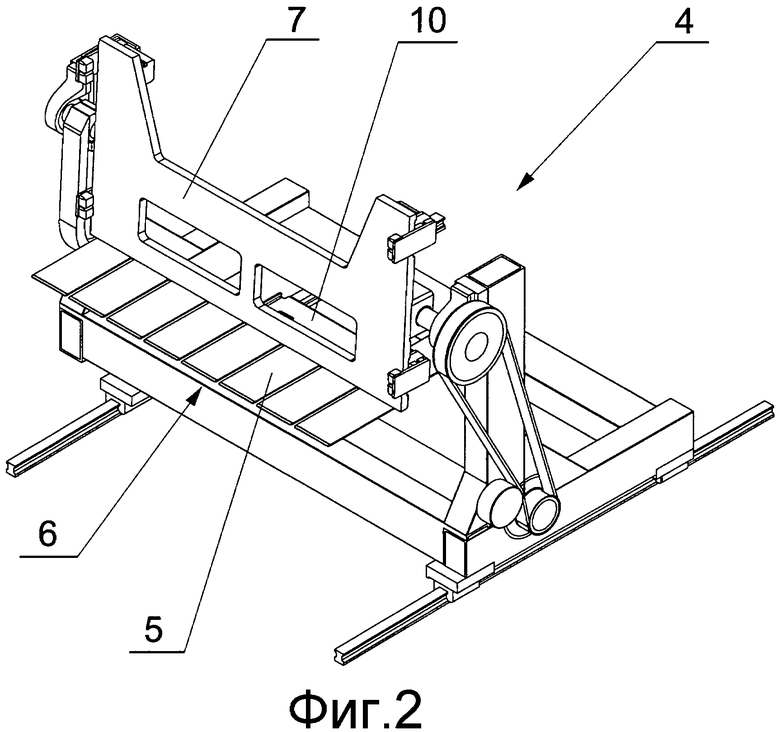
Фиг.2 - вид в перспективе переворачивающего узла для полных кассет с той же стороны, что и на фиг.1, но в увеличенном масштабе,
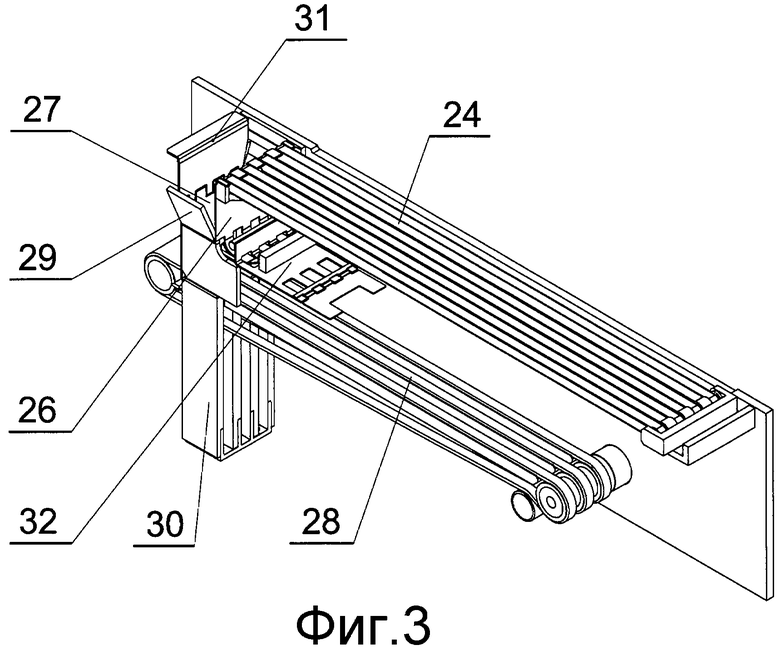
Фиг.3 - увеличенный фрагмент устройства, представленного на фиг.1, показывающий узел для сбора стержнеобразных элементов, разгруженных из полной кассеты,
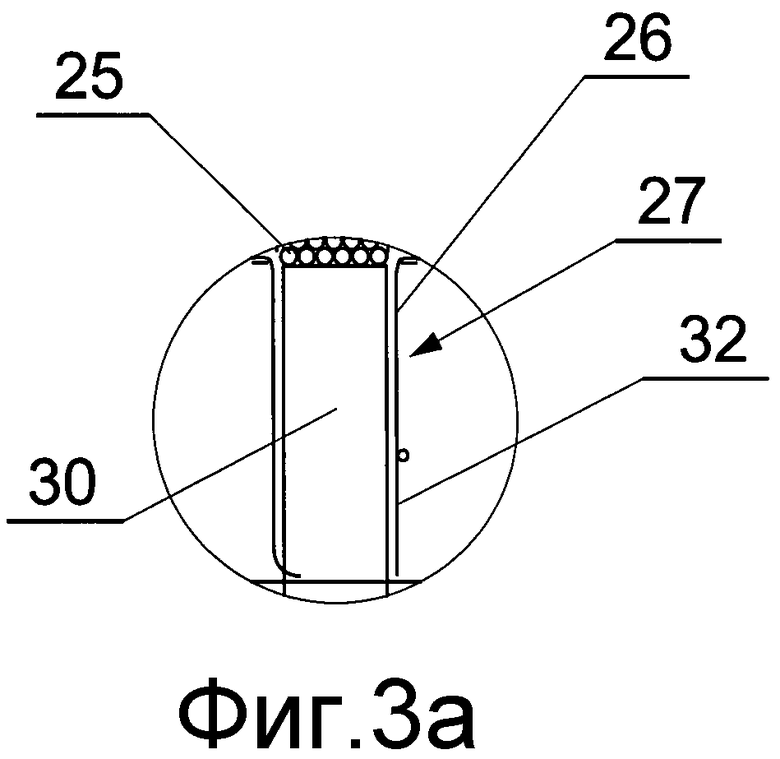
Фиг.3а - фрагмент узла по фиг.3, показывающий сужение в момент начала опорожнения первой полной кассеты,
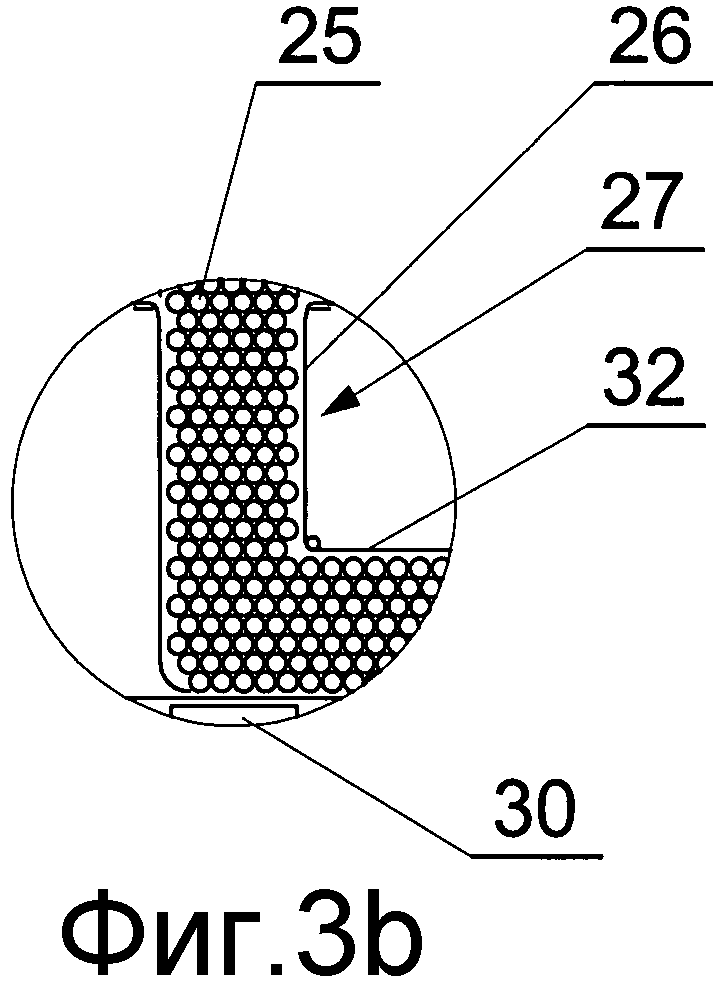
Фиг.3b - фрагмент узла по фиг.3, показывающий сужение в режиме непрерывной работы устройства,
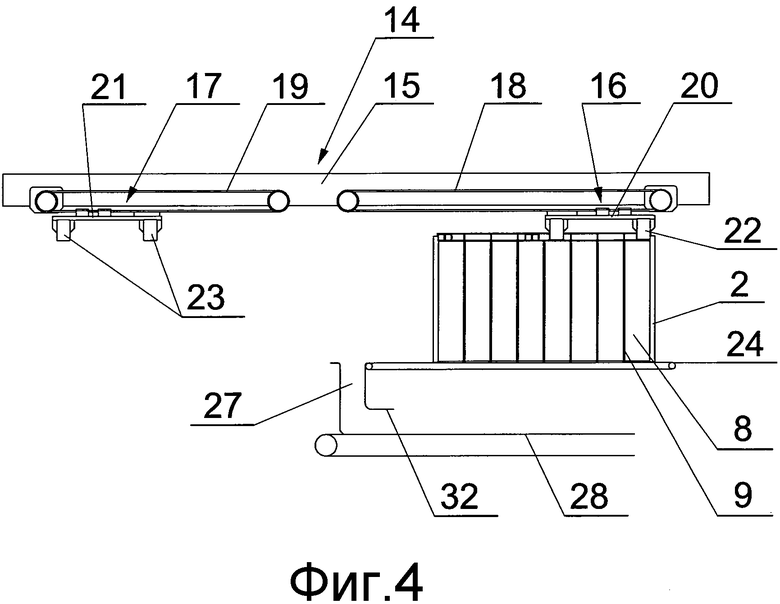
Фиг.4 - схематичный вид фрагмента устройства со стороны линейного транспортера в момент прохождения первой полной кассеты для разгрузки,
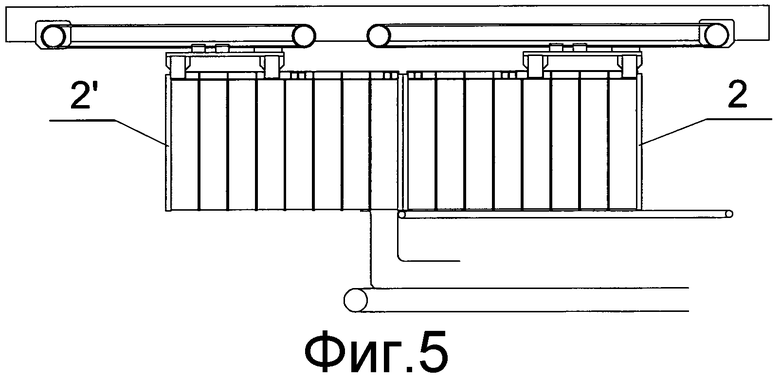
Фиг.5 - устройство по фиг.4 в момент окончания разгрузки первой кассеты и прохождения последовательной полной кассеты для разгрузки,
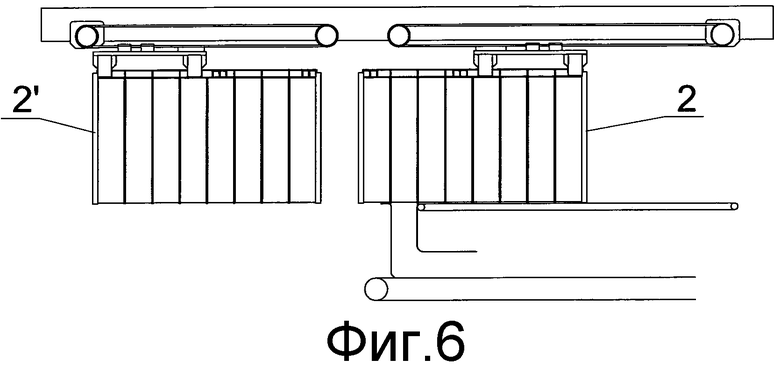
Фиг.6 - устройство по фиг.4 во время разгрузки последовательной кассеты и установки на свое место предыдущей пустой кассеты после разгрузки, и
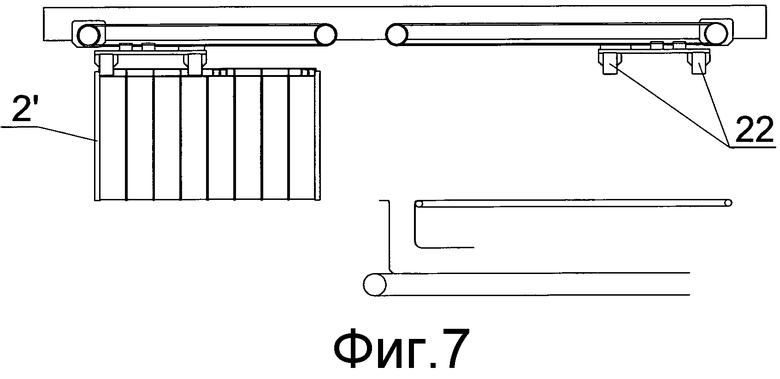
Фиг.7 - устройство по фиг.4 после разгрузки последней кассеты.
Подробное описание изобретения
Устройство имеет входной конвейер 1 для полных кассет 2 и выходной конвейер 3 для пустых кассет 2', расположенные параллельно в одной плоскости. В зоне конца входного конвейера 1 расположен переворачивающий узел 4 для полных кассет 2, снабженный опорной пластиной 6, состоящей из элементов 5, прикрепленной к пластине 7 переворачивающего узла 4. Количество элементов 5 равно количеству секций 8 кассеты 2, а расстояние между элементами 5 соответствует толщине вертикальных внутренних перегородок 9, делящих кассету 2 на секции 8. Переворачивающий узел 4 для полных кассет 2 снабжен подвижной платформой 10, установленной в нижней части переворачивающего узла 4 под входным конвейером 1 с возможностью перемещения в плоскости, перпендикулярной плоскости входного конвейера 1. На входном конвейере 1, до переворачивающего узла 4, установлен узел 11 выравнивания для выравнивания полных кассет 2 на входном конвейере 1. В зоне начала конвейера 3 имеется переворачивающий узел 12 для пустых кассет 2', действующий независимо от переворачивающего узла 4 для полных кассет 2. Переворачивающий узел 12 снабжен подвижной платформой 13, установленной в нижней части переворачивающего узла 12 под выходным конвейером 3 с возможностью перемещения в плоскости, перпендикулярной плоскости выходного конвейера 3. Устройство имеет линейный транспортер 14, расположенный в плоскости, перпендикулярной плоскости входного конвейера 1 и выходного конвейера 3 над переворачивающим узлом 4 для полных кассет 2 и переворачивающим узлом 12 для пустых кассет 2'.
Линейный транспортер 14 состоит из направляющей 15, на которой в одной плоскости установлены захватные узлы 16 и 17, приводимые в действие соответственно ремнями 18 или 19. Каждый узел 16 и 17 имеет форму подвесных кареток 20 или 21, установленных на направляющей 15, с двумя захватами 22 или 23. Захватный узел 16 для полных кассет 2 в виде кареток 20 с захватами 22, приводимый в действие ремнем 18, совершает возвратно-поступательные перемещения в зоне входного конвейера 1, а захватный узел 17 для пустых кассет 2' в виде кареток 21 с захватами 23, приводимый в действие ремнем 19, совершает возвратно-поступательные перемещения в зоне выходного конвейера 3. Во время разгрузки полной кассеты 2 захватный узел 16 перемещается пошагово, каждый раз на расстояние, равное ширине секции 8. Под линейным транспортером 14, в зоне действия захватного узла 16 для полных кассет 2, находится разгрузочный конвейер 24, расположенный параллельно транспортеру 14, для стержнеобразных элементов 25, при этом расстояние между захватами 22 узла 16 и конвейером 24 соответствует высоте кассеты 2. Конец разгрузочного конвейера 24 находится в непосредственной близости от вертикальной стенки 26 сужения 27, через которую стержнеобразные элементы 25 падают на отводящий конвейер 28, расположенный под разгрузочным конвейером 24, при этом конвейеры движутся в противоположных направлениях. При разгрузке полной кассеты 2 разгрузочный конвейер 24 перемещается пошагово, синхронно с полной кассетой 2, перемещаемой захватами 22 кареток 20, каждый раз на расстояние, равное ширине секции 8. Стенки сужения 27, перпендикулярные стержнеобразным элементам 25, являются подвижными и образуют узел 29 выравнивания. Под сужением 27 имеется установленная с возможностью скольжения подвижная опора 30, размеры верхней стороны которой соответствуют размерам входа сужения 27, кроме того, в плоскости входа сужения 27 установлен оптический датчик 31 для индикации заполнения сужения 27 стержнеобразными элементами 25. Вертикальная стенка 26 сужения 27 между разгрузочным конвейером 24 и отводящим конвейером 28 снабжена поворотной задвижкой 32. В момент перед началом разгрузки первой полной кассеты 2 поверхность подвижной опоры 30 расположена в плоскости разгрузочного конвейера 24, при этом задвижка 32 опущена и отводящий конвейер 28 пуст, причем в режиме непрерывной работы устройства поверхность опоры 30 расположена в плоскости отводящего конвейера 28. В зоне начала выходного конвейера 3, под захватным узлом 17 с захватами 23 для пустых кассет 2', расположен механизм 33 очистки секций 8 пустой кассеты 2'. Механизм 33 имеет щетки 34, количество которых соответствует количеству секций 8 кассеты 2', которые совершают возвратно-поступательные перемещения в плоскости, перпендикулярной плоскости выходного конвейера 3, с помощью направляющей колонны 35. Щетки 34 вращаемо установлены в механизме 33.
Работа устройства по изобретению
Далее описана работа устройства. После проверки кода полной кассеты 2, расположенной на входном конвейере 1, кассета 2 выравнивается узлом 11 выравнивания, а переворачивающий узел 4 перемещается к кассете 2, пока его подвижная платформа 10 не расположится под кассетой 2. Затем подвижная платформа 10 поднимается и подхватывает кассету 2 с входного конвейера 1, и переворачивающий узел с кассетой 2 перемещается в промежуточное положение, где основная пластина 7 и опорная пластина 6 повернуты на 180° так, чтобы элементы 5 вошли в сегменты 8 кассеты 2 и находились в контакте со стержнеобразными элементами 25, при этом происходит зажим кассеты 2 в переворачивающем узле 4 с помощью захватов, расположенных на основной пластине 7, а платформа 10 отводится в нижнее положение. Далее переворачивающий узел 4 с кассетой 2 перемещается в положение разгрузки, где кассета 2 переворачивается на 180° в противоположном направлении, и происходит захват кассеты 2 с помощью захватов 22, установленных на каретках 20 захватного узла 16, при этом захваты на основной пластине 7 размыкаются. Затем переворачивающий узел 4 и опорная пластина 6 отводятся в промежуточное положение, а стержнеобразные элементы 25 в ячейках 8 кассеты 2 располагаются на разгрузочном конвейере 24. Затем каретки 20 и кассета 2 перемещаются синхронно с разгрузочным конвейером 24 таким образом, чтобы над сужением 27 всегда имелась только одна последовательная ячейка 8. Стержнеобразные элементы 25 падают под действием силы тяжести на нижерасположенный отводящий конвейер 28 и далее поступают в стопку под поворотной задвижкой 32, расположенной горизонтально, при этом в сужении 27 стержнеобразные элементы 25 выравниваются с помощью устройства 29 выравнивания. Поскольку разгрузочный конвейер 24 движется синхронно с кассетой 2, элементы 25 в самом нижнем слое не раскатаны. Кассета 2 смещается в положение опорожнения следующей секции 8 после приемки разрешающего сигнала от оптического датчика 31, расположенного в непосредственной близи от входа сужения 27 под разгрузочным конвейером 24. При опорожнении последней секции 8 происходит захват кассеты 2 захватами 23, установленными на каретках 21 захватного узла 17, который за это время сместился по направляющей 15 и занял положение над кассетой 2. После захвата кассеты разомкнутые захваты 22 и каретки 20 перемещаются вдоль направляющей 15 в стартовое положение, а переворачивающий узел 4 повторяет вышеописанный процесс приема последовательной кассеты 2, которая размещается на линейном транспортере 14 так, что она толкает пустую кассету 2', процесс опорожнения которой только что завершился. Пустая кассета 2' перемещается с каретками 21 над переворачивающим узлом 12, где происходит очистка секций 8 кассеты 2' с помощью щеток 34, направляемых вдоль вертикальных перегородок 9 механизмом 33, при этом после достижения низа кассеты 2' щетки 34 делают поворот на 90° и движутся вниз в обратном направлении. Опорожненную кассету 2' подхватывают зажимы переворачивающего узла 12 и помещают на выходной конвейер 3 благодаря направленному вниз перемещению платформы 13, а затем происходит ее раскодирование. При разгрузке первой поданной в устройство кассеты 2, перед установкой первой секции 8 над сужением 27, поверхность опоры 30 располагается в сужении 27 непосредственно под оптическим датчиком 31, а задвижка 32 опущена и, таким образом, является продолжением вертикальной стенки 26. После размещения секции 8 над сужением 27 опора 30 опускается на скорости, соответствующей скорости массового потока элементов 25 до достижения плоскости отводящего конвейера, причем за это время поворотная задвижка 32 последовательно поднимается для создания стопки элементов на конвейере 28.
Список позиций на чертежах
1 - входной конвейер
2 - полная кассета
2' - пустая кассета
3 - выходной конвейер
4 - переворачивающий узел для полных кассет
5 - элементы опорной пластины
6 - опорная пластина
7 - главная пластина переворачивающего узла
8 - секции кассеты
9 - внутренние вертикальные перегородки кассеты
10 - подвижная платформа переворачивающего узла для полных кассет
11 - узел выравнивания полных кассет
12 - переворачивающий узел для пустых кассет
13 - подвижная платформа переворачивающего узла для пустых кассет
14 - линейный транспортер
15 - направляющая
16 - захватный узел для полных кассет
17 - захватный узел для пустых кассет
18 - ремень захватного узла для полных кассет
19 - ремень захватного узла для пустых кассет
20 - каретки захватного узла для полных кассет
21 - каретки захватного узла для пустых кассет
22 - захваты для полных кассет
23 - захваты для пустых кассет
24 - разгрузочный конвейер
25 - стержнеобразные элементы
26 - вертикальная стенка сужения
27 - сужение
28 - отводящий конвейер
29 - устройство выравнивания стержнеобразных элементов в сужении
30 - подвижная опора в сужении
31 - оптический датчик в сужении
32 - задвижка в вертикальной стенке сужения
33 - очистительный механизм
34 - щетки очистительного механизма
35 - направляющая колонна для щеток
Изобретение относится к устройству для разгрузки секционных кассет, используемых в табачной промышленности, заполненных стержнеобразными элементами, которое имеет входной конвейер для полных кассет и выходной конвейер для пустых кассет, расположенные параллельно в одной плоскости, а также имеющее переворачивающий узел для полных кассет, расположенный в зоне конца конвейера для полных кассет, снабженный пластиной, поддерживающей стержнеобразные элементы в кассете, а также имеющее разгрузочный конвейер и конвейер для отвода стопки стержнеобразных элементов, выгруженных в сужение, причем оно снабжено линейным транспортером для кассет, расположенным в плоскости, перпендикулярной плоскости входного конвейера и выходного конвейера над переворачивающим узлом для полных кассет и переворачивающим узлом для пустых кассет, и снабжено подвижно установленным захватным узлом для полных кассет и захватным узлом для пустых кассет, а под линейным транспортером в зоне действия захватного узла для полных кассет расположен разгрузочный конвейер для стержнеобразных элементов, при этом конец разгрузочного конвейера расположен на входе неподвижного сужения, и расстояние между захватным узлом для полных кассет и разгрузочным конвейером соответствует высоте кассеты. Технический результат заключается в обеспечении однородного массового потока стержнеобразных элементов. 15 з.п. ф-лы, 8 ил.
1. Устройство для разгрузки секционных кассет, используемых в табачной промышленности, заполненных стержнеобразными элементами, имеющее входной конвейер для полных кассет и выходной конвейер для пустых кассет, расположенные параллельно в одной плоскости, а также имеющее переворачивающий узел для полных кассет, расположенный в зоне конца конвейера для полных кассет, снабженный пластиной, поддерживающей стержнеобразные элементы в кассете, а также имеющее разгрузочный конвейер и конвейер для отвода стопки стержнеобразных элементов, выгруженных в сужение, отличающееся тем, что оно снабжено линейным транспортером (14) для кассет (2, 2'), расположенным в плоскости, перпендикулярной плоскости входного конвейера (1) и выходного конвейера (3) над переворачивающим узлом (4) для полных кассет (2) и переворачивающим узлом (12) для пустых кассет (2'), и снабжено подвижно установленным захватным узлом (16) для полных кассет (2) и захватным узлом (17) для пустых кассет (2'), а под линейным транспортером (14) в зоне действия захватного узла (16) для полных кассет (2) расположен разгрузочный конвейер (24) для стержнеобразных элементов (25), при этом конец разгрузочного конвейера (24) расположен на входе неподвижного сужения (27), и расстояние между захватным узлом (16) для полных кассет (2) и разгрузочным конвейером (24) соответствует высоте кассеты (2).
2. Устройство по п.1, отличающееся тем, что переворачивающий узел (4) для полных кассет (2) снабжен пластиной (6) для поддержки стержнеобразных элементов (25), прикрепленной к основной пластине (7) переворачивающего узла (4), состоящей из множества элементов (5), количество которых соответствует количеству секций (8) секционной кассеты (2), а расстояние между элементами (5) соответствует толщине внутренних перегородок (9) кассеты (2).
3. Устройство по п.2, отличающееся тем, что переворачивающий узел (4) для полных кассет (2) снабжен подвижной платформой (10), установленной в нижней части переворачивающего узла (4), под входным конвейером (1) с возможностью перемещения в плоскости, перпендикулярной плоскости входного конвейера (1).
4. Устройство по п.1 или 3, отличающееся тем, что оно снабжено устройством (11) выравнивания для полных кассет (2), установленном на входном конвейере (1) перед переворачивающим узлом (4).
5. Устройство по п.1, отличающееся тем, что в зоне начала выходного конвейера (3) расположен отдельный переворачивающий узел (12) для пустых кассет (2').
6. Устройство по п.5, отличающееся тем, что переворачивающий узел (12) для пустых кассет (2') снабжен подвижной платформой (13), установленной в нижней части переворачивающего узла (12) под выходным конвейером (3) с возможностью перемещения в плоскости, перпендикулярной плоскости выходного конвейера (3).
7. Устройство по п.1, отличающееся тем, что линейный транспортер (14) состоит из направляющей (15), расположенной вдоль транспортера (14), на которой в одной плоскости размещены два отдельных захватных узла (16, 17), при этом каждый захватный узел (16, 17) имеет форму подвесных кареток (20, 21), установленных на направляющей (15), снабженных двумя захватами (22, 23), приводимых в действие ремнем (18, 19) и совершающих возвратно-поступательные перемещения, причем каретки (20) с захватами (22) захватного узла (16) для полных кассет (2) расположены в зоне конца входного конвейера (1), а каретки (21) с захватами (23) захватного узла (17) для пустых кассет (2') расположены в зоне начала выходного конвейера (3).
8. Устройство по п.7, отличающееся тем, что при разгрузке полной кассеты (2) захватный узел (16) перемещается пошагово, каждый раз на расстояние, равное ширине секции (8).
9. Устройство по п.1 или 8, отличающееся тем, что при разгрузке полной кассеты (2) разгрузочный конвейер (24) перемещается пошагово и синхронно с полной кассетой (2), перемещаемой в захватном узле (16), каждый раз на расстояние, равное ширине секции (8).
10. Устройство по п.1, отличающееся тем, что стенки сужения (27), перпендикулярные стержнеобразным элементам (25), являются подвижными и образуют устройство (29) выравнивания элементов (25), при этом ширина сужения (27) соответствует ширине секций (8) кассеты (2).
11. Устройство по п.1, отличающееся тем, что под сужением (27) расположена подвижная опора (30), размеры верхней стороны которой соответствуют размерам входа сужения (27), при этом в режиме непрерывной работы устройства верхняя сторона опоры (30) расположена в плоскости отводящего конвейера (28).
12. Устройство по п.10, отличающееся тем, что вертикальная стенка (26) сужения (27) между разгрузочным конвейером (24) и отводящим конвейером (28) снабжена поворотной задвижкой (32).
13. Устройство по п.11 или 12, отличающееся тем, что в момент перед началом разгрузки первой полной кассеты (2) поверхность опоры (30) расположена в плоскости разгрузочного конвейера (24), при этом задвижка (32) опущена, а отводящий конвейер (28) является пустым.
14. Устройство по п.1, отличающееся тем, что в зоне начала выходного конвейера (3) под захватным узлом (17) для пустых кассет (2') расположен механизм (33) очистки секций (8) пустой кассеты (2').
15. Устройство по п.14, отличающееся тем, что механизм (33) снабжен щетками (34), количество которых соответствует количеству секций (8) кассеты (2'), возвратно-поступательно перемещаемыми в плоскости, перпендикулярной плоскости выходного конвейера (3).
16. Устройство по п.15, отличающееся тем, что щетки (34) вращаемо установлены в механизме (33).
| WO 2008020775 A1, 21.02.2008 | |||
| Устройство для подачи сигарет к упаковочной машине | 1976 |
|
SU623507A3 |
| Устройство для подачи сигарет | 1975 |
|
SU569275A3 |

