Область техники
Объектом изобретения является система устройств для транспортировки стержнеобразных элементов в производственной установке табачной промышленности между машинами, изготавливающими элементы, и машинами, подвергающими эти элементы дальнейшей обработке, с промежуточным хранением, при этом стержнеобразные элементы, в частности фильтрующие стержни, доставляются к средству промежуточного хранения в кассетах.
Уровень техники
При производстве стержнеобразных элементов в табачной промышленности существует необходимость транспортировки элементов от изготовительных машин к машинам, осуществляющим дальнейшие операции с элементами. Чем более разнообразным является ассортимент изготавливаемых изделий, что является причиной увеличения числа изготовительных и обрабатывающих машин, тем более сложной является система производственной установки для различных типов изготавливаемых элементов, которые должны быть доставлены в определенный момент к соответствующим обрабатывающим машинам. После изготовления упомянутые элементы загружают в односекционные кассеты ("короба"), а затем подают в средство промежуточного хранения ("магазин"), откуда их транспортируют для дальнейшей обработки. Из описания патента Великобритании 1234776 известна применяемая на табачных фабриках система устройств для транспортировки сигарет, загруженных в односекционные кассеты, из изготовительных машин в магазин для промежуточного хранения, при этом кассеты транспортируются в корзинах и перед тем, как доставить кассеты в магазин для промежуточного хранения, кассеты выгружают из корзин. Магазин для промежуточного хранения снабжен несколькими независимыми разгрузочными устройствами для кассет, которые разгружают кассеты определенного ассортимента, при этом сигареты транспортируются в виде потока к соответствующим группам упаковочных машин. Другая установка для изготовления и упаковки сигарет представлена в описании патента США №5628162. Согласно этому патенту, группа машин для изготовления сигарет соединена с группой упаковочных машин посредством тяги с использованием транспортера, переносящего тележки с контейнерами, в которых сложены штабелем односекционные кассеты, при этом сигареты загружают в кассеты на изготовительных машинах, следующие кассеты группируют в контейнерах в специальном транспортно-загрузочном устройстве, и затем контейнеры переносятся к тележкам. Загруженные тележки могут быть оставлены в магазине для промежуточного хранения, откуда в определенный момент их забирают на транспортер, который транспортирует их к соответствующей упаковочной машине, которая также снабжена специальным транспортно-загрузочным устройством для разгрузки контейнеров и переноса полных кассет к упаковочной машине, и после их выгрузки для группировки пустых кассет в контейнерах и размещения контейнеров на тележке, которую возвращают назад на тяговый транспортер.
Из другого патента США №6158194 в табачной промышленности известна система для транспортировки стержнеобразных элементов, собранных в односекционных кассетах ("коробах"), в частности фильтров, в которой производственная линия содержит группу изготовительных машин и группу машин для дальнейшей обработки элементов. Изготовленные стержнеобразные элементы загружают в односекционные кассеты в виде кубов без вершины и одной боковой стенки в наполнителе кассет, объединенном с изготовительной машиной, а затем кассеты с изделием одного ассортимента перемещают на специальное транспортно-загрузочное устройство для контейнеров, где их укладывают штабелем в контейнеры. Затем закрытые контейнеры перемещают в место промежуточного хранения, содержащее множество стационарных полок, на которые помещают контейнеры с полными кассетами с использованием укладочной машины, которая перемещается вдоль полки. После получения сигнала укладочная машина снимает соответствующий контейнер с полки и переносит его на специальное транспортно-загрузочное устройство, расположенное в зоне производственной линии, содержащей машины для обработки элементов, где кассеты вынимают из контейнера и переносят на разгрузочное устройство, чтобы вынуть стержнеобразные элементы, которые затем используются в обрабатывающей машине.
В этой системе обеспечена упрощенная непосредственная передача контейнеров между погрузочно-разгрузочными устройствами, расположенными в зоне изготовительных машин и в зоне обрабатывающих машин. Пустые кассеты укладывают штабелем опять в контейнер в специальном погрузочно-разгрузочном устройстве в зоне обрабатывающих машин, а затем контейнер собирают укладочной машиной и размещают на полке в зоне для пустых кассет. После приема сигнала укладочная машина доставляет контейнер с пустыми кассетами к специализированному погрузочно-разгрузочному устройству в зоне изготавливающих машин.
Сущность изобретения
Настоящее изобретение решает задачу создания новой системы промышленной установки табачной промышленности, в которой используются отводящие конвейеры с потоком стержнеобразных элементов, собираемых от машин, изготавливающих упомянутые элементы, и для доставки упомянутых элементов к обрабатывающим машинам, а также транспортировочные кассеты для временного хранения стержнеобразных элементов, при этом данная производственная установка, благодаря соответствующей конфигурации устройств, обеспечивает погрузку-разгрузку стержнеобразных элементов разных ассортиментов, изготавливаемых одновременно. Следует признать, что современные производственные установки табачной промышленности обычно содержат участок, включающий машины, изготавливающие стержнеобразные элементы, и участок, включающий машины для обработки упомянутых элементов, при этом между этими участками расположено средство промежуточного хранения, в котором стержнеобразные элементы хранятся в кассетах.
Согласно изобретению во входной зоне средства промежуточного хранения расположены наполнители для заполнения (много)секционных кассет, к которым посредством подающих конвейеров подают стержнеобразные элементы в виде потока от изготовительных машин, при этом каждая изготовительная машина связана с отдельным наполнителем. В выходной зоне средства промежуточного хранения расположены разгрузочные устройства для разгрузки секционных кассет, из которых стержнеобразные элементы доставляют посредством отводящих конвейеров в виде потока к обрабатывающим машинам, при этом каждая изготовительная машина связана с отдельным разгрузочным устройством. На пути каждого отводящего конвейера расположен опорожняющий бункер, взаимодействующий с подвижным наполнителем секционных кассет. Производственная установка содержит по меньшей мере один подвижный наполнитель секционных кассет. Отводящий конвейер на своем концевом участке между опорожняющим бункером и обрабатывающей машиной также может перемещаться по направлению к опорожняющему бункеру. Кроме того, во входной зоне средства промежуточного хранения расположен наполнитель секционных кассет, соединенный с разгрузочным устройством для односекционных кассет посредством подающего конвейера. Производственная установка содержит по меньшей мере один наполнитель секционных кассет для стержнеобразных элементов, доставляемых в виде потока посредством подающего конвейера из разгрузочного устройства для разгрузки односекционных кассет, при этом каждый наполнитель соединен с одним разгрузочным устройством для односекционных кассет. Во входной зоне средства промежуточного хранения может быть расположен по меньшей мере один подающий конвейер, при этом в выходной зоне упомянутого средства промежуточного хранения может быть расположен по меньшей мере один отводящий конвейер. Представленная система позволяет полностью использовать стержнеобразные элементы, размещенные на отводящем конвейере, в случае изменения профиля продукции, и в результате система позволяет производить частые смены ассортимента в зависимости от требований. Кроме того, она позволяет подавать на установку стержнеобразные элементы, изготовленные в другой системе и доставленные в кассетах, которые не приемлемы в упомянутой установке, что обеспечивает увеличение гибкости изменения профиля продукции за очень короткое время.
Подробное описание изобретения
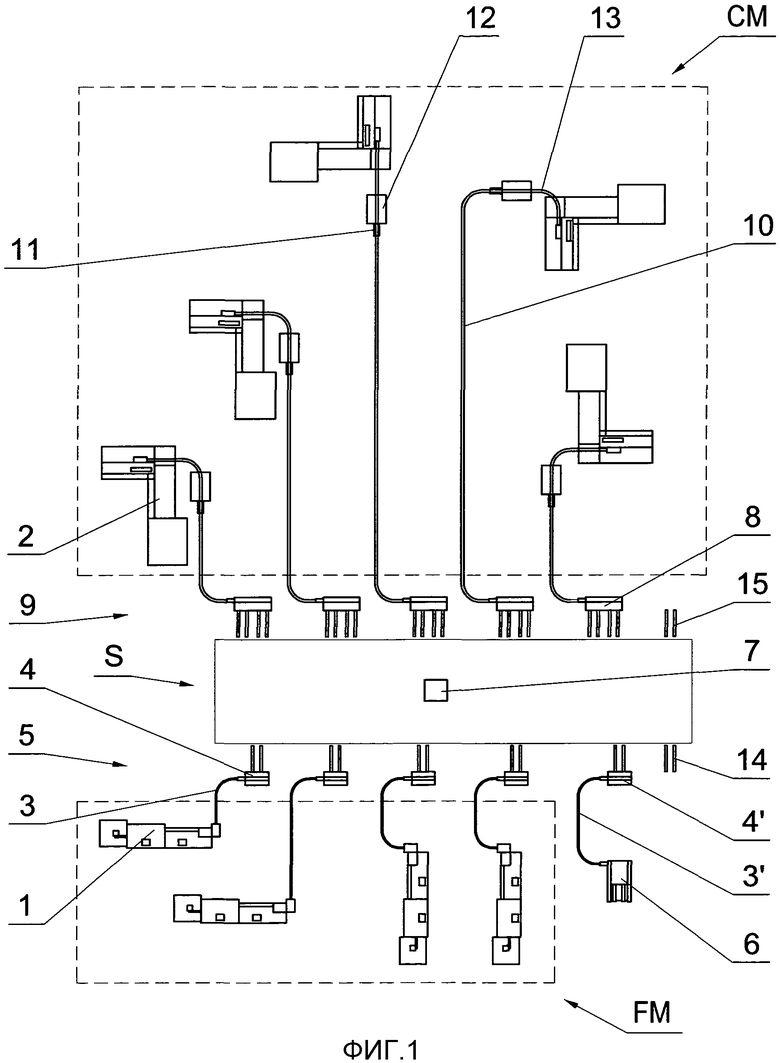
Настоящее изобретение проиллюстрировано примером выполнения, показанным на чертеже, на котором представлена упрощенная схема производственной установки табачной промышленности.
В представленной примерной установке, в секторе FM расположены машины 1, изготавливающие стержнеобразные элементы в виде фильтрующих стержней, при этом в секторе CM расположены различные обрабатывающие машины 2, типа сигаретоделательной машины, фильтроприкрепляющей машины, упаковочной машины и т.п. Между секторами FM и CM расположено средство промежуточного хранения S. Ассортимент фильтрующих стержней, изготовленных на каждой из машин 1, доставляют в виде потока посредством отводящего конвейера 3 к наполнителю 4 секционных кассет, при этом все наполнители 4 расположены во входной зоне 5 средства промежуточного хранения S. Кроме того, во входной зоне 5 расположен по меньшей мере один наполнитель 4' секционных кассет, соединенный с разгрузочным устройством 6 для обычных односекционных кассет, картонных коробов или картонных коробов, вставленных в обычные лотки подающего конвейера 3'. Фильтрующие стержни, после их помещения в секционную кассету в наполнителе 4, 4', транспортируют к средству промежуточного хранения S, где укладочная машина 7 помещает полные кассеты на заданное место, чтобы доставить полную кассету к соответствующему разгрузочному устройству 8 для разгрузки секционных кассет после сигнала, поданного системой управления, при этом все разгрузочные устройства 8 расположены в выходной зоне 9 средства промежуточного хранения S. Конструкция и принцип работы разгрузочного устройства 8 для разгрузки секционных кассет представлены в описании заявки Польши P-385300 (Заявитель). После разгрузки секционной кассеты фильтрующие стержни подают в виде потока посредством отводящего конвейера 10 к соответствующей обрабатывающей машине 2, где фильтрующие стержни подвергаются дальнейшим производственным операциям. На пути каждого отводящего конвейера 10, предпочтительно поблизости от обрабатывающей машины 2, расположен опорожняющий бункер 11, который может взаимодействовать с подвижным наполнителем 12 секционных кассет, расположенным под бункером, в случае необходимости. Концевой участок 13 отводящего конвейера 10, между опорожняющим бункером 11 и обрабатывающей машиной 2, также может перемещаться по направлению к опорожняющему бункеру 11. Производственная установка содержит по меньшей мере один подвижный наполнитель 12, при этом количество используемых наполнителей 12 зависит главным образом от частоты изменения ассортимента изготавливаемых фильтрующих стержней. Кроме того, во входной зоне 5 средства промежуточного хранения S расположен подающий конвейер 14, на который оператор вручную помещает секционные кассеты, что позволяет доставить в средство промежуточного хранения S полные и/или пустые кассеты, необходимые для начала автоматической работы системы, или кассеты, которые были предварительно извлечены из средства промежуточного хранения S, или кассеты со стержнями, удаленными с отводящего конвейера с использованием подвижного наполнителя 12. Подобным образом в выходной зоне 9 средства промежуточного хранения S расположен отводящий конвейер 15, с которого секционные кассеты собираются оператором вручную, и который позволяет отвести кассеты от средства промежуточного хранения S, например, в случае прекращения работы системы или при изменении ассортимента производимых изделий. Представленная установка, в которой имеются изолированная входная зона 5 и выходная зона 9, расположенные вблизи средства промежуточного хранения S, представляет собой самую простую систему. Из-за требований к пространству, существующих в табачной промышленности, входная зона 5 и выходная зона 9 могут быть разделены на подзоны, расположенные, например, поочередно, но по-прежнему составляющие входную зону 5 и выходную зону 9 согласно изобретению. По тем же самым причинам сектора FM и CM могут быть физически разделены на подсектора.
Фильтрующие стержни изготавливают в секторе FM на изготовительных машинах 1, при этом на каждой машине 1 может быть изготовлен другой тип фильтрующих стержней. Фильтрующие стержни, изготовленные в других системах и помещенные в обычные односекционные кассеты, доставляют к разгрузочному устройству 6, расположенному также в секторе FM. Фильтрующие стержни, перенесенные к наполнителям 4 или 4', помещают в секционные кассеты, которые были маркированы, а затем переносят в средство промежуточного хранения S, при этом кассеты, заполненные неправильно или ошибочно маркированные, удаляют.
Работа системы по изобретению
По требованию, поступающему от обрабатывающей машины 2, соответствующую кассету забирают со средства промежуточного хранения S и переносят на разгрузочное устройство 8, и после разгрузки фильтрующие стержни перемещают в виде потока на отводящем конвейере 10 к обрабатывающей машине 2, при этом из-за организационных требований к промышленным установкам путь отводящего конвейера 10 имеет обычно значительную длину. В случае необходимости изменения ассортимента продукции на определенной обрабатывающей машине 2, отводящий конвейер 10 останавливают, и под опорожняющим бункером 11 располагают подвижный наполнитель 12, через который в секционные кассеты загружаются фильтрующие стержни, находящиеся на отводящем конвейере 10, а затем запускают конвейер снова. После удаления фильтрующих стержней с конвейера 10 привод концевого участка 13 переключают на обратное направление перемещения и фильтрующие стержни помещают в секционные кассеты в наполнителе 12. Секционные кассеты, правильно заполненные в наполнителе 12, возвращают назад в средство промежуточного хранения S, чтобы их использовать позднее. В случае сложного ассортимента продукции, обеспечиваемого значительным количеством обрабатывающих машин 2, должно использоваться соответствующее количество подвижных наполнителей 12, при этом посредством оператора подающий конвейер 14 начинает заполнять средство промежуточного хранения S полными и пустыми кассетами перед началом автоматической работы установки или в случае необходимости доставки в средство промежуточного хранения полных и/или пустых кассет, и в случае возврата назад в средство промежуточного хранения ассортимента изделий, ранее изъятых из средства промежуточного хранения или удаленных из производства, с использованием подвижного наполнителя 12. Подобным образом посредством оператора отводящий конвейер 15 начинает удалять полные кассеты и/или пустые кассеты из средства промежуточного хранения S.
Изобретение относится к системе устройств для транспортировки стержнеобразных элементов в промышленной установке, используемой в табачной промышленности, между машинами, изготавливающими элементы, и машинами, обрабатывающими элементы на последующих операциях, которая снабжена средством промежуточного хранения, в которое стержнеобразные элементы подают в кассетах, отличающаяся тем, что во входной зоне (5) средства промежуточного хранения (S) расположены наполнители (4) для заполнения секционных кассет, к которым стержнеобразные элементы доставляют посредством подающих конвейеров (3) в виде потока от изготовительных машин (1), при этом каждая изготовительная машина (1) связана с отдельным наполнителем (4), при этом в выходной зоне (9) средства промежуточного хранения (S) расположены разгрузочные устройства (8) для секционных кассет, из которых стержнеобразные элементы перемещают посредством отводящих конвейеров (10) в виде потока к обрабатывающим машинам (2), причем каждая изготовительная машина (2) связана с отдельным разгрузочным устройством (8), а на пути каждого отводящего конвейера (10) расположен опорожняющий бункер (11), взаимодействующий с подвижным наполнителем (12) для секционных кассет. Технический результат заключается в обеспечении доставки стержнеобразных элементов разных ассортиментов изготавливаемых одновременно. 5 з.п. ф-лы, 1 ил.
1. Система устройств для транспортировки стержнеобразных элементов в промышленной установке, используемой в табачной промышленности, между машинами, изготавливающими элементы, и машинами, обрабатывающими элементы на последующих операциях, снабженная средством промежуточного хранения, в которое стержнеобразные элементы подают в кассетах, отличающаяся тем, что во входной зоне (5) средства промежуточного хранения (S) расположены наполнители (4) для заполнения секционных кассет, к которым стержнеобразные элементы доставляют посредством подающих конвейеров (3) в виде потока от изготовительных машин (1), при этом каждая изготовительная машина (1) связана с отдельным наполнителем (4), при этом в выходной зоне (9) средства промежуточного хранения (S) расположены разгрузочные устройства (8) для секционных кассет, из которых стержнеобразные элементы перемещают посредством отводящих конвейеров (10) в виде потока к обрабатывающим машинам (2), причем каждая изготовительная машина (2) связана с отдельным разгрузочным устройством (8), а на пути каждого отводящего конвейера (10) расположен опорожняющий бункер (11), взаимодействующий с подвижным наполнителем (12) для секционных кассет.
2. Система по п.1, отличающаяся тем, что промышленная установка содержит, по меньшей мере, один подвижный наполнитель (12) для заполнения секционных кассет.
3. Система по п.1 или 2, отличающаяся тем, что отводящий конвейер (10) на своем концевом участке (13) между опорожняющим бункером (11) и обрабатывающей машиной (2) может также перемещаться по направлению к опорожняющему бункеру (11).
4. Система по п.1, отличающаяся тем, что во входной зоне (5) средства промежуточного хранения (S) расположен наполнитель (4') для заполнения секционных кассет, соединенный подающим конвейером (3') с разгрузочным устройством (6) для разгрузки односекционных кассет.
5. Система по п.4, отличающаяся тем, что промышленная установка содержит по меньшей мере один наполнитель (4') для заполнения секционных кассет стержнеобразными элементами, доставляемыми в виде потока посредством подающего конвейера (3') от разгрузочного устройства (6) для разгрузки односекционных кассет, при этом каждый наполнитель (4') соединен с одним разгрузочным устройством (6) для разгрузки односекционных кассет.
6. Система по п.1, отличающаяся тем, что во входной зоне (5) средства промежуточного хранения (S) расположен, по меньшей мере, один подающий конвейер (14), при этом в выходной зоне (9) средства промежуточного хранения (S) расположен по меньшей мере один отводящий конвейер (15).
| US 6158194 А, 12.12.2000 | |||
| Устройство для калибровки СВЧ=ваттметров | 1983 |
|
SU1234776A1 |
| EP 1741351 A1, 10.01.2007 | |||
| US 6065585 A, 23.05.2000 | |||
| US 5628162 A, 13.05.1997. | |||

