Изобретение относится к сварке термопластов путем их электрического нагрева и последующего сжатия между собой, а именно к устройствам для сварки полимерных трубчатых элементов, в частности фитинга и трубы, и может найти применение в системах отопления, водоснабжения, газоснабжения при монтаже и ремонте полимерных труб в труднодоступных местах.
Известно устройство для сварки пластмассовых труб по патенту РФ №2159183, МПК В29С 65/02, 20.11.2000, содержащее раму с зажимом для трубы и привод перемещения другой трубы с нагрузочной пружиной и механизмом стопорения, выполненный в виде двух автономных устройств, отличающееся тем, что каждое автономное устройство привода перемещения трубы выполнено с индивидуальной нагрузочной пружиной и индивидуальным механизмом стопорения.
Однако известное устройство не позволяет производить сварочные работы в труднодоступных местах.
Наиболее близким аналогом к заявляемому изобретению является устройство для сварки полимерных трубчатых элементов, содержащее основание, пульт управления, корпус, в котором размещены нагревательный элемент и сменные насадки для нагрева конечных участков полимерных трубчатых элементов - полимерной трубы и полимерного фитинга (Монтажный набор АкваМастер для PP-R систем водоснабжения. Модель - НМ 31 П, www.santehopt.kh.ua/ek_payalniki.php).
Недостатки известного устройства:
1. Низкое качество сварки полимерных труб с полимерными фитингами при выполнении работ в труднодоступных местах из-за отсутствия возможности одновременного прогревания конечных участков полимерной трубы и фитинга, раздвинув в разные стороны отрезки уже смонтированных полимерных труб, вследствие соосного и неподвижного крепления нагреваемой насадки для фитинга и нагреваемой насадки для трубы в корпусе нагревательного элемента. Используемый метод поочередного нагрева, вначале полимерной трубы, а затем полимерного фитинга, и дальнейшего их соединения, не позволяет производить качественные сварочные работы в труднодоступных местах.
2. Низкая производительность сварочных работ из-за значительных затрат времени на операцию подготовки устройства к сварке, вследствие того, что нагреваемая насадка для полимерного фитинга и нагреваемая насадка для полимерной трубы закреплены соосно и неподвижно в едином корпусе нагревательного элемента, и на операцию завершения сварки, вследствие необходимости перемещения нагретой насадки для фитинга и нагретой насадки для трубы вместе с нагретым корпусом нагревательного элемента на специальную теплоизолирующую подставку.
Наиболее близким аналогом заявленного изобретения является устройство для сварки полимерных трубчатых элементов, описанное в патенте US 3723229 А, кл. В29С 65/20, опубл. 27.03.1973, в котором устройство содержит основание, блок управления, первый и второй корпуса, в которых размещены, соответственно, первый и второй нагревательные элементы, электрически соединенные с блоком управления, и имеет поддерживающие элементы, в которых размещены насадки для нагрева участков трубы, установленные с возможностью поворота. Низкое качество при работе в труднодоступных местах при работе в полевых условиях.
Указанные недостатки устранены в заявляемом изобретении, которое направлено на решение задачи повышения качества и производительности выполнения сварных соединений полимерных труб с полимерными фитингами в условиях ограниченного пространства за счет обеспечения возможности перемещений в разные стороны отрезков уже смонтированных полимерных труб и одновременного прогревания конечных участков полимерных трубчатых элементов.
Технический результат достигается тем, что устройство для сварки полимерных трубчатых элементов, содержащее основание, пульт управления, первый и второй корпусы, в которых размещены первый и второй нагревательные элементы, соединенные электрическими проводами с пультом управления, первая и вторая насадки для нагрева конечного участка полимерного трубчатого элемента, согласно предлагаемому изобретению, снабжено первым и вторым поддерживающими элементами, при этом каждый поддерживающий элемент выполнен в виде гибкой гофрированной трубы, которая одним концом закреплена на основании, а другим концом закреплена в корпусе, при этом первый и второй корпусы, вместе с размещенными в них, соответственно, первым и вторым нагревательными элементами, первой и второй насадками для нагрева конечного участка полимерного трубчатого элемента, закреплены, соответственно, на первом и втором поддерживающих элементах с возможностью поворота на угол до 270°.
При этом пульт управления размещен в основании, причем электрические провода, соединяющие пульт управления с первым и вторым нагревательными элементами, расположены, соответственно, в полости первого и второго поддерживающих элементов, а на первом и втором корпусах закреплены, соответственно первая и вторая теплоизолирующие рукоятки, которые охватывают, соответственно первый и второй поддерживающие элементы.
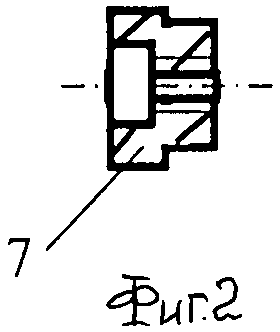
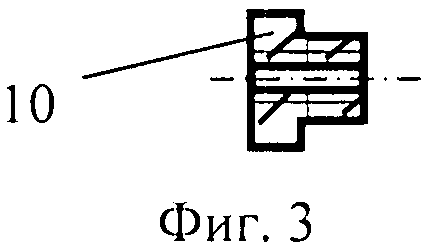
Сущность изобретения поясняется чертежами, где на фиг.1 схематично представлен общий вид предлагаемого устройства для сварки полимерных трубчатых элементов, на фиг.2 изображена первая насадка (для нагрева конечного участка полимерной трубы), на фиг.3 - вторая насадка (для нагрева конечного участка полимерного фитинга).
Цифрами на чертежах обозначены:
1 - основание, 2 - пульт управления, 3 - первый корпус, 4 - второй корпус, 5 - первый нагревательный элемент, 6 - полимерная труба, 7 - первая насадка (для нагрева конечного участка полимерной трубы), 8 - второй нагревательный элемент, 9 - полимерный фитинг, 10 - вторая насадка (для нагрева конечного участка полимерного фитинга), 11 - первый поддерживающий элемент, 12 - второй поддерживающий элемент, 13 - первая теплоизолирующая рукоятка, 14 - вторая теплоизолирующая рукоятка, 15 - стягивающий винт.
Устройство для сварки полимерных трубчатых элементов - полимерной трубы 6 и полимерного фитинга 9 - содержит основание 1, пульт 2 управления, первый 3 и второй 4 корпусы.
В первом корпусе 3 размещен первый нагревательный элемент 5 для нагрева конечного участка полимерной трубы 6. Первый нагревательный элемент 5 соединен электрическими проводами с пультом 2 управления. В первом корпусе 3 размещена первая насадка 7 (для нагрева конечного участка полимерной трубы 6).
Во втором корпусе 4 размещен второй нагревательный элемент 8 для нагрева конечного участка полимерного фитинга 9. Второй нагревательный элемент 8 соединен электрическими проводами с пультом 2 управления. Во втором корпусе 4 размещена вторая насадка 10 (для нагрева конечного участка полимерного фитинга 9).
Отличием предлагаемого устройства для сварки полимерных трубчатых элементов 6 и 9 является то, что оно снабжено первым 11 и вторым 12 поддерживающими элементами, при этом поддерживающие элементы 11 и 12 выполнены в виде гибкой гофрированной трубы.
Первый поддерживающий элемент 11 (гибкая гофрированная труба) одним концом закреплен на основании 1, а другим концом закреплен в первом корпусе 3. Первый корпус 3, вместе с размещенными в нем первым нагревательным элементом 5 и первой насадкой 7 для нагрева конечного участка полимерной трубы 6, закреплен на первом поддерживающем элементе 11 с возможностью поворота на угол до 270°, благодаря выполнению первого поддерживающего элемента 11 в виде гибкой гофрированной трубы.
Второй поддерживающий элемент 12 (гибкая гофрированная труба) одним концом закреплен на основании 1, а другим концом закреплен во втором корпусе 4. Второй корпус 4, вместе с размещенными в нем вторым нагревательным элементом 8 и второй насадкой 10 для нагрева конечного участка полимерного фитинга 9, закреплен на втором поддерживающем элементе 12 с возможностью поворота на угол до 270°, благодаря выполнению второго поддерживающего элемента 12 в виде гибкой гофрированной трубы.
Устройство для сварки полимерных трубчатых элементов отличается также тем, что пульт 2 управления размещен в основании 1, причем электрические провода, соединяющие пульт 2 управления с первым 5 и вторым 8 нагревательными элементами, расположены в полости, соответственно, первого 11 и второго 12 поддерживающих элементов (гибких гофрированных труб).
Устройство для сварки полимерных трубчатых элементов отличается также тем, что на первом 3 и втором 4 корпусах закреплены, соответственно, первая 13 и вторая 14 теплоизолирующие рукоятки, которые охватывают, соответственно, первый 11 и второй 12 поддерживающие элементы (гибкие гофрированные трубы).
Назначение узлов и деталей следующее.
Основание 1 предназначено для размещения в нем пульта 2 управления нагревательными элементами 5 и 8 и для крепления на нем двух поддерживающих элементов 11 и 12, которые выполнены в виде гибких гофрированных труб, изготовленных из стали и позволяющих изменять пространственное положение корпусов 3 и 4, вместе с расположенными в них, соответственно, нагревательными элементами 5 и 8, насадками 7 и 10, относительно друг друга и относительно уже смонтированных полимерных труб.
Поддерживающие элементы 11 и 12, так как выполнены в виде гибкой гофрированной трубы, являются пустотелыми, а в пластично изогнутом положении в любом направлении могут удерживать суммарный вес корпусов 3 и 4 с нагревательными элементами 5 и 8, вес нагреваемых насадок 7 и 10, полимерной трубы 6 и полимерного фитинга 9. Гофры гибких труб состоят из отдельных стальных элементов, которые позволяют поворачивать корпус 3 и 4 вместе с насадками 7 и 10 относительно геометрических осей поддерживающих элементов 11 и 12 на угол до 270°, в том числе и в изогнутом положении гибких труб.
Нагревательные элементы 5 и 8 служат для электрического нагрева стальных насадок 7 и 10, через которые теплота передается свариваемым между собой полимерным трубчатым элементам - полимерной трубе 6 и полимерному фитингу 9. К нагревательным элементам 5 и 8 подсоединены электрически и термически изолированные электрические провода, через которые осуществляется электропитание от электросилового блока, размещенного в пульте управления (на фиг.1 они условно не показаны). Электрические провода проложены в полости поддерживающих элементов 11 и 12.
Корпуса 3 и 4 служат для закрепления в них нагревательных элементов 5 и 8, насадок 7 и 10 с помощью стягивающих винтов 15. Нагревательные элементы 5 и 8, размещенные, соответственно, в корпусах 3 и 4, снаружи зафиксированы и закрыты теплоизолирующими крышками (на фиг.1 они условно не показаны). Насадки 7 и 10 выполнены сменными в зависимости от наружного диаметра трубы 6 и внутреннего диаметра свариваемого полимерного фитинга 9.
Пульт 2 служит для размещения в нем электросиловой части блока питания от сети 220 В, кнопок включения и выключения электропитания, кнопок выбора температуры нагрева и автоматики для выбора продолжительности времени нагрева насадок 7 и 10. Теплоизолирующие рукоятки 13 и 14 жестко прикреплены к корпусам 3 и 4 и служат для предохранения от термических ожогов рук работников при осуществлении технологических операций с нагретыми насадками 7 и 10.
Предлагаемое устройство для сварки полимерных трубчатых элементов работает следующим образом.
Имеется техническая задача, согласно которой необходимо в полимерную трубу 6 с наружным диаметром 20 мм, смонтированную на стене в ограниченном пространстве, вварить полимерный тройник с внутренним диаметром фитинга 9, равным 20 мм.
Для решения этой задачи в необходимом для сварки месте специальными ножницами разрезают предварительно опорожненную полимерную трубу 6 и вырезают отрезок трубы по длине, соответствующей длине полимерного тройника с учетом длин участков сварки, и отгибают на расстояние 50 мм от стены один из концов полимерной трубы 6.
Пульт 2 управления с помощью электрического кабеля (на фиг.1 он условно не показан) подсоединяют к электросети 220 В, и включают на пульте 2 кнопку нагрева нагревательных элементов 5 и 8, а также насадок 7 и 10 до температуры, равной 250…270°С. После достижения этой температуры одевают свариваемый полимерный фитинг 9, то есть один из трех концов ввариваемого полимерного тройника, на нагретую стальную первую насадку 7. Отогнутый конец полимерной трубы 6 вдвигают в нагретую стальную первую насадку 7.
Через 15…20 секунд на первом поддерживающем элементе 11 снимают первую насадку 7 вместе с первым корпусом 3 с отогнутой полимерной трубы 6, пользуясь первой теплоизолирующей рукояткой 13 и используя их возможность перемещаться в пространстве за счет изгибания гибкой гофрированной трубы. На втором поддерживающем элементе 12, удерживая второй теплоизолирующей рукояткой 14 второй корпус 4, со второй насадки 10 снимают полимерный фитинг 9, который является одним из трех концов ввариваемого полимерного тройника. Затем, с учетом пространственного конечного положения полимерного тройника, быстро одевают нагретый конец полимерного фитинга 9 на нагретый конец полимерной трубы 6, которая смонтирована на стене.
После охлаждения (в течение 2 минут) сваренных деталей, выше приведенная операция повторяется относительно второго конца полимерной трубы и второго конца полимерного фитинга 9 (конца полимерного тройника).
В предлагаемом устройстве возможность корпусов 3 и 4 поворачиваться относительно друг друга на различные углы с помощью, соответственно, поддерживающих элементов 11 и 12, выполненных в виде гибких гофрированных труб, а также возможность их изгиба, благодаря такому выполнению поддерживающих элементов 11 и 12, позволяет одновременно прогреть конечные участки полимерной трубы и полимерного фитинга и произвести качественную сварку. Так как в заявляемом устройстве корпуса 3 и 4 нагревательных элементов 5 и 8 постоянно находятся на поддерживающих элементах 11 и 12, то нет потерь времени, связанных с размещением и снятием нагретых корпусов 3 и 4 с теплоизолирующих подставок.
Использование заявляемого изобретения позволит повысить качество и производительность выполнения сварных соединений полимерных труб с полимерными фитингами в условиях ограниченного пространства за счет обеспечения возможности перемещений в разные стороны отрезков уже смонтированных полимерных труб и одновременного прогревания концевых участков полимерных трубчатых элементов.
Изобретение относится к сварке термопластов путем их электрического нагрева и последующего сжатия между собой, а именно к устройствам для сварки полимерных трубчатых элементов, в частности фитинга и трубы. Оно может найти применение в системах отопления, водоснабжения, газоснабжения при монтаже и ремонте полимерных труб в труднодоступных местах. Техническим результат, достигаемым при использовании устройства по изобретению, является повышение качества и производительности выполнения сварных соединений полимерных труб с полимерными фитингами в условиях ограниченного пространства за счет обеспечения возможности перемещений в разные стороны отрезков уже смонтированных полимерных труб и одновременного прогревания конечных участков полимерных трубчатых элементов. Устройство для сварки полимерных трубчатых элементов содержит основание, пульт управления, первый и второй корпуса, в которых размещены первый и второй нагревательные элементы, соединенные электрическими проводами с пультом управления, а также первая и вторая насадки для нагрева конечного участка полимерного трубчатого элемента. Оно снабжено первым и вторым поддерживающими элементами, при этом каждый поддерживающий элемент выполнен в виде гибкой гофрированной трубы, которая одним концом закреплена на основании, а другим концом закреплена в корпусе. При этом первый и второй корпуса, вместе с размещенными в них, соответственно, первым и вторым нагревательными элементами, первой и второй насадками для нагрева конечного участка полимерного трубчатого элемента, закреплены, соответственно, на первом и втором поддерживающих элементах с возможностью поворота на угол до 270°. 2 з.п. ф-лы, 3 ил.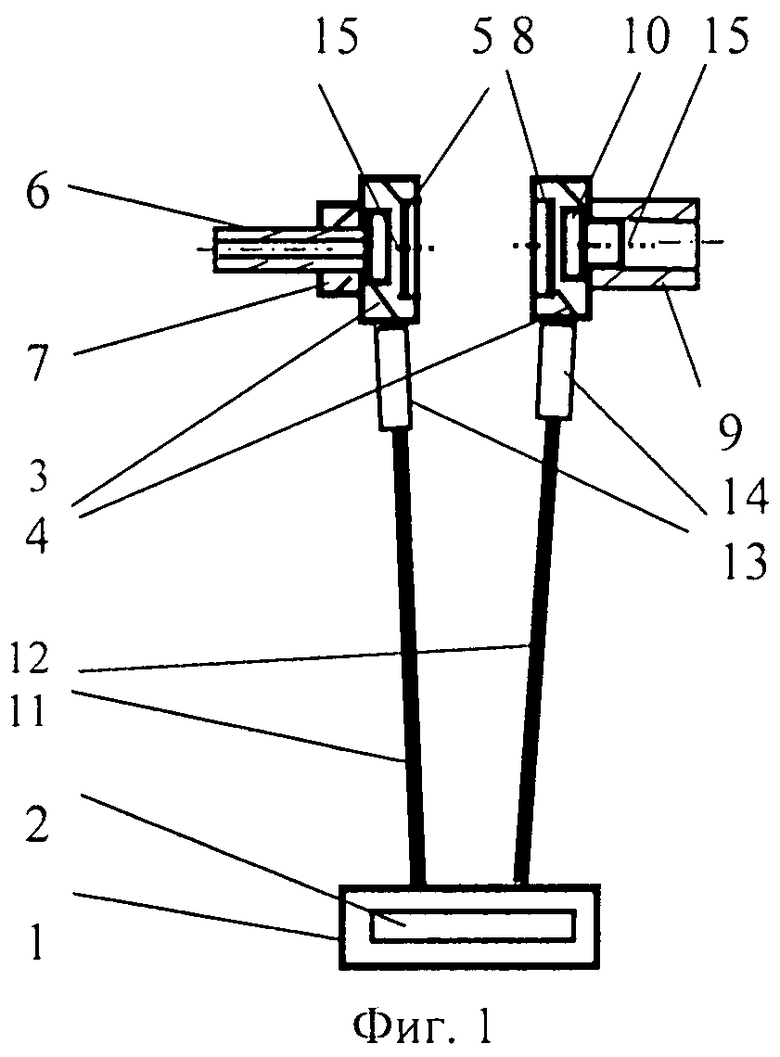
1. Устройство для сварки полимерных трубчатых элементов, содержащее основание, пульт управления, первый и второй корпусы, в которых размещены соответственно первый и второй нагревательные элементы, соединенные электрическими проводами с пультом управления, первая и вторая насадки для нагрева конечного участка полимерного трубчатого элемента, отличающееся тем, что оно снабжено первым и вторым поддерживающими элементами, при этом каждый поддерживающий элемент выполнен в виде гибкой гофрированной трубы, которая одним концом закреплена на основании, а другим концом закреплена в корпусе, при этом первый и второй корпусы вместе с размещенными в них соответственно первым и вторым нагревательными элементами, первой и второй насадками для нагрева конечного участка полимерного трубчатого элемента закреплены соответственно на первом и втором поддерживающих элементах с возможностью поворота на угол до 270°.
2. Устройство для сварки полимерных трубчатых элементов по п.1, отличающееся тем, что пульт управления размещен в основании, причем электрические провода, соединяющие пульт управления с первым и вторым нагревательными элементами, расположены соответственно в полости первого и второго поддерживающих элементов.
3. Устройство для сварки полимерных трубчатых элементов по п.1, отличающееся тем, что на первом и втором корпусах закреплены соответственно первая и вторая теплоизолирующие рукоятки, которые охватывают соответственно первый и второй поддерживающие элементы.
| US 3723229 А, 27.03.1973 | |||
| ШРАДЕР В | |||
| Обработка и сварка полуфабрикатов из пластмасс | |||
| - М.: Машиностроение, 1980, с.156, рис.137, с.151, рис.127, с.202-205, рис.207, 208 | |||
| Шахтная выносная топка | 1951 |
|
SU93127A1 |
| Дробеструйная центробежная установка | 1950 |
|
SU98972A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ФИТИНГА С ТРУБОЙ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 1991 |
|
RU2036800C1 |
| US 4147926 А, 03.04.1979 | |||
| US 5138136 А, 11.08.1992 | |||
| СМЕСИТЕЛЬ | 2014 |
|
RU2572326C1 |
| Способ удаления масла с полированных шеллачной или подобной ей политурой поверхностей древесины | 1955 |
|
SU102913A1 |

