Изобретение относится к соединениям пластиков, а более конкретно к соединению многослойных металлополимерных труб, и может быть использовано, например, при монтаже трубопроводов систем горячего и холодного водоснабжения.
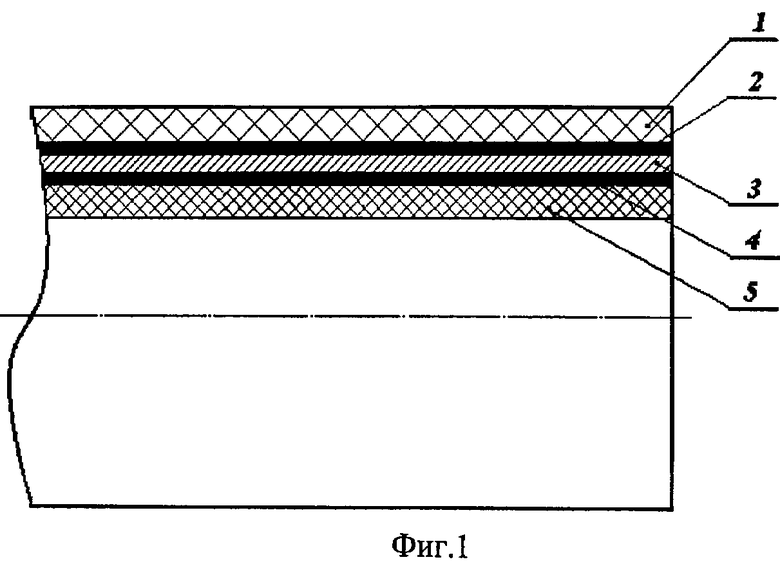
В настоящее время широкое распространение получили технологии изготовления трубопроводов из многослойных металлополимерных труб, наружный и внутренний слои которых выполнены из полимерного материала. Вариант пятислойной конструкции такой трубы представлен на фиг.1. Труба содержит внешний полимерный слой 1, адгезионные покрытия 2 и 4, алюминиевый слой 3 и внутренний полимерный слой 5.
При изготовлении трубопроводов из таких труб их соединение выполняют, как правило, с помощью резьбовых (компрессионных) фитингов (СП 40-103-98 группа Ж24, Свод правил по проектированию и строительству. Проектирование и монтаж трубопроводов систем холодного и горячего внутреннего водоснабжения с использованием металлополимерных труб; СП 41-102-98 Группа Ж24. Свод правил по проектированию и строительству. Проектирование и монтаж трубопроводов систем отопления с использованием металлополимерных труб) или с помощью пресс-фитингов (например, пресс-фитинги HERZ) (http://www.herz-vl/d/67920/d/hress-fitingi_gerc.pdf).
К недостаткам соединений с помощью резьбовых фитингов относятся возможные ошибки при монтаже (недостаточно затянута резьба), необходимость периодического контроля во время эксплуатации, так как затяжка обжимных гаек со временем ослабевает и появляется протечка в месте соединения. При использовании пресс-фитингов соединение получается значительно надежнее и долговечнее. Однако обоим способам присущи достаточно сложная технология и большое количество необходимых для монтажа трубопровода деталей.
В то же время при монтаже трубопроводов из однослойных полимерных труб широко применяются способы неразъемного соединения труб из термопластичных материалов без их растворения или изменения химического состава, исключительно за счет нагрева. Наиболее широко используются способ сварки нагретым инструментом встык (http://www.polyplastic.ru), терморезисторная сварка при помощи фитингов с закладными нагревателями (http://www/etp/com/ua/news/vid_svarki.html) и способ сварки нагретым инструментом враструб с использованием фитингов (http://www.polyplastic.ru).
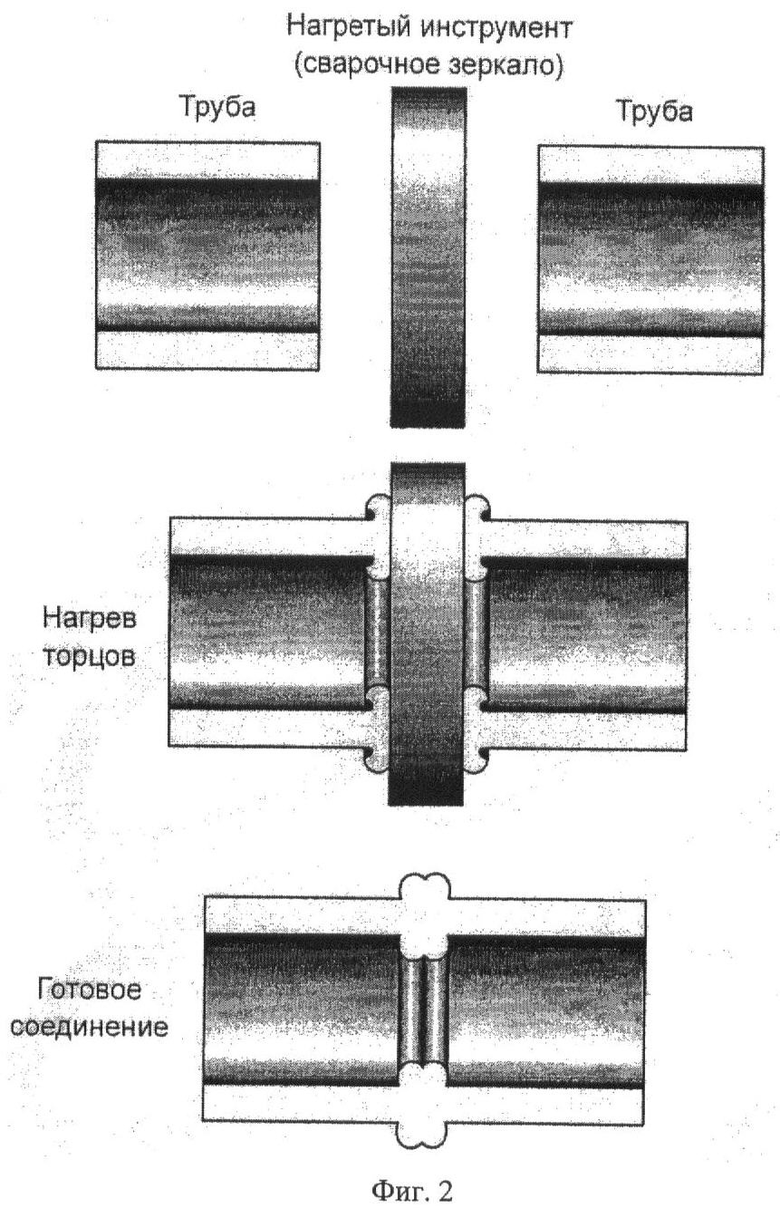
При сварке встык, как показано на фиг.1, нагрев свариваемых поверхностей производится металлическим нагретым инструментом. Сущность способа заключается в нагреве торцов свариваемых труб до расплавления материала и последующего сжатия нагретых торцов для остывания. При этом для получения качественного сварного соединения необходимо соблюдение ряда условий. Основным параметром процесса является температура нагрева сварочного инструмента, которую необходимо поддерживать постоянной с точностью до ±10 К. Время нагрева - плавления торцов свариваемых труб сварочным инструментом - зависит от температуры окружающей среды, толщины стенки труб, подготовки торцов труб под сварку. Сокращение продолжительности нагрева при постоянной температуре инструмента приводит к недостаточному размягчению материала и, как следствие, к ухудшению качества сварного шва. Точное соблюдение времени нагрева не всегда гарантирует стабильную глубину прогрева, она может изменяться в зависимости от условий окружающей среды. При нагреве сварочный инструмент должен касаться кромок труб по всему периметру. При правильном ведении процесса по всему периметру трубы должен образовываться равномерный грат расплавленного материала в виде валика высотой не более 2-3 мм. После оплавления концов труб необходимо быстро удалить нагреватель и произвести осадку труб. Время между удалением нагревателя и осадкой труб не должно превышать определенного значения, иначе происходит снижение прочности сварного шва в результате быстрого охлаждения свариваемых поверхностей. При увеличении давления осадки происходит чрезмерное выдавливание оплавленного материала наружу и внутрь трубы, что ухудшает качество сварного соединения. Продолжительность охлаждения под давлением определяется с учетом толщины стенки свариваемых труб, температуры окружающего воздуха и типа пластмассы. Сваренный стык необходимо выдерживать под давлением до полного охлаждения материала, так как перемещение концов труб сразу же после сварки может привести к созданию в стыке дополнительных внутренних напряжений.
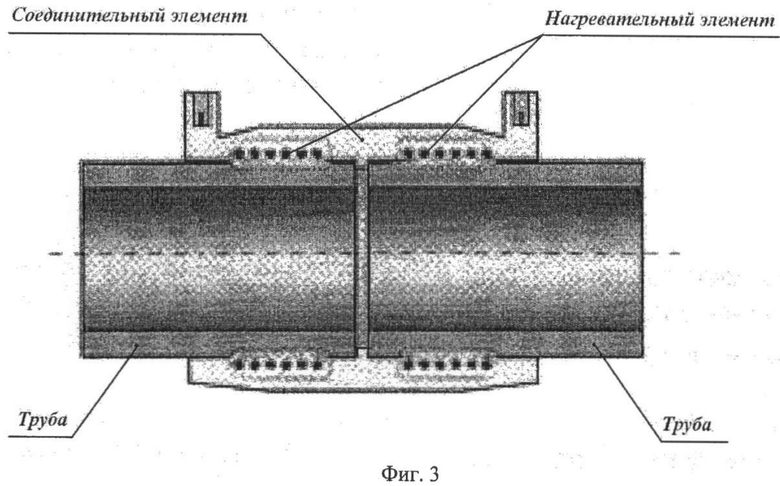
Терморезисторная сварка или сварка с использованием фитингов с закладным нагревательным элементом, один из вариантов которых представлен на фиг.3, - один из наиболее высокопроизводительных способов сварки. Суть его заключается в подаче электроэнергии к нагревательному элементу (проволоке), расположенному на внутренней части литой соединительной детали (фитинга). Проволока нагревается при пропускании через нее электрического тока, и под воздействием тепла соединяемые поверхности трубы и фитинга оплавляются и свариваются между собой.
Известно устройство для соединения многослойных композиционных труб (Патент RU №93127, F16L 13/00, 20.04.2010), выполненное в виде муфты с внутренним крепежным элементом с цилиндрическим гнездом, охватывающим внутреннюю, торцевую и внешнюю поверхности трубы, в стенки цилиндрического гнезда запрессован или установлен при литье муфты закладной нагревательный элемент для расплавления внутреннего, наружного и торцевого слоев муфты и трубы с выведенными наружу муфты клеммами для подключения к источнику постоянного или импульсного электрического тока.
При нагреве до температуры плавления материала муфты линейное температурное удлинение закладного нагревательного элемента может привести к сближению его витков и формированию групп перегрева локальных участков, что приведет к увеличенному глубинному прогреву трубы и муфты и, как следствие, к деформации их поверхностей.
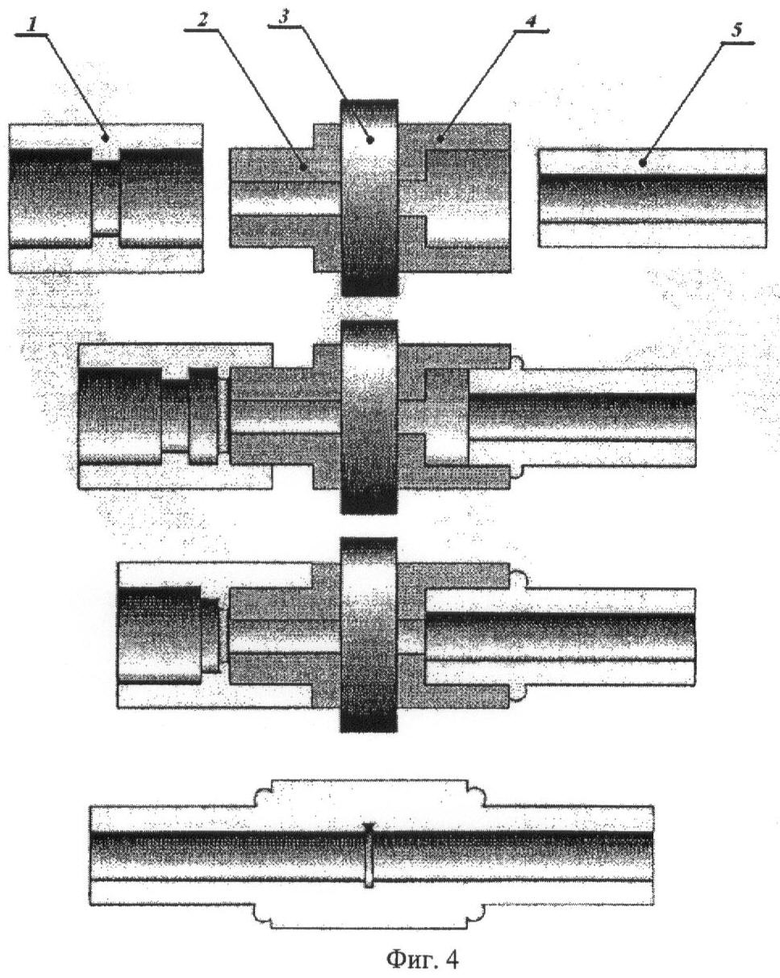
При сварке враструб, поясняемой фиг.4, с помощью сварочного приспособления свариваются труба 5 и соединительный элемент (фитинг) 1. Сварочное приспособление состоит из инструмента фитинга 2 и инструмента трубы 4, которые крепятся на нагревателе 3. Внешняя поверхность трубы нагревается инструментом трубы, одновременно с этим внутренняя поверхность фитинга нагревается инструментом фитинга. По достижении оплавления внешней поверхности трубы и внутренней поверхности фитинга сварочное приспособление удаляется из зоны сварки, а труба и фитинг совмещаются и остужаются.
Данный способ является наиболее технологичным из известных и широко используется на практике, отличаясь высоким качеством и надежностью получаемых с его помощью соединений однослойных полимерных труб. Однако в силу особенностей конструкции многослойных металлополимерных труб этот способ не нашел широкого применения для их соединения.
Задачей, на решение которой направлено заявляемое изобретение, является разработка способа соединения многослойных металлопластиковых труб, не уступающего по технологичности и качеству способу соединения однослойных труб из термопластичных материалов нагретым инструментом с помощью фитингов. При этом конструктивные особенности металлополимерных труб определяют дополнительные требования:
- для получения качественного и надежного соединения многослойных металлополимерных труб сварку их с фитингом необходимо осуществлять как по наружной поверхности внешнего полимерного слоя, так и по внутренней поверхности внутреннего полимерного слоя трубы;
- в процессе сварки необходимо исключить разрушение и деформацию достаточно тонких полимерных и адгезионных слоев трубы и оголение внутреннего металлического слоя трубы, так как в противном случае надежного сцепления свариваемых поверхностей трубы и фитинга обеспечить невозможно.
Наиболее близким аналогом являются способ соединения многослойных композиционных труб и устройство для его осуществления (Патент RU №2380603, F16L 13/00, 27.01.2010), выбранные в качестве прототипа, согласно которым многослойные композиционные трубы соединяют через фитинги путем сварки. При этом сварку производят одновременно по цилиндрической и торцевой поверхностям трубы, для этого одновременно предварительно расплавляют внешнюю, внутреннюю и торцевую поверхности на конечном участке трубы и соединенные с трубой внутренние поверхности фитинга. Фитинг для соединения многослойных композиционных труб выполнен в виде муфты с внутренним крепежным элементом с цилиндрическим гнездом, охватывающим внутреннюю, торцевую и внешнюю поверхности трубы.
Данный способ не исключает деструкции материала, возможной при перегреве полимерных слоев конечных участков соединяемых труб, и, как следствие, получение некачественного соединения труб. Кроме того, при нагреве фитинга имеется прямой контакт нагревательного инструмента и конечного участка внутренней стенки крепежного элемента фитинга, который становится пластичным и под давлением избытка расплавленного полимера изменяет свою геометрию, уменьшая, тем самым, площадь сечения проходного отверстия фитинга. Избыток расплавленного полимера будет выдавливаться во внутреннюю часть фитинга, также уменьшая площадь сечения проходного отверстия. Это, в свою очередь, приведет к увеличению гидравлических потерь и увеличению шумов при транспортировке жидкости по трубопроводу.
Технический результат, достигаемый в заявленном изобретении, заключается в повышении качества и надежности соединения многослойных металлополимерных труб.
Технический результат достигается тем, что соединение многослойных металлополимерных труб методом сварки осуществляют через соединительное устройство, имеющее не менее двух присоединительных элементов с посадочными гнездами для конечных участков труб. Посадочное гнездо каждого присоединительного элемента выполнено в виде соосного с внутренним отверстием присоединительного элемента кольцевого паза с цилиндрической стенкой со стороны внешней поверхности присоединяемой трубы и конической, усеченной по плоскости торца присоединительного элемента, стенкой со стороны внутренней поверхности присоединяемой трубы. Сварку осуществляют по внешней, внутренней и торцевой поверхностям конечного участка трубы, охватываемых внутренними поверхностями посадочного гнезда соединительного устройства. Сварку осуществляют с предварительным одновременным нагревом конечного участка трубы и посадочного гнезда соединительного устройства и последующим совмещением предварительно нагретых участков трубы и соединительного устройства. При этом для исключения разрушения полимерных слоев, оголения внутреннего металлического слоя и удаления нанесенных на металлический слой адгезионных слоев трубы при совмещении ее с соединительным устройством конечный участок трубы предварительно нагревают до температуры размягчения материала внешнего и внутреннего слоев трубы. Посадочное гнездо соединительного устройства предварительно нагревают до температуры плавления материала соединительного устройства. Предварительный нагрев конечного участка трубы и посадочного гнезда соединительного устройства осуществляют с помощью сварочного приспособления, имеющего блок управления и нагреватель, на котором расположены инструмент трубы и инструмент фитинга. Температура нагревателя и инструмента фитинга, имеющего непосредственный контакт с поверхностью нагревателя, равная температуре плавления материала соединительного устройства, задается блоком управления и поддерживается им на постоянном уровне в пределах заданной погрешности. Ограничение нагрева конечного участка трубы до температуры, не превышающей температуру размягчения материала внешнего и внутреннего слоев трубы, обеспечивается закреплением инструмента трубы на нагревателе через переходную втулку. Для настройки температуры нагрева при изменении внешних условий инструмент трубы может перемещаться по оси переходной втулки.
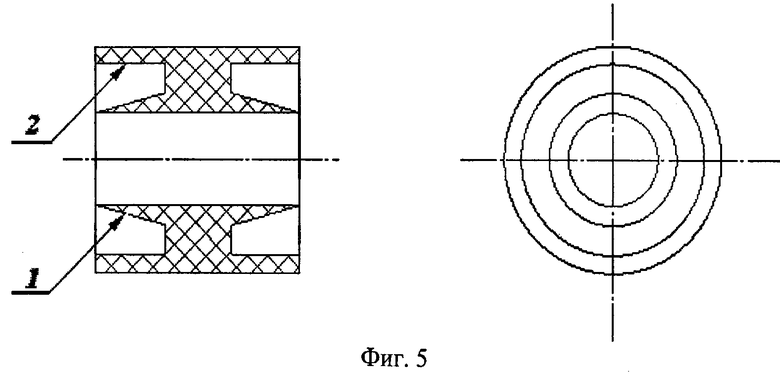
Соединительное устройство, конструкция которого поясняется фиг.5, имеет не менее двух присоединительных элементов для конечных участков соединяемых труб, каждое из которых выполнено с посадочным гнездом в виде соосного с внутренним отверстием присоединительного элемента кольцевого паза с цилиндрической стенкой 2 со стороны наружной поверхности присоединяемой трубы и конической, усеченной по плоскости торца присоединительного элемента, стенкой 1 со стороны внутренней поверхности присоединяемой трубы.
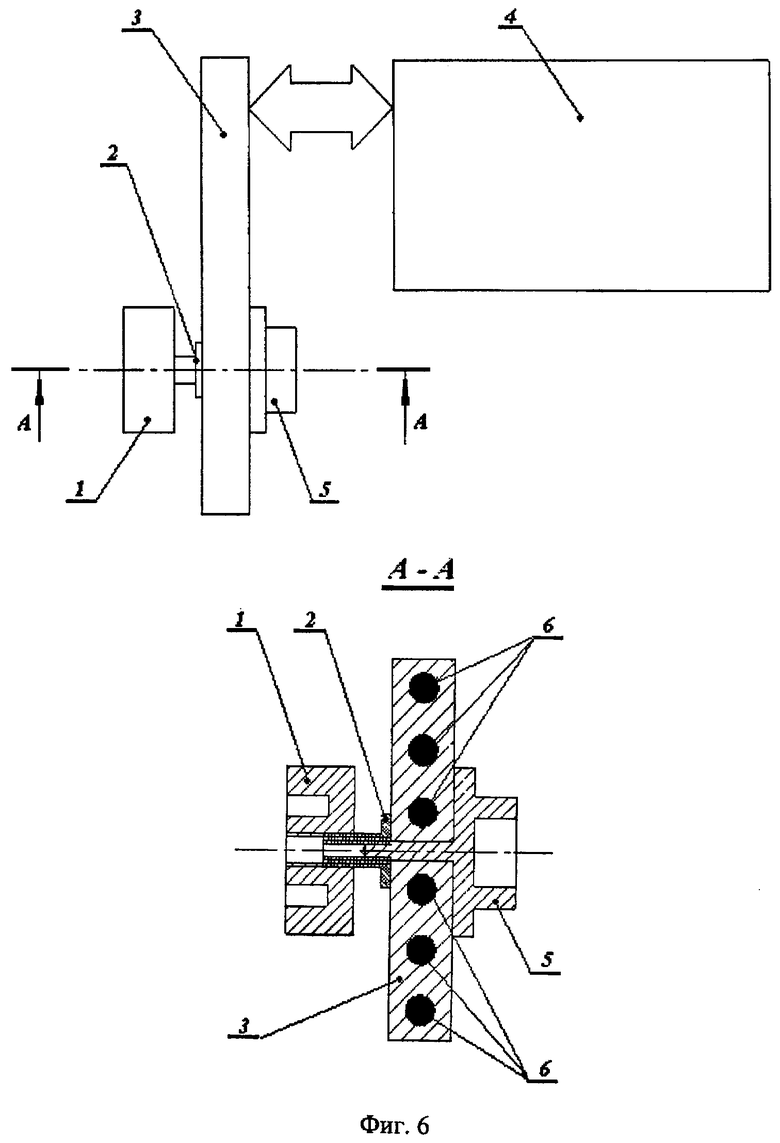
Сварочное приспособление, устройство которого поясняется фиг 6, выполнено с нагревателем 3, на котором расположены инструмент трубы 1 и инструмент фитинга 5, и блоком управления 4, функционально связанным с нагревателем. Нагреватель сварочного приспособления выполнен с расположенным в теле нагревателя нагревательным элементом 6, режим работы которого задается и поддерживается блоком управления. Инструмент фитинга выполнен в виде втулки с гнездом для фитинга на стороне одного из своих торцов. Гнездо выполнено в форме кольцевого цилиндрического паза. Инструмент фитинга имеет непосредственный контакт с поверхностью нагревателя. Температура нагревателя и инструмента фитинга, равная температуре плавления материала фитинга, задается и поддерживается на постоянном уровне с помощью блока управления. Инструмент трубы выполнен в виде втулки с гнездом для конечного участка трубы со стороны одного из торцов. Гнездо выполнено в форме кольцевого цилиндрического паза, соосного с внутренним крепежным отверстием втулки. Для обеспечения нагрева конечного участка трубы до температуры размягчения материала полимерных слоев трубы инструмент трубы закрепляется на нагревателе через переходную втулку 2. Для настройки температуры нагрева при изменении внешних условий инструмент трубы может перемещаться по оси переходной втулки.
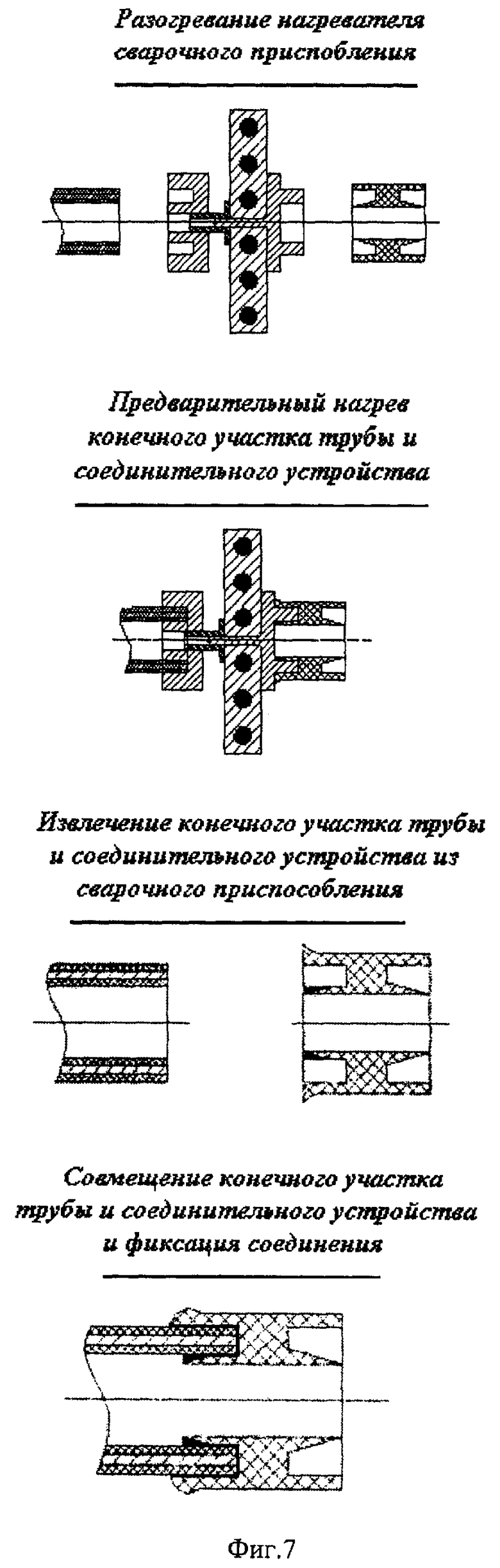
Процесс сварки трубы и фитинга поясняется фиг.7. Нагреватель сварочного приспособления в течение времени, определяемого параметрами технологического процесса в зависимости от материала внешнего и внутреннего слоев трубы и соединительного устройства, разогревается до заданной температуры. После чего конечный участок трубы вставляется в инструмент трубы сварочного приспособления, соединительное устройство вставляется в инструмент фитинга сварочного приспособления и фиксируются в сварочном приспособлении на время нагрева. Внешняя, внутренняя и торцевая поверхности конечного участка трубы нагреваются инструментом трубы до температуры размягчения материала внешнего и внутреннего слоев трубы. Одновременно посадочное гнездо соединительного устройства нагревается инструментом фитинга до температуры плавления материала соединительного устройства. При этом из-за отсутствия непосредственного контакта поверхности инструмента фитинга сварочного приспособления с поверхностью конечного участка конусной стенки посадочного гнезда соединительного устройства не происходит деформации конечного участка посадочного гнезда соединительного устройства. По истечении заданного времени нагрева труба и соединительное устройство одновременно извлекаются из сварочного приспособления. Нагретый конечный участок трубы вставляется до упора в нагретое посадочное гнездо соединительного устройства с последующей фиксацией в неподвижном состоянии. При этом поверхность внутреннего и внешнего слоев конечного участка трубы в процессе теплообмена с нагретой до более высокой температуры поверхностью посадочного гнезда соединительного устройства разогреваются до температуры плавления материала внутреннего и внешнего слоев трубы, обеспечивая тем самым получение качественного соединения. При этом полимерные слои конечного участка трубы не деформируются и не сдвигаются относительно внутреннего металлического слоя трубы. Избыток расплавленного полимера, заполняя полость между конусной стенкой посадочного гнезда и внутренней поверхностью конечного участка трубы, не выдавливается во внутреннее отверстие соединительного устройства и не деформирует конечный участок внутренней стенки посадочного гнезда. После полного остывания сварное соединение готово.
Данный способ может использоваться и для соединения однослойных пластиковых труб, а также для соединения однослойных пластиковых труб с многослойными металлополимерными трубами при монтаже трубопроводов с повышенными требованиями к качеству и надежности соединений труб.
Изобретение относится к соединениям труб. Способ соединения многослойных металлополимерных труб методом сварки через соединительное устройство, имеющее не менее двух присоединительных элементов с посадочными гнездами для конечных участков труб, по внешней, внутренней и торцевой поверхностям конечного участка трубы, охватываемых внутренними поверхностями посадочного гнезда соединительного устройства, с предварительным одновременным нагревом конечного участка трубы и посадочного гнезда соединительного устройства и последующим совмещением предварительно нагретых участков трубы и соединительного устройства. Технический результат - повышение качества и надежности соединения многослойных металлополимерных труб. Для исключения разрушения полимерных слоев, оголения внутреннего металлического слоя и удаления нанесенных на металлический слой адгезионных слоев трубы при совмещении ее с соединительным устройством конечный участок трубы нагревают до температуры размягчения материала внешнего и внутреннего слоев трубы, а посадочное гнездо соединительного устройства, выполненное в виде соосного с внутренним отверстием присоединительного элемента соединительного устройства кольцевого паза с цилиндрической стенкой со стороны внешней поверхности присоединяемой трубы, и конической, усеченной по плоскости торца присоединительного элемента, стенкой со стороны внутренней поверхности присоединяемой трубы, предварительно нагревают до температуры плавления материала соединительного устройства. При этом предварительный нагрев конечного участка трубы и посадочного гнезда соединительного устройства осуществляют с помощью сварочного приспособления, имеющего блок управления и нагреватель, на котором расположены инструмент трубы и инструмент фитинга. Температура нагревателя и инструмента фитинга, имеющего непосредственный контакт с поверхностью нагревателя, равная температуре плавления материала соединительного устройства, задается блоком управления и поддерживается им на постоянном уровне в пределах заданной погрешности. Ограничение нагрева конечного участка трубы до температуры, не превышающей температуру размягчения материала внешнего и внутреннего слоев трубы, обеспечивается закреплением инструмента трубы на нагревателе через переходную втулку. Для настройки температуры нагрева при изменении внешних условий инструмент трубы может перемещаться по оси переходной втулки. 7 ил.
Способ соединения многослойных металлополимерных труб методом сварки через соединительное устройство, имеющее не менее двух присоединительных элементов с посадочными гнездами для конечных участков труб, по внешней, внутренней и торцевой поверхностям конечного участка трубы, охватываемых внутренними поверхностями посадочного гнезда соединительного устройства, с предварительным одновременным нагревом конечного участка трубы и посадочного гнезда соединительного устройства и последующим совмещением предварительно нагретых участков трубы и соединительного устройства, отличающийся тем, что для исключения разрушения полимерных слоев, оголения внутреннего металлического слоя и удаления нанесенных на металлический слой адгезионных слоев трубы при совмещении ее с соединительным устройством конечный участок трубы нагревают до температуры размягчения материала внешнего и внутреннего слоев трубы, а посадочное гнездо соединительного устройства, выполненное в виде соосного с внутренним отверстием посадочного гнезда присоединительного элемента соединительного устройства кольцевого паза с цилиндрической стенкой со стороны внешней поверхности присоединяемой трубы, и конической, усеченной по плоскости торца присоединительного элемента, стенкой со стороны внутренней поверхности присоединяемой трубы, предварительно нагревают до температуры плавления материала соединительного устройства, при этом предварительный нагрев конечного участка трубы и посадочного гнезда соединительного устройства осуществляют с помощью сварочного приспособления, имеющего блок управления и нагреватель, на котором расположены инструмент трубы и инструмент фитинга, при этом температура нагревателя и инструмента фитинга, имеющего непосредственный контакт с поверхностью нагревателя, равная температуре плавления материала соединительного устройства, задается блоком управления и поддерживается им на постоянном уровне в пределах заданной погрешности, при этом ограничение нагрева конечного участка трубы до температуры, не превышающей температуру размягчения материала внешнего и внутреннего слоев трубы, обеспечивается закреплением инструмента трубы на нагревателе через переходную втулку, при этом для настройки температуры нагрева при изменении внешних условий инструмент трубы может перемещаться по оси переходной втулки.
| СПОСОБ СОЕДИНЕНИЯ МНОГОСЛОЙНЫХ КОМПОЗИЦИОННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2380603C1 |
| ПРЕСС-ФИТИНГ | 2003 |
|
RU2303741C2 |
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2006 |
|
RU2343331C2 |
| КОМПЛЕКТ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ДЛЯ СВАРКИ ТРУБ ИЗ СТРУКТУРИРОВАННОГО ПОЛИЭТИЛЕНА И СПОСОБ СВАРКИ НАГРЕТЫМ ИНСТРУМЕНТОМ ТРУБ ИЗ СТРУКТУРИРОВАННОГО ПОЛИЭТИЛЕНА | 2004 |
|
RU2293656C2 |
| US 4619470 A, 28.10.1986 | |||
| US 6524425 B1, 25.03.2003. | |||

