Изобретение относится к оборудованию для сварки пластических материалов, а более конкретно к оборудованию для соединения полимерных и многослойных металлополимерных труб с использованием нагретого инструмента, и может быть использовано, например, при монтаже трубопроводов систем горячего и холодного водоснабжения.
Наиболее близким аналогом (Патент RU по заявке №2010123039 от 07.06.2010, В29С 65/02, В29С 65/18), выбранным в качестве прототипа, является сварочное приспособление для соединения многослойных металлополимерных труб, выполненное с нагревателем, на котором расположены инструмент трубы и инструмент фитинга, и блоком управления, функционально связанным с нагревателем, при этом нагреватель сварочного приспособления выполнен с расположенным в теле нагревателя нагревательным элементом, режим работы которого задается и поддерживается с помощью блока управления, при этом инструмент фитинга выполнен в виде втулки с гнездом для фитинга в форме кольцевого цилиндрического паза и имеет непосредственный контакт с поверхностью нагревателя, а температура нагрева нагревателя и инструмента фитинга, равная температуре плавления материала фитинга, задается и поддерживается на постоянном уровне с помощью блока управления, при этом инструмент трубы выполнен в виде втулки с гнездом для конечного участка трубы со стороны одного из торцов, в форме кольцевого цилиндрического паза, соосного с внутренним крепежным отверстием втулки, а для обеспечения нагрева конечного участка трубы до температуры размягчения материала полимерных слоев трубы, инструмент трубы закрепляется на нагревателе через переходную втулку, при этом для настройки температуры нагрева при изменении внешних условий инструмент трубы выполнен со шкалой температуры и может перемещаться по оси переходной втулки, которая снабжена указателем температуры.
При совмещении конечного участка трубы с инструментом трубы между торцевой поверхностью трубы и дном гнезда инструмента трубы возможно образование воздушной прослойки, что будет препятствовать прогреву торцевой поверхности трубы до необходимой температуры и приведет к снижению качества соединения торцевой поверхности конечного участка трубы с дном посадочного гнезда фитинга. Это, в свою очередь, приведет к снижению качества и надежности получаемого соединения труб.
Технический результат изобретения заключается в повышении качества и надежности соединения полимерных труб, в расширении арсенала оборудования для соединения полимерных труб с использованием нагретого инструмента.
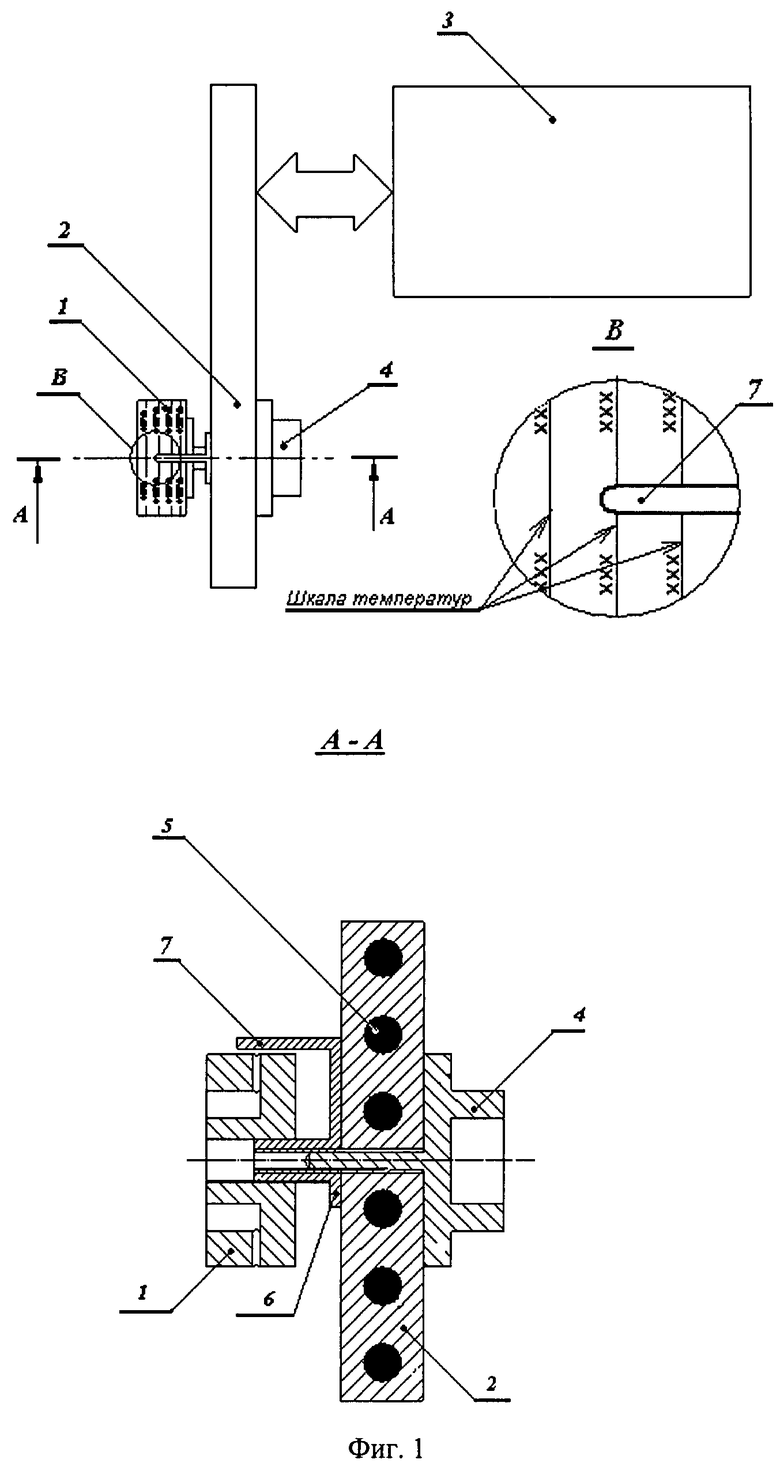
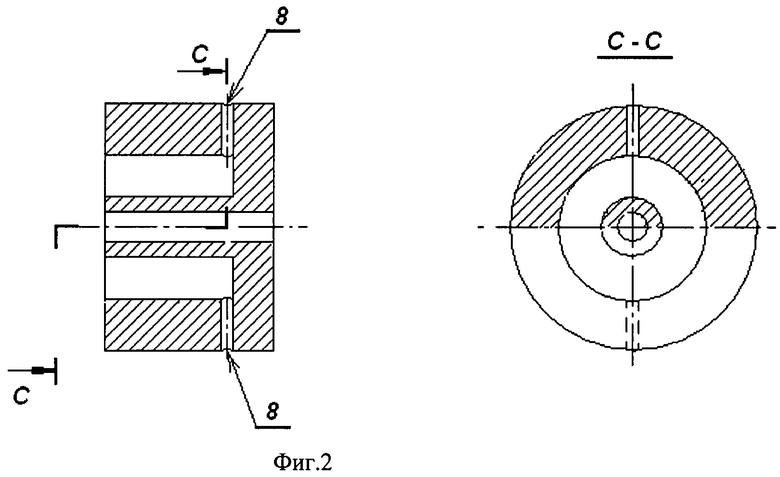
Технический результат достигается тем, что показанное на рисунке (фиг.1) сварочное приспособление для соединения полимерных труб способом сварки по внешней, внутренней и торцевой поверхностям конечного участка трубы, охватываемых внутренними поверхностями посадочного гнезда фитинга с одновременным предварительным нагревом конечного участка трубы и посадочного гнезда фитинга, выполнено с нагревателем 2, на котором расположены инструмент трубы 1 и инструмент фитинга 4, и блоком управления 3, функционально связанным с нагревателем. Нагреватель сварочного приспособления выполнен с расположенным в теле нагревателя нагревательным элементом 5, режим работы которого задается и поддерживается с помощью блока управления. Инструмент фитинга выполнен в виде втулки с цилиндрическим гнездом для фитинга на стороне одного из своих торцов. Инструмент фитинга имеет непосредственный контакт с поверхностью нагревателя. Температура нагревателя и инструмента фитинга, равная температуре плавления материала фитинга, задается и поддерживается на постоянном уровне с помощью блока управления. Инструмент трубы выполнен в виде втулки с гнездом для конечного участка трубы со стороны одного из торцов в форме кольцевого цилиндрического паза, соосного с внутренним крепежным отверстием втулки. Для обеспечения нагрева поверхности конечного участка трубы до температуры размягчения материала полимера трубы инструмент трубы закрепляется на нагревателе через переходную втулку 6. Для настройки температуры нагрева при изменении внешних условий инструмент трубы выполнен со шкалой температуры на внешней поверхности и может перемещаться по оси переходной втулки, которая снабжена указателем температуры 7. При этом инструмент трубы выполнен таким образом, что имеется, как показано на рисунке (фиг.2), по меньшей мере, одно отверстие 8 во внешней стенке инструмента трубы, расположенное таким образом, что поверхность, образованная стенками этого отверстия, пересекает поверхность внешней цилиндрической стенки кольцевого паза гнезда инструмента трубы по линии, имеющей, по меньшей мере, одну общую точку с линией пересечения поверхности внешней цилиндрической стенки кольцевого паза гнезда с поверхностью дна кольцевого паза гнезда. При совмещении конечного участка трубы с инструментом трубы воздух свободно выходит через это отверстие из внутренней полости между торцевой поверхностью трубы и дном гнезда инструмента трубы, между ними не образуется воздушная прослойка, препятствующая нагреву торцевой поверхности конечного участка трубы до необходимой температуры и, тем самым, обеспечивается получение качественного и надежного соединения трубы с фитингом.
На фиг.1 представлено сварочное приспособление для соединения полимерных труб, на нагревателе 2 которого непосредственно расположен инструмент фитинга 4, инструмент трубы 1 со шкалой температур расположен на нагревателе через переходную втулку 6 с указателем температуры 7. Нагреватель выполнен с расположенным в теле нагревателя нагревательным элементом 5, режим работы которого задается и поддерживается с помощью блока управления 3.
На фиг.2 представлен инструмент трубы сварочного приспособления, с отверстиями 8 для предотвращения образования воздушной прослойки между торцевой поверхностью трубы и дном гнезда инструмента трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБ | 2010 |
|
RU2432517C1 |
| СПОСОБ СОЕДИНЕНИЯ МНОГОСЛОЙНЫХ КОМПОЗИЦИОННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2380603C1 |
| ПОЛИМЕРНЫЙ ТРУБОПРОВОД | 2000 |
|
RU2192577C2 |
| ФИТИНГ ОБЖИМНОЙ, СПОСОБ ЕГО МОНТАЖА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2024 |
|
RU2831560C1 |
| УЗЕЛ СОЕДИНЕНИЯ ПОЛИМЕРНОЙ ТРУБЫ | 2012 |
|
RU2484353C1 |
| УЗЕЛ СОЕДИНЕНИЯ АРМИРОВАННОЙ ПОЛИМЕРНОЙ ТРУБЫ | 2014 |
|
RU2586031C2 |
| СМЕННЫЙ НАГРЕВАТЕЛЬ | 2012 |
|
RU2499177C1 |
| ФИТИНГ | 2023 |
|
RU2822673C1 |
| Электропечь трехзонная с трубчатым реактором | 2023 |
|
RU2826357C1 |
| СПРЕССОВЫВАНИЕ ЭЛЕКТРОИЗОЛЯЦИИ ДЛЯ СОЕДИНЕНИЯ ИЗОЛИРОВАННЫХ ПРОВОДНИКОВ | 2011 |
|
RU2575861C2 |
Изобретение относится к оборудованию для сварки пластических материалов, а более конкретно к оборудованию для соединения полимерных труб с использованием нагретого инструмента, и может быть использовано, например, при монтаже трубопроводов систем горячего и холодного водоснабжения. Технический результат - повышение качества и надежности соединения полимерных труб и расширение арсенала оборудования для соединения полимерных труб с использованием нагретого инструмента. Инструмент для трубы выполнен с по меньшей мере одним отверстием во внешней стенке инструмента трубы, расположенным таким образом, что поверхность, образованная стенками этого отверстия, пересекает поверхность внешней цилиндрической стенки кольцевого паза гнезда инструмента трубы по линии, имеющей, по меньшей мере, одну общую точку с линией пересечения поверхности цилиндрической стенки кольцевого паза гнезда с поверхностью дна кольцевого паза гнезда. 2 ил.
Сварочное приспособление для соединения полимерных труб, выполненное с нагревателем, на котором расположены инструмент трубы и инструмент фитинга, и блоком управления, функционально связанным с нагревателем, при этом нагреватель сварочного приспособления выполнен с расположенным в теле нагревателя нагревательным элементом, режим работы которого задается и поддерживается с помощью блока управления, при этом инструмент фитинга выполнен в виде втулки с цилиндрическим гнездом для фитинга и имеет непосредственный контакт с поверхностью нагревателя, а температура нагрева нагревателя и инструмента фитинга, равная температуре плавления материала фитинга, задается и поддерживается на постоянном уровне с помощью блока управления, при этом инструмент трубы выполнен в виде втулки с гнездом для конечного участка трубы со стороны одного из торцов в форме кольцевого цилиндрического паза, соосного с внутренним крепежным отверстием втулки, а для обеспечения нагрева конечного участка трубы до температуры размягчения материала полимера трубы инструмент трубы закрепляется на нагревателе через переходную втулку, при этом для настройки температуры нагрева при изменении внешних условий инструмент трубы выполнен со шкалой температуры и может перемещаться по оси переходной втулки, которая снабжена указателем температуры, отличающееся тем, что инструмент трубы выполнен таким образом, что имеется, по меньшей мере, одно отверстие во внешней стенке инструмента трубы, расположенное таким образом, что поверхность, образованная стенками этого отверстия, пересекает поверхность внешней цилиндрической стенки кольцевого паза гнезда инструмента трубы по линии, имеющей, по меньшей мере, одну общую точку с линией пересечения поверхности внешней цилиндрической стенки кольцевого паза гнезда с поверхностью дна кольцевого паза гнезда.
| Дробеструйная центробежная установка | 1950 |
|
SU98972A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2010720C1 |
| Исполнительное устройство промышленного робота | 1984 |
|
SU1202853A1 |
| Реверсивное пересчетное устройство | 1988 |
|
SU1522399A1 |

