[0001] Настоящее изобретение относится к способам соединения секций футерованного трубопровода. В частности, настоящее изобретение относится к усовершенствованиям способов соединения секций футерованного трубопровода, которое снижает риск повреждения футеровок теплом, выделяемым при сварке концов секций футерованного трубопровода.
УРОВЕНЬ ТЕХНИКИ
[0002] Срок службы и эксплуатационные характеристики новых и существующих трубопроводов могут быть увеличены и оптимизированы посредством футеровки металлической трубы полимерными футеровками. Методы, такие как метод футеровки труб Swagelining® заявителя, позволяют восстанавливать существующие трубопроводы и обеспечивать коррозионную стойкость новых трубопроводов посредством установки полимерной футеровки, которая остается в тесном контакте с внутренней поверхностью основной трубы.
[0003] Полимерные футеровочные трубы перед их введением в основную трубу имеют больший наружный диаметр, чем внутренний диаметр основной трубы, в которую их вставляют. Диаметр футеровочных труб временно уменьшают непосредственно перед введением, например, за счет обжатия в матрице при протягивания их через основную трубу. После завершения введения футеровочной трубы усилие протягивания ослабляют, и футеровочная труба может вернуться к своему изначальному размеру с тем, чтобы обеспечить плотную посадку футеровки внутри основной трубы.
[0004] Отдельные участки полимерных футерованных труб соединены друг с другом для создания изделий, таких как сборный трубопровод из углеродистой стали для эксплуатации под высоким давлением и транспортировки коррозионных продуктов. Это соединение достигают посредством сварки с использованием соединителей, содержащих трубу из углеродистой стали, покрытую изнутри коррозионно-стойким сплавом (КСС) или выполненную полностью из КСС.
[0005] Например, публикация US 2010/0207380 описывает сварное соединение футерованного трубопровода, содержащее основную трубу и насадку, имеющую в целом трубчатую форму, внутреннюю стенку и кольцевой сварной шов, присоединяющий насадку к основной трубе. Футеровка проходит через основную трубу и частично входит в насадку. Компрессионное кольцо взаимодействует изнутри с футеровкой и прижимает ее радиально наружу к насадке таким образом, что футеровка оказывается уплотнена компрессионным кольцом. Затем насадки на соответствующих футерованных трубопроводах могут быть сварены друг с другом.
[0006] Аналогичным образом в соответствии со способом соединения секций футерованной трубы, раскрытым в US 5992897, трубчатый металлический фитинг, облицованный изнутри КСС, соединяют с концом каждой трубы, причем каждый фитинг содержит свободный конец, подлежащий привариванию к соответствующему свободному концу другого фитинга. Подобным образом кольцо из коррозионно-стойкого металла вставляют в футеровку в каждом фитинге для вжимания ее в канавки, выполненные в каждом фитинге, после чего сами фитинги, а не трубы, соединяют друг с другом.
[0007] Международная публикация W095/22713 также раскрывает способ соединения двух участков футерованной трубы, в котором короткие участки трубы, облицованные изнутри КСС, приваривают к концам соответствующих футерованных труб. Наличие коротких участков трубы, а также в этом случае формованных втулок со вставками из КСС, которые выполнены на концах футеровок, служит для расположения концов футеровок на расстоянии от места сварки, выполняемой между соответствующими короткими участками трубы.
[0008] В каждом из этих примеров насадки и сами нефутерованные трубы сваривают друг с другом. Это делают во избежание повреждения или иного воздействия на полимерную футеровку теплом сварочного процесса. В W095/22713 описана дополнительная защита за счет размещения втулок на концах самих футеровок. Несмотря на то, что такие соединители являются дорогими, и процесс соединения футерованных труб таким образом занимает много времени, в случаях применения, когда трубы с полимерной футеровкой являются длинными, скажем до 1,5 км, приобретение и установка таких соединителей может оказаться рентабельной.
[0009] Однако, когда отдельные трубы с полимерной футеровкой являются намного более короткими, скажем 12-24 м (или даже 48 м), приобретение и установка таких соединителей является чрезмерно дорогой и время затратной. Соответственно, технология полимерной футеровки до настоящего времени не позволяет переходить от длинных участков труб, используемых при подводной установке труб, намотанных на барабан, или пучков труб, к подводной установке с судов s-образной или j-образной укладки труб, где сборные трубопроводы собирают посредством изготовления одиночных (12 м) или двойных (24 м) секций труб в море.
[00010] Суда s-образной или j-образной укладки труб обычно используют системы автоматической сварки, называемые системами "bug-and-band", которые подразумевают прикрепление полосы вокруг наружной поверхности основной трубы на предварительно заданном расстоянии от места сварки, и перемещение сварочного аппарата вокруг полосы для создания кольцевого сварного шва.
[00011] Аналогичным образом, наружная антикоррозионная защита вокруг области выполнения сварки обеспечена посредством наплавляемого эпоксидного покрытия (НЭП), что подразумевает нагревание наружной поверхности трубы в зоне выполнения сварки примерно до 238°C. Это также представляет риск термического повреждения футеровки, расположенной внутри основной трубы в этой области.
[00012] Для соединения смежных участков футерованной трубы известно использование электроплавкого фитинга для соединения участков внутренней футеровочной трубы перед сваркой участков металлической трубы. Более ранняя публикация WO 2010/041016 настоящего заявителя раскрывает электроплавкий фитинг и способ формирования трубного соединения между двумя участками футерованной металлической трубы, включающего такой фитинг. Электроплавкий фитинг представляет собой втулку, большей частью состоящую из термопластичного материала, и содержит нагревательные спирали, расположенные с каждого конца фитинга. При использовании футеровку оголяют и в конец участка футерованной металлической трубы вставляют электроплавкий фитинг. Затем к нагревательным спиралям подают электропитание, что приводит к расплавлению фитинга и футеровки вблизи спиралей и сплавлению их друг с другом. Процедуру повторяют для сплавления фитинга с футеровкой другого участка металлической трубы, после чего сами участки металлической трубы сваривают друг с другом.
[00013] Соединитель LinerBridge® настоящего заявителя таким образом позволяет полностью сваривать футерованные трубопроводы без необходимости в соединителях или фланцах на основе КСС. Соединитель LinerBridge® изменяет экономический ландшафт и делает практичным производство сборных трубопроводов с полимерной футеровкой при помощи судов s-образной или j-образной укладки труб. Однако температура сварки и наносимого наплавляемого эпоксидного покрытия, которые образуют кольцевой сварной шов и предотвращают его коррозию, может представлять риск для футерованного трубопровода из-за близости кольцевого сварного шва к концам полимерной футеровки.
[00014] Несмотря на то, что системы охлаждения, использующие охлаждающие
рубашки, обернутые вокруг основной трубы вблизи кольцевого сварного шва, успешно применяются при ручной стяжке в сварочных операциях для труб, намотанных на барабан, или пучков труб в течение многих лет, такие способы считаются непрактичными или неподходящими для применения в отношении сборных трубопроводов с полимерной футеровкой, которые сваривают при помощи автоматических сварочных систем типа "bug-andband" и на которые наносят антикоррозионное покрытие, используя НЭП, и в которых используют электроплавкие фитинги для соединения участков футерованной трубы. В результате, автоматическая сварка и НЭП в отношении трубопроводов с полимерной футеровкой до настоящего времени не применяется.
[00015] Соответственно, задачей по меньшей мере одного аспекта настоящего изобретения является защита футерованного трубопровода от тепла, выделяемого при сваривании концов секций футерованного трубопровода друг с другом и/или при нанесении на них покрытия. Варианты осуществления аспектов настоящего изобретения обеспечивают возможность сварки концов секций футерованного трубопровода друг с другом без необходимости использования насадок, а также устраняют или уменьшают один или большее количество недостатков существующих систем и способов.
[00016] Дополнительные цели и задачи аспектов и вариантов осуществления настоящего изобретения будут лучше понятны из нижеследующего описания.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[00017] В соответствии с первым аспектом настоящего изобретения предлагается способ соединения двух секций футерованного трубопровода, включающий обеспечение каждой секции футерованного трубопровода изолирующей втулкой между футеровочной трубой и основной трубой и последующую сварку концов основных труб двух секций футерованного трубопровода друг с другом.
[00018] Футерованный трубопровод содержит основную трубу и футеровку; при этом существующий возможный риск теплового повреждения концов футеровки при сварке секций футерованного трубопровода и/или нанесении НЭП снижен или устранен за счет размещения изолирующей втулки между основной трубой и футеровкой.
[00019] Указанная изолирующая втулка обеспечена в секции футерованного трубопровода посредством размещения изолирующей втулки в конце основной трубы, временного уменьшения диаметра футеровки и протягивания ее через основную трубу и изолирующую втулку и затем обеспечения восстановления футеровочной трубы с образованием плотной посадки на внутренних поверхностях основной трубы и изолирующей втулки.
[00020] Обеспечение изолирующей втулки в секции футерованного трубопровода может быть выполнено на берегу, а сварка концов основных труб друг с другом может быть осуществлена в море.
[00021] В некоторых вариантах реализации изолирующая трубка содержит аэрогельный материал, которым может являться кварцевый аэрогель. Изолирующая втулка может быть выполнена из аэрогельного одеяла или каким-либо иным образом содержать его.
[00022] В качестве альтернативы или дополнительно изолирующая втулка может содержать пенополиуретан, который может быть выполнен с возможностью сжимания. Изолирующая втулка может обязательно содержать или дополнительно содержать любой подходящий изолирующий материал. Такие материалы могут быть выбраны из группы, включающей следующие материалы: синтактическая пена, твердый полиуретан, пенополиуретан, твердый полипропилен и пенополипропилен, минеральная вата, стекловолокно, микропористый диоксид кремния, каучук или неопрен, вспученный перлит, армированный волокном пирогенный диоксид кремния или оксид алюминия (со слюдяным защитным слоем или без него), плазмонапыленное композитное покрытие или гибкий плазмонапыленный керамический теплоизоляционный слой.
[00023] Синтактические пены представляют собой композитные материалы, в которых полые частицы, такие как стеклянные микросферы, взвешены в матричном материале, таком как силикон.
[00024] В качестве альтернативы или дополнительно оснащение каждой секции футерованного трубопровода изолирующей втулкой, размещенной между футеровочной трубой и основной трубой, включает нанесение покрытия на внутреннюю поверхность основной трубы.
[00025] В некоторых вариантах реализации покрытие может содержать плазмонапыленное композитное покрытие или гибкий плазмонапыленный керамический теплоизоляционный слой.
[00026] В предпочтительном варианте осуществления изобретения изолирующая втулка сжата между футеровочной трубой и основной трубой.
[00027] В наиболее предпочтительном варианте осуществления изобретения изолирующая втулка выполнена вблизи конца основной трубы. Несмотря на то, что втулка может быть расположена на конце основной трубы, в предпочтительном варианте она расположена на относительно небольшом расстоянии от конца основной трубы.
[00028] Изолирующая втулка не проходит по всей длине секции футерованного трубопровода. Наличие отдельной изолирующей втулки обеспечивает термическую защиту в области, которая больше всего в этом нуждается, т.е. вблизи места сварки и выделяемого в результате нее тепла, что позволяет избежать затрат и технических ограничений, необходимых для изолирования всей секции футерованного трубопровода.
[00029] Изолирующие втулки, выполненные в каждой из двух секций футерованного трубопровода, проходят до соответствующих концов футеровочных труб или выступают за их пределы. Соответственно, концы футеровочных труб защищены от возможного риска теплового повреждения.
[00030] В предпочтительном варианте осуществления изобретения изолирующая втулка является цилиндрической. В некоторых вариантах реализации изолирующая втулка содержит наружную и/или внутреннюю оболочку, к которой прикреплен изолирующий материал.
[00031] В предпочтительном варианте осуществления изобретения способ включает соединение футеровочных труб двух секций футерованного трубопровода друг с другом. Наиболее предпочтительно, футеровочные трубы двух секций футерованного трубопровода соединяют друг с другом при помощи элекроплавкого фитинга. В наиболее предпочтительном варианте осуществления изобретения изолирующие втулки, размещенные в каждой из двух секций футерованного трубопровода, выступают за пределы соответствующих концов электроплавкого фитинга.
[00032] Таким образом, помимо защиты концов футеровочных труб от возможного риска теплового повреждения сварные швы, выполненные между электроплавким фитингом и футеровочными трубами, также защищены от возможного риска теплового повреждения.
[00033] В некоторых вариантах реализации способ дополнительно включает нанесение покрытия на монтажный сварной шов в области сварки между концами основной трубы. В предпочтительном варианте осуществления изобретения покрытие на монтажный сварной шов наносят на оголенную сталь основных труб между соответствующими основными покрытиями.
[00034] Аналогичным образом, помимо того, что концы футеровочных труб и/или сварные швы электроплавки защищены от возможного риска теплового повреждения при сварке концов основных труб друг с другом, они защищены от возможного риска теплового повреждения при нанесении покрытия на монтажный сварной шов.
[00035] В некоторых вариантах реализации концы основных труб двух секций футерованного трубопровода сваривают друг с другом при помощи автоматического сварочного аппарата, который может содержать автоматическую сварочную систему типа "bug-and-band".
[00036] В некоторых вариантах реализации способ может включать установку одной или большего количества охлаждающих рубашек на наружную поверхность основной трубы.
[00037] В соответствии со вторым аспектом изобретения предлагается секция футерованного трубопровода, содержащая основную трубу и футеровочную трубу, а также изолирующую втулку, расположенную на конце или вблизи конца основной трубы между основной трубой и футеровочной трубой.
[00038] В предпочтительном варианте осуществления изобретения изолирующая втулка удерживается в сжатом состоянии между основной трубой и футеровочной трубой. В некоторых вариантах реализации изолирующая трубка содержит аэрогельный материал, которым может являться кварцевый аэрогель. В некоторых вариантах реализации изолирующая втулка содержит наружную и/или внутреннюю оболочку, к которой прикреплен аэрогель или другой соответствующий изолирующий материал. В качестве альтернативы или дополнительно изолирующая втулка может содержать аэрогельное одеяло.
[00039] Изолирующая втулка может обязательно содержать или дополнительно содержать любой подходящий изолирующий материал. Такие материалы могут быть выбраны из группы, включающей следующие материалы: синтактическая пена, твердый полиуретан, пенополиуретан, твердый полипропилен и пенополипропилен, минеральная вата, стекловолокно, микропористый диоксид кремния, каучук или неопрен, вспученный перлит, армированный волокном пирогенный диоксид кремния или оксид алюминия (со слюдяным защитным слоем или без него).
[00040] В качестве альтернативы или дополнительно оснащение каждой секции футерованного трубопровода изолирующей втулкой, размещенной между футеровочной трубой и основной трубой, включает нанесение покрытия на внутреннюю поверхность основной трубы. В некоторых вариантах реализации покрытие может содержать плазмонапыленное композитное покрытие или гибкий плазмонапыленный керамический теплоизоляционный слой.
[00041] Изолирующая втулка проходит до конца футеровочной трубы или выступает за его пределы. Изолирующая втулка не выступает за пределы соответствующего конца основной трубы.
[00042] В предпочтительном варианте основная труба содержит углеродистую сталь. В предпочтительном варианте футеровочная труба содержит термопластичный полимер. В некоторых вариантах реализации футеровочная труба содержит углубление, выполненное с возможностью принятия электроплавкого фитинга.
[00043] Варианты осуществления второго аспекта изобретения могут содержать характеристики, соответствующие любым существенным, предпочтительным или дополнительным характеристикам любого другого аспекта изобретения и наоборот.
[00044] В соответствии с третьим аспектом настоящего изобретения предлагается способ укладки трубопровода на морское дно, включающий обеспечение по меньшей мере первой и второй секций футерованного трубопровода в соответствии со вторым аспектом изобретения, соединение футеровочной трубы первой секции футерованного трубопровода с футеровочной трубой второй секции футерованного трубопровода, соединение основной трубы первой секции футерованного трубопровода с основной трубой второй секции футерованного трубопровода и опускание соединенных секций футерованного трубопровода на морское дно.
[00045] В предпочтительном варианте осуществления изобретения футеровочную трубу первой секции футерованного трубопровода соединяют с футеровочной трубой второй секции футерованного трубопровода посредством электроплавкого фитинга.
[00046] Предпочтительно, основную трубу первой секции футерованного трубопровода соединяют с основной трубой второй секции футерованного трубопровода при помощи автоматического сварочного аппарата, который может представлять собой сварочную систему типа "bug-and-band".
[00047] В предпочтительном варианте способ осуществляют на судах s-образной или j-образной укладки труб. В альтернативном варианте осуществления изобретения способ может быть использован в любом варианте применения, где требуется выполнить автоматическую или ручную сварку и/или нанести НЭП в отношении трубопровода с полимерной футеровкой.
[00048] В некоторых вариантах реализации способ дополнительно включает нанесение покрытия на монтажный сварной шов на соединенные секции футерованного трубопровода.
[00049] В некоторых вариантах реализации способ включает опускание соединенных секций футерованного трубопровода на морское дно, оставляя при этом нижний конец соединенных секций трубопровода закрытым, и последующее открывание нижнего конца соединенных секций трубопровода для обеспечения заполнения соединенных секций трубопровода морской водой.
[00050] Варианты осуществления третьего аспекта изобретения могут содержать характеристики, соответствующие любым существенным, предпочтительным или дополнительным характеристикам любого другого аспекта изобретения и наоборот.
[00051] В соответствии с четвертым аспектом настоящего изобретения предлагается изолирующая втулка, выполненная с возможностью размещения на конце или вблизи конца основной трубы между основной трубой и футеровочной трубой секции футерованного трубопровода.
[00052] В некоторых вариантах реализации изолирующая трубка содержит аэрогельный материал, которым может являться кварцевый аэрогель. В дополнительном варианте изолирующая втулка содержит наружную и/или внутреннюю оболочку, к которой прикреплен аэрогель или другой изолирующий материал. Изолирующая втулка может обязательно, содержать или дополнительно содержать любой подходящий изолирующий материал. Такие материалы могут быть выбраны из группы, включающей следующие материалы: синтактическая пена, твердый полиуретан, пенополиуретан, твердый полипропилен и пенополипропилен, минеральная вата, стекловолокно, микропористый диоксид кремния, каучук или неопрен, вспученный перлит, армированный волокном пирогенный диоксид кремния или оксид алюминия (со слюдяным защитным слоем или без него).
[00053] В качестве альтернативы или дополнительно оснащение каждой секции футерованного трубопровода изолирующей втулкой, размещенной между футеровочной трубой и основной трубой, включает нанесение покрытия на внутреннюю поверхность основной трубы. В некоторых вариантах реализации покрытие может содержать плазмонапыленное композитное покрытие или гибкий плазмонапыленный керамический теплоизоляционный слой.
[00054] В предпочтительном варианте осуществления изобретения изолирующая втулка является цилиндрической. В предпочтительном варианте длина изолирующей втулки выбрана таким образом, чтобы выходить за пределы конца футеровочной трубы. Предпочтительно, длина изолирующей втулки выбрана таким образом, чтобы заканчиваться перед соответствующим концом основной трубы. В альтернативном варианте осуществления изобретения длина изолирующей втулки выбрана таким образом, чтобы не выходить за пределы конца футеровочной трубы.
[00055] Варианты осуществления четвертого аспекта изобретения могут содержать характеристики, соответствующие любым существенным, предпочтительным или дополнительным характеристикам любого другого аспекта изобретения и наоборот.
[00056] В соответствии с дополнительными аспектами изобретения может быть предложена секция футерованного трубопровода, способ соединения двух секций футерованного трубопровода, способ нанесении покрытия на монтажный сварной шов, футерованный трубопровод, изолирующая втулка и способ укладки футерованного трубопровода, как описано в настоящей заявке со ссылкой на сопроводительный чертеж.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[00057] Аспекты и преимущества настоящего изобретения будут более понятны из нижеследующего подробного описания с учетом сопроводительных чертежей (где для сходных элементов использованы сходные номера позиций), на которых:
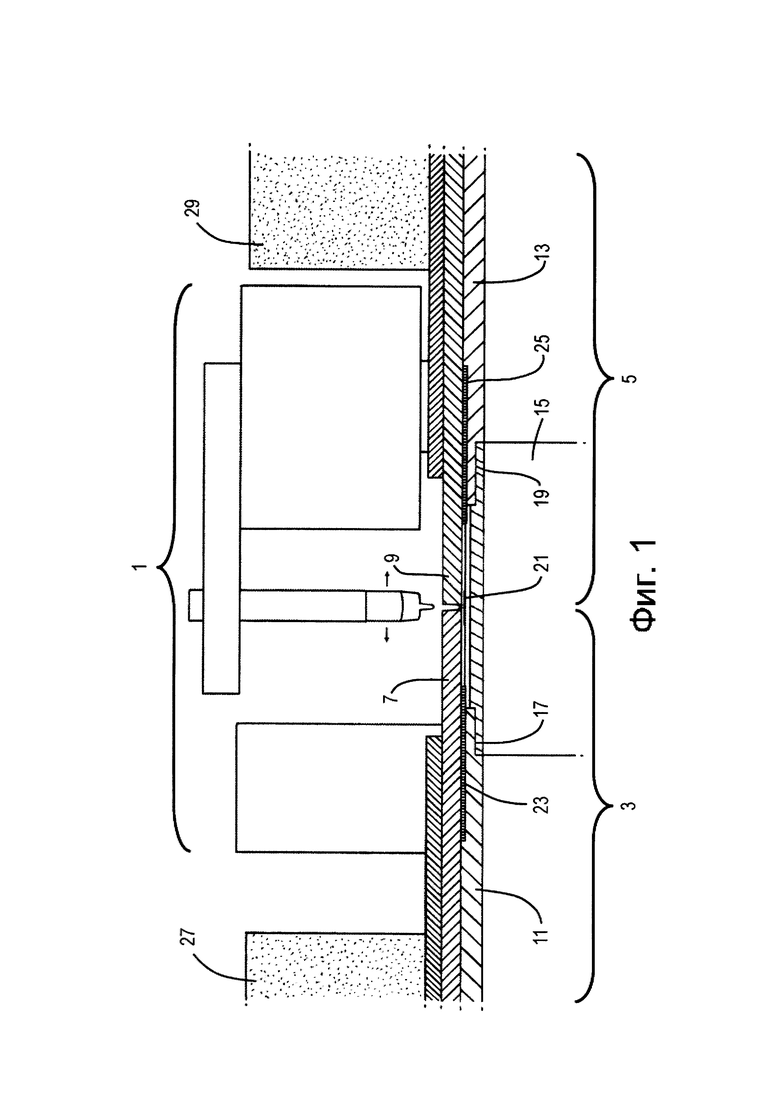
[00058] На Фиг. 1 изображен частичный продольный разрез концевых участков двух труб с полимерной футеровкой непосредственно перед сваркой их друг с другом в соответствии с настоящим изобретением.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[00059] Как описано в вышеприведенном разделе "Уровень техники", автоматическую сварку трубопроводов с полимерной футеровкой до настоящего времени не выполняют по меньшей мере отчасти из-за опасений возможного повреждения полимерных футеровок. Далее описан вариант осуществления одного аспекта настоящего изобретения со ссылкой на фиг. 1, который снижает риск повреждения полимерных футеровок теплом, выделяемым при сварке концов секций трубопровода. Это достигнуто без необходимости использования насадок и позволяет применять электроплавкие фитинги, такие как фитинг LinerBridge® заявителя (в котором конец полимерной футеровки может быть расположен ближе к концу трубы, чем в известных схемах расположения), с большей уверенностью в операциях s-образной и j-образной укладки труб.
[00060] На фиг. 1 изображен вид перед самым началом процесса сварки, в котором автоматический сварочный аппарат 1 типа "bug-and-band" выполняет кольцевой сварной шов между концом первой секции 3 футерованного трубопровода и концом второй секции 5 футерованного трубопровода. Первая 3 и вторая 5 секции футерованного трубопровода содержат трубу 7, 9 из углеродистой стали и полимерную футеровку 11, 13, взаимодействующую с соответствующими внутренними поверхностями трубы 7, 9 по плотной посадке.
[00061] Каждая футеровка 11, 13 содержит углубление 17, 19, которое принимает соответствующий конец электроплавкого фитинга 15. Электроплавкий фитинг 15 выполнен из такого же или сходного полимера, как и футеровка 11, 13, и приварен к футеровкам 11, 13 при помощи нагревательных спиралей (не показаны), расположенных на наружной поверхности фитинга 15, контактирующей с футеровками 11, 13. Таким образом, сохраняется непрерывность полученного в результате этого внутреннего отверстия трубопровода.
[00062] На наружной поверхности 21 фитинга 15 находится слой керамической ленты для создания тепловой изоляции, которая предотвращает повреждение элекроплавкой втулки 15 от тепла, выделяемого в процессе последующей сварки кольцевым швом.
[00063] Однако следует понимать, что тепло от сварки кольцевым швом передается вдоль труб 7, 9 из углеродистой стали и, следовательно, к соответствующим футеровкам 11, 13. Помимо возможного риска теплового повреждения футеровок 11, 13 есть дополнительный возможный риск теплового повреждения поверхностей контакта между фитингом 15 и футеровками 11, 13 (т.е. в областях, обозначенных номерами 17, 19, которые относятся к углублениям, в которых расположен фитинг 15).
[00064] Как описано выше, при традиционных сварочных операциях и схемах вокруг труб из углеродистой стали могут быть расположены охлаждающие рубашки для отвода тепла и поддержания стальных труб в относительно холодном состоянии. Такие охлаждающие рубашки служат по меньшей мере для предотвращения передачи тепла вдоль труб из углеродистой стали. Однако в схемах расположения, таких как показаны на фиг. 1, в частности, где есть значительные ограничения пространства из-за уменьшенного расстояния между областью сварки и концом футеровок, охлаждающие рубашки использовать нельзя. Кроме того, это уменьшенное расстояние увеличивает возможный риск теплового повреждения, что делает альтернативное решение крайне желательным.
[00065] Таким образом, в соответствии с изобретением и для снижения или устранения возможного риска теплового повреждения при отсутствии охлаждающих рубашек каждая секция 3, 5 футерованного трубопровода содержит цилиндрическую изолирующую втулку 23, 25, которая расположена между стальной трубой 7, 9 и соответствующей футеровкой 11, 13. Втулки 23, 25 не проходят по всей длине секций 3, 5 футерованного трубопровода; они обеспечивают дискретную термическую защиту для концов футеровок 11, 13 и сварных швов электроплавки между фитингом 15 и футеровками 11, 13.
[00066] И хотя втулки 23, 25 не проходят по всей длине секций 3, 5 футерованного трубопровода, они выступают за углубления 17, 19 (и следовательно за сварные швы электроплавки) с тем, чтобы снизить или устранить возможный риск передачи тепла к сварным швам электроплавки от тепла, которое в противном случае могло бы быть передано через стальную трубу 7, 9 от областей за пределами конца втулок 23, 25. Как показано на чертеже, втулки 23, 25 также выступают за концы футеровок 11, 13 для защиты этих концов от возможного риска теплового повреждения.
[00067] Концы втулок 23, 25 могут в обязательном порядке совпадать с концами футеровок 11, 13 или даже находиться позади концов футеровок 11, 13 таким образом, что они изолированы между футеровками 11, 13 и трубами 7, 9 из углеродистой стали.
[00068] В этом конкретном варианте осуществления изобретения изолирующие втулки 23, 25 выполнены из аэрогельного материала, такого как Pyrogel®. Заявитель сделал удивительное открытие, что тепловая изоляция, обеспечиваемая аэрогельным материалом, оказывается усилена, когда изолирующие втулки 23, 25 сжаты. Однако следует понимать, что может быть использован любой подходящий изолирующий материал, например, сжимаемый пенополиуретан. Другие подходящие материалы включают синтактическую пену, твердый полиуретан, пенополиуретан, твердый полипропилен и пенополипропилен, минеральную вату, стекловолокно, микропористый диоксид кремния, каучук или неопрен, вспученный перлит, армированный волокном пирогенный диоксид кремния или оксид алюминия (со слюдяным защитным слоем или без него), такой как Promaguard®.
[00069] В соответствии с вариантом осуществления дополнительного аспекта настоящего изобретения изолирующие втулки 23, 25 располагают между трубами 7, 9 из углеродистой стали и соответствующими футеровками 11, 13, когда футеровочные трубы 11, 13 вставляют в трубы 7, 9 из углеродистой стали. В предпочтительном варианте осуществления изобретения изолирующие втулки 23, 25 сначала размещают на концах труб 7, 9 из углеродистой стали, затем стальные трубы 7, 9 футеруют посредством протягивания по ним футеровок 11, 13 через обжимающую матрицу для уменьшения наружного диаметра футеровочных труб. Когда усилие протягивания, действующее на футеровки 11, 13, пропадает, они восстанавливают свои первоначальные размеры, что приводит к плотной посадке по внутренней поверхности стальных труб 7, 9. Однако, так как на концах стальных труб 7, 9 расположены изолирующие втулки 23, 25 футеровочные трубы образуют плотную посадку по внутренней поверхности изолирующих втулок 23, 25 возле концов стальных труб.
[00070] Как описано выше, тепловая изоляция, обеспечиваемая аэрогельным материалом, оказывается усилена, когда изолирующие втулки 23, 25 сжаты. Следовательно, процесс восстановления, образующий плотную посадку по внутренним поверхностям стальных труб 7, 9 и изолирующих втулок 23, 25, также служит для повышения эффективности самих изолирующих втулок 23, 25. Соответственно, в результате этого изолирующие втулки не только находятся в нужном положении, но и работают лучше.
[00071] Следует отметить, что изолирующие втулки 23, 25 могут содержать наружную и/или внутреннюю оболочку (не показана), к которой прикреплен аэрогель или другой изолирующий материал. Это помогает в обращении с изолирующими втулками и их установке между трубами 7, 9 из углеродистой стали и футеровок 11, 13 соответственно.
[00072] Помимо возможного риска теплового повреждения во время сварки существуют дополнительные риски теплового повреждения при выполнении других операций, в которых настоящее изобретение также находит применение.
[00073] Как правило, на морские трубопроводы наносят прочное антикоррозионное покрытие, такое как наплавляемое эпоксидное покрытие или многослойное полиолефиновое покрытие. Такое покрытие обозначено номерами 27, 29 на чертеже. Для обеспечения сварки секций 3, 5 трубопровода друг с другом (например, на судах s-образной или j-образной укладки труб - см. ниже) покрытие должно заканчиваться не доходя до концов секций 3, 5, оставляя открытыми участки труб 7, 9 из углеродистой стали. Соответственно, после сваривания секций 3, 5 трубопровода друг с другом необходимо нанести покрытие вокруг так называемого монтажного сварного шва для защиты этого шва от коррозии. Эти покрытия обычно называются покрытиями монтажных сварных швов.
[00074] Покрытие монтажного сварного шва, как правило, требует нагрева области монтажного сварного шва перед нанесением и во время нанесения покрытия. Однако, когда секции 3, 5 трубопровода содержат футеровки 11, 13, существует возможный риск теплового повреждения футеровок 11, 13 и электроплавкого фитинга 15, а также соответствующих сварных швов между ними, при нагревании области монтажного сварного шва.
[00075] Соответственно, предложенные изолирующие втулки 23, 25 имеют дополнительную практическую ценность для защиты футеровок 11, 13, электроплавкого фитинга 15 и указанных сварных швов во время нанесения покрытия монтажного сварного шва.
[00076] Следует отметить, что хотя изобретение описано выше с учетом отсутствия охлаждающих рубашек вследствие представленной конкретной схемы расположения и ограничений пространства, которые не позволяют использовать охлаждающие рубашки, предполагается, что охлаждающие рубашки все-таки можно использовать в придачу к изолирующим втулкам либо в альтернативной схеме расположения, в которой отсутствуют такие ограничения пространства, либо в случае наличия или разработки охлаждающих рубашек подходящей формы и размера.
[00077] Аэрогельный материал, из которого могут быть выполнены изолирующие втулки, может содержать кварцевый аэрогель или, на самом деле, любой другой аэрогель. Кроме того, хотя изолирующие втулки описаны как содержащие аэрогельный материал (который обеспечивает конкретные и дополнительные преимущества, как описано выше), они могут содержать любой подходящий материал, обеспечивающий тепловую изоляцию между основной трубой и футеровочной трубой, расположенной в основной трубе. Например, сжимаемый пенополиуретан. Изолирующие втулки могут, например, содержать слои разного материала. Другие подходящие материалы включают синтактическую пену, твердый полиуретан, пенополиуретан, твердый полипропилен и пенополипропилен, минеральную вату, стекловолокно, микропористый диоксид кремния, каучук или неопрен, вспученный перлит, армированный волокном пирогенный диоксид кремния или оксид алюминия (со слюдяным защитным слоем или без него).
[00078] Следует отметить, что оснащение каждой секции футерованного трубопровода изолирующей втулкой, размещенной между футеровочной трубой и основной трубой, может быть осуществлено, по меньшей мере частично, посредством нанесения покрытия на внутреннюю поверхность основной трубы, так что покрытие определяет изолирующую втулку по меньшей мере частично. Например, покрытие может содержать плазмонапыленное композитное покрытие, такое как Zircotec®, или гибкий плазмонапыленный керамический теплоизоляционный слой, такой как Zircoflex®.
[00079] Следует также отметить, что изолирующие втулки необязательно должны быть цилиндрическими или сплошными и могут быть выполнены посредством наматывания изолирующего материала вокруг футеровки перед тем, во время того или после того, как ее протягивают через основную трубу. Важным является тот факт, что изолирующий материал удерживается и сжимается между футеровкой и секцией основной трубы и является дискретным, а не проходящим по всей длине секции основной трубы.
[00080] При операции укладки труб, во время которой трубопровод с полимерной футеровкой укладывают на морское дно при помощи судов s-образной или j-образной укладки труб, трубопровод может быть выполнен "участок за участком", и в этом случае смежные секции трубопровода сваривают на борту судна (в отличие от способа укладки трубопровода с барабана, при котором с барабана разматывают непрерывный участок трубопровода). Футерованный трубопровод неопределенной длины может быть изготовлен сначала посредством соединения футеровки одной секции трубопровода с футеровкой последующей секции трубопровода при помощи электроплавких фитингов, а затем посредством сваривания концов секций трубопровода друг с другом, как описано выше. При каждой сварке наличие изолирующих втулок на каждом конце секций футерованного трубопровода защищает сварные швы электроплавки и концы футеровок от возможного риска теплового повреждения.
[00081] Следует также отметить, что наличие изолирующих втулок, описанных в настоящей заявке, сохраняет целостность кольцевого пространства между основной трубой и полимерной футеровкой.
[00082] Кроме того, предполагается, что предложенные изолирующие втулки могут оказаться полезными в вариантах применения футеровок со свободной посадкой. В таких вариантах применения изолирующие втулки могут иметь толщину, превышающую или соразмерную с величиной кольцевого пространства между основной трубой и полимерной футеровкой. Таким образом, изолирующие втулки могут обеспечить плотную посадку в основной трубе и последующую плотную посадку полимерной футеровкой во втулке, или изолирующие втулки могут обеспечить плотную посадку между основной трубой и полимерной футеровкой, которая уже находится на своем месте. Это может способствовать удержанию изолирующих втулок на месте и их сжатию, если это является предпочтительным (например, для аэрогельных материалов). Конечно, изолирующие втулки могут иметь толщину, меньшую, чем величина кольцевого пространства, и, следовательно, могут быть вставлены в пространство между основной трубой и полимерной футеровкой.
[00083] Во всем описании, если иное не определено контекстом, термины "содержать" или "включать" или их вариации, такие как "содержит" или "содержащий", "включает" или "включающий" следует понимать как подразумевающие включение указанного составляющего или группы составляющих, но не исключение какого-либо другого составляющего или группы составляющих.
[00084] Вышеприведенное описание изобретения представлено в иллюстративных и описательных целях и не является исчерпывающим или ограничивающим изобретение строго до раскрытой формы. Представленные варианты осуществления изобретения выбраны и описаны с целью наилучшего объяснения принципов изобретения и его практического применения, чтобы тем самым обеспечить другим специалистами в данной области техники возможность наилучшего применения изобретения в различных вариантах его осуществления и с различными модификациями, подходящими для конкретного предполагаемого использования. Таким образом, могут быть включены дополнительные модификации или усовершенствования в пределах объема изобретения, заданного прилагаемой формулой изобретения. Например, несмотря на то, что способы футеровки трубопровода описаны в качестве примера со ссылкой на метод футеровки труб Swagelining® заявителя, нужно понимать, что способы применимы в равной степени к трубопроводам, футеровку которых выполняют посредством протаскивания гибкой трубчатой оболочки, посредством вставки сложенной футеровочной трубы или посредством сходных методов, таких как метод футеровки посредством футеровочной трубы со свободной посадкой, как описано выше. Аналогичным образом, следует понимать, что ссылки на электроплавкий фитинг LinerBridge® заявителя в равной степени относятся к другим электроплавким фитингам или эквивалентным конструкциям.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения секций футерованного трубопровода | 2021 |
|
RU2769328C1 |
| ФИТИНГ ВЫСОКОГО ДАВЛЕНИЯ | 2018 |
|
RU2752226C2 |
| ТРУБОПРОВОД, СЕКЦИЯ ТРУБОПРОВОДА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2476751C2 |
| Футеровочный шланг, секция нагнетательного трубопровода с футеровочным шлангом, способ восстановления старого трубопровода текучей среды, а также способ дополнения нагнетательного трубопровода | 2022 |
|
RU2795493C1 |
| СПОСОБ ЗАЗЕМЛЕНИЯ МНОГОСЛОЙНЫХ ТРУБ И ТРУБОПРОВОД, СОДЕРЖАЩИЙ ТАКИЕ ТРУБЫ | 2008 |
|
RU2473834C2 |
| СИСТЕМА УДАЛЕНИЯ ФУТЕРОВКИ МЕЛЬНИЦЫ | 2018 |
|
RU2759955C2 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ФУТЕРОВАННЫХ ТРУБ | 2001 |
|
RU2187734C1 |
| СЕКЦИЯ ТРУБОПРОВОДА | 2012 |
|
RU2519528C2 |
| СПОСОБЫ СОЕДИНЕНИЯ ИЛИ РЕМОНТА ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ И СООТВЕТСТВУЮЩЕЕ УСТРОЙСТВО | 2017 |
|
RU2750607C2 |
| СПОСОБ СТРОИТЕЛЬСТВА НАЗЕМНОГО ТРУБОПРОВОДА НА БОЛОТАХ | 2016 |
|
RU2624937C1 |
Группа изобретений относится к строительству подводных трубопроводов. Для снижения или устранения возможного риска теплового повреждения при отсутствии охлаждающих рубашек во время соединения секций футерованного трубопровода каждая секция (3, 5) футерованного трубопровода оснащена изолирующей втулкой (23, 25), которая расположена между основной трубой (7, 9) и соответствующей футеровкой (11, 13). Втулки обеспечивают дискретную термическую защиту для концов футеровочных труб и, где применимо, для сварных швов электроплавки между электроплавким фитингом (15) и футеровками (11, 13). Втулки (23, 25) сначала размещают на концах основных труб (7, 9), которые затем футеруют посредством протягивания по ним футеровочных труб (11, 13) через обжимающую матрицу для уменьшения наружного диаметра футеровочных труб. Затем футеровки восстанавливают свои первоначальные размеры, что приводит к возникновению плотной посадки по внутренней поверхности основных труб и изолирующих втулок, в результате чего изолирующий материал сжимается. 3 н. и 32 з.п. ф-лы, 1 ил.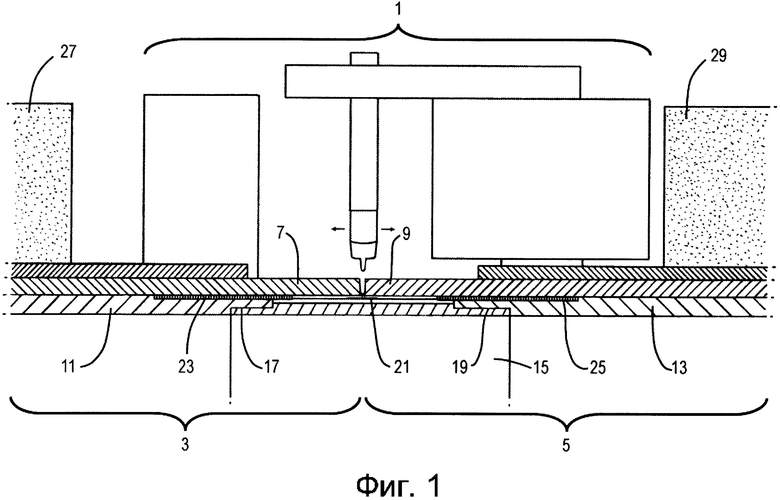
1. Способ соединения двух секций футерованного трубопровода, включающий: обеспечение каждой секции футерованного трубопровода изолирующей втулкой между футеровочной трубой и основной трубой и последующую сварку концов основных труб двух секций футерованного трубопровода друг с другом, причем изолирующую втулку обеспечивают в секции футерованного трубопровода посредством:
размещения изолирующей втулки в конце основной трубы, временного уменьшения диаметра футеровочной трубы и протягивания ее через основную трубу и изолирующую втулку и обеспечения восстановления футеровочной трубы с образованием плотной посадки на внутренних поверхностях основной трубы и изолирующей втулки, причем изолирующая втулка проходит до конца футеровочной трубы или выступает за его пределы и не проходит по всей длине секции футерованного трубопровода.
2. Способ по п. 1, в котором обеспечение изолирующей втулки в секции футерованного трубопровода выполняют на берегу, а сварку концов основных труб друг с другом осуществляют в море.
3. Способ по любому из предшествующих пунктов, в котором изолирующая втулка содержит аэрогельный материал.
4. Способ по любому из предшествующих пунктов, в котором изолирующая втулка содержит сжимаемый пенополиуретан.
5. Способ по любому из предшествующих пунктов, в котором изолирующая втулка содержит синтактическую пену, твердый полиуретан, пенополиуретан, твердый полипропилен и пенополипропилен, минеральную вату, стекловолокно, микропористый диоксид кремния, каучук, неопрен и/или вспученный перлит, и/или армированный волокном пирогенный диоксид кремния или оксид алюминия со слюдяным защитным слоем или без него.
6. Способ по любому из предшествующих пунктов, в котором оснащение каждой секции футерованного трубопровода изолирующей втулкой, размещенной между футеровочной трубой и основной трубой, включает нанесение покрытия на внутреннюю поверхность основной трубы.
7. Способ по п. 6, в котором покрытие содержит плазмонапыленное композитное покрытие или гибкий плазмонапыленный керамический теплоизоляционный слой.
8. Способ по любому из предшествующих пунктов, в котором изолирующая втулка сжата между футеровочной трубой и основной трубой.
9. Способ по любому из предшествующих пунктов, в котором изолирующая втулка выполнена вблизи конца основной трубы.
10. Способ по любому из предшествующих пунктов, в котором изолирующая втулка расположена на относительно небольшом расстоянии от конца основной трубы.
11. Способ по любому из предшествующих пунктов, в котором изолирующая втулка является цилиндрической.
12. Способ по любому из предшествующих пунктов, в котором изолирующая втулка содержит наружную и/или внутреннюю оболочку, к которой прикреплен изолирующий материал.
13. Способ по любому из предшествующих пунктов, дополнительно включающий соединение футеровочных труб двух секций футерованного трубопровода друг с другом.
14. Способ по п. 13, в котором футеровочные трубы двух секций футерованного трубопровода соединяют друг с другом при помощи электроплавкого фитинга.
15. Способ по п. 14, в котором изолирующие втулки, выполненные в каждой из двух секций футерованного трубопровода, выступают за пределы соответствующих концов электроплавкого фитинга.
16. Способ по любому из предшествующих пунктов, дополнительно включающий нанесение покрытия на монтажный сварной шов в области сварки между концами основной трубы.
17. Способ по п. 16, в котором покрытие на монтажный сварной шов наносят на оголенную сталь основных труб между соответствующими основными покрытиями.
18. Способ по любому из предшествующих пунктов, в котором концы основных труб двух секций футерованного трубопровода сваривают друг с другом при помощи автоматического сварочного аппарата.
19. Способ по п. 18, в котором автоматический сварочный аппарат содержит сварочную систему типа "bug-and-band".
20. Способ по любому из предшествующих пунктов, дополнительно включающий установку одной или большего количества охлаждающих рубашек на наружную поверхность основной трубы.
21. Секция футерованного трубопровода, содержащая основную трубу и футеровочную трубу, а также изолирующую втулку, расположенную на конце или вблизи конца основной трубы между основной трубой и футеровочной трубой, причем изолирующая втулка удерживается в сжатом состоянии между футеровочной трубой и основной трубой и при этом проходит до конца футеровочной трубы или выступает за его пределы и не проходит по всей длине секции футерованного трубопровода.
22. Секция футерованного трубопровода по п. 21, в которой изолирующая втулка содержит аэрогельный материал.
23. Секция футерованного трубопровода по п. 21 или 22, в которой изолирующая втулка содержит синтактическую пену, твердый полиуретан, пенополиуретан, твердый полипропилен и пенополипропилен, минеральную вату, стекловолокно, микропористый диоксид кремния, каучук, неопрен и/или вспученный перлит, армированный волокном пирогенный диоксид кремния или оксид алюминия (со слюдяным защитным слоем или без него), плазмонапыленное композитное покрытие или гибкий плазмонапыленный керамический теплоизоляционный слой.
24. Секция футерованного трубопровода по любому из пп. 21-23, в которой изолирующая втулка содержит наружную и/или внутреннюю оболочку, к которой прикреплен аэрогель или другой изолирующий материал.
25. Секция футерованного трубопровода по любому из пп. 21-24, в которой изолирующая втулка не выступает за пределы соответствующего конца основной трубы.
26. Секция футерованного трубопровода по любому из пп. 21-25, в которой изолирующая втулка не выступает за пределы конца футеровочной трубы.
27. Секция футерованного трубопровода по любому из пп. 21-26, в которой основная труба содержит углеродистую сталь.
28. Секция футерованного трубопровода по любому из пп. 21-27, в которой футеровочная труба содержит термопластичный полимер.
29. Секция футерованного трубопровода по любому из пп. 21-28, в которой футеровочная труба содержит углубление, выполненное с возможностью принятия электроплавкого фитинга.
30. Способ укладки трубопровода на морское дно, включающий: обеспечение по меньшей мере первой и второй секций футерованного трубопровода в соответствии с любым из пп. 21-29, соединение футеровочной трубы первой секции футерованного трубопровода с футеровочной трубой второй секции футерованного трубопровода, соединение основной трубы первой секции футерованного трубопровода с основной трубой второй секции футерованного трубопровода и опускание соединенных секций футерованного трубопровода на морское дно.
31. Способ по п. 30, в котором футеровочную трубу первой секции футерованного трубопровода соединяют с футеровочной трубой второй секции футерованного трубопровода посредством электроплавкого фитинга.
32. Способ по п. 30 или 31, в котором основную трубу первой секции футерованного трубопровода соединяют с основной трубой второй секции футерованного трубопровода при помощи автоматического сварочного аппарата.
33. Способ по любому из пп. 30-32, осуществляемый на судах s-образной или j-образной укладки труб.
34. Способ по любому из пп. 30-33, дополнительно включающий нанесение покрытия на монтажный сварной шов на соединенные секции футерованного трубопровода.
35. Способ по любому из пп. 30-34, включающий опускание соединенных секций футерованного трубопровода на морское дно с оставлением при этом нижнего конца соединенных секций трубопровода закрытым и последующее открывание нижнего конца соединенных секций трубопровода для обеспечения заполнения соединенных секций трубопровода морской водой.
| DE 102010052212 A1, 24.05.2012 | |||
| US 5992897 A, 30.11.1999 | |||
| УСТРОЙСТВО ДЛЯ ПРИСОЕДИНЕНИЯ РУКАВОВ К ГИДРОИНСТРУМЕНТУ | 2008 |
|
RU2391597C2 |
| ЭЛЕКТРОФУЗИОННАЯ МУФТА | 2009 |
|
RU2462649C1 |
| 0 |
|
SU220122A1 | |
| ТРУБА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2130147C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1996 |
|
RU2103594C1 |

