ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к композициям для литья с пониженным содержанием наполнителя, таким как огнеупорные композиции для футеровки внутренних стенок сосудов и плавильных печей для получения жидкого металла, стекла и т.п. Изобретение также относится к литым изделиям, получаемым из таких композиций, и к способам их изготовления.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Известно много способов изготовления футеровки для внутреннних стенок металлургических сосудов. Так, например, известен способ, в котором способную затвердевать водную или пастообразную массу, содержащую неорганические частицы, необязательно волокна и органическое и/или неорганическое связующее, формуют, утрамбовывают или наносят с помощью шпателя, пневмотрубки или других направляющих устройств на внутренние стенки металлургического сосуда, такого как промежуточный ковш. Смесь частиц спекается в контакте с жидким металлом, что обеспечивает прочное прилипание футеровки.
Известен также способ, в котором на внутренние стенки металлургического сосуда наносят по меньшей мере два слоя способной затвердевать водной и пастообразной смеси разного состава, как указано выше.
Текучесть таких водных и пастообразных смесей, которая обуславливает их применение, пропорциональна количеству смачивающей воды. Смачивающую воду, используемую для формирования водных смесей, следует удалять сушкой, а это вызывает необходимость отключения аппаратуры и требует затрат энергии, что нельзя игнорировать.
Известен также способ, в котором внутрь металлургического сосуда помещают профильный шаблон, между шаблоном и внутренними стенками сосуда пневматически наносят затвердевающий при нагревании материал, состоящий из огнеупорных частиц и связующего, и затем нагревают, причем шаблон остается на месте, а связующее затвердевает, после чего шаблон удаляют. Материал для литья включает неорганическое соединение, содержащее воду кристаллизации. Кристаллизационная вода химически связана с кристаллом и она необходима для сохранения кристаллических свойств, но при достаточно интенсивном нагревании ее можно удалить.
Известно также, что огнеупоры можно изготовлять литьем огнеупорных бетонов либо путем вибрационного литья влажного бетона, либо путем безвибрационного литья бетона, имеющего текучую консистенцию. В обоих способах все бетоны следует размешать до однородности и смочить. Обычно шаблон и исходные материалы вводят вместе. Затем добавляют воду, чтобы придать текучесть и инициировать реакцию, приводящую к образованию фасонной отливки идеальной формы. При этом наибольшую часть материала представляет мелкоизмельченный наполнитель. Этот материал, как и большинство огнеупоров, обладает развитой поверхностью, которая разрушается во вредных условиях. Увеличение доли воды повышает текучесть смеси, но способствует образованию пор в образующейся отливке. Из-за высокого содержания воды в огнеупоре требуется длительная сушка и понижается механическая прочность. Меньшие доли воды препятствуют формированию пор, но приводят к образованию огнеупора, склонного к растрескиванию, дроблению и выкрашиванию. В исключительных случаях композиции с низким содержанием воды не способны образовать плотно сцепленную отливку.
Для повышения устойчивости к тепловой нагрузке в материалах для вибрационного литья и в текучих материалах использовали волокнистые материалы. Применение волокон повышает потребность в воде для перемешивания и затрудняет процесс литья. Очень грубые материалы, которые благодаря высокой плотности выгодны с точки зрения устойчивости к шлакованию, можно применять только до определенной степени, т.к. литье бетонов с очень высоким содержанием грубых материалов весьма затруднительно.
При изготовлении объектов, содержащих крупные частицы, смешанные с более мелкими частицами, введенными в виде суспензии, применяют также технологии пропитки. Например, для получения формованного сухого изделия форму можно заполнить крупными сухими частицами размером примерно 1-60 мм. В сформованное сухое изделие затем вводят суспензию из связующего, воды и мелких частиц наполнителя с распределением частиц по размерам в интервале 0.0001-3 мм. Такого рода пропитка требует значительной затраты времени. Трудность изготовления изделия большой толщины возрастает по мере увеличения его толщины, если не использовать более крупный агрегат.
Целью настоящего изобретения является преодоление недостатков известных композиций и изготовление отливки, в которой будут минимизированы количество воды для смешения и количество наполнителя, повышена плотность сформованного сухого изделия и таким образом будет получена отливка с повышенным модулем разрыва и повышенной прочностью по холодному растрескиванию.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Было установлено, что некоторые особенности композиций, по отдельности или в комбинации, позволяют получать литые материалы, которые могут содержать уменьшенные количества воды и которые обладают повышенной плотностью и пониженной пористостью по сравнению с композициями предшествующего уровня техники. Эти особенности включают:
1. Фракция наиболее крупных огнеупорных гранул составляет 50 масс.% или более от сухой композиции; эта фракция отделена от фракции более мелких гранул промежутком, в котором отношение диаметра самой крупной частицы к диаметру самой мелкой частицы равно по меньшей мере корню квадратному из двух или по меньшей мере двум. Например, фракция самых крупных огнеупорных гранул может состоять из частиц диаметром более 500, 800 или 1000 мкм и может быть узкой фракцией с максимальным размером частиц 1000, 2000 или 4000 мкм.
2. Композиция содержит по меньшей мере четыре фракции гранул, из которых три соседние фракции гранул, отделенные промежутками, в которых соотношение диаметров частиц составляет по меньшей мере квадратный корень из двух, или промежутками, в которых соотношение диаметров частиц равно по меньшей мере двум, сохраняют массовые доли (проценты по массе частиц во фракции по отношению к массе всех частиц во фракции плюс все более мелкие частицы), которые по отношению к соответствующим соседним фракциям более крупных частиц и в порядке уменьшения размера частиц, будут меньше, больше и меньше по величине. Эта конфигурация (фракции более крупных, более мелких, более крупных, более мелких частиц) обозначена как композиция с «чередующимся остаточным массовым процентом».
3. Композиция содержит по меньшей мере четыре фракции гранул, из которых три соседние фракции гранул, разделенные промежутками, в которых сотношение диаметров частиц составляет по меньшей мере квадратный корень из двух, или промежутками, в которых соотношение диаметров частиц составляет по меньшей мере два, сохраняют массовые доли (проценты по массе частиц во фракции по отношению к массе всех частиц во фракции плюс все более мелкие частицы), которые по отношению к соответствующим соседним фракциям более крупных частиц и в порядке уменьшения размера частиц будут больше, меньше или больше по величине. Эта конфигурация (фракции более мелких, более крупных, более мелких и более крупных частиц) обозначена как композиция с «чередующимся остаточным массовым процентом».
4. Композиция включает по меньшей мере две или по меньшей мере три фракции гранул, разделенные промежутками, в которых соотношение диаметров частиц равно по меньшей мере корню квадратному из двух или соотношение диаметров частиц равно по меньшей мере двум, состоящие целиком из частиц с диаметрами менее 100 мкм.
5. Композиция включает по меньшей мере четыре фракции гранул, разделенные промежутками, в которых соотношение диаметров частиц равно по меньшей мере корню квадратному из двух или соотношение диаметров частиц равно по меньшей мере двум, в которых остаточные массовые доли составляют по меньшей мере 40%.
6. Композиция содержит по меньшей мере пять фракций гранул, разделенных промежутками, в которых соотношение диаметров частиц равно по меньшей мере корню квадратному из двух или соотношение диаметров частиц равно по меньшей мере двум.
7. По меньшей мере два промежутка каждый содержит менее 10 масс.% или менее 5 масс.% от массы сухой композиции.
Были приготовлены композиции, обладающие одной или несколькими из этих характеристик, у которых при содержании воды 6.0 масс.%, 5.0 масс.%, 4.0 масс.%, 3.0 масс.%, 2.5 масс.% и 2.0 масс.% достигаются повышенное значение MOR (модуль разрыва), повышенная объемная плотность, пониженная пористость и повышенная CCS (прочность по холодному растрескиванию) по сравнению с предшествующим уровнем техники.
Согласно настоящему изобретению можно приготовить композиции со значениями MOR (определенными в фунтах на квадратный дюйм) порядка 1000 или более, 2000 или более, 3000 или более или 3500 или более при 230°F, а также 500 или более, 1000 или более, 2000 или более, 3000 или более или 3500 или более при 1500°F.
Согласно настоящему изобретению можно приготовить композиции с объемной плотностью (определенной в фунтах на кубический фут), равной 190 или более, 195 или более или 200 или более при 230°F, а также 185 или более, 190 или более, 195 или более или 200 или более при 1500°F, при содержании в препаратах 95 масс.% оксида алюминия или более.
Согласно настоящему изобретению можно приготовить композиции с пористостью (определенной в объемных процентах) 15 или менее, 10 или менее, 5 или менее, 4 или менее или 3 или менее при 230°F, а также 18 или менее, 15 или менее, 10 или менее, 5 или менее, 4 или менее или 3 или менее при 1500°F.
Согласно настоящему изобретению можно приготовить композиции с величинами CCS (определенной в фунтах на квадратный дюйм) 3000 или более, 5000 или более, 8000 или более, 10000 или более и 12000 или более при 230°F, а также 3000 или более, 5000 или более, 8000 или более, 10000 или более и 12000 или более при 1500°F.
КРАТКОЕ ОПИСАНИЕ ФИГУР
Фиг.1 представляет график, на котором показана зависимость массовой доли фракций от размера частиц в логарифмической шкале для композиций предшествующего уровня техники и по настоящему изобретению;
Фиг.2 представляет график, на котором показана зависимость массовой доли фракций от размера частиц в логарифмической шкале для композиций по настоящему изобретению;
Фиг.3 представляет график, на котором показана зависимость объемной доли фракций от размера частиц в логарифмической шкале для композиций по настоящему изобретению;
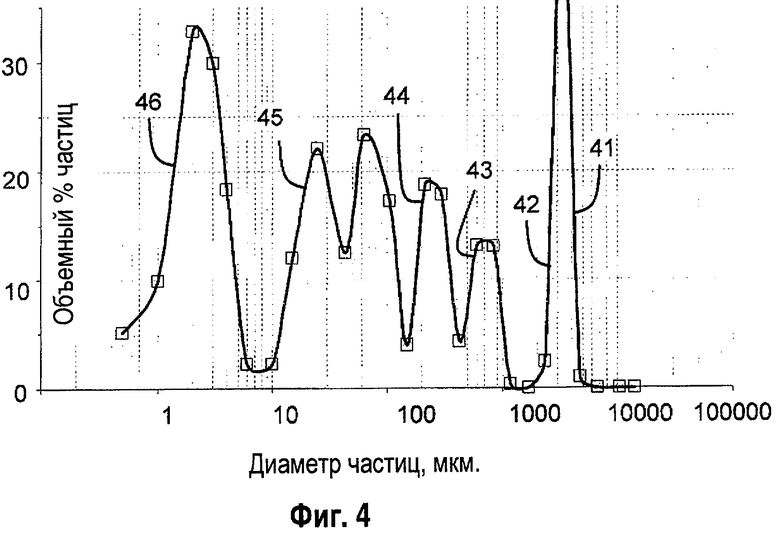
Фиг.4 представляет график, на котором показана зависимость объемной доли фракций от размера частиц в логарифмической шкале для композиций по настоящему изобретению;
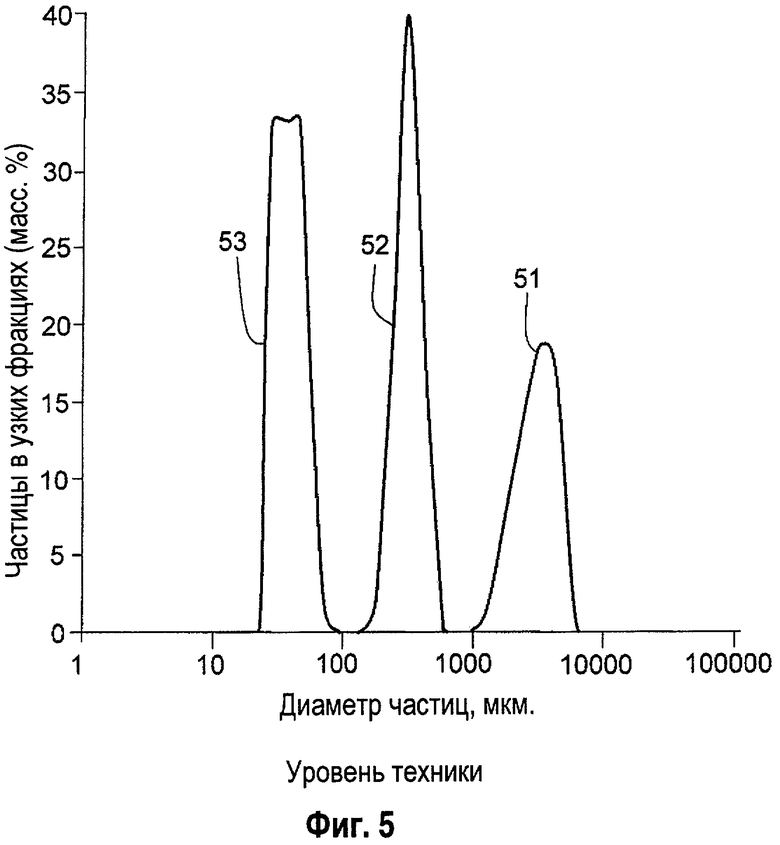
Фиг.5 представляет график, на котором показана зависимость массовой доли фракций от размера частиц в логарифмической шкале для композиций предшествующего уровня техники;
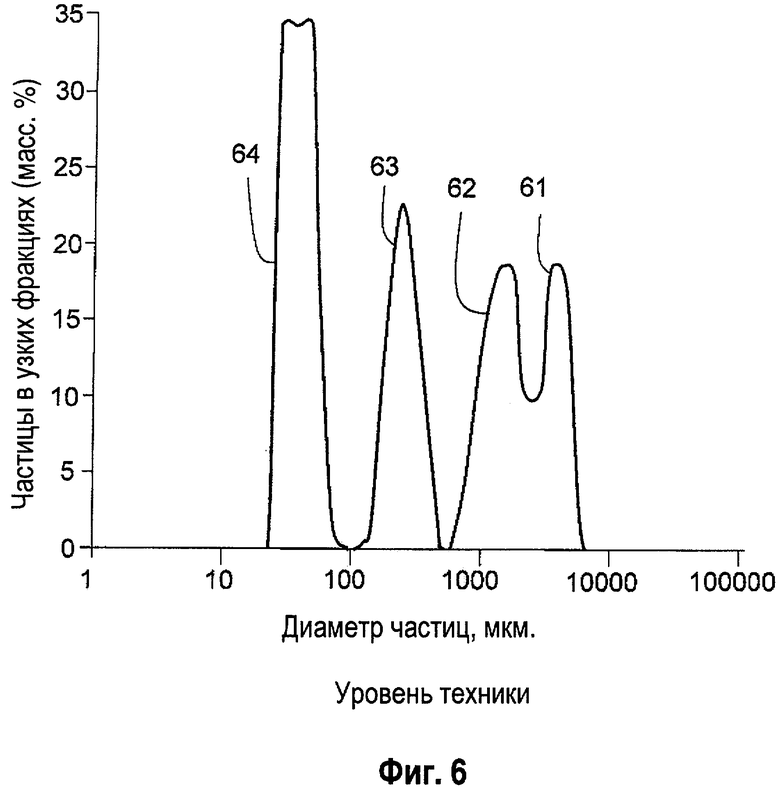
Фиг.6 представляет график, на котором показана зависимость массовой доли фракций от размера частиц в логарифмической шкале для композиций предшествующего уровня техники; и
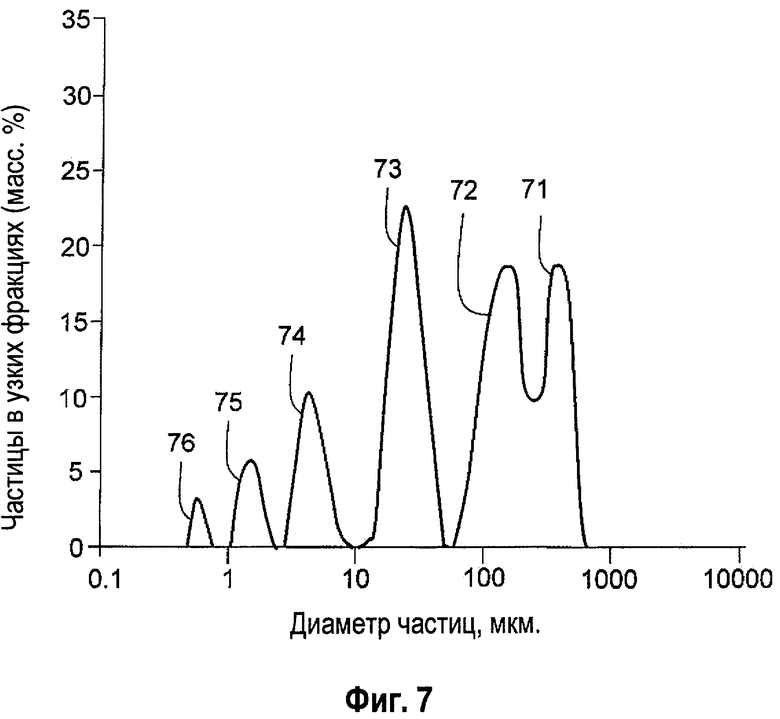
Фиг.7 представляет график, на котором показана зависимость массовой доли фракций от размера частиц в логарифмической шкале для композиций по настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Было установлено, что реализация некоторых особенностей предлагаемых композиций позволяет получить огнеупор, в котором количество воды для смешения минимизировано, количества наполнителей минимизированы, пористость сформованного сухого изделия понижена, плотность сформованного сухого изделия повышена и получаемая сухая отливка обладает повышенным модулем разрыва и повышенной прочностью по холодному растрескиванию.
Крупные частицы, используемые в практике настоящего изобретения, могут содержать плавленый оксид алюминия или спеченный оксид алюминия (пластинчатый глинозем), цельные шарики оксида алюминия, плавленый боксит, плавленый и спеченный муллит, оксид магния, плавленую и спеченную магний-алюминиевая шпинель, плавленный и спеченный оксид циркония, огнеупорные бокситы, огнеупорный кианит, огнеупорный андалузит, огнеупорный силлиманит, карбид кремния или их комбинацию.
Крупные частицы, используемые в практике настоящего изобретения, могут иметь любую форму. Они могут быть сферическими, глыбообразными, прямоугольными или даже волокнистыми. Кроме того, их можно использовать по отдельности или в комбинации.
Используемый наполнитель может представлять собой кальций-алюминатный цемент, альфабонд-цемент, портландцемент, моноалюминийфосфат (MAP), глины, активированный глинозем (типа АА 101), гидратируемый оксид алюминия и их комбинации. В некоторых вариантах наполнитель по настоящему изобретению не содержит цемента.
Другое сырье для наполнителя может включать активированные глиноземы, прокаленные оксиды алюминия, пластинчатый глинозем, плавленый оксид алюминия, муллит, углерод (графит или сажа), карбид кремния, диоксид циркония, оксид магния, силикаты алюминия (такие как кианит, андалузит или силлиманит), микросиликагель, боксит, оксид хрома и их комбинации. Часть частиц препарата с диаметрами в интервале 0.01-10 мкм, называемые также мелкими частицами, могут содержать активированные глиноземы и плавленные оксиды кремния.
Наполнитель может также содержать диспергирующие реагенты, пластификаторы, противопенные или пенные реагенты и деаэрирующие компоненты. Такие реагенты хорошо известны в данной области.
Способ по данному изобретению позволяет изготовлять смеси для литья с минимальным объемом мелких гранул. Обычно количество мелких гранул, необходимое для создания огнеупора, зависит от максимального размера гранул. Для формирования смеси для литья к смесям с максимальным размером гранул 3 меш надо добавить минимум 33 об.% гранул размером -100 меш. Согласно настоящему изобретению можно приготовить смеси для литья с 30 об.% или менее гранул размером - 100 меш, 29 об.% или менее - 100 меш, 26 об.% или менее гранул - 100 меш, 25 об.% или менее гранул - 100 меш, 22 об.% или менее гранул от - 100 меш или включительно до 24 об.% и включительно до 18 об.% гранул - 100 меш.
Для получения реальной смеси для литья с максимальным размером гранул 3 меш обычно необходимы минимум 48 об.% гранул размером -16 меш. Согласно настоящему изобретению можно получить хорошие смеси для литья с 47 об.% или менее гранул размером -16 меш, 45 об.% или менее гранул - 16 меш или 43 об.% или менее гранул - 16 меш.
Для получения реальной смеси для литья с максимальным размером гранул 3 меш обычно необходимо минимум 58 об.% гранул размером -6 меш. Согласно настоящему изобретению можно получить хорошие смеси для литья с 55 об.% или менее гранул размером - 6 меш, 47 об.% или менее гранул - 6 меш, 42 об.% или менее гранул - 6 меш или 36 об.% или менее гранул - 6 меш. Независимо от величины максимального размера гранул для литьевых смесей предшествующего уровня техники необходим минимальный объем мелких частиц. Эти минимальные объемы близки к значениям, приведенным для смесей с максимальным размером гранул 3 меш. Размеры в меш выражены в шкале Тайлера.
Кроме того, для приготовления смесей для литья по данному изобретению с максимальным размером гранул или частиц более 3 меш можно также использовать гранулы с размером - 6 меш, гранулы -14 меш, гранулы -16 меш, гранулы -28 и -100 меш. Например, для приготовления смесей для литья согласно данному изобретению можно использовать частицы размером -3/8'', частицы  частицы
частицы  частицы
частицы  и - 1'', смеси таких частиц и частицы с максимальным размером гранулы в интервале и 3 меш и 12'' включительно.
и - 1'', смеси таких частиц и частицы с максимальным размером гранулы в интервале и 3 меш и 12'' включительно.
Способ по данному изобретению позволяет получать отливки со значениями плотности, которые ранее были недостижимы. Литые изделия на основе оксида алюминия предшествующего уровня техники могут иметь плотность до 202 фунт/куб. фут в невысушенном состоянии, если они содержат оксид хрома. Невысушенные материалы содержат свободную воду; эту воду удаляют нагреванием до 230°F. Согласно настоящему изобретению можно изготовить литые изделия на основе оксида алюминия с плотностью 204 фунт/куб. фут или более или 210 фунт/куб. фут, или более в невысушенном состоянии.
Литые изделия на основе оксида алюминия предшествующего уровня техники могут иметь плотность до 199 фунт/куб. фут после сушки при 230°F, если они содержат оксид хрома, или в невысушенном состоянии 196 фунт/куб. фут, если они содержат только оксиды алюминия. Согласно настоящему изобретению можно изготовить фасонные отливки на основе оксида алюминия с плотностью 200 фунт/куб. фут или более после сушки до 230°F, 202 фунт/куб. фут или более или 207 фунт/куб. фут или более.
Способ по настоящему изобретению позволяет получить отливки с не достижимыми ранее значениями плотности относительно теоретических плотностей. Теоретическая плотность представляет собой наивысшее значение плотности, возможное для данного вещества (т.е. твердого образца без пустот, что отличает его от слежавшегося порошка, имеющего зазоры между частицами). Оксид алюминия имеет теоретическую плотность 247.53 фунт/куб. фут. Предшествующий уровень техники дает возможность получать материалы с плотностью (196.0/247.53)×100%, или 79.2% от теоретической плотности, или (199.0/247.53)×100%, т.е. 80.3% от теоретической плотности. Материалы, получаемые согласно настоящему изобретению, могут иметь плотность (200.0/247.53)×100%, или 80.7% или более от теоретической плотности, или значения плотности, которые равны или превышают 83.6% от теоретической плотности.
Способ по данному изобретению дает возможность получать смесь для литья с пониженным количеством жидкости. Смеси для литья предшествующего уровня техники обычно содержат по меньшей мере 3.7 масс.% жидкости. Огнеупорные материалы по настоящему изобретению можно получить с 3.3 масс.% жидкости или менее, 3.0 масс.% жидкости или менее, 2.0 масс.% жидкости или 1.7 масс.% жидкости или менее. Смеси для литья предшествующего уровня техники обычно содержат по меньшей мере 10.9 об.% жидкости. Смеси для литья по настоящему изобретению можно получить с 9.1 об.% жидкости или менее, или 7.8 об.% жидкости или менее. Проценты приведены по отношению к общей массе или объему частиц, наполнителя, мелких частиц и воды.
Способ по настоящему изобретению позволяет получать отливки с пониженной пористостью. Отливки, полученные на предшествующем уровне техники, после нагревания до 1500°F имеют пористость не менее 13%. Отливки по настоящему изобретению можно получить с пористостью менее 13%, менее 12%, менее 11%, менее 10%, менее 9%, менее 8%, менее 7%, менее 6%, менее 5%, менее 4% или менее 3%.
По способу данного изобретения из композиций для литья можно сконструировать шаблоны для литья, литые структуры и фасонные отливки, такие как колончатые структуры. Способ включает стадии (a) изготовления шаблона с полостью, которая соответствует размеру и форме целевой структуры или литого изделия, (b) заполнение полости композицией для литья по данному изобретению, (c) необязательно компактирование или виброуплотнение композиции для литья, (d) отверждение композиции для литья с образованием фасонной отливки, литой структуры или литого изделия и (e) отделение шаблона от отливки, литой структуры или литого изделия. Композиции по данному изобретению можно также использовать в компрессионном формовании, при котором влажную массу помещают в шаблон и механически или гидравлически прессуют или сжимают иным способом с образованием заготовки или фасонной отливки нужной формы.
Для достижения хорошей прочности сырой отливки при извлечении ее из формы композиции для литья по данному изобретению можно нагревать. Нагревание до 110°C можно использовать для взаимодействия с активированным глиноземом. Альтернативно для достижения нужной прочности сырой отливки в качестве мелкораздробленного материала можно использовать цемент.
Примеры изделий, приведенные в Таблице I, были отлиты с использованием пластинчатого глинозема с частицами указанных размеров и цемента Secar 71 в качестве связующего. Secar 71 является гидравлическим связующим с содержанием оксида алюминия примерно 70%. ULM2 представляет собой композицию по настоящему изобретению, характеризующуюся четырьмя пиками на кривой распределения частиц по диаметрам; два из этих пиков соответствуют частицам с диаметром 250 мкм или менее. ULM3 и ULM3B представляют собой две композиции по настоящему изобретению с тремя пиками на кривой распределения частиц по диаметрам, соответствующими частицам с диаметрам 1000 мкм или менее. РА1 и РА2 являются композициями предшествующего уровня техники. ULM1 является композицией по настоящему изобретению, полученной из композиции РА2 путем варьирования распределения частиц в интервале менее 100 мкм (или -60 меш) или введения зазоров в этот интервал.
Величины «содержания» в Таблицах I и II представляют собой остаточные массовые проценты, определенные как массовая доля частиц данной фракции по отношению к суммарной массе всех частиц фракции и всех более мелких частиц. Например, фракция, содержащая в своем составе наиболее крупные частицы в ULM2, содержит 53 масс.% оксида алюминия и оксида кремния. Фракция, содержащая вторые по размеру частицы, содержит 50 масс.% остальных частиц. Фракция, содержащая третьи по размеру частицы, содержит 35 масс.% остальных частиц. Фракция, содержащая четвертые по размеру частицы, которые являются наиболее мелкими частицами, содержит 100 масс.% остальных частиц.
Композиции ULM1, ULM3 и ULM3B включают четыре или более фракции с чередующейся остаточной массовой конфигурацией. В РА1 и РА2 такая конфигурация отсутствует. В ULM2 также отсутствует четырехфракционная чередующаяся остаточная массовая конфигурация, но наблюдаются два пика, соответствующие частицам диаметром 250 мкм или менее.
Для получения литого изделия к композициям РА1 и РА2 надо было добавить указанные количества воды (6.34 масс.% и 5.25 масс.% соответственно).
A3000FL представляет собой бимодальный оксид алюминия сверхтонкого измельчения с d50 примерно 2.5-3 мкм и удельной поверхностью, определенной по методу БЭТ (Брунауэр-Эмметт-Теллер), обычно равной 1.3-2 м2/г. A152SG представляет собой оксид алюминия сверхтонкого измельчения с унимодальным распределением частиц по размерам со средним размером частиц 1.2 мкм. RG 4000 является унимодальным активированным глиноземом с d50 порядка 0.5-0.8 мкм. Dispex N100 относится к диспергантам на основе полиакрилата натрия.
Композиции ULM1, ULM2, ULM3 и ULM3B по настоящему изобретению со сверхнизким содержанием наполнителя демонстрируют повышение M0R, объемной плотности и CR и уменьшение пористости по сравнению с композициями РА1 и РА2 предшествующего уровня техники. Компоненты и свойства этих композиций представлены в Таблице I.
(фунт/кв.дюйм) 1500°F
Композиции по настоящему изобретению ULM-FG, ULM-PG и ULM-671 дают возможность получать отливки с пониженным содержанием воды по сравнению с композицией РА2 предшествующего уровня техники. Эти композиции представлены в Таблице II; сравнение свойств отливок, изготовленных с добавлением разных количеств воды, представлено в Таблице III.
Все образцы смешивали в сухом виде в течение 30 сек, в присутствии влаги в течение 4.5 мин, 4 мин при высокой вибрации и 1 мин при слабой вибрации. Величины KBD представляют собой объемные плотности в фунтах на кубический фут. Величины KP0R представляют собой пористость в объемных процентах. Как величины KBD, так и KPOR определены при 1500°F. Символ DNB относится к композициям без связующего. Символ DNC относится к неуплотненным композициям.
В некоторых композициях, например в композициях по настоящему изобретению со сверхнизким содержанием наполнителя, в которые для сравнения было добавлено большое количество воды, наблюдалось разделение частиц на фракции. Величины в таблице, обозначенные «полный», относятся к частям, представляющим полное от верха до низа поперечное сечение образца. Величины в таблице, обозначенные «основание», определены для части образца, приближенной к источнику вибрации. Содержание воды в Таблице III выражено в процентах по массе.
ния
На фигуре 1 представлено сравнение распределения частиц по размерам 12 согласно предшествующему уровню техники и распределения частиц по размерам 14 согласно настоящему изобретению. Распределение частиц по размерам 14 соответствует композиции ULM 2 в таблице I. На этой фигуре массовые проценты частиц в сухой массе нанесены в зависимости от размеров частиц (в мкм в логарифмической шкале).
Критерий SR 92 CF представляет собой мелкие частицы, которые можно использовать для получения отливок согласно предшествующему уровню техники. Он содержит связующее из мелких активированных частиц оксида алюминия. Распределение гранул по размерам в нем (в меш) и химический состав в таблицах IV и V сравниваются с данными для материала из мелких частиц, характеризующегося промежутком в размерах частиц согласно настоящему изобретению.
На фигуре 2 приведено распределение частиц по размерам по настоящему изобретению, где шесть фракций имеют конфигурацию чередующихся остаточных массовых процентов в пределах от 33% до 48% вплоть до конечной фракции. Хотя массовые проценты фракций уменьшаются с уменьшением размера частиц вплоть до последней фракции, шесть наиболее крупных фракций характеризуются конфигурацией чередующихся остаточных массовых процентов. Первая фракция 21 содержит 33 масс.% частиц; остаются 67 масс.% частиц. Вторая фракция 22 содержит (67*0.48) или 32.2 масс.% частиц. Таким образом, две первые фракции содержат 65.2 масс.%; остаются 34.8 масс.%. Третья фракция 23 содержит (34.8*0.33) или 11.5 масс.% частиц. Таким образом, первые три фракции содержат 76.7 масс.%; остаются 23.3 масс.%. Четвертая фракция 24 содержит (23.3*0.48) или 11.2 масс.% частиц. Таким образом, первые четыре фракции содержат 87.9 масс.%; остаются 12.1 масс.%. Пятая фракция 25 содержит (12.1*0.33) или 4.0 масс.% частиц. Таким образом, первые пять фракций содержат 91.9 масс.%; остаются 8.1 масс.%. Шестая фракция 2 6 содержит (8.1*0.48) или 3.9 масс.%. Таким образом, первые шесть фракций содержат 95.8 масс.%; остаются 4.2 масс.%. Седьмая фракция 27 является единственной оставшейся фракцией и содержит 4.2 масс.% частиц или остаются 100 масс.% частиц.
На фигуре 3 представлено распределение частиц по размерам в композиции по настоящему изобретению ULM3. На этой фигуре объемные доли частиц в сухой массе показаны в зависимости от размера частиц в мкм в логарифмической шкале. Показаны первая фракция 31, вторая фракция 32, третья фракция 33, четвертая фракция 34, пятая фракция 35 и шестая фракция 36. В первой фракции 31 остается 48 об.%. Во второй фракции 32 остается 32%, в третьей фракции 33 остается 42%, в четвертой фракции 34-48% и в пятой фракции 35-44%. Остаточный объемный процент определяет долю объема частиц в указанном интервале по отношению к сумме объемов частиц во всех интервалах, в которых частицы имеют такой же или меньший диаметр, чем в указанном интервале. Для шестой фракции 36, состоящей из наиболее мелких частиц, остаточный объемный процент равен 100%.
На фигуре 4 приведено распределение частиц по размеру в композиции по настоящему изобретению ULM3B. На этой фигуре показана зависимость объемной доли частиц в сухой массе от размера частиц в мкм в логарифмической шкале. Показаны первая фракция 41, вторая фракция 42, третья фракция 43, четвертая фракция 44, пятая фракция 45 и шестая фракция 46. Для первой фракции 41 остаточный объемный процент равен 48%. Для второй фракции 42 остаточный объемный процент равен 30%, для третьей фракции 43 остаточный объемный процент равен 41%, для четвертой фракции 44 остаточный объемный процент равен 41%, и для пятой фракции 45 остаточный объемный процент равен 49%. Остаточный объемный процент представляет собой долю объема частиц в указанном интервале по отношению к сумме объемов частиц во всех интервалах, в которых частицы имеют такие же или меньшие диаметры, как в указанном интервале. Для шестой фракции 36, состоящей из наиболее мелких частиц, остаточный объемный процент равен 100%.
На фигуре 5 приведена зависимость массовой доли фракций частиц от диаметра частиц в мкм для композиции PA1 предшествующего уровня техники. На графике показаны первая фракция 51, вторая фракция 52 и третья фракция 53. Третья фракция 53 содержит весь материал композиции с диаметром частиц 100 мкм или менее и характеризуется одним пиком. Первая фракция 51 содержит 45% оставшейся массы, вторая фракция 52 содержит 46% оставшейся массы и третья фракция 53 содержит 100% оставшейся массы.
На фигуре 6 приведена зависимость массовой доли фракций частиц от диаметра частиц в мкм для композиции PA2 предшествующего уровня техники. На графике показаны первая фракция 61, вторая фракция 62, третья фракция 63 и четвертая фракция 64. Четвертая фракция 64 содержит весь материал данной композиции из частиц с диаметром 100 мкм или менее и демонстрирует один пик. Для первой фракции 61 остаточная массовая доля составляет 40%, для второй фракции 62 остаточная массовая доля составляет 33%, для третьей фракции 63 остаточная массовая доля составляет 38% и для четвертой фракции 64 остаточная массовая доля составляет 100%.
На фигуре 7 приведена зависимость массовой доли фракций частиц от диаметра частиц в мкм для композиции ULM1 по настоящему изобретению. На графике представлены первая фракция 72, вторая фракция 72, третья фракция 73, четвертая фракция 74, пятая фракция 75 и шестая фракция 76. Фракции 71, 72 и 73 содержат один и тот же массовый процент, что и аналогичные фракции в РА2. Однако часть частиц в распределении по размерам в РА2 с размерами менее 1000 мкм демонстрирует один пик, в то время как часть частиц в ULM1 с рамерами менее 1000 мкм образует три фракции, а именно фракции 74, 75 и 76.
Заявитель полагает, что выше описан наилучший вариант изобретения. Однако специалистам в данной области будет очевидно, что в описанное настоящее изобретение можно внести многочисленные изменения, не отклоняясь от сущности изобретения, выраженной в его формуле.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЕ ИЗДЕЛИЯ И АБРАЗИВНЫЙ МАТЕРИАЛ С ПОКРЫТИЕМ | 2003 |
|
RU2279966C2 |
| СОСТАВ КОНДИЦИОНИРУЮЩЕЙ ДОБАВКИ ДЛЯ ШЛАКА, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И СПОСОБ ЕЕ ИСПОЛЬЗОВАНИЯ ПРИ ПОЛУЧЕНИИ СТАЛИ | 2005 |
|
RU2404264C2 |
| ОГНЕУПОРНЫЙ КОНСТРУКЦИОННЫЙ КЕРАМИЧЕСКИЙ МАТЕРИАЛ | 2014 |
|
RU2563469C1 |
| БОРИДНЫЕ КЕРМЕТЫ С ПОВЫШЕННОЙ ЭРОЗИОННОЙ И КОРРОЗИОННОЙ СТОЙКОСТЬЮ | 2004 |
|
RU2360019C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОППАНТА (ВАРИАНТЫ) И СПОСОБ ГИДРАВЛИЧЕСКОГО РАЗРЫВА ПЛАСТА С ИСПОЛЬЗОВАНИЕМ ПОЛУЧЕННОГО ПРОППАНТА (ВАРИАНТЫ) | 2008 |
|
RU2507178C2 |
| НАПОЛНИТЕЛИ НИЗКОЙ ПЛОТНОСТИ ДЛЯ ТУАЛЕТОВ ДЛЯ ДОМАШНИХ ЖИВОТНЫХ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ И ПРИМЕНЕНИЯ | 2016 |
|
RU2727840C2 |
| НАПОЛНИТЕЛИ НИЗКОЙ ПЛОТНОСТИ ДЛЯ ТУАЛЕТОВ ДЛЯ ДОМАШНИХ ЖИВОТНЫХ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2016 |
|
RU2729574C2 |
| СПОСОБ АНАЛИЗА ВЯЖУЩЕГО МАТЕРИАЛА НА ОСНОВЕ АЛЬФА-ОКСИДА АЛЮМИНИЯ (ЭКСПРЕСС-МЕТОД) | 2011 |
|
RU2477452C1 |
| НАПОЛНИТЕЛИ НИЗКОЙ ПЛОТНОСТИ ДЛЯ ТУАЛЕТОВ ДЛЯ ДОМАШНИХ ЖИВОТНЫХ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2016 |
|
RU2816276C2 |
| КОМПОЗИЦИЯ И СПОСОБ ПРИГОТОВЛЕНИЯ СВЕРХЛЕГКОГО КЕРАМИЧЕСКОГО РАСКЛИНИВАЮЩЕГО НАПОЛНИТЕЛЯ | 2010 |
|
RU2540695C2 |



Изобретение относится к получению бетонных отливок, которые могут быть использованы для футеровки внутренних стенок сосудов и плавильных печей для получения жидкого металла, стекла и т.п. Отливки получают из композиций для литья с низким содержанием воды, не более 2,8 масс.%, причем используют огнеупорный наполнитель с узкими фракциями частиц с заданной заселенностью и заданными промежутками в распределении частиц по размерам: огнеупорные гранулы наиболее крупной фракции отделены от гранул более мелкой фракции промежутком, в котором соотношение диаметров наиболее крупной гранулы и более мелкой гранулы равно, по меньшей мере, корню квадратному из двух. Композиция может содержать по меньшей мере четыре фракции гранул. Технический результат изобретения - получение литых изделий с повышенным модулем разрыва, повышенной прочностью по холодному растрескиванию и пониженной пористостью. 5 н. и 24 з.п. ф-лы, 5 табл., 7 ил.
1. Литое изделие, полученное из композиции огнеупорных гранул различного размера, которое при содержании воды 2,8 мас.% или менее и после сушки при 230°F имеет пористость, равную или меньшую 15 об.%, причем огнеупорные гранулы наиболее крупной фракции отделены от гранул более мелкой фракции промежутком, в котором соотношение диаметров наиболее крупной частицы и наиболее мелкой частицы равно по меньшей мере корню квадратному из 2.
2. Литое изделие, полученное из композиции огнеупорных гранул различного размера, которое при содержании воды 2,8 мас.% или менее и после сушки при 230°F имеет модуль разрыва, равный или более 1000 фунт/кв.дюйм,
причем огнеупорные гранулы наиболее крупной фракции отделены от гранул более мелкой фракции промежутком, в котором соотношение диаметров наиболее крупной частицы и наиболее мелкой частицы равно по меньшей мере корню квадратному из 2.
3. Литое изделие, полученное из композиции огнеупорных гранул различного размера, которое при содержании воды 2,8 мас.% или менее и после сушки при 230°F имеет прочность по холодному растрескиванию, равную или более 3000 фунт/кв.дюйм,
причем огнеупорные гранулы наиболее крупной фракции отделены от гранул более мелкой фракции промежутком, в котором соотношение диаметров наиболее крупной частицы и наиболее мелкой частицы равно по меньшей мере корню квадратному из 2.
4. Литое изделие по п.1, причем отливка имеет пористость, равную или менее 10 об.%.
5. Литое изделие по п.1, причем отливка имеет пористость, равную или менее 8 об.%.
6. Литое изделие по п.1, причем отливка имеет пористость, равную или менее 6 об.%.
7. Литое изделие по п.1, причем отливка имеет пористость, равную или менее 4 об.%.
8. Литое изделие по п.1, причем отливка имеет пористость, равную или менее 3 об.%.
9. Литое изделие по п.1, у которого пористость измерена после обжига при 1500°F.
10. Литое изделие по п.2, которое имеет модуль разрыва, равный или более 2000 фунт/кв. дюйм.
11. Литое изделие по п.2, у которого модуль разрыва определен при 1500°F.
12. Литое изделие по п.3, которое имеет прочность по холодному растрескиванию, равную 5000 фунт/кв. дюйм.
13. Литое изделие по п.3, у которого прочность по холодному растрескиванию определена при 1500°F.
14. Литое изделие по п.1, в которого фракция наиболее крупных огнеупорных частиц составляет по меньшей мере 50 мас.% от сухой массы.
15. Литое изделие по п.1, которое содержит по меньшей мере четыре фракции гранул, из которых три соседние фракции гранул разделены промежутками, в которых соотношение диаметров гранул равно по меньшей мере корню квадратному из двух, и в которой три соседние фракции гранул характеризуются остаточными массовыми долями, которые по отношению к соответствующим соседним фракциям более крупных гранул и в порядке уменьшения размеров гранул меньше, больше и меньше по величине.
16. Литое изделие по п.1, которое содержит по меньшей мере четыре фракции гранул, из которых три соседние фракции гранул разделены промежутками, в которых соотношение диаметров гранул равно по меньшей мере корню квадратному из двух, и в которой три соседние фракции гранул характеризуются остаточными массовыми долями, которые по отношению к соответствующим соседним фракциям более крупных гранул и в порядке уменьшения размеров гранул больше, меньше и больше по величине.
17. Литое изделие по п.1, которое содержит по меньшей мере две фракции гранул, разделенные промежутками, в которых соотношение диаметров гранул равно по меньшей мере корню квадратному из двух, и по меньшей мере две фракции гранул состоят целиком из гранул с диаметрами менее 100 мкм.
18. Литое изделие по п.1, которое содержит по меньшей мере три фракции гранул, разделенные промежутками, в которых соотношение диаметров гранул равно по меньшей мере корню квадратному из двух, и в которой по меньшей мере три фракции гранул состоят целиком из гранул с диаметрами менее 100 мкм.
19. Литое изделие по п.1, которое содержит по меньшей мере четыре фракции гранул, разделенные промежутками, в которых соотношение диаметров гранул равно по меньшей мере корню квадратному из двух, и в которой остаточные массовые проценты составляют по меньшей мере 40% в каждой из по меньшей мере четырех фракций гранул.
20. Литое изделие по п.1, которое содержит по меньшей мере пять фракций гранул, разделенных промежутками, в которых соотношение диаметров гранул равно по меньшей мере корню квадратному из двух.
21. Литое изделие по п.15, у которого по меньшей мере два из промежутков каждый содержит менее 10 мас.% сухой массы.
22. Литое изделие по п.1, которое имеет плотность по меньшей мере 80,7% от теоретической плотности.
23. Литое изделие по п.1, которое имеет плотность по меньшей мере 83,6% от теоретической плотности.
24. Литое изделие по п.1, содержащее по меньшей мере 95 мас.% оксида алюминия.
25. Литое изделие по п.24, имеющее объемную плотность по меньшей мере 190 фунт/куб. фут.
26. Литое изделие по п.24, имеющее объемную плотность по меньшей мере 195 фунт/куб. фут.
27. Литое изделие по п.25, у которого объемная плотность определена при 1500°F.
28. Способ изготовления литого изделия, включающий (а) изготовление шаблона с полостью, соответствующей размеру и форме фасонной отливки, (b) заполнение полости композицией огнеупорных гранул различного размера, причем огнеупорные гранулы наиболее крупной фракции отделены от гранул более мелкой фракции промежутком, в котором соотношение диаметров наиболее крупной частицы и наиболее мелкой частицы равно по меньшей мере корню квадратному из 2, (с) необязательно компактирование композиции для литья и/или виброуплотнение, (d) отверждение композиции для литья с образованием отливки и (е) отделение шаблона от отливки.
29. Способ изготовления фасонной отливки, включающий (а) изготовление шаблона с полостью, соответствующей размеру и форме отливки, (b) заполнение полости композицией огнеупорных гранул различного размера, причем огнеупорные гранулы наиболее крупной фракции отделены от гранул более мелкой фракции промежутком, в котором соотношение диаметров наиболее крупной частицы и наиболее мелкой частицы равно по меньшей мере корню квадратному из 2, (с) сжатие композиции для литья, (d) отверждение композиции для литья с образованием отливки и (е) отделение шаблона от отливки.
| Сырьевая смесь для огнеупорного бетона | 1986 |
|
SU1404495A1 |
| US 5333670 A, 02.08.1994 | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| US 5512325 A, 30.04.1996 | |||
| ОГНЕУПОРНАЯ БЕТОННАЯ СМЕСЬ | 2002 |
|
RU2206537C1 |
| КОЛОДЗИЙ И.И | |||
| Машинист бетоноукладчика и формовочного оборудования | |||
| - М.: Высшая школа, 1970, с.41, абзац 3, с.83 последний абзац. | |||

