Изобретение относится к устройству и способу передачи ленточного уточного материала от подающего блока к прокладчику ткацкого станка. Устройство содержит зажимное устройство для зажатия свободного конца уточного материала.
В ткацких станках из уровня техники известны различные устройства для передачи уточного материала к прокладчику, например к рапире рапирного ткацкого станка.
В WO 2008/009332 А1 для выбора уточной нити предусмотрены игольчатые бруски с проушинами, через которые соответственно направляется уточная нить и которые в зависимости от выбранной уточной нити перемещаются из исходного положения в рабочее. Выбранная уточная нить перемещается подвижным подводчиком в положение приема для рапиры.
В ЕР 0240075 В1 описано устройство с аппаратом выбора уточной нити, в котором предусмотрен подвижный зажим для каждой уточной нити. За счет качательного движения зажима уточная нить в плоскости перпендикулярно направлению подачи нити или направлению прокладки приводится в положение подачи в рапиру. При этом уточные нити многократно отклоняются в разных направлениях и, наконец, подводятся к прокладчику таким образом, что они пересекают его под углом и за счет этого могут быть помещены в зажимное устройство прокладчика. Такие устройства не подходят для ленточных уточных материалов, поскольку отклонения привели бы к повреждениям уточных лент.
В US 5455107 раскрыто устройство для подачи уточного материала, которое должно подходить также для ленточных уточных материалов. Свободный конец уточного материала зажимается в прочно расположенном на ткацком станке зажиме. Для подачи уточного материала к прокладчику предусмотрен подвижный в направлении основы вдоль кромки ткани подводчик. Как и в описанных выше устройствах, уточный материал подается к прокладчику под углом, так что, в частности в случае содержащих усилительные нити уточных лент, могут возникнуть повреждения.
В WO 2006/075961 А1 описано устройство для подачи ленточного уточного материала, который транспортируется посредством транспортирующего блока с парой валиков в подающий канал, где он зажимается зажимным устройством. Для подачи уточного материала в прокладчик зажимное устройство открывается и уточный материал посредством транспортирующего блока позиционируется в направлении рапиры, которая захватывает ленточный уточный материал непосредственно за его передний конец. Таким образом, уточный материал может подаваться к рапире, по существу, без отклонения. Однако из-за относительного движения ленточного уточного материала между валиками могут возникнуть его повреждения.
В DE 528345 и DE 553886 описаны устройства для передачи уточной нити к микрочелноку, которые, однако, требуют большого конструктивного пространства и механически приводятся в действие сложными средствами.
Задачей изобретения является создание устройства для подачи уточного материала, которое подходило бы также для ленточного уточного материала и при этом исключало бы опасность повреждений ленточного уточного материала. Кроме того, должен быть создан соответствующий способ подачи уточного материала.
Эти задачи решаются посредством признаков независимых пунктов формулы изобретения.
Устройство для передачи ленточного уточного материала от подающего блока к прокладчику ткацкого станка содержит зажимное устройство для зажатия свободного конца уточного материала. Подающим блоком может быть при этом приводимая в движение бобина, с которой разматывается необходимый для прокладки уточный материал, или в качестве подающего блока может быть предусмотрен питающий валик, который разматывает с бобины каждый раз необходимое для прокладки утка количество ленточного материала. Подающий блок может быть выполнен также в виде питателя, из которого уточный материал попадает затем в устройство для его передачи.
Предусмотрено, что зажимное устройство перемещается, по существу, в направлении движения прокладчика между, по меньшей мере, двумя различными рабочими положениями, а устройство содержит привод для перемещения зажимного устройства. За счет движения зажимного устройства только в направлении утка или в направлении движения прокладчика лента от подающего блока до своей передачи к прокладчику движется в значительной степени прямо, без скручиваний и отклонений. В направлении ширины ленточного уточного материала никакого отклонения не происходит. Если зажимное устройство перемещается в продолжении линии движения прокладчика, то посредством устройства могут осуществляться различные движения подачи, причем не происходит никакого отклонения в направлении ширины ленточного уточного материала. Следовательно, подаваться без повреждений могут также ленточные материалы с усилительными нитями. В способе передачи ленточного уточного материала его свободный конец зажимается в зажимном устройстве. Свободный конец передается к прокладчику, после чего зажимное устройство открывается и уточный материал прокладывается. Зажимное устройство перемещается посредством привода, по существу, в направлении движения прокладчика между, по меньшей мере, двумя различными рабочими положениями.
Зажимное устройство может перемещаться на линии движения прокладчика между положениями передачи и подачи, например, посредством линейного привода, как это более подробно описано ниже. Однако зажимное устройство может перемещаться также посредством вращательного движения. Поскольку при этом используется только малый диапазон полного вращения, движение зажимного устройства происходит, тем не менее, по существу, в направлении движения прокладчика. Зажимное устройство перемещается посредством поворотного блока, который содержит, по меньшей мере, один поворотный рычаг и приводится в действие приводом.
Согласно изобретению поворотный блок содержит два параллельных поворотных рычага, соединенных связующим элементом. Зажимное устройство расположено на связующем элементе и за счет этого удерживается, по существу, в направлении утка или в плоскости параллельно направлению утка, так что подаваемый уточный материал всегда движется в значительной степени прямо и без отклонения.
В первом варианте осуществления изобретения зажимное устройство перемещается между положением передачи в продолжении линии движения прокладчика и исходным положением вне линии движения прокладчика. В положении передачи за счет открывания и закрывания зажимного устройства ленточный уточный материал может подаваться к прокладчику, а в исходном положении могут осуществляться замена питающей бобины с уточным материалом и другие работы по обслуживанию.
В особенно предпочтительном варианте осуществления изобретения предусмотрено, что устройство для подачи второго уточного материала содержит второй поворотный блок со вторым зажимным устройством и зажимные устройства перемещаются по выбору между своим индивидуальным исходным положением и общим положением передачи. За счет этого можно с произвольным выбором подавать два разных уточных материала, чтобы достичь определенного узора или обеспечить замену питающей бобины без остановки ткацкого станка. Для подачи второго уточного материала к прокладчику предпочтительным образом после прокладки и отрезания первого уточного материала закрытое первое зажимное устройство перемещается в свое исходное положение, а закрытое второе зажимное устройство - из своего исходного положения в общее положение передачи. За счет этого после замены подаваемого уточного материала он может подаваться к прокладчику в определенном положении передачи.
В другом варианте осуществления изобретения предусмотрено, что зажимное устройство перемещается из положения передачи на линии движения прокладчика в положение подачи по линии его движения. За счет этого уточный материал в положении подачи может активно подаваться в открытый зажим прокладчика. Затем зажимное устройство открывается и уточный материал прокладывается.
В другом предпочтительном варианте осуществления изобретения предусмотрено, что во время или после прокладки уточного материала зажимное устройство перемещается из положения передачи или подачи в положение отрезания на линии движения прокладчика и по окончании прокладки проложенный уточный материал отрезается. За счет этого можно уменьшить до минимума длину выступающего свободного конца, который транспортируется рапирой на другую сторону ткани и скапливается там в качестве отхода.
При этом особенно предпочтительно, если положение подачи и/или отрезания произвольно регулируется. Длину выступающего свободного конца можно за счет этого отрегулировать так, что он, с одной стороны, может быть захвачен рапирой, а с другой стороны, после прокладки утка почти не выдается за противоположную кромку ткани. Благодаря этому можно дополнительно уменьшить количество скапливающегося в качестве отхода уточного материала.
Кроме того, особенно предпочтительно, если привод выполнен в виде независимого электропривода, например серводвигателя. Это обеспечивает свободный выбор прокладываемого уточного материала и перемещение зажимного устройства в различные положения независимо от привода ткацкого станка. Однако возможна также реализация привода зажимного устройства или поворотного блока за счет главного привода ткацкого станка.
Кроме того, предпочтительно, если для приложения тянущего усилия к уточному материалу поворотный блок с зажимным устройством приводится в действие реверсивно. За счет этого проложенный уточный материал при сомкнутом зажимном устройстве может нагружаться посредством привода тянущим усилием. Предложенный способ отличается тем, что после прокладки уточного материала зажимное устройство закрывается для его зажатия и к уточному материалу прикладывается тянущее усилие. Таким образом, уточный материал удерживается под натяжением, в то время как он перемещается к месту переплетения, что препятствует повреждениям уточного материала. Точно так же уточный материал может удерживаться под натяжением для отрезания после прокладки.
Согласно особенно предпочтительному варианту осуществления изобретения зажимное устройство выполнено в виде параллельного захвата с двумя подвижными зажимными губками. Поскольку при открывании зажимного устройства обе зажимные губки удаляются от уточного материала, последний во время прокладки движется, по существу, свободно между подающим блоком и прокладчиком. Таким образом, возможна свободная прокладка уточного материала, при которой возникает лишь немного мест трения для него. Также это способствует предотвращению повреждений уточного материала. Предпочтительно зажимное устройство приводится в действие пневматически, поскольку станок так и так подключен к источнику сжатого воздуха.
В другом предпочтительном варианте предусмотрено, что зажимные губки в зоне зажимных поверхностей имеют полукруглое или иное изогнутое в направлении ширины уточного материала поперечное сечение. За счет формы зажимных губок уточный материал слегка деформируется по отношению к своему поперечному направлению, так что во время передачи свободно выступающий конец усиливается за счет зажатия зажимным устройством. Устройства предложенного рода дают, прежде всего, преимущества при обработке ленточного уточного материала шириной в диапазоне 1-50 мм.
Далее предпочтительно, если форма зажимного устройства соответствует форме прокладчика. Для передачи уточного материала прокладчик за счет этого может быть подведен очень близко к зажимному устройству.
Далее предпочтительно, если устройство содержит датчик, который определяет наличие уточного материала и/или положение его свободного конца. Такой датчик может быть расположен, например, в зоне положения передачи, чтобы при замене питающей бобины оператором облегчить заправку уточного материала в зажимное устройство. Предпочтительно после достижения заданного положения свободного конца уточного материала зажимное устройство автоматически закрывается, так что устройство снова готово для прокладки утка. Точно так же посредством датчика можно регистрировать сход уточного материала и выдать сообщение об ошибке, заменить его другим уточным материалом или остановить ткацкий станок.
Помимо этого предпочтительно, если устройство содержит направляющие средства для уточного материала, предпочтительно направляющие пальцы. В частности, во время перемещения зажимного устройства уточный материал может удерживаться внутри устройства всегда в натянутом состоянии. За счет расположения направляющих пальцев и зажимных губок уточный материал движется между подающим блоком и прокладчиком, по существу, свободно, т.е. без отклонения или лишь с небольшим отклонением.
Далее, предпочтительно, если на ткацком станке установлены перемещающиеся в направлении основы ротационные ножницы в качестве отрезного устройства для уточного материала. За счет выполнения отрезного устройства в виде ротационных ножниц можно избежать зажатия уточного материала в нем, так что оно подходит, в частности, для ленточных уточных материалов. За счет перемещения ротационных ножниц в процессе отрезания ленточные материалы могут отрезаться особенно надежно. Предпочтительно отрезное устройство имеет неподвижное ответное лезвие, размещенное на ткацком станке.
Согласно предпочтительному варианту осуществления изобретения для перемещения в направлении основы ротационные ножницы приводятся в действие через кулачково-дисковый передаточный механизм посредством главного привода ткацкого станка. Точно так же может быть предпочтительным, если ротационные ножницы перемещаются посредством серводвигателя, поскольку момент и продолжительность процесса отрезания произвольно устанавливаются независимо от привода ткацкого станка.
Другие преимущества изобретения поясняются ниже на примерах его осуществления со ссылкой на чертежи, на которых изображают:
- фиг.1: принципиальный вид устройства из уровня техники с поворотным блоком с одним поворотным рычагом;
- фиг.2: первый пример устройства с поворотным блоком с двумя поворотными рычагами в положении передачи;
- фиг.3: устройство по фиг.2 в положении передачи во время прокладки утка;
- фиг.4: устройство по фиг.2 в положении отрезания;
- фиг.5: другой вариант устройства с двумя поворотными блоками;
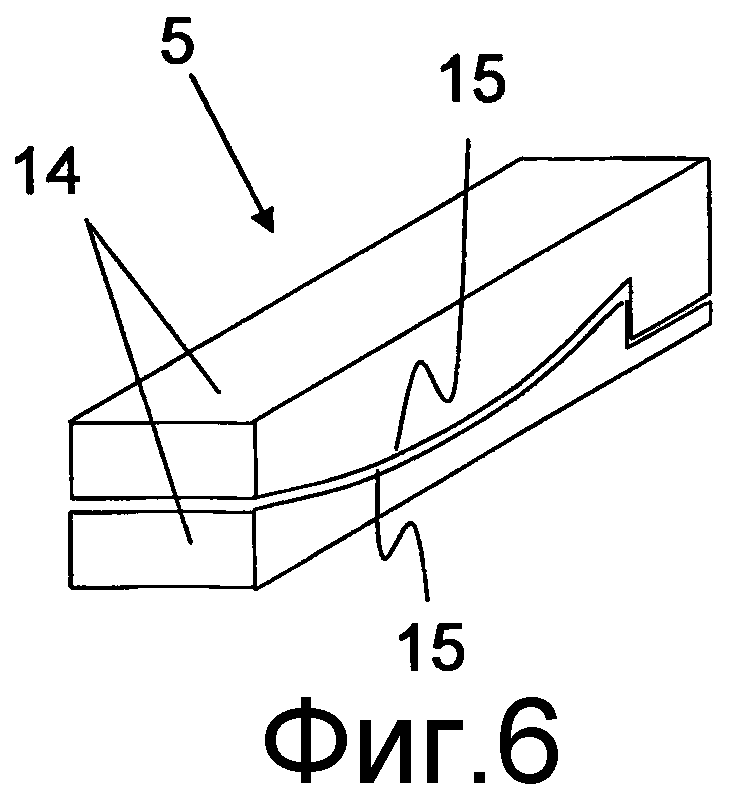
- фиг.6: схематичный вид зажимного устройства.
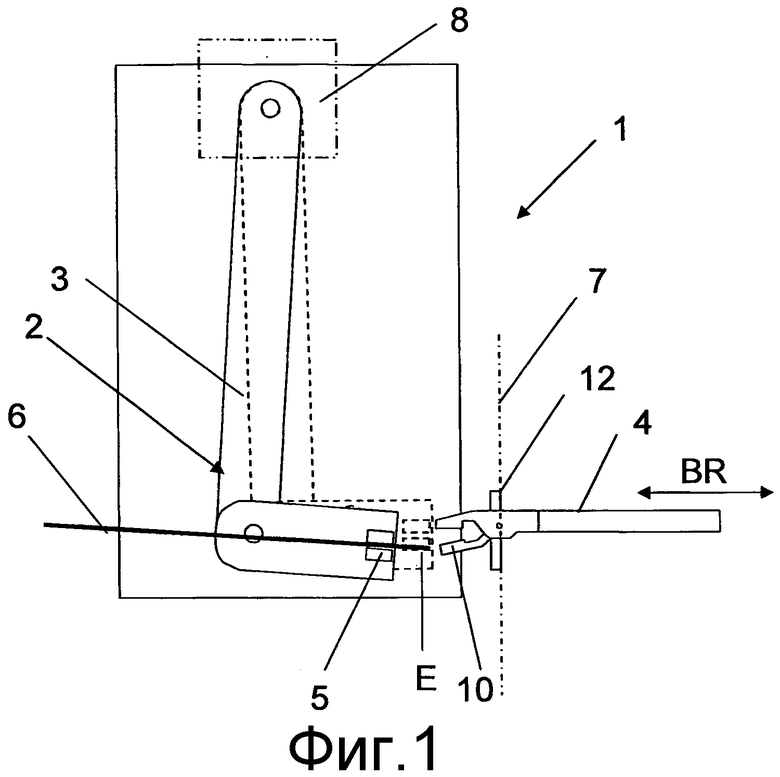
На фиг.1 изображено устройство 1 из уровня техники для передачи ленточного уточного материала 6, содержащее поворотный блок 2 только с одним поворотным рычагом 3. Устройство 1 передает уточный материал 6 от подающего блока (не показан) к прокладчику 4 ткацкого станка. Подающий блок может быть выполнен в виде питающей бобины или накопителя, который разматывает необходимую длину уточного материала с бобины. Прокладчик 4 выполнен в данном случае в виде рапиры рапирного ткацкого станка, однако уточный материал 6 может прокладываться также посредством микрочелноков или других прокладчиков. Устройство 1 содержит зажимное устройство 5, которое зажимает уточный материал 6 после прокладки и отрезания и удерживает его наготове для повторной подачи к прокладчику 4. Прокладчик 4 берет свободный конец Е уточного материала 6 на обращенной к устройству 1 стороне кромке 7 ткани и передает его к противоположной кромке ткани (не показана). Затем проложенный уточный материал 6 отрезается на обращенной к устройству 1 стороне кромке 7 ткани, в результате чего в распоряжении для следующей прокладки снова имеется свободный конец Е.
Предусмотрено, что зажимное устройство 5 перемещается между, по меньшей мере, двумя различными рабочими положениями, как это обозначено штриховой линией. Перемещение зажимного устройства 5 происходит, по существу, в направлении BR движения прокладчика 4 и, тем самым, в направлении утка. Для перемещения зажимного устройства 5 предусмотрен привод 8.
В соответствии с выполнением устройства на фиг.1 зажимное устройство 5 находится сначала в направлении передачи (сплошная линия) и перемещается из него, по существу, в направлении движения прокладчика в положение подачи (штриховая линия). Уточный материал 6 подается, тем самым, за счет движения поворота поворотного блока 2 или зажимного устройства 5 в открытый зажим 10 прокладчика 4. Для этого поворотный блок 2 содержит приводимый в действие приводом 8 поворотный рычаг 3, на котором расположено зажимное устройство 5. Поскольку для его перемещения используется лишь небольшая часть кругового движения, его перемещение происходит в значительной степени в направлении утка, так что не происходит никакого существенного отклонения уточного материала 6.
Согласно одному видоизмененному варианту (не показан) зажимное устройство 5 может быть расположено также на связующем элементе 9, аналогичном тому, что изображен на фиг.2. Свободный конец связующего элемента 9 соединен с возможностью вращения с поворотным рычагом 3, а его другой конец установлен с возможностью линейного перемещения в устройстве 1, так что само зажимное устройство 5 перемещается также чисто линейно.
После прокладки ленточного уточного материала 6 он в изображенном варианте осуществления изобретения отрезается в положении подачи (штриховая линия), а затем за счет поворота назад поворотного блока 2 снова приводится в положение передачи (сплошная линия).
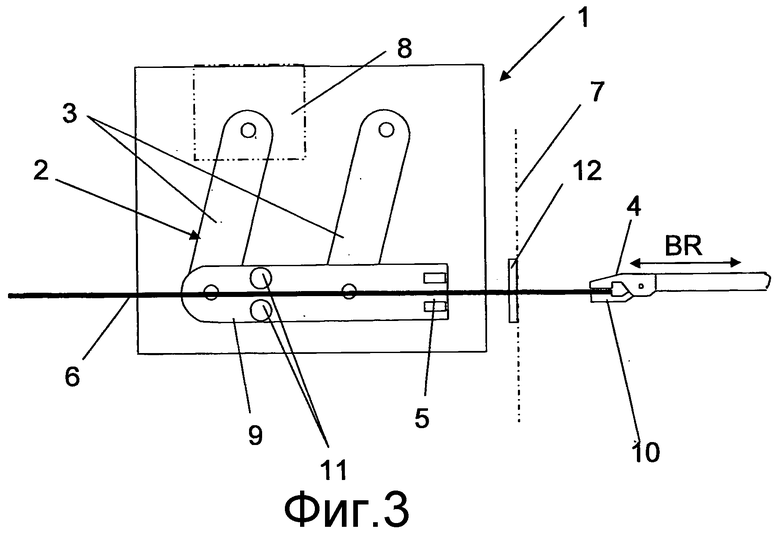
На фиг.2 изображен вариант выполнения устройства 1, поворотный блок 2 которого содержит два параллельных поворотных рычага 3, соединенных связующим элементом 9. Зажимное устройство 5 расположено на связующем элементе 9 и показано здесь также в положении передачи уточного материала (сплошная линия). Прокладчик 4 движется с открытым зажимом 10 к свободному концу Е, так что не требуется движения поворотного блока 2 в положение подачи. Для этого рапира должна выдвигаться немного дальше сбоку из зева. Зажимное устройство 5 перемещается из показанного положения передачи в исходное положение (штриховая линия), находящееся вне линии движения прокладчика 4. В этом исходном положении оператором могут проводиться, например, работы по обслуживанию, такие как замена бобины. Кроме того, возможна подача второго поворотного блока 2', когда в исходном положении находится первый поворотный блок 2, как это более подробно поясняется с помощью фиг.5. Уточный материал 6 направляется между двумя направляющими пальцами 11, так что он движется всегда натянутым и без скручиваний.
Устройство 1, а также подающий блок и, при необходимости, другие устройства для манипулирования уточным материалом 6 расположены предпочтительно по одной оси, так что уточный материал 6 движется от подающего блока до прокладчика 4, по существу, прямолинейно без отклоняющих элементов или мест трения. Зажимное устройство 5 выполнено предпочтительно в виде параллельной рапиры с двумя подвижными зажимными губками, благодаря чему после открывания зажимного устройства 5 также в этом случае отсутствуют места трения уточной ленты и возможна свободная прокладка утка. Зажимное устройство 5 может приводиться в действие, например, пневматически, так что оно простым образом приводится в действие независимо от привода 8 устройства 1. Поскольку не происходит никакого относительного движения между уточным материалом 6 и устройством 1, последнее подходит также для подачи восприимчивых материалов с меньшей устойчивостью к раздвижке, а также усиленных волокном лент. При этом можно избежать повреждений уточного материала 6.
Ниже с помощью фиг.2-4 более подробно поясняются принцип действия устройства 1 и способ подачи уточного материала 6.
На фиг.2 зажимное устройство 5 находится в положении передачи (сплошная линия) к прокладчику 4, причем зажимное устройство 5 закрыто, а свободный конец Е уточного материала 6 находится наготове. Для передачи прокладчик 4 может быть либо с открытым зажимом 4 подведен к свободному концу Е, либо зажимное устройство 5 может подвести его посредством движения подачи в направлении прокладчика 4 аналогично тому, как это показано на фиг.1. После передачи свободного конца Е в зажим 10 прокладчика 4 зажим 10 закрывается с помощью соответствующего средства управления, например управляющей линейки ткацкого станка. В то же время открывается зажимное устройство 5, что обеспечивает прокладку утка.
На фиг.3 изображено устройство 1, зажимное устройство 5 которого все еще находится в положении передачи, однако открыто. Прокладчик 4 прокладывает уточный материал 6, свободно проходящий между подающим блоком и зажимным устройством 5, в открытый зев. Если уточный материал 6 подается питателем, то можно натянуть его во время прокладки, так что для уточного материала не требуется дополнительного тормоза.
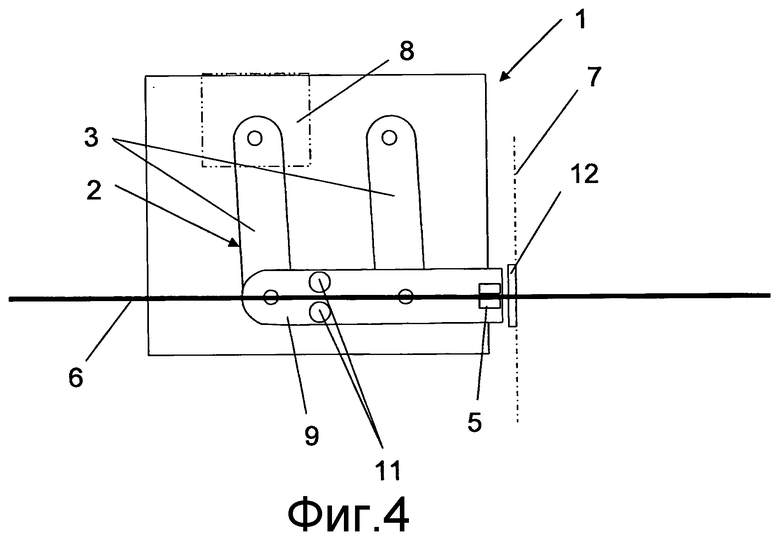
Параллельно прокладке утка прокладчиком 4 открытое зажимное устройство 5 перемещается из положения передачи (фиг.3) в положение отрезания (фиг.4). Зажимное устройство 5 находится, тем самым, вблизи кромки 7 ткани. После его перемещения посредством поворотного блока 2 в положение отрезания зажимное устройство 5 закрывается. Прокладчик 4 переместился тем временем к противоположной кромке ткани, причем зажим 10 все еще закрыт. Уточный материал 6 натягивается, тем самым, между зажимным устройством 5 и зажимом 10 прокладчика 4. В положении отрезания на фиг.4 уточный материал 6 отрезается вблизи кромки 7 ткани отрезным устройством 12. Предпочтительно в процессе отрезания к проложенному уточному материалу 6 прикладывается тянущее усилие. Для этого привод 8 может быть нагружен соответствующим моментом против направления подачи.
Особенно предпочтительно, если отрезное устройство 12 выполнено в виде перемещающихся в направлении основы ротационных ножниц, которые взаимодействуют с неподвижным ответным лезвием. За счет этого ленточный уточный материал 6 может отрезаться особенно надежно и чисто, причем уменьшена опасность его защемления в отрезном устройстве 12. Для этого ротационные ножницы имеют вращающееся круглое лезвие и в простейшем случае могут перемещаться через передаточный механизм посредством главного привода ткацкого станка. Для этого может быть предусмотрен подпружиненный дисковый кулачок или дополнительный дисковый кулачок, а передача может осуществляться посредством многошарнирного передаточного механизма.
Чтобы осуществлять независимое отрезание, точно так же может быть предпочтительным перемещение ротационных ножниц в направлении основы посредством независимого электропривода, например серводвигателя. При этом ротационные ножницы могут перемещаться линейно или в направлении основы за счет движения поворота.
Чтобы привести проложенный уточный материал 6 в контакт с местом переплетения, перед отрезанием может осуществляться тканеобразование за счет движения ткани. Для этого при закрывающемся зеве происходит движение ткани в направлении неподвижного и нагруженного за счет привода 8 тянущим усилием уточного материала 6, в результате чего происходит перевязка верхней основы нижним утком «сверху вниз». За счет этого могут зарабатываться также ленточные уточные материалы 6, которые получили бы повреждения при традиционном прибое посредством берда, причем, тем не менее, получается плотная ткань. После перевязывания уточного материала 6 он отрезается вблизи кромки 7 ткани посредством отрезного устройства 12, как это описано выше, и зажим 10 прокладчика 4 открывается на противоположной стороне ткани.
Дополнительно под зоной тканеобразования может быть предусмотрен также приводимый во вращение уплотняющий валик, который касается ткани снизу и проводит уточный материал 6 по всей ее ширине в направлении места переплетения. Для этого уплотняющий валик может быть снабжен выступами, которые согласованы с видом переплетения и боковым положением основных нитей или лент. За счет этого можно достичь очень малого расстояния между уточными лентами в ткани.
После отрезания уточного материала 6 в положении отрезания на фиг.4 вблизи кромки 7 ткани поворотный блок 2 с закрытым зажимным устройством 5 снова перемещается в положение передачи на фиг.2, в котором ставший снова свободным конец Е уточного материала 6 снова подается к прокладчику 4 для следующей прокладки.
Съем ткани происходит предпочтительно только посредством намотчика без отдельного товарного валика. Для этого ткань проходит по отклоняющему валику, который отклоняет ткань в направлении намотчика и в то же время установлен с возможностью поворота вокруг центра вращения, чтобы осуществить описанное выше движение ткани для тканеобразования. В то же время отклоняющий валик выполнен в виде измерительного валика для определения текущей скорости ткани. Сигнал скорости ткани регулирует привод намотчика таким образом, что возникает определенная плотность утка.
Положения подачи и отрезания зажимного устройства 5 устанавливаются предпочтительно произвольно, чтобы в любом состоянии эксплуатации ткацкого станка уточный материал 6 можно было надежно подавать к прокладчику 4 и переносить на противоположную сторону ткани как можно меньше уточного материала в виде отхода. Поэтому особенно предпочтительно, если во время или после прокладки утка, как это показано на фиг.4, поворотный блок 2 с зажимным устройством 5 перемещается в направлении кромки 7 ткани в положение отрезания и зажимает уточный материал 6 как можно ближе к его свободному концу Е. Следовательно, выступающий свободный конец Е очень короткий, так что после отвода зажимного устройства 5 обратно в положение передачи он может быть еще захвачен зажимом 10 прокладчика 4. Перенесенный на противоположную сторону ткани в виде отхода уточный материал 6 можно за счет этого минимизировать. Точно так же предпочтительно, если положение подачи или, при необходимости, положение отрезания устанавливается произвольно, поскольку во время настройки ткацкого станка на ползучий ход всегда имеют место другие условия, нежели при рабочей частоте вращения. Если привод 8 устройства 1 выполнен в виде независимого привода 8, например серводвигателя, то зажимное устройство 5 может перемещаться из положения передачи в положения подачи и отрезания произвольным образом. В частности, если, как показано на фиг.2-4, подается только один уточный материал 6, то можно также реализовать названные процессы движения через соответствующий передаточный механизм посредством главного привода ткацкого станка.
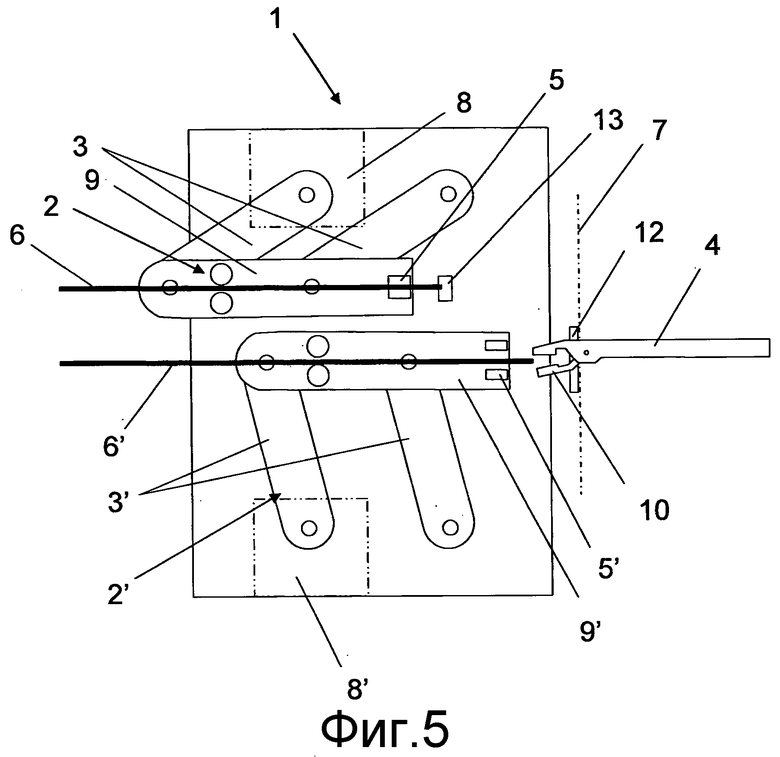
На фиг.5 изображен другой вариант осуществления изобретения, в котором устройство 1 содержит второй поворотный блок 2', посредством которого к прокладчику 4 может подаваться второй уточный материал 6'. За счет этого с помощью устройства 1 можно подавать два различных уточных материала и создавать самые разные узоры ткани. Поскольку ленточные уточные материалы 6 имеют на питающих бобинах сравнительно короткую длину, с помощью устройства 1 на фиг.5 может осуществляться также замена бобин при работающем станке. Поворотный блок 2' с зажимным устройством 5' находится в положении передачи и готов для прокладки, а поворотный блок 2 с зажимным устройством 5 и зажатым уточным материалом 6 - в исходном положении. Уточный материал 6 находится также в исходном положении и во время перемещения - в значительной степени в свободном от скручивания и отклонения, а также, по существу, в натянутом состоянии, так что можно не опасаться повреждений уточного материала 6.
На фиг.5 показана передача уточного материала 6' из фиг.2, причем прокладчик 4 с открытым зажимным устройством 5 движется к свободному концу Е. Точно так же, как показано на фиг.1, свободный конец Е за счет движения поворота поворотного блока 2 может подаваться в положение подачи в уже открытый зажим 10 прокладчика 4. После прокладки уточного материала 6', как это описано выше (фиг.2-4) и его отрезания поворотный блок 2' с закрытым зажимным устройством 5' перемещается из положения отрезания в обозначенное штриховой линией исходное положение, так что вслед за этим поворотный блок 2 с закрытым зажимным устройством 5 и зажатым уточным материалом 6 может перемещаться в положение передачи для осуществления замены уточного материала 6, 6'.
В качестве альтернативы устройство на фиг.5 может использоваться для замены бобин при работе ткацкого станка. При этом внутри ткани не должно быть склеек и сростков. Окончание уточного материала на бобине можно определять либо посредством датчика, установленного в подходящем месте ткацкого станка в зоне подающего блока или устройства 1, либо замена бобины может осуществляться каждый раз после установленного числа уточных нитей. Для замены первого уточного материала 6 вторым уточным материалом 6' после его окончания поворотный блок 2 с зажимным устройством 5 перемещается в исходное положение, а второй поворотный блок 2' с зажимным устройством 5' - в положение передачи уточного материала 6'. В соответствии с необходимой для полной прокладки длиной ленты оператор может отрезать уточный материал 6 в точно заданном положении в зоне подающего блока (в данном случае слева от устройства 1). Оператор заменяет пустую бобину полной бобиной и соединяет уточный материал 6 новой полной бобины, например, за счет склеивания, с еще находящимся в устройстве 1 концом заканчивающейся уточной ленты. Тем временем ткацкий станок продолжает работать, причем уточный материал 6' подается поворотным блоком 2'. После замены бобины поворотный блок 2 может быть снова освобожден для прокладки утка. При этом особенно предпочтительно, что для замены бобины ткацкий станок не требуется останавливать, благодаря чему в ткани не могут возникнуть дефекты за счет горок. Если положение отрезания точно соблюдается, можно к тому же избежать склеек или сростков в ткани, поскольку при точном отрезании оператором они находятся в зоне кромок ткани.
Чтобы полностью избежать склеек или сростков как в ткани, так и в зоне ее кромок, после переключения на вторую питающую бобину или поворотный блок 2' можно извлечь как почти пустую бобину с уточным материалом 6, так и его еще находящийся в устройстве 1 остаток. После установки полной бобины уточный материал 6 новой бобины заправляется через направляющие пальцы 11 и зажимное устройство 5 в устройство 1, причем зажимное устройство 5 приводится в действие вручную соответствующими кнопками. Для подачи к прокладчику 4 свободного конца Е уточного материала 6 точной длины положение его переднего конца при заправке в устройство 1 можно контролировать датчиком 13, например фотоэлементом. Закрывание зажимного устройства 5 происходит в этом случае не вручную, а по достижении нужного положения свободного конца Е. Такой датчик 13 может быть установлен, например, вблизи зажимного устройства 5 в его исходном положении на устройстве 1 (фиг.5). После закрывания зажимного устройства 5 уточный материал 6 или поворотный блок 2 может быть снова освобожден для прокладки.
Точно так же можно остановить ткацкий станок для замены бобины. После его остановки замена бобины происходит, как это описано выше, за счет того, что почти пустая бобина и еще находящийся в устройстве 1 уточный материал 6 полностью извлекаются, а начало нового уточного материала заправляется в устройство 1, как это описано выше. После заправки и закрывания зажимного устройства 5 ткацкий станок может быть снова включен. Этот способ подходит также для устройства 1, посредством которого подается только один уточный материал 6. При этом особенно предпочтительно, что в ткани не возникает никаких склеек или сростков.
На фиг.6 в перспективе изображено зажимное устройство 5 в виде параллельного захвата. Оно содержит для этого две подвижные зажимные губки 14, которые, как сказано выше, обеспечивают свободную прокладку уточного материала 6 без возникновения мест отклонений и трения для него. Зажимные губки 14 имеют в зоне зажимных поверхностей 15 полукруглое или иное изогнутое в направлении ширины ленточного уточного материала 6 поперечное сечение, так что он усиливается за счет соответствующей деформации при закрытом зажимном устройстве 5. Свободно выступающий конец Е уточного материала 6 может надежно подаваться, тем самым, к прокладчику 4 даже тогда, когда уточный материал 6 обладает лишь небольшой собственной жесткостью. Зажимные губки 14 выполнены, по существу, в форме прямоугольного параллелепипеда. Однако можно также согласовать форму зажимных губок 14 с формой прокладчика 4, чтобы за счет этого подвести зажимное устройство 5 ближе к нему и обеспечить срабатывание зажима 10 посредством управляющей линейки. Так, например, зажимные губки 14 могут быть скошены, чтобы соответствовать отклоняющей основу форме головки рапиры.
Изобретение не ограничено изображенными примерами его осуществления. Видоизменения и комбинации различных признаков в рамках формулы изобретения также включены в него.
Перечень ссылочных позиций
1 - устройство для передачи уточного материала
2 - поворотный блок
3 - поворотный рычаг
4 - прокладчик
5 - зажимное устройство
6 - уточный материал
7 - кромка ткани
8 - привод
9 - связующий элемент
10 - зажим
11 - направляющие пальцы
12 - отрезное устройство
13 - датчик
14 - зажимные губки
15 - зажимные поверхности
Е - свободный конец уточного материала
BR - направление движения прокладчика
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОРМОЗ УТОЧНОЙ НИТИ ДЛЯ БЕСЧЕЛНОЧНЫХ ТКАЦКИХ СТАНКОВ И СПОСОБ УПРАВЛЕНИЯ ИМ | 1991 |
|
RU2015221C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ КРОМКИ ТКАНИ НА РАПИРНОМ ТКАЦКОМ СТАНКЕ | 2007 |
|
RU2388858C1 |
| ПАТЕВТНО-ТЕ^ИЙНЕША?!5ИБЛИОТВ1<Д | 1972 |
|
SU352471A1 |
| Устройство для прокладывания уточной нити на ткацком станке | 1976 |
|
SU624580A3 |
| Ткацкий станок с волнообразно-подвижным зевом | 1981 |
|
SU1144621A3 |
| Ткацкий станок | 1990 |
|
SU1824464A1 |
| РАПИРА И УСТРОЙСТВО ПРОКЛАДКИ УТОЧНОЙ НИТИ ДЛЯ РАПИРНОГО ТКАЦКОГО СТАНКА | 1999 |
|
RU2208073C2 |
| Устройство для прокладывания уточной нити к бесчелночному ткацкому станку | 1988 |
|
SU1608260A1 |
| Механизм подачи уточной нити к зажимному прокладчику на ткацком станке | 1982 |
|
SU1048010A1 |
| Механизм питания утком ткацкого станка | 1985 |
|
SU1335590A1 |
Изобретение относится к устройству и способу передачи ленточного уточного материала от подающего блока к прокладчику ткацкого станка. Устройство (1) для передачи предпочтительно ленточного уточного материала (6) от подающего блока к прокладчику (4) ткацкого станка содержит зажимное устройство (5) для зажатия свободного конца (Е) уточного материала (6). Зажимное устройство (5) перемещается, по существу, в направлении (BR) движения прокладчика (4) между по меньшей мере двумя различными рабочими положениями. Устройство (1) содержит привод (8) для перемещения зажимного устройства (5). В способе передачи предпочтительно ленточного уточного материала (6) от подающего блока к прокладчику (4) ткацкого станка свободный конец (Е) уточного материала (6) зажимается в зажимном устройстве (5) и передается к прокладчику (4), после чего открывается зажимное устройство (5) и прокладывается уточный материал (6). Зажимное устройство (5) перемещается посредством привода (8), по существу, в направлении движения прокладчика (4) между по меньшей мере двумя различными рабочими положениями. Техническим результатом является предотвращение возникновения повреждения ленточного уточного материала. 3 н. и 29 з.п. ф-лы, 6 ил.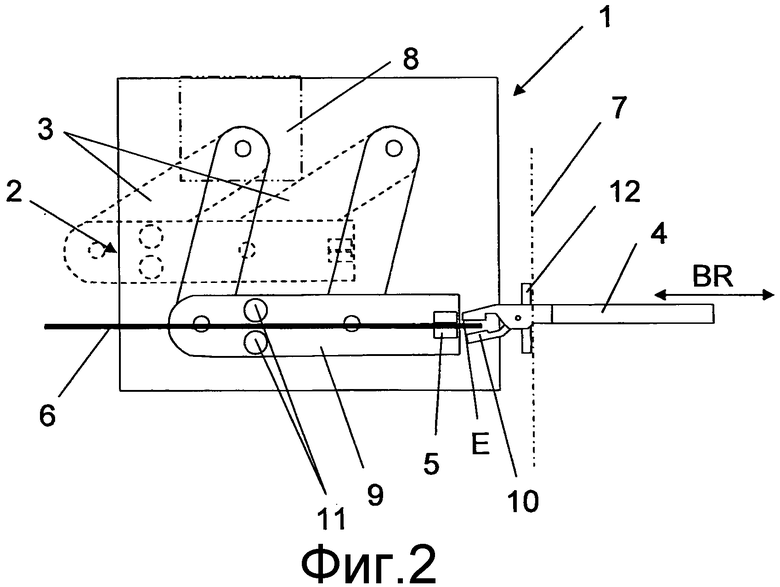
1. Устройство (1) для передачи предпочтительно ленточного уточного материала (6) от подающего блока к прокладчику (4) ткацкого станка, содержащее зажимное устройство (5) для зажатия свободного конца (Е) уточного материала (6), причем зажимное устройство (5) установлено с возможностью перемещения, по существу, в направлении движения прокладчика (4) между по меньшей мере двумя различными рабочими положениями, и привод (8) для перемещения зажимного устройства (5), причем зажимное устройство (5) установлено с возможностью перемещения посредством поворотного блока (2), содержащего, по меньшей мере, один поворотный рычаг (3) и приводимого в действие приводом (8), отличающееся тем, что поворотный блок (2) содержит два параллельных поворотных рычага (3), соединенных связующим элементом (9), причем зажимное устройство (5) расположено на связующем элементе (9).
2. Устройство по п.1, отличающееся тем, что зажимное устройство (5) установлено с возможностью перемещения между положением передачи на линии движения прокладчика (4) и исходным положением вне линии движения прокладчика (4).
3. Устройство по п.2, отличающееся тем, что зажимное устройство (5) установлено с возможностью перемещения из положения передачи на линии движения прокладчика (4) в положение подачи на линии движения прокладчика (4).
4. Устройство по п.3, отличающееся тем, что положение подачи можно устанавливать произвольно.
5. Устройство по п.3, отличающееся тем, что зажимное устройство (5) установлено с возможностью перемещения из положения передачи или положения подачи в положение отрезания на линии движения прокладчика (4).
6. Устройство по п.5, отличающееся тем, что положение отрезания можно устанавливать произвольно.
7. Устройство по п.2, отличающееся тем, что для подачи второго уточного материала (6') оно дополнительно содержит второй поворотный блок (2') со вторым зажимным устройством (5'), и оба зажимных устройства (5, 5') установлены с возможностью перемещения по выбору между своим индивидуальным исходным положением и общим положением передачи.
8. Устройство по п.7, отличающееся тем, что зажимное устройство (5) установлено с возможностью перемещения из положения передачи на линии движения прокладчика (4) в положение подачи на линии движения прокладчика (4).
9. Устройство по п.1, отличающееся тем, что привод (8) выполнен в виде независимого электропривода.
10. Устройство по п.9, отличающееся тем, что для приложения тянущего усилия к уточному материалу (6) поворотный блок/блоки (2) с зажимным устройством (5) выполнен/выполнены с возможностью реверсивного приведения в действие.
11. Устройство по одному из пп.1-10, отличающееся тем, что зажимное устройство (5) выполнено с возможностью приведения в действие пневматически.
12. Устройство по одному из пп.1-10, отличающееся тем, что зажимное устройство (5) выполнено в виде параллельного захвата с двумя подвижными зажимными губками (14).
13. Устройство по п.12, отличающееся тем, что зажимные губки (14) в зоне зажимных поверхностей (15) имеют поперечное сечение, изогнутое в направлении ширины уточного материала.
14. Устройство по одному из пп.1-10, отличающееся тем, что форма зажимного устройства (5) согласована с формой прокладчика (4).
15. Устройство по одному из пп.1-10, отличающееся тем, что оно содержит датчик (13), выполненный с возможностью определения наличия уточного материала (6) и/или положения его свободного конца (Е).
16. Устройство по одному из пп.1-10, отличающееся тем, что оно содержит направляющие средства для уточного материала (6), предпочтительно направляющие пальцы (11).
17. Ткацкий станок с устройством для подачи предпочтительно ленточного уточного материала (6) по одному из пп.1-10.
18. Станок по п.17, отличающийся тем, что на нем с возможностью перемещения в направлении основы установлены ротационные ножницы в качестве отрезного устройства (12) для уточного материала (6).
19. Станок по п.18, отличающийся тем, что отрезное устройство (12) содержит неподвижное ответное лезвие.
20. Станок по п.18 или 19, отличающийся тем, что ротационные ножницы установлены с возможностью перемещения в направлении основы через кулачково-дисковый передаточный механизм посредством главного привода станка.
21. Станок по п.18 или 19, отличающийся тем, что ротационные ножницы установлены с возможностью перемещения посредством независимого электропривода.
22. Способ передачи предпочтительно ленточного уточного материала (6) от подающего блока к прокладчику (4) ткацкого станка, при котором свободный конец (Е) уточного материала (6) зажимают в зажимном устройстве (5), передают свободный конец (Е) к прокладчику (4), а затем открывают зажимное устройство (5) и прокладывают уточный материал (6), причем зажимное устройство (5) посредством привода (8) перемещают, по существу, в направлении движения прокладчика (4) между по меньшей мере двумя различными рабочими положениями, отличающийся тем, что после прокладки уточного материала (6) зажимное устройство (5) закрывают для зажатия уточного материала (6), и к проложенному уточному материалу (6) посредством привода (8) прикладывают тянущее усилие.
23. Способ по п.22, отличающийся тем, что зажимное устройство (5) перемещают из положения передачи в положение подачи, в котором уточный материал (6) передают к прокладчику (4), а затем открывают зажимное устройство (5) и прокладывают уточный материал (6).
24. Способ по п.22, отличающийся тем, что после прокладки уточного материала (6) зажимное устройство (5) закрывают для зажатия уточного материала (6), и проложенный уточный материал (6) приводят в контакт с местом переплетения, причем на проложенный уточный материал (6) с помощью привода (8) подают тянущее усилие.
25. Способ по одному из пп.22-24, отличающийся тем, что во время или после прокладки уточного материала (6) зажимное устройство (5) перемещают в положение отрезания, и по окончании прокладки проложенный уточный материал (6) отрезают.
26. Способ по п.25, отличающийся тем, что в процессе отрезания зажимное устройство (5) закрывают и к проложенному уточному материалу (6) посредством привода (8) прикладывают тянущее усилие.
27. Способ по одному из пп.22-24, отличающийся тем, что к прокладчику (4) подают два уточных материала (6, 6'), причем устройство (1) содержит первое и второе зажимные устройства (5, 5'), установленные с возможностью их перемещения по выбору из исходного положения вне линии движения прокладчика (4) в общее положение передачи и/или подачи на линии движения прокладчика (4).
28. Способ по п.27, отличающийся тем, что после прокладки и отрезания первого уточного материала (6) закрытое первое зажимное устройство (5) перемещают в его исходное положение, а закрытое второе зажимное устройство (5') - из его исходного положения в общее положение передачи.
29. Способ по одному из пп.22-24, отличающийся тем, что движение уточного материала (6) между подающим блоком и прокладчиком (4) во время прокладки является, по существу, свободным.
30. Способ по одному из пп.22-24, отличающийся тем, что во время передачи уточного материала (6) к прокладчику (4) усиление свободно выступающего конца (4) уточного материала (6) осуществляют посредством зажимного устройства (5).
31. Способ по одному из пп.22-24, отличающийся тем, что наличие уточного материала (6) и/или положение его свободного конца (Е) контролируют датчиком (13).
32. Способ по п.31, отличающийся тем, что по достижении заданного положения свободного конца (Е) уточного материала (6) зажимное устройство (5) закрывают.
| Жаростойкая сталь | 1974 |
|
SU528345A1 |
| Артоболевский И.И | |||
| Механизмы в современной технике | |||
| Справочное пособие | |||
| Том I: Элементы механизмов | |||
| Простейшие рычажные и шарнирно-рычажные механизмы | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US 5455107 А, 03.10.1995 | |||
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАПРЯЖЕНИЯ ГЕНЕРАТОРА ПОСТОЯННОГО ТОКА | 0 |
|
SU240075A1 |
| WO 2008009332 A1, 24.01.2008. | |||

