Область технического применения
Данное изобретение относится к резьбовым соединениям для соединения стальных труб, используемым для соединения стальных труб (отнесенных к трубам нефтепромыслового сортамента), используемых для добычи и производства газообразных или жидких ресурсов недр, например сырой нефти, природного газа, гидратов метана, подземной воды, термальных минеральных вод и т.п. Более конкретно, настоящее изобретение относится к модификации круглого резьбового соединения, предписанного стандартами Американского института нефтяной промышленности (АИНП) (American Petroleum Institute).
Предпосылки к созданию изобретения
Стальные трубы, например трубы нефтепромыслового сортамента, используемые для добычи подземных ресурсов, обычно соединяют друг с другом резьбовыми соединениями. Резьбовое соединение для соединения стальных труб обычно представляет собой конструкцию, состоящую из охватываемой части и муфты, где охватываемая часть содержит охватываемую (наружную) резьбу, а муфта содержит охватывающую (внутреннюю) резьбу, которая резьбовым соединением сопряжена с охватываемой резьбой. Обычно охватываемую часть формируют на наружной поверхности обоих концов стальной трубы, а муфту формируют на внутренней поверхности отдельного соединительного элемента, называемого «муфтой». Этот тип резьбового соединения называют «резьбовым соединением муфтового типа». Существуют также выполненные за одно целое с трубой резьбовые соединения, в которых охватываемая часть выполнена на наружной поверхности одного конца стальной трубы, а охватывающая резьба выполнена на внутренней поверхности другого конца трубы, и стальные трубы непосредственно соединяют друг с другом без использования муфты. Резьбы, формируемые на охватываемой части и в муфте резьбового соединения, обычно выбирают из трапецеидальных резьб (упорные резьбы), резьб с треугольным участком (круглые резьбы), крючковых резьб и т.п.
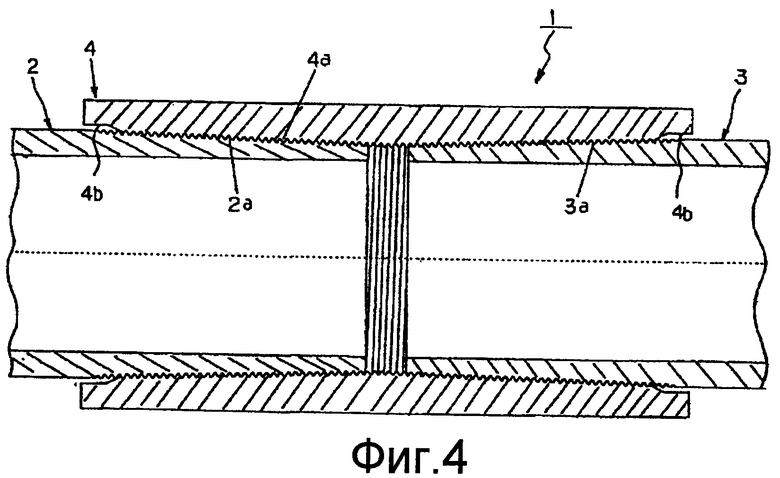
Один тип резьбового соединения для соединения стальных труб является так называемым соединением АИНП, представляющим собой резьбовое соединение, стандартизованное АИНП. На фиг. 4 показано продольное сечение, где изображена форма круглого резьбового соединения муфтового типа согласно стандартам АИНП.
Круглое резьбовое соединение 1 муфтового типа, показанное на фиг. 4, содержит охватываемые части, сформированные на наружных поверхностях концов стальных труб 2 и 3, и охватывающие части, сформированные во внутренней поверхности короткого соединительного элемента (муфты) 4. Охватываемые части сформированы посредством обеспечения конической наружной резьбы 2a и 3a в виде круглых витков резьбы, имеющих, в общем, треугольный участок поперечного сечения в осевом направлении трубы на наружных поверхностях концов стальных труб 2 и 3. Охватывающие части, расположенные против охватываемых частей, сформированы посредством обеспечения конической внутренней резьбы 4a в виде круглой резьбы, которая резьбовым соединением сопряжена с наружными резьбами 2a и 3a охватываемых частей, во внутренних поверхностях муфты 4 в обоих ее концах. В дополнение к внутренним резьбам 4a, каждая охватывающая часть содержит ненарезанные участки 4b, имеющие внутренний диаметр, больший наружного диаметра труб 2, 3 с обоих продольных концов муфты 4. Ненарезанный участок 4b служит направляющей для введения.
Свинчивание (затягивание) резьбового соединения осуществляют посредством механического затягивания, используя механизм для затягивания, называемый «приводным трубным ключом», который приводят в действие посредством использования давления нефти или давления воды. Свинчивание завершают, когда достигают предписанного значения крутящей реактивной силы или когда достигают предварительно заданного положения при свинчивании. После завершения процесса свинчивания охватываемой части и охватывающей части резьбы охватываемой части и охватывающей части находятся в состоянии посадки с натягом, при которой резьбы затянуты так, что они находятся за пределами положения, в котором они только контактируют, и таким образом достигают чрезмерно сильного соединения.
Заедание резьб резьбового соединения развивается из-за небольших отклонений, имеющих место во время свинчивания, например, из-за несоосности осей наружных резьб и внутренних резьб, наличия песка или камушков между резьбами или недостаточного количества смазки. Обычно механизм для затягивания резьбовых соединений, смазку для резьб и операцию затягивания в поле регулируют таким образом, чтобы заедание не имело места. Однако иногда невозможно адекватно осуществлять такое регулирование на нефтяных скважинах в жестких условиях эксплуатации, которые стали все более и более обычными в последние годы. Таким образом, проблема заедания часто имеет место.
Было много предложений, в которых предпринимались попытки предотвращения заедания (или повышения сопротивления заеданию) посредством улучшения смазки, которую наносят на поверхность резьбового соединения; посредством улучшения смазочного покрытия, которое иногда формируют на поверхности; или посредством улучшения способа обработки поверхности, выполняемой на поверхности (например, обработки для обеспечения требуемой шероховатости поверхности). Предлагалось также предотвращать заедание посредством модификации формы резьбы.
Резьбовые соединения для соединения стальных труб, в которых предотвращение заедания достигается посредством улучшения смазочного покрытия или обработки поверхности, часто требуют аккуратного обращения, чтобы не повредить смазочное покрытие или обработку поверхности. Во время транспортировки труб к нефтяной скважине или из-за грубого обращения в поле, или невнимательного контроля во время хранения, могут легко появляться дефекты, например сдирание смазочного покрытия. Если такие дефекты имеют место, то невозможно повысить сопротивление заеданию.
В патенте США № 6447025, относящемся к усовершенствованию формы резьбы, раскрыто резьбовое соединение для соединения стальных труб, в котором вершины витков наружной резьбы на охватываемой части с круглой резьбой скругляют в большей степени с боковой стороны, которой этот участок вводят в муфту, чем с нагружаемой боковой стороны. В результате этого может быть предотвращено образование царапин и потертостей во время свинчивания. Однако, хотя благодаря такой форме резьбы можно предотвратить повреждение боковых сторон противостоящих резьб охватываемой части и охватывающей части на начальной стадии свинчивания, невозможно предотвратить заедание, вызываемое местным высоким контактным напряжением, как это раскрыто ниже.
В резьбовом соединении для соединения стальных труб, раскрытом в Японском патентном документе JP 2001-56075, шаг наружной резьбы на охватываемой части делают на 1-7 мкм меньше шага внутренней резьбы охватывающей части. В результате этого сдерживается увеличение контактной силы, действующей на боковые стороны резьбы, вызванной удлинением охватываемой части в осевом направлении из-за эффекта Пуассона в состоянии посадки с натягом, и сопротивление заеданию увеличивается. А именно, при использовании этого резьбового соединения для соединения стальных труб может проявляться эффект увеличения сопротивления заеданию в состоянии, в котором резьбы охватываемой части и охватывающей части адекватно затягивают для достижения посадки с натягом таким образом, чтобы охватываемая часть удлинялась в осевом направлении под воздействием эффекта Пуассона. Однако на начальной стадии свинчивания, когда резьбы охватываемой части и охватывающей части еще не сопряжены, из-за разницы шагов резьб охватываемой части и охватывающей части, развивается ненужная контактная сила на боковых сторонах резьб, и может легко развиться заедание.
Краткое описание изобретения
Задачей настоящего изобретения является создание резьбового соединения для соединения стальных труб, содержащего круглую резьбу, предписанную стандартами АИНП (а именно резьбу, имеющую, в общем, треугольный участок поперечного сечения в осевом направлении соединения, называемую здесь «резьбой с треугольной формой»), которое может стабильно проявлять сопротивление заеданию без обращения к усовершенствованиям смазочного покрытия или обработке поверхности и без изменения формы резьбы или шага резьбы.
Авторами настоящего изобретения были выполнены детальные исследования условий, при которых происходит заедание в резьбовых соединениях муфтового типа с круглой резьбой, определенных в стандартах АИНП, во время свинчивания в поле. Было установлено, что заедание развивается в наружной резьбе от ее центрального участка в осевом направлении охватываемой части, сформированной на наружной поверхности на конце стальной трубы, к телу стальной трубы, тогда как на внутренней резьбе охватывающей части, сформированной во внутренней поверхности муфты, заедание происходит от конца муфты, приближаясь к центральному участку в осевом направлении внутренней резьбы. А именно, заедание не имело места от центрального участка наружной резьбы к концу стальной трубы или от центрального участка внутренней резьбы к задней стороне муфты.
Заедание развивается, когда контактное давление между резьбами локально становится чрезмерно высоким. Авторами настоящего изобретения выполнены детальные исследования с использованием метода конечных элементов, включавшие создание множества имитационных моделей, в которых создавали высокое контактное давление в резьбовом соединении. Авторами было установлено, что контактное давление, действующее на витки резьбы, расположенные на концах муфты, от нескольких раз до нескольких десятков раз выше, чем контактное давление, действующее на витки резьбы, расположенные в других участках. А именно, авторами было установлено, что основная причина возникновения заедания заключается в том, что витки резьбы на концах муфты вступают в контакт с локально высоким контактным давлением (называемым ниже для краткости «высоким контактным состоянием»).
Авторы настоящего изобретения считали, что заедание можно было бы исключить, если бы можно было снизить высокое контактное состояние резьбы на конце муфты (а именно в открытом конце охватывающей части, в который вводят охватываемую часть). В результате дальнейших исследований по определению основных причин возникновения высокого контактного состояния резьб в концах муфты были раскрыты две основные причины (a) и (b), описанные ниже.
(a) Средний уровень контактного давления, прикладываемого к резьбам, определяли по силам взаимодействия, а именно по силе сжатия, развивающейся между внутренней резьбой и наружной резьбой из-за силового ввинчивания наружной резьбы большого диаметра во внутреннюю резьбу малого диаметра. Другими словами, можно сказать, что контактное давление между резьбами развивается из-за упругой возвращающей силы, действующей таким образом, что она понуждает к сжатию витков внутренней резьбы, которые расширяются в диаметре под действием витков наружной резьбы, до их исходного диаметра; и упругой возвращающей силы, действующей таким образом, что она понуждает к расширению витков наружной резьбы, которые были уменьшены в диаметре под действием витков внутренней резьбы, до их исходного диаметра.
В витках резьбы вблизи центра в осевом направлении муфты упругая возвращающая сила распределяется между некоторым числом прилегающих витков резьбы. Таким образом, нагрузка, приходящаяся на виток резьбы, уменьшается, и предотвращается чрезмерное увеличение контактной силы, действующей на витки. В противоположность этому, витки резьбы, расположенные вблизи концов муфты, также подвергаются воздействию упругой возвращающей силы, которая понуждает к сжатию ненарезанных участков на концах муфты до их исходного диаметра. Таким образом, контактная сила чрезмерно увеличивается в витках резьбы вблизи концов муфты в большей степени, чем в витках резьбы вблизи центрального участка в осевом направлении муфты.
(b) Витки резьбы рядом с каждым концом муфты являются неполными витками резьбы, имеющими неполную форму резьбы, где участок витков резьбы срезан в результате снятия фаски на конце внутренней резьбы. Из-за частичного контакта угла неполного витка резьбы контактная сила, прикладываемая к небольшому числу витков внутренней резьбы на концах муфты, локально чрезмерно увеличивается.
Авторы настоящего изобретения считали, что сопротивление заеданию можно было бы в большой степени увеличить, если бы можно было исключить или снизить влияние одной или обеих причин из этих двух основных причин. В результате дальнейших исследований авторами было установлено, что следующие меры (i)-(iii) эффективны для уменьшения местного контактного давления, прикладываемого к виткам резьбы на концах муфты, выполненной в соответствии со стандартами АИНП на круглые резьбовые соединения.
(i) Удаление или укорочение ненарезанных участков, обеспеченных на концах муфты.
(ii) Съем наружной поверхности на концах муфты на определенной длине в осевом направлении для уменьшения толщины стенки (участок, имеющий уменьшенную таким образом толщину стенки, здесь называется «участком с выборкой»).
(iii) Для уменьшения частичного контакта неполных витков резьбы в концах муфты, особенно в случае применения круглой резьбы, посредством выполнения угла скоса на конечных витках внутренней резьбы приблизительно той же величины, что и угол наклона боковой стороны круглой резьбы, можно минимизировать количество неполных витков резьбы, которые подвергаются частичному контакту.
Настоящее изобретение относится к резьбовому соединению для соединения стальных труб, имеющему форму, которая удовлетворяет требованиям стандартов, касающихся круглого резьбового соединения, разработанных АИНП, представленному охватываемой частью и охватывающей частью, которые можно взаимно сопрягать, где охватываемая часть содержит наружную резьбу треугольной формы, а охватывающая часть содержит внутреннюю резьбу треугольной формы, которую можно вводить в зацепление с наружной резьбой; ненарезанные участки на концах муфты и скошенный участок, имеющий наклонную поверхность, который соединяет ненарезанный участок или торцевую поверхность охватывающей части с самым крайним витком резьбы, наиболее близко расположенным к торцевой поверхности охватывающей части; где длина ненарезанного участка в осевом направлении охватывающей части составляет самое большее 1/2 (включая ноль) величины, предписанной в упомянутых выше стандартах, а охватывающая часть содержит участок с выборкой на участке охватывающей части, который проходит назад от ее торцевой поверхности на, по меньшей мере, два витка резьбы от внутренней резьбы, расположенной наиболее близко к торцевой поверхности охватывающей части, причем участок с выборкой содержит наружную поверхность, имеющую радиус, который меньше радиуса наружной поверхности муфты в нормальной части, отличающейся от описанной выше части муфты, по меньшей мере, на 1/3, а самое большее - на 1/2 разницы между радиусом наружной поверхности и внутренним радиусом внутренней поверхности торцевой поверхности охватывающей части.
Ненарезанный участок является участком, имеющим по существу постоянный внутренний диаметр (а именно, его внутренняя поверхность является по существу цилиндрической), расположенной на открытом конце охватывающей части, выполненной согласно стандартам АИНП, распространяющимся на круглое резьбовое соединение (круглое резьбовое соединение, предписанное стандартами АИНП). По существу цилиндрическая внутренняя поверхность может иметь маленький угол наклона, составляющий максимум ±5°.
Длина ненарезанного участка в осевом направлении охватывающей части может быть равна 0, где 0 является предпочтительной длиной. А именно, предпочтительно, чтобы охватывающая часть не содержала ненарезанный участок, т.е. чтобы была удалена вся длина этого участка.
Участок охватывающей части, проходящий назад в осевом направлении от ее торцевой поверхности до места расположения, по меньшей мере, двух витков резьбы от конца внутренней резьбы, ближайших к торцевой поверхности охватывающей части (этот участок называется «торцевым участком охватывающей части»), предпочтительно представляет собой тонкостенный участок (называемый здесь «участком с выборкой»), где наружная периферическая поверхность охватывающей части удалена на толщину, составляющую, по меньшей мере, 1/3, а самое большее - 1/2 толщины стенки ненарезанного участка, предписанного в стандартах АИНП. Другими словами, когда остается участок ненарезанного участка в резьбовом соединении, толщина стенки в участке с выборкой в ненарезанном участке предпочтительно составляет, по меньшей мере, 1/2, а самое большее - 2/3 толщины стенки ненарезанного участка до формирования части с выборкой.
Как представлено выше, ненарезанный участок может быть полностью удален в резьбовом соединении для соединения стальных труб согласно настоящему изобретению. Даже в этом случае, когда толщина, на которую уменьшают наружную периферическую поверхность охватывающей части для образования участка с выборкой, определена, как это показано выше, на основании толщины стенки ненарезанного участка до удаления ненарезанного участка, предписанного стандартами АИНП.
Наружная поверхность участка с выборкой может быть цилиндрической поверхностью, конической поверхностью или поверхностью вращения, сформированной посредством вращения простой геометрической кривой, например: дуги круга, параболы, гиперболы и т.п. Она может быть также поверхностью, полученной посредством сочетания двух или большего числа поверхностей, имеющих различные формы. Если наружная поверхность не является цилиндрической поверхностью, то толщина стенки участка с выборкой является средней толщиной стенки по всей длине участка с выборкой.
Угол скоса на конце витков внутренней резьбы, ближайших к торцу охватывающей части (угол скоса конца резьбы), предпочтительно составляет ±15° от угла наклона боковой стороны витка резьбы треугольной формы (30° согласно упомянутым выше стандартам).
Резьбовое соединение для соединения стальных труб согласно настоящему изобретению может стабильно проявлять очень высокое сопротивление заеданию при использовании обычной смазки или при использовании обычной обработки поверхности, даже если свинчивание производят в поле на нефтяной скважине, где имеет место недостаточный контроль качества и процесса сборки, и имеет место грубое обращение.
Краткое описание чертежей
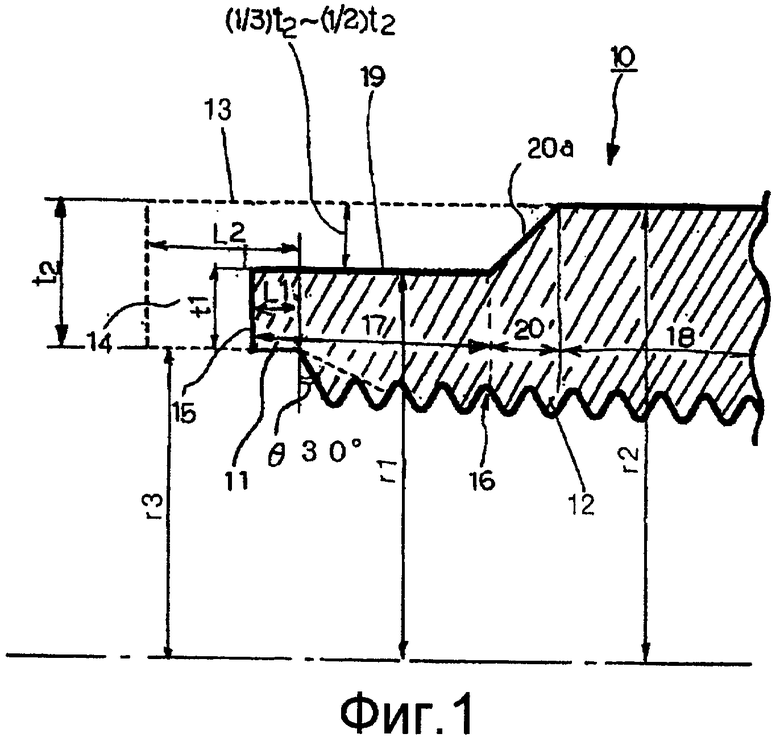
На фиг. 1 изображено продольное сечение участка конца муфты резьбового соединения для стальных труб согласно настоящему изобретению;
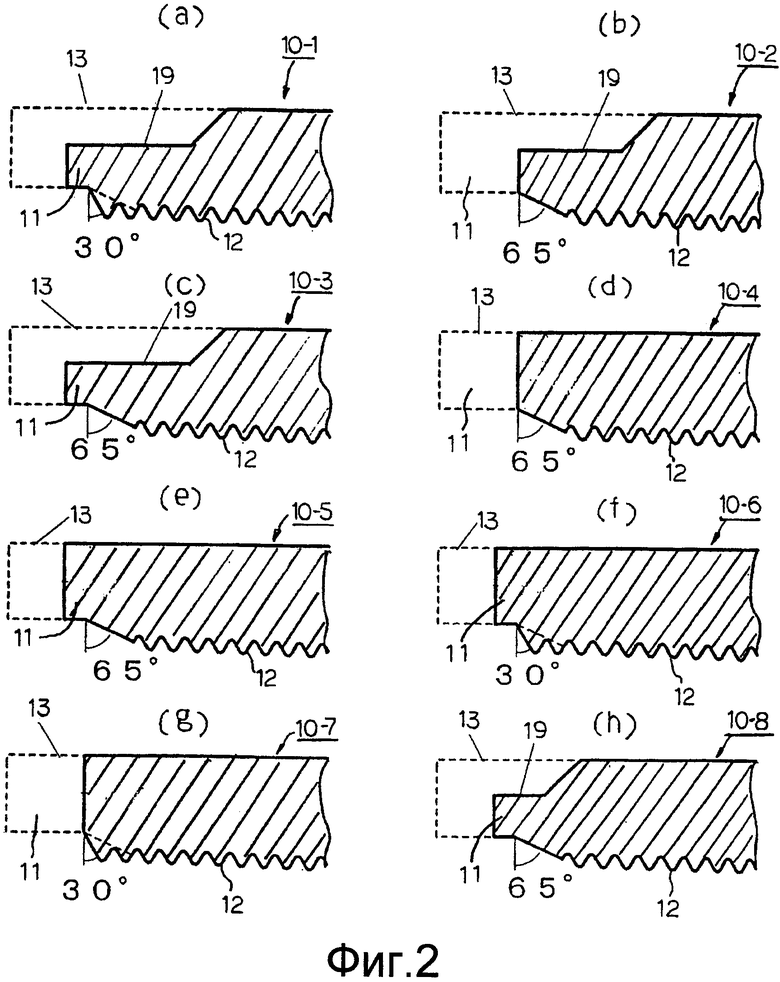
на фиг. 2 - продольные сечения участков концов различных вариантов осуществления охватывающей части резьбового соединения для стальных труб согласно настоящему изобретению;
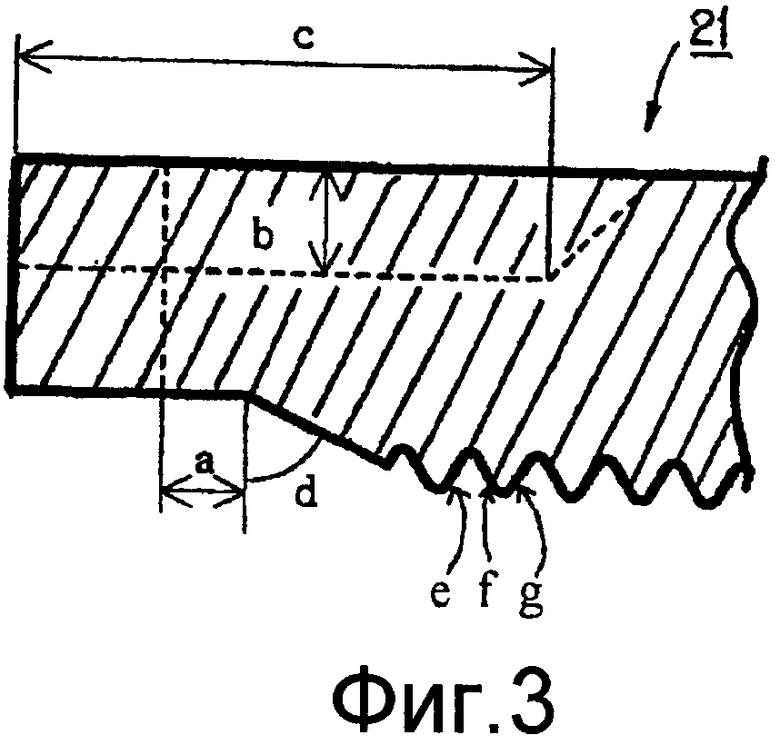
на фиг. 3 - сечение участка конца охватывающей части, который анализировали в примере;
на фиг. 4 - продольное сечение круглого резьбового соединения муфтового типа согласно стандартам АИНП.
Варианты осуществления изобретения
Ниже приведены пояснения к вариантам осуществления настоящего изобретения со ссылками на прилагаемые чертежи.
На фиг. 1 изображено сечение участка конца муфты 10 резьбового соединения для соединения стальных труб согласно настоящему изобретению. Настоящее изобретение может быть применено не только к резьбовому соединению муфтового типа, но также к резьбовому соединению, выполненному за одно целое с трубой, для соединения стальных труб. Соответственно муфта, содержащая внутреннюю резьбу, может быть сформирована с обоих концов муфты, как это показано на фиг. 4, или она может быть сформирована на одном конце стальной трубы. Ниже настоящее изобретение пояснено главным образом со ссылками на использование резьбового соединения муфтового типа, а именно варианта осуществления, в котором охватывающая часть сформирована на муфте, в качестве примера.
Резьбовое соединение для соединения стальных труб представлено в виде охватываемой части и охватывающей части, которые можно свинчивать друг с другом. В случае использования резьбового соединения муфтового типа для соединения стальных труб охватываемую часть формируют на обоих концах стальной трубы. Так как настоящее изобретение направлено на создание резьбового соединения, удовлетворяющего требованиям стандартов АИНП, распространяющихся на круглое резьбовое соединение, предписанное АИНП (за исключением модификаций, описанных ниже), охватываемая часть содержит наружную резьбу треугольного участка, сформированную на наружной поверхности концов стальной трубы.
Как показано на фиг. 1, охватывающая часть 10 содержит ненарезанный участок 11, обеспеченный на открытом конце муфты (в участке с отверстием для введения охватываемой части), и витки внутренней резьбы 12, обеспеченные во внутреннем участке охватывающей части вслед за ненарезанным участком 11, которые можно сопрягать резьбовым соединением с витками наружной резьбы охватываемого участка (не показаны). В случае использования резьбового соединения муфтового типа, как это показано на фиг. 4, охватывающая часть сформирована с обеих сторон короткого отрезка трубы (соединительной муфты). Соответственно муфта содержит ненарезанный участок 11 на обоих ее концах и внутренние резьбы 12, расположенные ближе в продольном направлении к центру муфты, чем ненарезанные участки 11.
Пунктирной линией 13 на фиг. 1 показана форма области вблизи открытого конца охватывающей части 10 круглого резьбового соединения согласно стандартам АИНП. А именно, охватывающая часть круглого резьбового соединения согласно стандартам АИНП содержит ненарезанный участок, имеющий длину L2 в осевом направлении охватывающей части. L2 является стандартной величиной длины в осевом направлении ненарезанного участка круглого резьбового соединения согласно стандартам АИНП.
Внутренний диаметр ненарезанного участка 11 охватывающей части 10 больше наружного диаметра тела стальной трубы, которая соединена резьбовым соединением. Внутренний диаметр ненарезанного участка определен стандартами АИНП. Внутренняя резьба и ненарезанный участок охватывающей части обычно соединены наклонной поверхностью (конической поверхностью). Угол θ наклонной поверхности называется «углом скоса». Наклонная поверхность, выполненная в соответствии со стандартами АИНП, показана пунктирной линией на фиг. 1.
Согласно настоящему изобретению длина L1 в осевом направлении охватывающей части 10 ненарезанного участка 11, который расположен на открытом конце охватывающей части 10, самое большее составляет 1/2 стандартной величины L2 длины в осевом направлении ненарезанного участка круглого резьбового соединения согласно стандартам АИНП, и она может быть равна 0. А именно, длина L1 удовлетворяет соотношению
0≤ L1 ≤(1/2)L2.
Таким образом, ненарезанный участок 11 может быть полностью исключен, и отсутствие ненарезанного участка предпочтительно с точки зрения получения максимального эффекта от уменьшения контактного давления, прикладываемого к виткам резьбы. Однако если трудно полностью удалить ненарезанный участок из-за удобства изготовления и т.п., то ненарезанный участок 11 может быть сохранен до тех пор, пока его длина составляет самое большее 1/2 стандартной величины L2, указанной в стандартах АИНП.
Согласно настоящему изобретению под круглым резьбовым соединением, предписанным в стандартах АИНП, понимают круглое резьбовое соединение, выбираемое из круглых резьбовых соединений, указанных в спецификации 5CT АИНП или в стандарте 5B АИНП, а более конкретно выбирают из: соединения обсадных труб с короткой резьбой (сокращенно обозначенного ниже STC); соединения обсадных труб с длинной резьбой (сокращенно обозначенного ниже LTC); резьбового соединения с соединительной муфтой с невысаженными концами (сокращенно обозначенного ниже NUE); резьбового соединения с соединительной муфтой с высаженными наружу концами (сокращенно обозначенного ниже EUE); и резьбового соединения в виде замка с высаженными концами, выполненного за одно целое с трубой (сокращенно обозначенного ниже IJC). Из них IJC является круглым резьбовым соединением интегрального типа, и оно не должно содержать муфты. Остальные являются резьбовыми соединениями муфтового типа.
Стандартные значения длины L2 в осевом направлении ненарезанного участка в круглом резьбовом соединении, предписанном в стандартах АИНП, перечислены ниже для каждого типа резьбового соединения:
(STC)
L2 = 0,5 дюйм. (12,7 мм) при номинальном наружном диаметре (сокращенно обозначенном OD трубы) тела трубы нефтепромыслового сортамента (OCTG), составляющем от 4-1/2 дюйм. до 7 дюйм. (114,3-177,8 мм);
L2 = 0,433 дюйм. (11,0 мм) при OD трубы от 7-5/8 дюйм. до 13-3/8 дюйм. (193,7-339,7 мм);
L2 = 0,366 дюйм. (9,3 мм) при OD трубы от 16 дюйм. до 20 дюйм. (406,4-508,0 мм).
(LTC)
L2 = 0,5 дюйм. (12,7 мм) при OD трубы от 4-1/2 дюйм. до 7 дюйм. (114,3-177,8 мм);
L2 = 0,433 дюйм. (11,0 мм) при OD трубы от 7-5/8 дюйм. до 9-5/8 дюйм. (193,7-244,5 мм);
L2 = 0,366 дюйм. (9,3 мм) при OD трубы 20 дюйм. (508,0 мм).
(NUE)
L2 = 5/16 дюйм. (7,9 мм) при OD трубы от 1,05 дюйм. до 3-1/2 дюйм. (26,7-88,9 мм);
L2 = 3/8 дюйм. (9,5 мм) при OD трубы от 4 дюйм. до 4-1/2 дюйм. (101,6-114,3 мм).
(EUE)
L2 = 5/16 дюйм. (7,9 мм) при OD трубы от 1,05 дюйм. до 1,9 дюйм. (26,7-48,3 мм);
L2 = 3/8 дюйм. (9,5 мм) при OD трубы от 2-3/8 дюйм. до 4-1/2 дюйм. (60,3-114,3 мм).
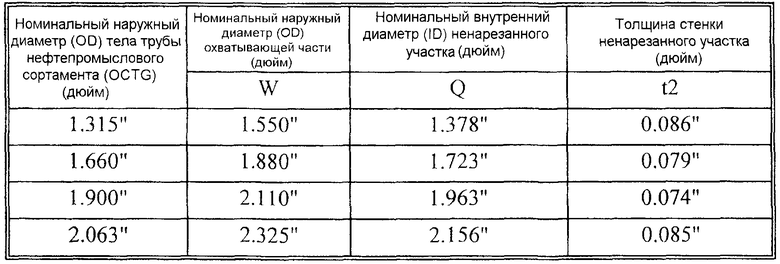
(IJC)
L2 = 5/32 дюйм. (4,0 мм) при OD трубы 1,315 дюйм. (33,4 мм);
L2 = 5/16 дюйм. (7,9 мм) при OD трубы от 1,66 дюйм. до 2,063 дюйм. (42,2-52,4 мм).
Общие размеры и форма охватывающей части 10, кроме длины L1 в осевом направлении ненарезанного участка 11, удовлетворяют стандартным величинам круглых резьбовых соединений, предписанных стандартами АИНП. Однако, как представлено ниже, можно вносить усовершенствования в концы охватывающей части (а именно, отклонения от стандартов АИНП) посредством обеспечения части с выборкой или посредством варьирования угла скоса. Форма резьбы и шаг резьбы охватываемой части и охватывающей части являются такими же, как и предписанные стандартами АИНП, модификация которых не требуется.
В дополнение к длине L2 в осевом направлении ненарезанного участка, размеры, указанные в стандартах АИНП, конца охватывающей части включают: наружный диаметр W (равный двум радиусам r2; см. фиг. 1) охватывающей части (муфты в случае использования резьбового соединения муфтового типа); внутренний диаметр Q ненарезанного участка (равный двум радиусам r3; см. фиг. 1); и угол скоса θ на конце внутренней резьбы.
Из этих стандартных величин угол скоса θ на конце внутренней резьбы составляет 65° в каждом из устройств: STC, LTC, NUE, HUE и IJC. В Таблицах 1-4 представлены конкретные значения наружного диаметра W муфты и внутреннего диаметра Q ненарезанного участка для каждого типа соединения. (W-Q)/2, конечно, соответствует толщине t2 стенки ненарезанного участка.
Все упомянутые выше стандартные величины, предписанные АИНП, являются номинальными величинами, и допуски на них указаны в спецификации 5CT АИНП или в стандарте 5B АИНП.
Таблица 1
Стандартные величины каждой части ненарезанного участка
муфт STC и LTC
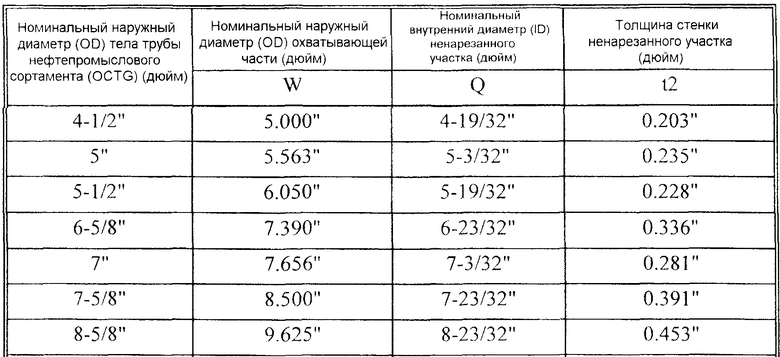
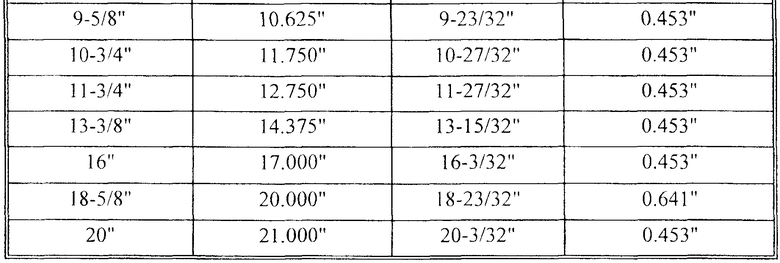
Таблица 2
Стандартные величины каждой части ненарезанного
участка муфты NUE
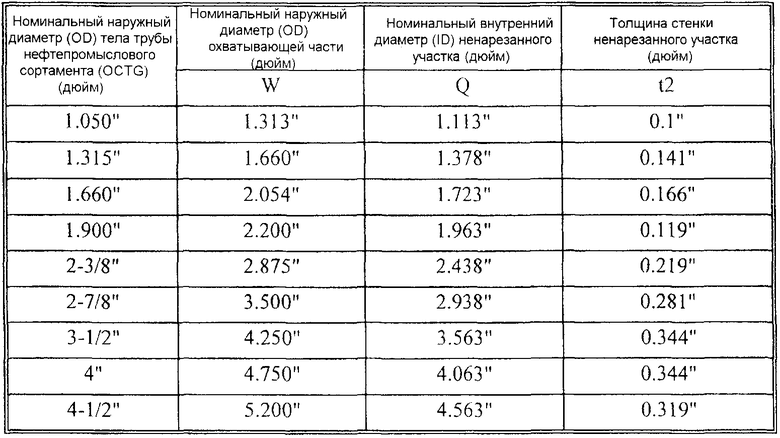
Таблица 3
Стандартные величины каждой части ненарезанного участка
муфты EUE
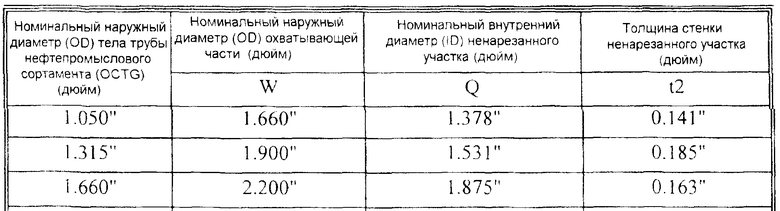
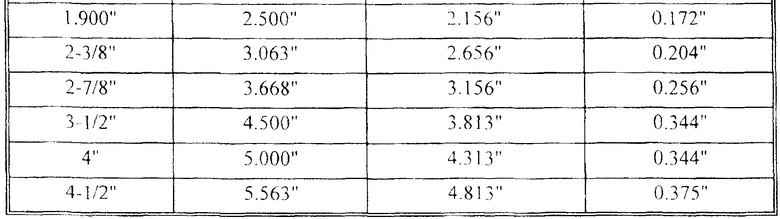
Таблица 4
Стандартные величины каждой части ненарезанного участка
муфты IJC
Как показано на фиг. 1, в концевой части охватывающей части 10, являющейся участком, имеющим длину 17 в осевом направлении от торцевой поверхности 15 охватывающей части до положения 16, содержится, по меньшей мере, 2 витка резьбы (4 витка резьбы в примере, показанном на фиг. 1) от конца внутренней резьбы, ближайшего к торцевой поверхности 15; где охватывающая часть 10 предпочтительно содержит участок 19 (участок с выборкой), где наружная периферическая поверхность удалена на толщину, составляющую, по меньшей мере, 1/3, а самое большее - 1/2 толщины стенки ненарезанного участка 11, предписанного в стандартах АИНП. А именно, в участке 19 с выборкой наружный радиус r1 муфты меньше наружного радиуса r2 до формирования участка с выборкой (радиус «нормального участка» 18, являющегося участком охватывающей части, отличающейся от участка 19 с выборкой), по меньшей мере, на 1/3, а самое большее - на 1/2 толщины t2 стенки ненарезанного участка 11 до формирования участка 19 с выборкой (являющегося толщиной стенки согласно стандартам АИНП).
Если ненарезанный участок частично оставляют, то значение толщины t1 стенки ненарезанного участка 11 в участке 19 с выборкой и значение t2 удовлетворяют следующему неравенству:
(l/2)t2≤t1≤(2/3)t2.
Другими словами, в участке 19 с выборкой толщина t1 стенки ненарезанного участка 11 составляет, по меньшей мере, 1/2, а самое большее - 2/3 толщины t2 стенки ненарезанного участка 11 до формирования участка 19 с выборкой. Если толщина t1 стенки участка 19 с выборкой слишком большая, то эффект уменьшения контактной силы между резьбами снижается. С другой стороны, если толщина t1 стенки слишком мала, то торцевая поверхность 15 охватывающей части 10 легко деформируется в поле, и обращение с элементами резьбового соединения перестает быть легким.
Требуется, чтобы длина 17 в осевом направлении участка 19 с выборкой была достаточно большой, чтобы участок 19 с выборкой проходил до наружной поверхности резьбы, где желательно уменьшение контактного давления. Высокое контактное давление развивается приблизительно в двух витках резьбы от самого конца внутренней резьбы 12, поэтому длина 17 в осевом направлении участка 19 с выборкой является такой, чтобы участок 19 с выборкой выступал, по меньшей мере, на два витка резьбы за конец внутренней резьбы 12, ближайший к торцевой поверхности охватывающей части 10. Однако, если участок 19 с выборкой чрезмерно длинный, то прочность охватывающей части 10 снижается, и во время выполнения операций по свинчиванию возникают проблемы, например, становится трудно осуществлять зажим охватывающей части 10 в патроне. Соответственно верхний предел длины 17 в осевом направлении предпочтительно является таким, чтобы участок 19 с выборкой выступал самое большее приблизительно на 10 витков резьбы за конец внутренней резьбы 12, ближайший к торцевой поверхности охватывающей части.
Форму наружной поверхности участка 19 с выборкой можно выбирать, основываясь на легкости выполнения работ, из любой из форм поверхности: цилиндрической, конической или поверхности вращения, полученной посредством вращения простой геометрической кривой, например: дуги круга, параболы, гиперболы и т.п. Также возможно, чтобы наружная поверхность представляла собой сочетание из двух или большего числа таких типов поверхностей вращения (например: сочетанием цилиндрической поверхности и конической поверхности; цилиндрической поверхности и поверхности вращения; или конической поверхности и поверхности вращения).
Форма соединяющего участка 20 между участком 19 с выборкой и нормальным участком 18 может представлять собой коническую поверхность 20a, как это показано на чертежах; или может также быть поверхностью вращения, полученной посредством вращения простой геометрической кривой, например: дуги круга, имеющего большой радиус кривизны.
Как представлено выше и как показано пунктирной линией на фиг. 1, стандартная величина угла скоса θ, являющегося углом наклона поверхности (скоса поверхности), которой соединен виток резьбы, ближайший к торцевой поверхности 15 охватывающей части 10 в осевом направлении, и ненарезанный участок 11 (или торцевая поверхность охватывающей части 10, когда нет ненарезанного участка), относительно плоскости, перпендикулярной оси охватывающей части 10, составляет 65° для всех круглых резьбовых соединений согласно стандартам АИНП.
В предпочтительном варианте осуществления настоящего изобретения этот угол скоса θ находится в диапазоне ±15° от угла боковой стороны витков резьбы треугольного участка (угла относительно плоскости, перпендикулярной оси муфты). Угол наклона боковой стороны участка резьбы круглого резьбового соединения треугольного участка согласно стандартам АИНП обычно составляет 30°. В этом случае угол скоса θ наиболее предпочтительно находится в диапазоне 30°±5°. Однако, как это показано в представленных ниже примерах, не наблюдаются существенные изменения, сказывающиеся на уменьшении контактного давления, прикладываемого к виткам резьбы, если угол скоса значительно отклоняется от 30°. Таким образом, угол скоса может составлять 30°±15° (а именно, он может составлять 15°-45°).
На фиг. 2(a)-2(h) представлены продольные сечения участков концов охватывающих частей согласно вариантам осуществления 10-1 - 10-8 резьбового соединения для соединения труб согласно настоящему изобретению. Пунктирными линиями на чертежах показана форма охватывающей части, предписанной стандартами АИНП.
Как утверждается выше, в резьбовом соединении для соединения стальных труб согласно настоящему изобретению для уменьшения контактного давления на витки резьбы охватываемой части и охватывающей части на концах охватывающей части, которая является основной причиной заедания, эффективным является модификация формы круглого резьбового соединения согласно стандартам АИНП посредством: (1) удаления или укорочения ненарезанного участка; (2) обеспечения участка 19 с выборкой; или (3) оптимизации угла скоса θ. Из этих модификаций (1) удаление или укорочение ненарезанного участка 11 является наиболее эффективным, так как оно является существенной модификацией, тогда как остальные модификации (2) и (3) можно использовать независимо при необходимости. Больший эффект уменьшения контактного давления может быть получен посредством использования одного или обоих видов модификации (2) и (3) в дополнение к модификации (1).
Подробное пояснение фиг. 2.
На фиг. 2(a) показан пример, в котором были осуществлены модификации: укорочен ненарезанный участок, обеспечен участок с выборкой и произведено варьирование угла скоса θ. На фиг. 2(b) показан пример, в котором был удален ненарезанный участок и был обеспечен участок с выборкой. На фиг. 2(c) показан пример, в котором был укорочен ненарезанный участок и был обеспечен участок с выборкой. На фиг. 2(d) показан пример, в котором был только удален ненарезанный участок. На фиг. 2(e) показан пример, в котором был только укорочен ненарезанный участок. На фиг. 2(f) показан пример, в котором был укорочен ненарезанный участок и модифицирован угол скоса θ. На фиг. 2(g) показан пример, в котором был удален ненарезанный участок и модифицирован угол скоса θ. На фиг. 2(h) показан пример, в котором был укорочен ненарезанный участок и был обеспечен участок с выборкой.
Резьбовое соединение для соединения стальных труб согласно настоящему изобретению может стабильно проявлять очень хорошее сопротивление заеданию при использовании обычной смазки и обычной обработки поверхности даже в поле на нефтяной скважине, где имеет место недостаточный контроль качества и процесса сборки, и имеет место грубое обращение <с изделиями>.
Примеры
Настоящее изобретение проиллюстрировано следующими примерами, но эти примеры не предназначены для ограничения объема изобретения.
Для демонстрации эффективности настоящего изобретения местное контактное давление, действующее на витки резьбы на конце охватывающей части резьбового соединения для соединения стальных труб, оценивали посредством использования множества имитационных моделей с применением метода конечных элементов.
Образцом для испытаний служило круглое резьбовое соединение муфтового типа согласно стандартам АИНП для трубы нефтепромыслового сортамента диаметром 9-5/8 дюйм. (193,7 мм) (47# N80 согласно стандартам АИНП). Моделировали состояние, в котором это резьбовое соединение доводили при свинчивании до нулевого значения, и состояние, в котором соединение затягивали на два оборота за нулевое значение.
Репрезентативные размеры тела трубы, на которой формировали охватываемую часть, и корпуса муфты, в которой охватывающая часть была сформирована, были следующими.
Тело трубы:
Номинальный наружный диаметр - 244,48 мм
Номинальная толщина стенки - 11,99 мм
Номинальный предел текучести - 80 ksi (552 МПа)
Корпус муфты:
Наружный диаметр муфты - 270,56 мм
Длина муфты - 266,7 мм
Длина ненарезанного участка - 11 мм
Толщина стенки ненарезанного участок - 10,7 мм
Шаг резьбы - 3,175 мм (8 витков резьбы на дюйм)
Угол скоса крайнего витка внутренней резьбы - 65°
Использовали множество имитационных моделей с применением метода конечных элементов, где за основу брали упомянутое выше круглое резьбовое соединение согласно стандартам АИНП, а также круглые резьбовые соединения, имевшие формы, представлявшие собой сочетания, представленные в Таблице 5, включавшие параметры формы a-d конца охватывающей части (муфты) 21, показанной на фиг. 3 (где a - длина ненарезанного участка (мм); b - глубина участка с выборкой (мм); c - длина 17 участка с выборкой (мм); d - угол скоса θ); и оценивали локальное контактное давление, действовавшее на два витка резьбы в конце муфты.
Как показано на фиг. 1, «a» на фиг. 3 соответствует L1 на фиг. 1, «b» на фиг. 3 соответствует (t2-t1) на фиг. 1, «c» на фиг. 3 соответствует [17+(L2-L1)] на фиг. 1, и «d» на фиг. 3 соответствует 0 на фиг. 1. Наружная поверхность участка с выборкой была цилиндрической, а соединительная поверхность между участком с выборкой и нормальным участком охватывающей части (участком без выборки) была конической поверхностью с углом конусности 45°.
Причина, по которой число витков резьбы, на которое участок с выборкой проходит за конец внутренней резьбы, меняется даже тогда, когда длина «c» участка с выборкой имеет одинаковую величину, составляющую 25 мм, заключалась в том, что угол скоса «d» менялся, и чем меньше был угол скоса «d», тем меньше была длина наклонного участка в осевом направлении муфты (см. Таблицу 5).
В Таблице 6 показаны результаты испытаний множества имитационных моделей. В Таблице 6 под первым витком резьбы понимают полный виток резьбы, ближайший к торцу муфты, а под вторым витком резьбы понимают полный виток резьбы, идущий вслед за первым витком резьбы. Нагруженной боковой стороной является боковая сторона витка резьбы, где витки резьбы охватываемой части и охватывающей части контактируют при восприятии резьбовым соединением растягивающей нагрузки. С другой стороны, боковая сторона витка резьбы, которой вводят охватываемую часть в муфты, является боковой стороной витка резьбы, которой витки резьбы охватываемой части и охватывающей части контактируют во время введения охватываемой части в охватывающую часть или при воздействии на резьбовое соединение сжимающей нагрузки. На фиг. 3 нагружаемая боковая сторона первого витка резьбы обозначена буквой «e»; сторона второго витка резьбы, в которую упирают вводимую охватываемую часть в охватывающую часть, обозначена буквой «f», а нагружаемая боковая сторона второго витка резьбы обозначена буквой «g».
Таблица 5
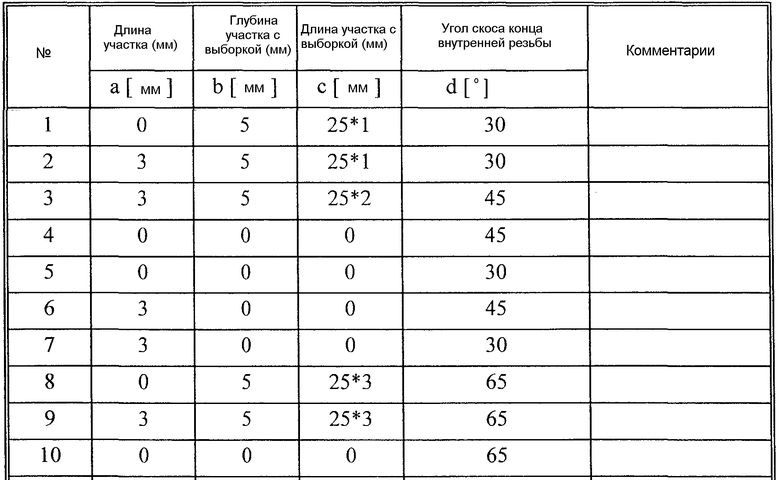
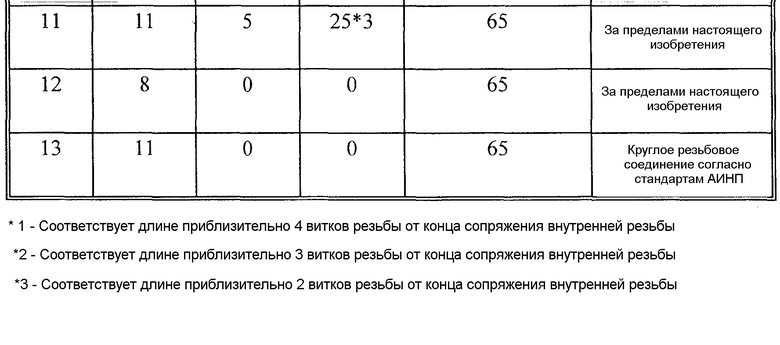
Таблица 6
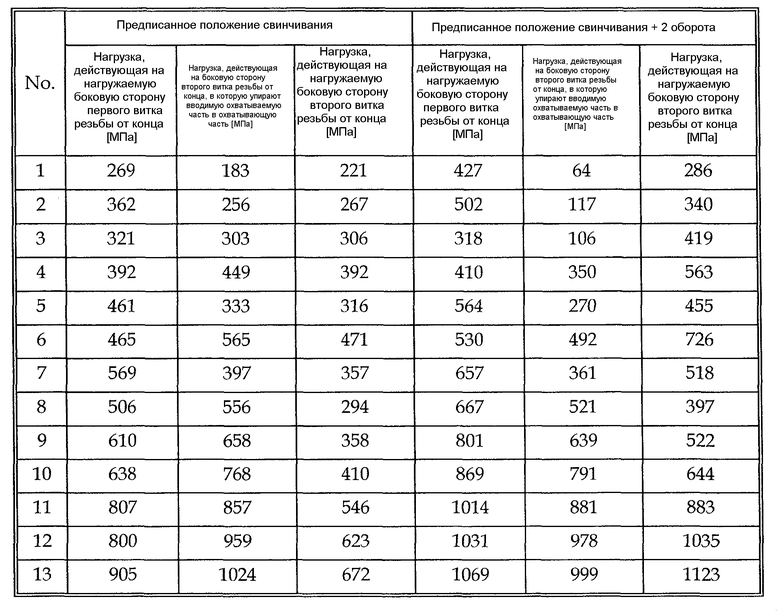
Как показано в Таблице 6, в резьбовом соединении согласно настоящему изобретению создается более низкое локальное контактное давление, чем в круглом резьбовом соединении согласно стандартам АИНП или в других сравнимых примерах. Кроме того, эффект уменьшения контактного давления в резьбе был повышен не только посредством укорочения или исключения ненарезанных участков на концах охватывающей части, но посредством обеспечения участка с выборкой и/или варьированием угла скоса. Наибольший эффект получали посредством использования обоих видов модификации: обеспечением участка с выборкой и варьированием угла скоса.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ | 2012 |
|
RU2562835C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2019 |
|
RU2768626C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2014 |
|
RU2642922C2 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2015 |
|
RU2647169C1 |
| ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ И ОБРАЗУЮЩАЯ СМАЗОЧНОЕ ПОКРЫТИЕ КОМПОЗИЦИЯ ДЛЯ ПРИМЕНЕНИЯ В НЕМ | 2013 |
|
RU2604526C2 |
| ТРУБНОЕ СОЕДИНЕНИЕ С КОНИЧЕСКОЙ УДЛИНЕННОЙ РЕЗЬБОЙ ТРЕУГОЛЬНОГО ПРОФИЛЯ | 2008 |
|
RU2386072C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ТРУБ ДЛЯ НЕФТЯНЫХ СКВАЖИН | 2019 |
|
RU2742962C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2012 |
|
RU2541364C1 |
| Резьбовое соединение бурильной колонны | 2022 |
|
RU2796709C1 |
| Сбалансированное резьбовое соединение бурильной колонны | 2022 |
|
RU2783935C1 |
Изобретение относится к резьбовым соединениям труб. Описаны средства для повышения сопротивления заеданию резьбового соединения для соединения стальных труб, которое (резьбовое соединение) удовлетворяет требованиям стандартов АИНП, касающихся круглого резьбового соединения. Резьбовое соединение содержит охватываемую часть с наружной резьбой треугольного участка и муфту с внутренней резьбой треугольного участка, которую можно сопрягать резьбовым соединением с наружной резьбой, которая содержит ненарезанный участок, расположенный на конце муфты. Ненарезанный участок укорочен или удален таким образом, что длина ненарезанного участка в осевом направлении муфты составляет самое большее 1/2 (включая 0) величины, указанной в упомянутых выше стандартах. Форма муфты, указанная в упомянутых выше стандартах, может быть модифицирована посредством обеспечения части с выборкой на конце муфты и/или посредством создания угла скоса на конце внутренней резьбы, составляющего ±15° от угла наклона боковой стороны витка внутренней резьбы. Изобретение повышает надежность резьбового соединения стальных труб. 6 з.п. ф-лы, 4 ил., 6 табл.
1. Резьбовое соединение для стальных труб, имеющее форму, которая удовлетворяет требованиям стандартов АИНП (Американского института нефтяной промышленности), касающихся круглого резьбового соединения, и образованное охватываемой частью и охватывающей частью, которые сопрягаются, причем охватываемая часть имеет наружную резьбу треугольной формы, а охватывающая часть имеет внутреннюю резьбу треугольной формы, которая зацепляется с указанной наружной резьбой; ненарезанные участки на концах охватывающей части и скошенный участок, имеющий наклонную поверхность, который соединяет ненарезанный участок или торцевую поверхность охватывающей части с самым крайним витком резьбы, наиболее близко расположенным к торцевой поверхности охватывающей части, причем длина ненарезанного участка в осевом направлении охватывающей части составляет самое большее 1/2 (включая ноль) величины, предписанной в упомянутых выше стандартах, и охватывающая часть содержит участок с выборкой на участке охватывающей части, который проходит назад от ее торцевой поверхности на, по меньшей мере, два витка резьбы от указанной внутренней резьбы, расположенных наиболее близко к торцевой поверхности охватывающей части, причем участок с выборкой имеет наружную поверхность, имеющую радиус, который меньше радиуса наружной поверхности муфты в нормальном участке, отличающемся от описанного выше участка охватывающей части на, по меньшей мере, 1/3, а самое большее - на 1/2 разницы между радиусом наружной поверхности и внутренним радиусом внутренней поверхности торцевой поверхности охватывающей части.
2. Резьбовое соединение для стальных труб по п.1, в котором длина ненарезанного участка в осевом направлении охватывающей части равна нулю.
3. Резьбовое соединение для стальных труб по п.1, в котором участок с выборкой образован одной или большим числом из: цилиндрической поверхности, сужающейся поверхности и поверхности вращения, полученной посредством вращения кривой.
4. Резьбовое соединение для стальных труб по п.1, в котором участок с выборкой проходит в осевом направлении охватывающей части назад от витка внутренней резьбы, наиболее близко расположенного к торцевой поверхности охватывающей части, на расстояние, не превышающее 10 витков резьбы.
5. Резьбовое соединение для стальных труб по п.1, в котором угол скоса наклонной поверхности составляет самое большее +15° от угла наклона боковой стороны треугольных витков резьбы, образующих внутренние витки резьбы.
6. Резьбовое соединение для стальных труб по п.1, в котором угол скоса последнего витка резьбы составляет 30°+15°.
7. Резьбовое соединение для стальных труб по п.1, в котором величина, предписанная в упомянутых выше стандартах, составляет:
- 0,5 дюйма, когда резьбовое соединение для стальных труб представляет собой соединение обсадных труб с короткой резьбой, а номинальный наружный диаметр тела стальной трубы составляет от 4-1/2 до 7 дюймов;
- 0,433 дюйма, когда резьбовое соединение для соединения стальных труб представляет собой соединение обсадных труб с короткой резьбой, а номинальный наружный диаметр тела стальной трубы составляет от 7-5/8 до 13-3/8 дюймов;
- 0,366 дюйма, когда резьбовое соединение для соединения стальных труб представляет собой соединение обсадных труб с короткой резьбой, а номинальный наружный диаметр тела стальной трубы составляет от 16 до 20 дюймов;
- 0,5 дюйма, когда резьбовое соединение для соединения стальных труб представляет собой соединение обсадных труб с длинной резьбой и номинальный наружный диаметр тела стальной трубы составляет от 4-1/2 до 7 дюймов;
- 0,433 дюйма, когда резьбовое соединение для соединения стальных труб представляет собой соединение обсадных труб с длинной резьбой, а номинальный наружный диаметр тела стальной трубы составляет от 7-5/8 до 9-5/8 дюймов;
- 0,366 дюйма, когда резьбовое соединение для соединения стальных труб представляет собой соединение обсадных труб с длинной резьбой и номинальный наружный диаметр тела стальной трубы составляет 20 дюймов;
- 5/16 дюйма, когда резьбовое соединение для соединения стальных труб представляет собой соединительную муфту с невысаженными концами, а номинальный наружный диаметр тела стальной трубы составляет от 1,05 до 3-1/2 дюймов;
- 3/8 дюйма (9,5 мм), когда резьбовое соединение для соединения стальных труб представляет собой соединительную муфту с невысаженными концами, а номинальный наружный диаметр тела стальной трубы составляет от 4 до 4-1/2 дюйма;
- 5/16 дюйма (7,9 мм), когда резьбовое соединение для соединения стальных труб представляет собой соединительную муфту с высаженными наружу концами, а номинальный наружный диаметр тела стальной трубы составляет от 1,05 до 1,9 дюйма;
- 3/8 дюйма (9,5 мм), когда резьбовое соединение для соединения стальных труб представляет собой соединительную муфту с невысаженными концами, а номинальный наружный диаметр тела стальной трубы составляет от 2-3/8 до 4-1/2 дюйма;
- 5/32 дюйма (4,0 мм), когда резьбовое соединение для соединения стальных труб представляет собой выполненный за одно целое с трубой замок с высаженными концами, а номинальный наружный диаметр тела стальной трубы составляет 1,315 дюйма; и
- 5/16 дюйма (7,9 мм), когда резьбовое соединение для соединения стальных труб представляет собой выполненный за одно целое с трубой замок с высаженными концами, а номинальный наружный диаметр тела стальной трубы составляет от 1,66 до 2,063 дюйма.
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| ГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 2005 |
|
RU2297512C2 |
| ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 1998 |
|
RU2200820C2 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| US 4753460 A, 28.06.1988. | |||

