Перекрестная ссылка на родственные заявки
Приоритетной по отношению к настоящей заявке в соответствии с 35 U.S.C. §119(е) является одновременно находящаяся на рассмотрении предварительная заявка на патент США №61/013363, поданная 13 декабря 2007 г, содержание которой во всей полноте включается в настоящий документ путем ссылки.
Область техники, к которой относится изобретение
Описываемый объект изобретения относится к установке и способу удаления кислотного компонента из технологического потока. Более конкретно, описываемый объект изобретения относится к установке и способу регенерации раствора абсорбента, использованного для абсорбции кислотного компонента из технологического потока.
Уровень техники
Технологические потоки, такие как потоки отходов из печей для сжигания угля, часто содержат различные компоненты, которые необходимо удалять из технологического потока перед его сбросом в окружающую среду. Например, потоки отходов часто содержат кислотные компоненты, такие как диоксид углерода (СО2) и сероводород (H2S), которые нужно удалить или уменьшить их количество перед тем, как данный поток отходов будет выпущен в окружающую среду.
Одним из примеров кислотного компонента является присутствующий в технологических потоках различных типов диоксид углерода. Диоксид углерода (СО2) имеет широкий спектр применения. Например, диоксид углерода может быть использован для газирования напитков, для охлаждения, замораживания и упаковки морепродуктов, мяса, домашней птицы, хлебобулочных изделий, фруктов и овощей и для продления срока хранения молочных продуктов. К другим вариантам использования относятся, помимо прочего, обработка питьевой воды, использование в качестве пестицида и добавки для атмосферы теплиц. Недавно была обнаружена ценность диоксида углерода как химиката для повышения нефтеотдачи, в этом случае используется много диоксида углерода под высоким давлением.
Одним из способов получения диоксида углерода является очистка технологических потоков, таких как потоки отходов, например потоки отходящих газов, в которых диоксид углерода является побочным продуктом органического или неорганического химического процесса. Обычно технологический поток, содержащий диоксид углерода в большой концентрации, конденсируют и очищают за несколько стадий, а затем перегоняют с получением диоксида углерода, соответствующего готовому продукту качества.
Желание увеличить количество диоксида углерода, удаляемого из технологического газового потока, усиливается из-за желания увеличить количество диоксида углерода, пригодного для указанных выше вариантов применения (известного как «диоксид углерода товарного качества»), а также из-за желания уменьшить количество диоксида углерода, выбрасываемого в окружающую среду при сбросе в окружающую среду технологического газового потока. Особенно нужно уменьшить количество или концентрацию диоксида углерода, присутствующего в выпускаемых технологических газах, на производственных предприятиях. В то же время на производственных предприятиях возрастает необходимость экономии ресурсов, таких как время, энергетические ресурсы и денежные средства. Описываемый объект изобретения может решить одну или более из множества проблем, стоящих перед производственными предприятиями, путем увеличения количества диоксида углерода, извлекаемого из технологического потока, при одновременном уменьшении количества энергии, необходимой для извлечения диоксида углерода из технологического газа.
Сущность изобретения
В соответствии с поясняемыми в настоящем документе аспектами изобретения им обеспечивается способ регенерации обогащенного раствора абсорбента, каковой способ включает: обеспечение взаимодействия технологического потока, содержащего кислотный компонент, с раствором абсорбента; удаление, по меньшей мере, части указанного кислотного компонента из указанного технологического потока в результате абсорбции указанного кислотного компонента и получение тем самым обогащенного раствора абсорбента и обедненного кислотным компонентом потока; подачу, по меньшей мере, одного из указанных потоков - технологического потока или обедненного кислотным компонентом потока - по меньшей мере, в один теплообменник и тем самым передачу тепла жидкому теплоносителю; использование указанного жидкого теплоносителя в ходе регенерации указанного обогащенного раствора абсорбента.
В соответствии с другими поясняемыми в настоящем документе аспектами изобретения им обеспечивается установка для регенерации обогащенного раствора абсорбента, каковая установка включает: абсорбер, облегчающий взаимодействие между технологическим потоком и раствором абсорбента, где указанный технологический поток содержит кислотный компонент, и в результате взаимодействия указанного технологического потока с указанным раствором абсорбента образуется обедненный кислотным компонентом поток и обогащенный раствор абсорбента; по меньшей мере, один теплообменник, в который подается, по меньшей мере, один из указанных потоков - обедненный кислотным компонентом поток и технологический поток - с целью передачи тепла к жидкому теплоносителю; и, по меньшей мере, одно устройство для передачи указанного жидкого теплоносителя из указанного, по меньшей мере, одного теплообменника в регенератор, в котором осуществляется регенерация указанного обогащенного раствора абсорбента, где каждое из указанных устройств, по меньшей мере одно, имеет гидравлическое соединение с каждым из указанных теплообменников, по меньшей мере одним.
В соответствии с другими поясняемыми в настоящем документе аспектами изобретения им обеспечивается абсорбер, в который поступает технологический поток, каковой абсорбер включает: внутреннюю часть, в которой имеется верхняя секция и нижняя секция, где указанная нижняя секция расположена под указанной верхней секцией; входное отверстие для технологического потока, через которое технологический поток поступает в указанную внутреннюю часть, где указанный технологический поток вступает в контакт с раствором абсорбента; и теплообменник, где указанный теплообменник расположен внутри указанного абсорбера, вне указанного абсорбера или в позиции, объединяющей эти варианты.
Указанные выше и другие отличительные признаки изобретения поясняются нижеследующими чертежами и подробным описанием.
Краткое описание чертежей
Теперь обратимся к чертежам, отражающим примерные варианты осуществления изобретения, на которых одинаковые элементы имеют один и тот же номер позиции:
Фиг.1 представляет собой схему, изображающую пример одного из вариантов осуществления установки для абсорбции кислотного компонента из технологического потока и регенерации раствора абсорбента, использованного для абсорбции кислотного компонента;
Фиг.2 и 2А представляют собой схемы, изображающие примеры вариантов осуществления абсорберов, используемых в установке, показанной на фиг.1;
Фиг.3 и 3А представляют собой схемы, изображающие примеры вариантов осуществления абсорберов, используемых в установке, показанной на фиг.1;
Фиг.4 и 4А представляют собой схемы, изображающие примеры вариантов осуществления абсорберов, используемых в установке, показанной на фиг.1; и
Фиг.5 представляет собой схему, изображающую пример одного из вариантов осуществления абсорбера, используемого в установке, показанной на фиг.1.
Подробное описание предпочтительных вариантов осуществления изобретения
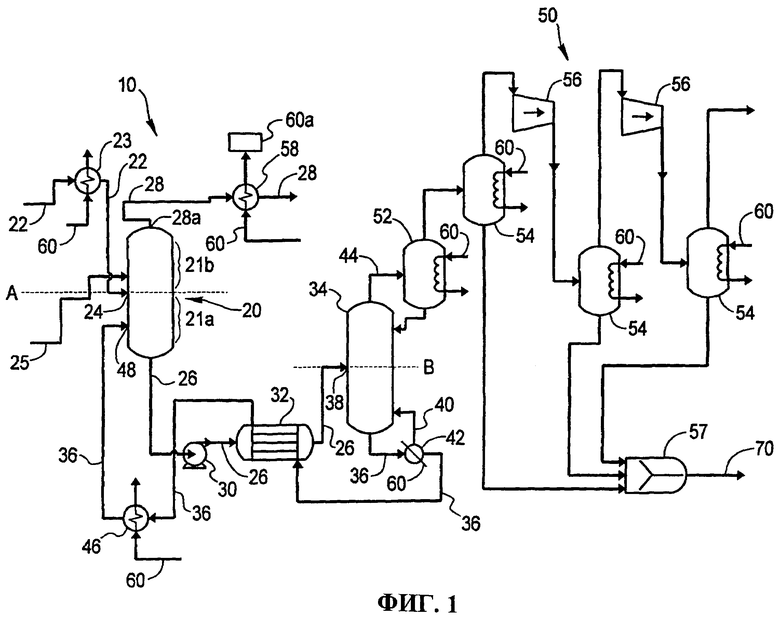
На фиг.1 показана установка 10 для регенерации обогащенного раствора абсорбента, полученного в результате абсорбции кислотного компонента из технологического потока, с получением тем самым обедненного кислотным компонентом потока и обогащенного раствора абсорбента.
Установка 10 включает абсорбер 20, в котором имеется внутренняя часть 20а, куда поступает технологический поток 22, и которая облегчает взаимодействие между технологическим потоком и раствором абсорбента (не показан). Как показано на фиг.1, технологический поток 22 поступает в абсорбер 20 через входное отверстие 24 для технологического потока, расположенное, например, на средней линии А абсорбера 20, и проходит через абсорбер 20. Однако предусматривается, что технологический поток 22 может поступать в абсорбер 20 в любом месте, если при этом возможна абсорбция кислотного компонента из этого технологического потока, например входное отверстие 24 для технологического потока может быть расположено в любой точке абсорбера 20. Средняя линия А делит абсорбер 20 на верхнюю секцию 21а и нижнюю секцию 21b.
Технологический поток 22 может представлять собой любой жидкий поток или газообразный поток, такой как потоки природного газа, потоки синтез-газа, потоки газа или пара нефтеперегонного завода, исходящие потоки нефтяных резервуаров или потоки, образующиеся при сжигании материалов, таких как уголь, природный газ или другие виды топлив. Одним из примеров технологического потока 22 является поток отходящего газа, образующийся на выходе установки для сжигания топлива, такого как синтез-газ, газ нефтеперегонного завода, природный газ, ископаемого топлива, такого как уголь, и т.п. В зависимости от источника и типа технологического потока 22 кислотный компонент(ы) может присутствовать в газообразной, жидкой форме или в форме частиц.
Технологический поток 22, как правило, содержит несколько кислотных компонентов, включая, помимо прочего, диоксид углерода. К тому времени, когда технологический поток 22 поступает в абсорбер 20, этот технологический поток уже может пройти обработку с целью удаления макрочастиц, а также оксидов серы (SOx) и оксидов азота (NOx). Однако от установки к установке процесс может варьироваться, следовательно, такая обработка может быть осуществлена после того, как технологический поток 22 прошел через абсорбер 20, или не проводиться вовсе.
В одном из вариантов осуществления изобретения, показанном на фиг.1, технологический поток 22 проходит через теплообменник 23, который облегчает охлаждение этого технологического потока путем передачи тепла от технологического потока к жидкому теплоносителю 60. Предусматривается, что жидкий теплоноситель 60 может быть направлен в другие части установки 10, где его тепло может быть использовано для повышения эффективности работы установки 10 (как описано далее).
В одном из примеров технологический поток 22 охлаждают в теплообменнике 23 от температуры между ста сорока девятью градусами Цельсия и двустами четырьмя градусами Цельсия (149-204°С или 300-400°F) до температуры между тридцатью восьмью градусами Цельсия и ста сорока девятью градусами Цельсия (38-149°С или 100-300°F). В другом примере технологический поток 22 охлаждают от температуры между ста сорока девятью градусами Цельсия и двустами четырьмя градусами Цельсия (149-204°С или 300-400°F) до температуры между тридцатью восьмью градусами Цельсия и шестьюдесятью шестью градусами Цельсия (38-66°С или 100-150°F). В одном из вариантов осуществления изобретения после прохождения через теплообменник 23 концентрация кислотного компонента, присутствующего в технологическом потоке 22, составляет примерно от одного до двадцати молярных процентов (1-20 мол.%), а концентрация воды, присутствующей в этом технологическом потоке, составляет примерно от одного до пятидесяти молярных процентов (1-50 мол.%).
В абсорбере 20 имеется распределенный в нем раствор абсорбента, который облегчает абсорбцию и удаление газообразного компонента из технологического потока 22. В одном из вариантов осуществления изобретения раствор абсорбента включает химический растворитель и воду, где химический растворитель содержит, например, растворитель на основе азота, в частности первичные, вторичные или третичные алканоламины; первичные и вторичные амины; стерически затрудненные амины; чрезвычайно стерически затрудненные вторичные аминоэфирные спирты. К примерам повсеместно используемых химических растворителей относятся, помимо прочего: моноэтаноламин (МЕА), диэтаноламин (DEA), диизопропаноламин (DIPA), N-метилэтаноламин, триэтаноламин (ТЕА), N-метилдиэтаноламин (MDEA), пиперазин, N-метилпиперазин (МР), N-гидроксиэтилпиперазин (НЕР), 2-амино-2-метил-1-пропанол (АМР), 2-(2-аминоэтокси)этанол (также называемый диэтиленгликольамин или DEGA), 2-(2-третбутиламинопропокси)этанол, 2-(2-третбутиламиноэтокси)этанол (ТВЕЕ), 2-(2-третамиламиноэтокси)этанол, 2-(2-изопропиламинопропокси)этанол, 2-(2-(1-метил-1-этилпропиламино)этокси)этанол и т.п. Упомянутые соединения могут быть использованы индивидуально или в сочетании, с добавлением или без добавления других со-растворителей, добавок, таких как пеногасители, буферы, соли металлов и т.п., а также ингибиторов коррозии. К примерам ингибиторов коррозии относятся, помимо прочего, гетероциклические соединения, подобранные из группы, в которую входят тиоморфолины, дитианы и тиоксаны, где каждый из атомов углерода в тиоморфолинах, дитианах и тиоксанах, независимо друг от друга, может иметь заместитель, такой как Н, С1-8 алкил, С7-12 алкарил, С6-10 арил и/или С3-10 циклоалкил; тиомочевиноаминоформальдегидный полимер и полимер, используемый в сочетании с солью меди (II); содержащий анион ванадий с валентностью плюс 4 или 5; и другие известные ингибиторы коррозии.
В одном из вариантов осуществления изобретения присутствующий в абсорбере 20 раствор абсорбента именуется «регенерированный» раствор абсорбента и/или «полурегенерированный» раствор 36 абсорбента. Регенерированный и полурегенерированный растворы абсорбента способны абсорбировать кислотный компонент из технологического потока 22, например эти растворы абсорбента не являются полностью насыщенными или имеющими полную абсорбционную способность. Как описано в настоящем документе, полурегенерированный раствор абсорбента более абсорбирующий, чем регенерированный раствор абсорбента. В одном из вариантов осуществления изобретения, описываемом ниже, регенерированный или полурегенерированный раствор 36 абсорбента обеспечивается данной установкой 10. В одном из вариантов осуществления изобретения подпиточный раствор 25 абсорбента подают в абсорбер 20 для пополнения установки регенерированным или полурегенерированным раствором 36 абсорбента.
Абсорбция кислотного компонента из технологического потока 22 происходит в результате взаимодействия регенерированного и/или полурегенерированного раствора 36 абсорбента с этим технологическим потоком. Следует понимать, что взаимодействие между технологическим потоком 22 и регенерированным и/или полурегенерированным раствором 36 абсорбента в абсорбере 20 может происходить любым образом. Однако в одном из примеров технологический поток 22 поступает в абсорбер 20 через входное отверстие 24 для технологического потока и перемещается вверх вдоль длины абсорбера, тогда как регенерированный и/или полурегенерированный раствор абсорбента поступает в абсорбер в точке, лежащей выше точки подачи технологического потока, и перемещается противотоком относительно технологического потока 22.
В результате взаимодействия в абсорбере 20 между технологическим потоком 22 и регенерированным и/или полурегенерированным раствором 36 абсорбента образуется обогащенный раствор 26 абсорбента - из регенерированного и/или полурегенерированного раствора абсорбента - и технологический поток с уменьшенным содержанием кислотного компонента. Обогащенный раствор 26 абсорбента насыщен кислотным компонентом, абсорбированным из технологического потока 22. В одном из вариантов осуществления изобретения обогащенный раствор 26 абсорбента насыщен диоксидом углерода.
В одном из примеров обогащенный раствор 26 абсорбента опускается в нижнюю секцию 21а абсорбера 20, откуда его выводят на дальнейшую обработку, тогда как технологический поток 22, теперь уже с уменьшенным содержанием кислотного компонента, перемещается через абсорбер вертикально, его выпускают как обедненный кислотным компонентом поток 28 из верхней секции 21b абсорбера 20 через выходное отверстие 28а, при этом обедненный кислотным компонентом поток имеет температуру между сорока девятью градусами Цельсия и девяноста тремя градусами Цельсия (49-93°С или 120-200°F). В одном из примеров концентрация кислотного компонента, присутствующего в обедненном кислотным компонентом потоке 28, составляет от нуля до пятнадцати молярных процентов (0-15 мол.%). В одном из примеров концентрация диоксида углерода, присутствующего в обедненном кислотным компонентом потоке 28, составляет от нуля до пятнадцати молярных процентов (0-15 мол.%).
Как показано на фиг.1, обогащенный раствор 26 абсорбента поступает через насос 30 (24-160 psi; 165-1103 кПа) в теплообменник 32 перед подачей в регенератор 34. В регенераторе 34, который также можно назвать «десорбер», обогащенный раствор 26 абсорбента регенерируется с образованием либо регенерированного раствора абсорбента и/или полурегенерированного раствора 36 абсорбента. В одном из вариантов осуществления изобретения, описанном ниже, регенерированный и/или полурегенерированный раствор абсорбента снова подают в абсорбер 20.
Как показано на фиг.1, обогащенный раствор 26 абсорбента может поступать в регенератор 34 через входное отверстие 38, которое расположено на средней линии В регенератора 34. Однако предусматривается, что обогащенный раствор 26 абсорбента может поступать в регенератор 34 в любой точке, если при этом облегчается регенерация обогащенного раствора абсорбента, то есть входное отверстие 38 может быть расположено в любом месте регенератора 34.
После поступления в регенератор обогащенный раствор абсорбента 26 взаимодействует (или вступает в контакт) со встречным потоком 40, образующимся в ребойлере 42, который имеет гидравлическое соединение с регенератором 34. В одном из вариантов осуществления изобретения давление в регенераторе 34 составляет от примерно двадцати четырех до ста шестидесяти (24-160) psi (165-1103 кПа); температура лежит в диапазоне от тридцати восьми градусов Цельсия до двухсот четырех градусов Цельсия (38-204°С или 100-400°F), более предпочтительно, в диапазоне от девяноста трех градусов Цельсия до ста девяноста трех градусов Цельсия (93-193°С или 200-380°F). Следует понимать, что термин «имеет гидравлическое соединение», используемый в настоящем документе, указывает, что данное устройство соединено или иным образом сообщается, например, либо напрямую (между этими двумя устройствами нет ничего), либо косвенно (между этими двумя устройствами имеется что-то еще), с другим устройством посредством труб, каналов, конвейеров, проводов и т.п.
В регенераторе 34 регенерация обогащенного раствора 26 абсорбента происходит под действием пара 40, в результате чего образуется регенерированный раствор абсорбента и/или полурегенерированный раствор 36 абсорбента, а также насыщенный кислотным компонентом поток 44. По меньшей мере, часть регенерированного раствора абсорбента и/или полурегенерированного раствора 36 абсорбента подают в абсорбер 20 для дальнейшей абсорбции и удаления кислотного компонента из технологического потока 22, как описано выше.
В одном из вариантов осуществления изобретения регенерированный раствор абсорбента и/или полурегенерированный раствор 36 абсорбента перед поступлением в абсорбер 20 проходит ряд процессов обработки. В одном из вариантов осуществления изобретения, как показано на фиг.1, регенерированный раствор абсорбента и/или полурегенерированный раствор 36 абсорбента проходит через теплообменник 32 и теплообменник 46 перед поступлением в абсорбер 20 через входное отверстие 48. При прохождении через теплообменник 46 регенерированный раствор абсорбента и/или полурегенерированный раствор 36 абсорбента охлаждается таким образом, что тепло передается жидкому теплоносителю, например жидкому теплоносителю 60. Как описано выше, жидкий теплоноситель 60 может быть подан в любую часть установки 10 с целью использования его тепла и, таким образом, повышения эффективности работы данной установки, например, путем сбережения и/или повторного использования производимой ею энергии.
Предусматривается, что регенерированный раствор абсорбента и/или полурегенерированный раствор 36 абсорбента перед поступлением в абсорбер 20 может проходить через другие устройства или механизмы, такие как, например, насосы, клапаны и т.п. На фиг.1 входное отверстие 48 показано как расположенное ниже входного отверстия 24 для технологического потока, однако предусматривается, что входное отверстие 48 может быть расположено в любой точке абсорбера 20.
Снова обратимся к насыщенному кислотным компонентом потоку 44; на фиг.1 показан насыщенный кислотным компонентом поток 44, выходящий из регенератора 34 и проходящий через компрессорную установку 50, изображенную, в целом, как 50. В одном из вариантов осуществления изобретения компрессорная установка 50 включает один или более конденсаторов 52 и устройство быстрого охлаждения 54, один или более компрессоров 56, а также смеситель 57. Конденсаторы 52 облегчают конденсацию паров воды, при этом высвобождается тепло (энергия), проявляющаяся в повышении температуры воды. Нагретую воду можно использовать в качестве источника тепла. В компрессорах 56 происходит сжатие диоксида углерода, при этом высвобождается тепло, проявляющееся в повышении температуры газа, который может быть использован в качестве источника тепла.
Компрессорная установка 50 облегчает конденсацию, охлаждение и сжатие насыщенного кислотным компонентом потока 44 с получением потока кислотного компонента 70, готового к дальнейшему использованию или хранению. В одном из вариантов осуществления изобретения температура в первом устройстве быстрого охлаждения 54 соответствует диапазону от тридцати восьми градусов Цельсия до шестидесяти шести градусов Цельсия (38-66°С или 100-150°F), а падение давления составляет 5-10 psi (34-69 кПа). Насыщенный кислотным компонентом поток 44 подают из первого устройства быстрого охлаждения 54 в первый компрессор 56, где его сжимают до 490 psi (3378 кПа) и затем охлаждают во втором устройстве быстрого охлаждения 54 до температуры между тридцатью восьмью градусами Цельсия и шестьюдесятью шестью градусами Цельсия (38-66°С или 100-150°F). Насыщенный кислотным компонентом поток 44 охлаждают в третьем устройстве быстрого охлаждения 54 до температуры между тридцатью восьмью градусами Цельсия и шестьюдесятью шестью градусами Цельсия (38-66°С или 100-150°F) при падении давления 5-10 psi (34-69 кПа).
Хотя на фиг.1 компрессорная установка 50 показана как включающая определенные устройства и механизмы, подразумевается, что данная компрессорная установка может иметь любую структуру, пригодную для использования в соответствии с назначением установки 10. Также подразумевается, что компрессорная установка 50 не входит в установку 10, вместо этого насыщенный кислотным компонентом поток 44, выходящий из регенератора 34, остается в установке 10 для дальнейшего использования.
В одном из вариантов осуществления изобретения, показанном на фиг.1, в конденсаторе 52 и устройстве быстрого охлаждения 54 происходит снятие тепла с насыщенного кислотным компонентом потока 44 с целью охлаждения этого потока до температуры в диапазоне, например, от тридцати восьми градусов Цельсия до восьмидесяти двух градусов Цельсия (38-82°С или 100-180°F), перед тем, как он поступит в компрессоры 56. Съем тепла в конденсаторе 52 и устройстве быстрого охлаждения 54 осуществляется жидким теплоносителем 60, циркулирующим через конденсатор и/или устройство быстрого охлаждения. В одном из вариантов осуществления изобретения жидкий теплоноситель 60 из конденсатора 52 и/или устройства быстрого охлаждения 54 может быть подан в ребойлер 42 с целью использования при регенерации обогащенного раствора 26 абсорбента.
В одном из вариантов осуществления изобретения ребойлер 42 может использовать тепло (энергию), переданное жидкому теплоносителю 60 в теплообменнике 32 установки 10, с целью выработки пара 40 для регенерации обогащенного раствора 26 абсорбента. Использование тепла, переданного жидкому теплоносителю 60, позволяет уменьшить энергопотребление или исключить использование энергии внешнего источника для работы ребойлера 42 и тем самым выработки пара 40. Благодаря уменьшению энергопотребления или исключению использования энергии внешнего источника для работы ребойлера 42 можно более эффективно использовать ресурсы, например рабочую силу, деньги, время, энергию, необходимые для эксплуатации установки 10, то есть сократить их потребление.
Как показано на фиг.1, в одном из вариантов осуществления изобретения, обедненный кислотным компонентом поток 28 выводят из абсорбера 20 и подают в теплообменник 58. Обедненный кислотным компонентом поток 28 поступает в теплообменник 58, так как последний имеет гидравлическое соединение с абсорбером 20. В одном из вариантов осуществления изобретения температура обедненного кислотным компонентом потока 28 составляет, например, от пятидесяти четырех градусов Цельсия до девяноста трех градусов Цельсия (54-93°С или 130-200°F). В другом варианте осуществления изобретения температура обедненного кислотным компонентом потока 28 соответствует диапазону от сорока девяти градусов Цельсия до семидесяти одного градусов Цельсия (49-71°С или 120-160°F). В еще одном варианте осуществления изобретения, температура обедненного кислотным компонентом потока 28 составляет примерно от пятидесяти четырех градусов Цельсия до семидесяти одного градуса Цельсия (54-71°С или 130-160°F). Тепло (энергия) обедненного кислотным компонентом потока 28 передается к жидкому теплоносителю 60 при прохождении обедненного кислотным компонентом потока 28 через теплообменник 58. В одном из вариантов осуществления изобретения жидкий теплоноситель 60 может представлять собой питательную воду котла или другую жидкость или химикат, пригодный для использования в теплообменнике. Например, в одном из вариантов осуществления изобретения жидкий теплоноситель 60 используют для регенерации обогащенного раствора 26 абсорбента путем подачи жидкого теплоносителя 60 в ребойлер 42.
В одном из вариантов осуществления изобретения теплообменник 58 имеет гидравлическое соединение с устройством 60а, облегчающим подачу жидкого теплоносителя 60 в ребойлер 42. Устройство 60а может представлять собой любое устройство, облегчающее подачу жидкого теплоносителя 60 в ребойлер 42, в том числе, помимо прочего, канал, трубопровод, конвейер и т.п. Работу устройства 60а можно регулировать посредством клапанов, измерительных преобразователей, логических устройств и т.п.
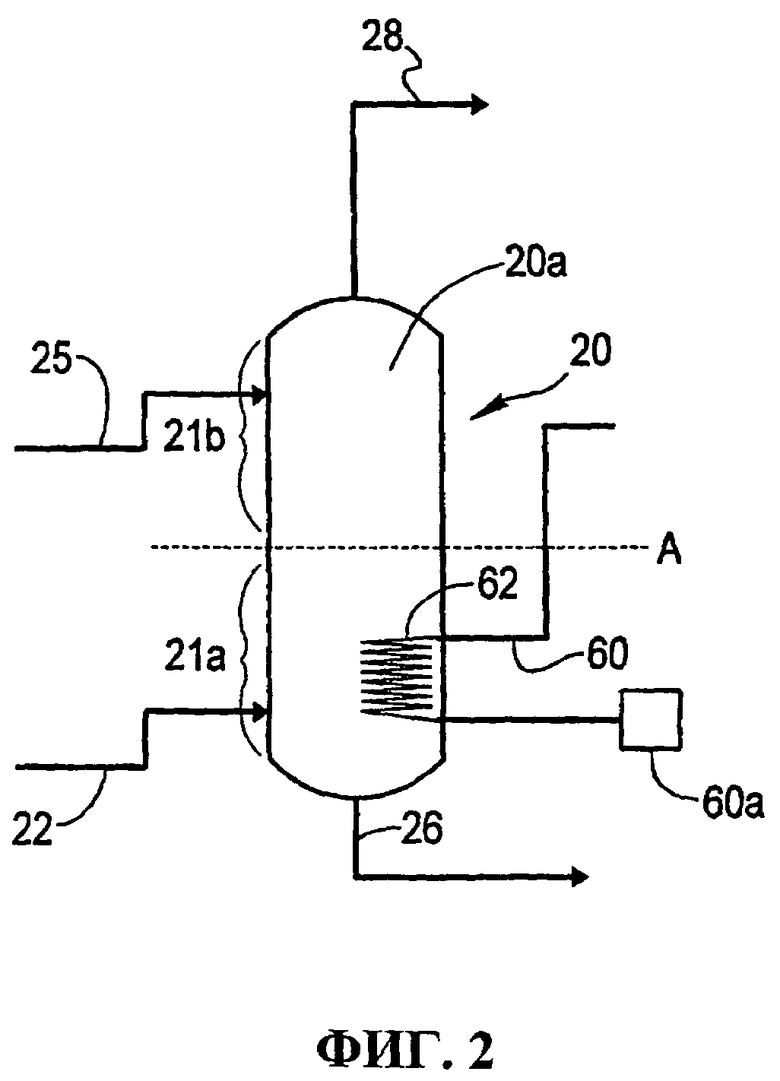
В одном из вариантов осуществления изобретения, показанном на фиг.2, теплообменник 62 расположен во внутренней части абсорбера 20. Например, теплообменник 62 расположен в некотором месте во внутренней части 20а абсорбера 20. В одном из вариантов осуществления изобретения теплообменник 62 расположен в месте, которое подобрано из следующей группы: нижняя секция 21а, верхняя секция 21b или их сочетание. Как показано на фиг.2, теплообменник 62 расположен в нижней секции 21а абсорбера 20 и принимает технологический поток 22 и жидкий теплоноситель 60, будучи расположенным во внутренней части 20а абсорбера 20.
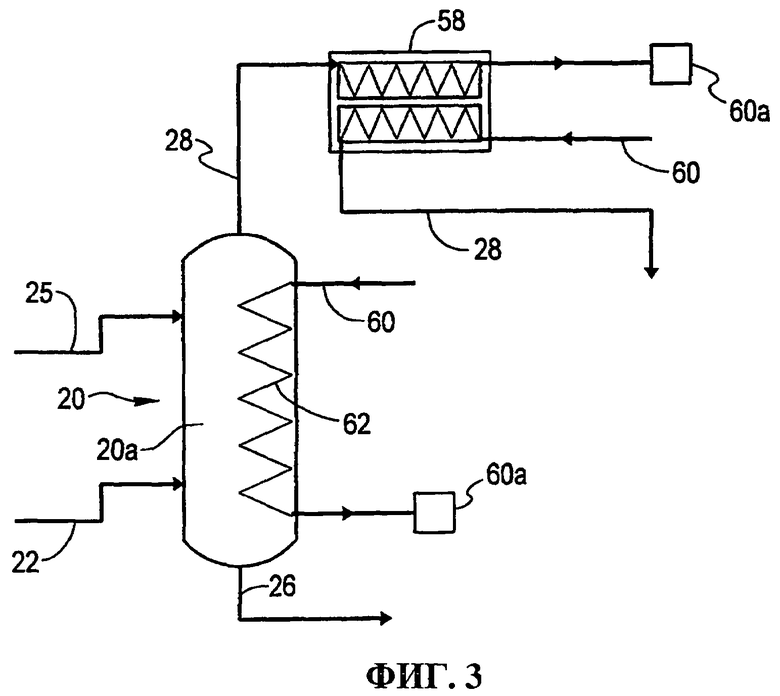
В другом варианте осуществления изобретения, показанном на фиг.2А, множество теплообменников 62 расположено во внутренней части 20а абсорбера 20. Как показано на фиг.2А, три из теплообменников 62 расположены внутри абсорбера 20, например первый расположен в нижней секции 21а абсорбера 20, второй расположен так, что часть этого теплообменника 62 находится в нижней секции 21а абсорбера 20 и, по меньшей мере, часть этого теплообменника 62 находится в верхней секции 21b абсорбера 20, а третий из теплообменников 62 расположен в верхней секции 21b абсорбера 20.
Хотя на фиг.2 и 2А показано, что один или три из теплообменников 62 расположены во внутренней части 20а абсорбера 20, предусматривается, что любое количество теплообменников 62 может располагаться в абсорбере.
Снова обратимся к фиг.2 и 2А, в одном из вариантов осуществления изобретения каждый из теплообменников 62 имеет гидравлическое соединение с устройством 60а с целью передачи тепла к жидкому теплоносителю 60, тем самым жидкий теплоноситель 60 используется при регенерации обогащенного раствора 26 абсорбента. Как описано выше, устройство 60а облегчает передачу жидкого теплоносителя 60 из теплообменников 62 в ребойлер 42.
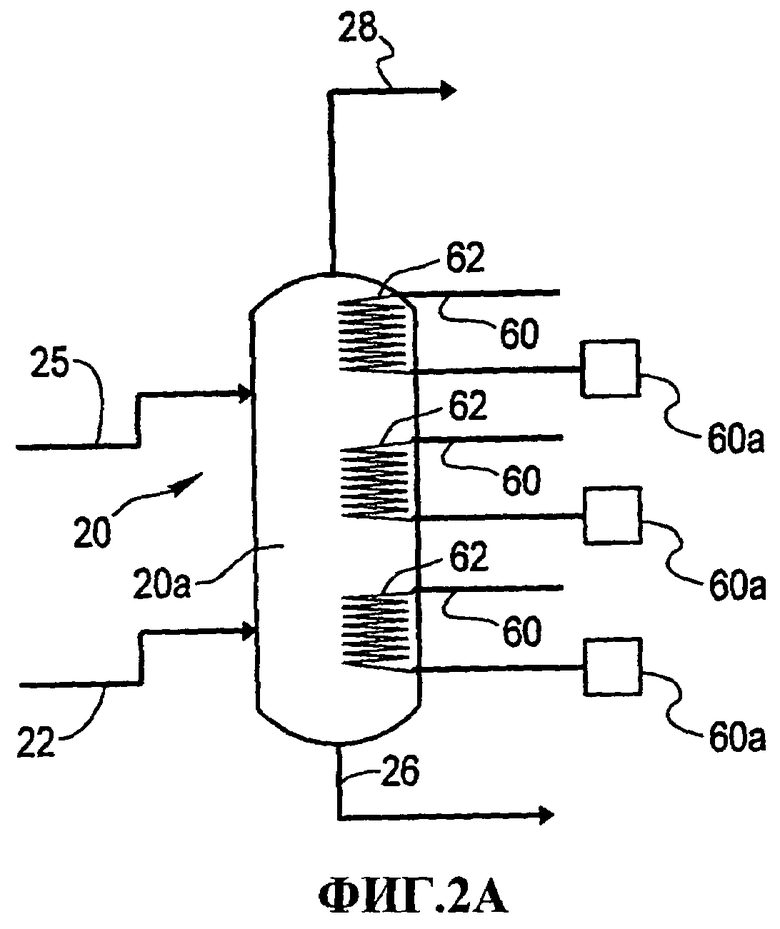
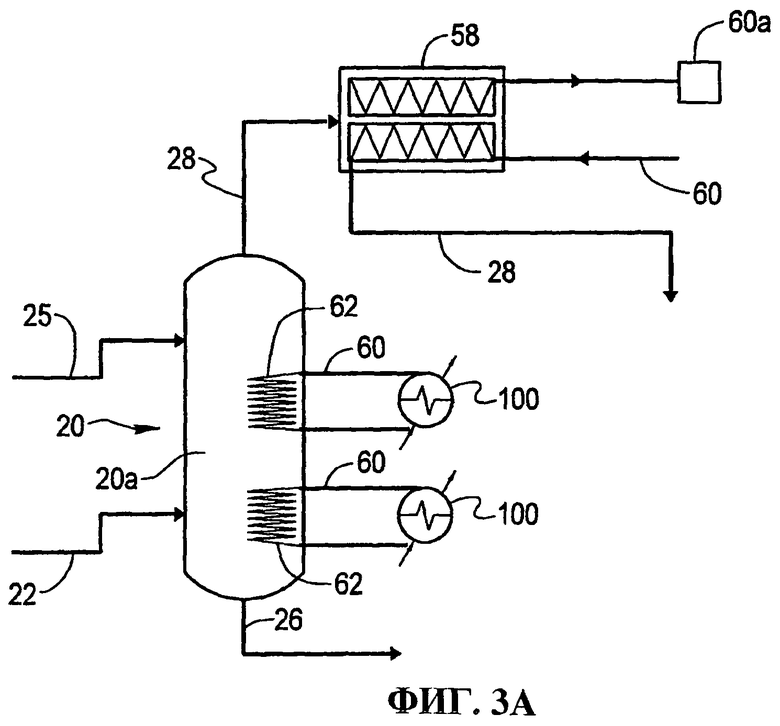
Теперь обратимся к фиг.3 и 3А, одном из вариантов осуществления изобретения, во внутренней части 20а абсорбера 20 может находиться один теплообменник 62 или более, а также, по меньшей мере, один теплообменник 58 находится вне абсорбера 20. Как показано на фиг.3, один из теплообменников 62 находится во внутренней части 20а абсорбера 20 и принимает технологический поток 22. В другом варианте осуществления изобретения, как показано на фиг.3А, во внутренней части 20а абсорбера 20 может находиться множество теплообменников 62. Как на фиг.3, так и 3А, например, абсорбер 20 имеет гидравлическое соединение с теплообменником 58, расположенным вне него. В теплообменник 58 поступает обедненный кислотным компонентом поток 28 из абсорбера 20 благодаря наличию гидравлического соединения с абсорбером 20 в точке, где обедненный кислотным компонентом поток выходит из абсорбера 20. Как показано на фиг.3А, регулирующий теплообменник 100 может быть соединен с каждым из теплообменников 62 в контур, по которому подается жидкий теплоноситель 60, тем самым обеспечивая регулирование температуры.
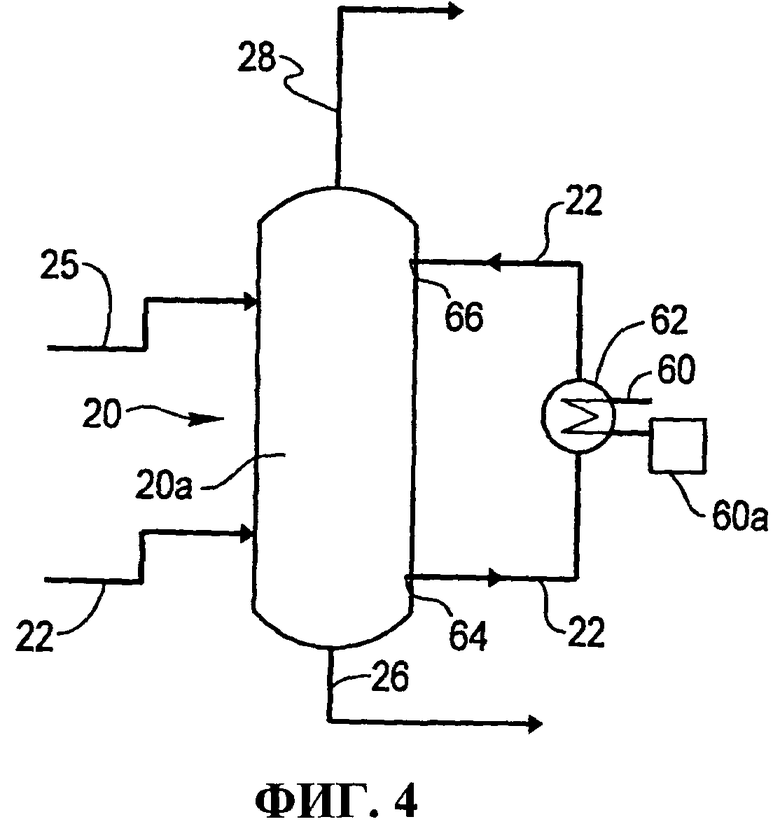
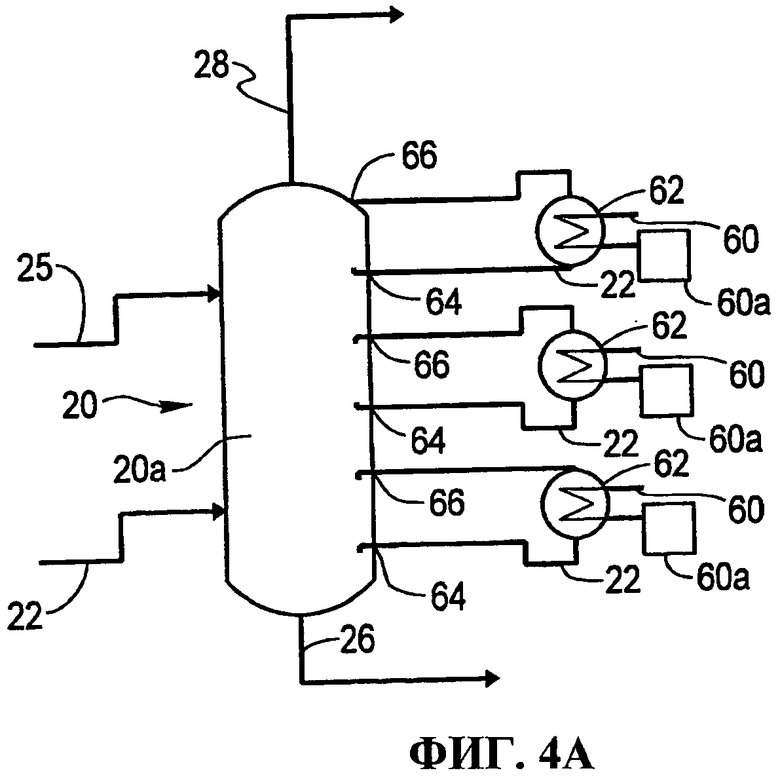
В другом варианте осуществления изобретения, показанном на фиг.4, абсорбер 20 включает теплообменник 62, расположенный вовне этого абсорбера. Абсорбер 20 имеет гидравлическое соединение с теплообменником 62, и в теплообменник 62 поступает технологический поток 22. Как показано на фиг.4, технологический поток 22 выходит из абсорбера 20 через выходное отверстие 64 и возвращается в абсорбер 20 через входное отверстие 66. На фиг.4А показано, что абсорбер 20 имеет гидравлическое соединение со множеством наружных теплообменников 62 (например, как показано, тремя теплообменниками 62). В абсорбере 20 имеется множество выходных отверстий 64 и множество входных отверстий 66, поэтому в каждый из наружных теплообменников 62 через одно из выходных отверстий 64 поступает часть технологического потока 22, которая затем возвращается в абсорбер через одно из соответствующих входных отверстий 66.
Хотя на фиг.4 и 4А показаны только один или три теплообменника 62, снаружи соединенных с абсорбером 20, предусматривается, что любое количество теплообменников может иметь гидравлическое соединение с абсорбером 20 извне.
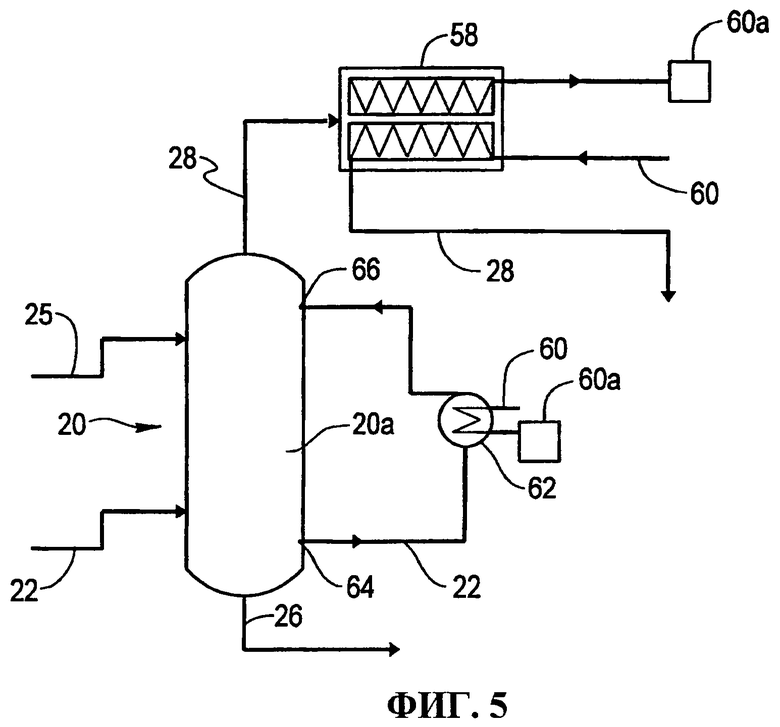
В еще одном варианте осуществления изобретения, показанном на фиг.5, абсорбер 20 может быть снабжен теплообменником 62, расположенным во внутренней части 20а абсорбера 20, и абсорбером 58, расположенным вовне абсорбера 20. Теплообменник 62 имеет гидравлическое соединение с абсорбером 20, в него из абсорбера 20 поступает технологический поток 22. Теплообменник 58 имеет гидравлическое соединение с абсорбером 20, в него из абсорбера 20 поступает обедненный кислотным компонентом поток 28. Хотя на фиг.5 показан только один теплообменник 62 и один теплообменник 58, имеющий гидравлическое соединение с абсорбером 20 извне, предусматривается, что может быть множество теплообменников 62, в которые из абсорбера 20 поступает часть технологического потока 22, и множество теплообменников 58, в которые из абсорбера 20 поступает часть обедненного кислотным компонентом потока 28.
Следует понимать, что количество энергии, необходимой или подводимой к ребойлеру 42 (фиг.1) для регенерации обогащенного раствора 26 абсорбента (также известное как «энергоемкость ребойлера») от источника за пределами установки 10, возмещается или уменьшается благодаря указанному выше переносу тепла в ребойлер 42 жидким теплоносителем 60. Как описано в настоящем документе, жидкий теплоноситель 60 может быть направлен в ребойлер 42 из одного или более из следующих теплообменников: теплообменника 23, теплообменника 46, теплообменника 58 или теплообменника 62.
В одном из вариантов осуществления изобретения тепло, передаваемое от обедненного кислотным компонентом потока 28 к жидкому теплоносителю 60 в теплообменнике 58, расположенном вне абсорбера 20, как показано на фиг.1, может обеспечивать, примерно, от десяти до пятидесяти процентов (10-50%) энергоемкости абсорбера. В одном из вариантов осуществления изобретения тепло, передаваемое жидкому теплоносителю 60 в единственном теплообменнике 62 во внутренней части 20а абсорбера 20, как показано на фиг.2, может обеспечивать примерно от десяти до тридцати процентов (10-30%) энергоемкости абсорбера по сравнению со случаем, когда более одного теплообменника 62 расположено внутри абсорбера 20, и каждый из этих теплообменников 62 обеспечивает, примерно, от одного до двадцати процентов (1-20%) энергоемкости абсорбера, конкретнее примерно от пяти до пятнадцати процентов (5-15%) энергоемкости абсорбера, при этом совокупная теплопередача, то есть от всех теплообменников 62 обеспечивает примерно от одного до пятидесяти процентов (1-50%) энергоемкости абсорбера.
Тепло, сообщаемое ребойлеру 42 в установке 10, которая включает, по меньшей мере, один из теплообменников 62, расположенных во внутренней части 20а абсорбера 20, и, по меньшей мере, один из теплообменников 58, принимающих обедненный кислотным компонентом поток 28 и имеющих гидравлическое соединение извне с абсорбером, как показано на фиг.3 и 3А, обеспечивает примерно от одного до пятидесяти процентов (1-50%) энергоемкости абсорбера, конкретнее обеспечивает примерно от пяти до сорока процентов (5-40%) энергоемкости абсорбера.
Тепло, сообщаемое ребойлеру 42 в установке 10, которая включает единственный теплообменник 62, принимающий технологический поток 22 и имеющий гидравлическое соединение извне с абсорбером 20, как показано на фиг.4, обеспечивает примерно от одного до пятидесяти процентов (1-50%) энергоемкости абсорбера, конкретнее обеспечивает примерно от одного до тридцати процентов (1-30%) энергоемкости абсорбера. Если более одного теплообменника 62 имеют гидравлическое соединение извне с абсорбером 20, как показано на фиг.4А, тепло, передаваемое от технологического потока 22 к жидкому теплоносителю 60 в каждом из теплообменников 62, обеспечивает примерно от одного до двадцати процентов (1-20%) энергоемкости абсорбера, конкретнее примерно от пяти до пятнадцати процентов (5-15%) энергоемкости абсорбера, при этом совокупная теплопередача, то есть от всех теплообменников 62, обеспечивает примерно от одного до пятидесяти процентов (1-50%) энергоемкости абсорбера.
Тепло, передаваемое в установке 10, которая включает, по меньшей мере, один теплообменник 62, принимающий технологический поток 22 и расположенный вне абсорбера 20, а также теплообменник 58, принимающий обедненный кислотным компонентом поток 28, как показано на фиг.5, обеспечивает примерно от одного до пятидесяти процентов (1-50%) энергоемкости абсорбера, конкретнее примерно от пяти до сорока процентов (5-40%) энергоемкости абсорбера.
Тепло, передаваемое от одного или более конденсатора 52 посредством жидкого теплоносителя 60 ребойлеру 42, может обеспечивать примерно от десяти до шестидесяти процентов (10-60%) энергоемкости абсорбера. В другом примере тепло, передаваемое от одного или более конденсатора 52, может обеспечивать примерно от десяти до пятидесяти процентов (10-50%) энергоемкости абсорбера.
Тепло, передаваемое от каждого из устройств быстрого испарения 54 посредством жидкого теплоносителя 60 ребойлеру 42, может обеспечивать примерно от одного до десяти процентов (1-10%) энергоемкости абсорбера. В другом примере тепло, передаваемое от каждого из устройств быстрого испарения 54, может обеспечивать примерно от одного до пяти процентов (1-5%) энергоемкости абсорбера. Тепло к ребойлеру 42 также может быть передано от конденсаторов 56.
Способ регенерации обогащенного раствора 26 абсорбента с использованием описанной выше установки 10 включает взаимодействие технологического потока 22, содержащего кислотный компонент, с раствором абсорбента, таким как указанный выше регенерированный и/или полурегенерированный раствор 36 абсорбента, подпиточный раствор 25 абсорбента или их сочетание. Взаимодействие технологического потока 22 с раствором абсорбента может происходить в абсорбере 20. Результатом взаимодействия технологического потока 22 с раствором абсорбента является удаление, по меньшей мере, части кислотного компонента из технологического потока. Кислотный компонент удаляется из технологического потока 22 вследствие абсорбции этого кислотного компонента из технологического потока с образованием тем самым обогащенного раствора 26 абсорбента и обедненного кислотным компонентом потока 28.
Технологический поток 22 и обедненный кислотным компонентом поток 28, как правило, имеют высокую температуру. Для съема тепла технологического потока 22 и/или обедненного кислотным компонентом потока 28 либо технологический поток, либо обедненный кислотным компонентом поток или оба этих потока подают, по меньшей мере, в один теплообменник, в результате чего тепло передается к жидкому теплоносителю 60.
Как более подробно описано выше, существует множество вариантов подачи технологического потока 22 и/или обедненного кислотным компонентом потока 28, по меньшей мере, в один теплообменник. Например, по меньшей мере, один из теплообменников 62 может быть расположен во внутренней части 20а абсорбера 20 и принимать, по меньшей мере, часть технологического потока 22 (см. фиг.2 и 2А). В другом примере, показанном на фиг.3 и 3А, по меньшей мере, один из теплообменников 62 принимает технологический поток 22 и располагается во внутренней части 20а абсорбера 20, тогда как, по меньшей мере, один из теплообменников 58 принимает обедненный кислотным компонентом поток 28 и располагается вне абсорбера 20. В еще одном примере, показанном на фиг.4 и 4А, по меньшей мере, один из теплообменников 62 принимает технологический поток 22 и располагается вне абсорбера 20. В еще одном примере, показанном на фиг.5, по меньшей мере, один из теплообменников 62 принимает технологический поток 22 и располагается вне абсорбера 20, и, по меньшей мере, один из теплообменников 58 принимает обедненный кислотным компонентом поток 28 и располагается вне абсорбера 20. Следует понимать, что настоящим описанием предусматриваются и охватываются другие способы подачи одного или обоих потоков - технологического потока 22 и обедненного кислотным компонентом потока 28 - по меньшей мере, в один теплообменник, соединенный с абсорбером изнутри или извне, хотя они и не показаны.
После того, как либо технологический поток 22, либо обедненный кислотным компонентом поток 28 подан в теплообменник, жидкий теплоноситель 60 вступает в контакт, прямой или косвенный, с этим технологическим потоком или обедненным кислотным компонентом потоком 28, при этом происходит передача тепла от технологического потока или обедненного кислотным компонентом потока к жидкому теплоносителю. Данный жидкий теплоноситель используют для регенерации обогащенного раствора 26 абсорбента путем подачи жидкого теплоносителя в ребойлер 42 и подвода к ребойлеру энергии с целью выработки пара 40, которым затем регенерируют обогащенный раствор 26 абсорбента.
Далее приведены не имеющие ограничительного характера примеры установки(установок) и способа(ов), описанных в настоящем документе. Если не указано иное, величины температур даны в градусах Цельсия (°С), а количества в молярных процентах (% мол.).
ПРИМЕРЫ
Пример 1
Один из примеров осуществления компоновки установки показан на фиг.1. Концентрация СО2 в обедненном кислотным компонентом потоке из абсорбера составляет от примерно одного до пятнадцати молярных процентов (1-15 мол.%), то есть около 85-99% диоксида углерода, присутствующего в технологическом потоке, удаляется. Температура обедненного кислотным компонентом потока составляет от сорока девяти градусов Цельсия до девяноста трех градусов Цельсия (49-93°С или 120-200°F). Обедненный кислотным компонентом поток содержит водяной пар и другие газы, не вступающие в реакцию с аминами. Обедненный кислотным компонентом поток охлаждают до температуры от сорока девяти градусов Цельсия до семидесяти одного градуса Цельсия (49-71°С или 120-160°F). Рабочее давление регенератора составляет примерно сто пятьдесят пять (155) psi (1069 кПа). Тепло снимают в теплообменниках 23, 46 и 58, компрессорах 56, конденсаторе 52 и устройствах быстрого охлаждения 54 и используют в ребойлере 42. Типичные величины получаемой энергии приведены в процентах от энергоемкости ребойлера в таблице 1, помещенной ниже.
Пример 2
Использована установка, включающая два теплообменника, расположенных вне абсорбера, в которые из абсорбера поступает технологический поток. Эта установка также включает теплообменник, расположенный вне абсорбера, в который из абсорбера поступает обедненный кислотным компонентом поток.
Концентрация диоксида углерода (СО2) в обедненном кислотным компонентом потоке, выходящем из абсорбера, составляет от одного до пятнадцати молярных процентов (1-15% мол.) относительно исходного технологического потока, подаваемого в абсорбер, то есть из этого технологического потока удаляется примерно от 85% до 99% диоксида углерода. Температура обедненного кислотным компонентом потока составляет от сорока девяти градусов Цельсия до девяноста трех градусов Цельсия (49-93°С или 120-200°F).
Технологический поток, присутствующий в нижней секции абсорбера, выводит из абсорбера в двух местах, называемых в данной области «теоретическая ступень-1 и ступень-2» или «равновесные ступени», для которых принимается, что пар в абсорбере находится в динамическом равновесии с жидкостью. Выводимый из абсорбера технологический поток подают в теплообменник, куда для охлаждения этого горячего технологического потока также подают жидкий теплоноситель.
Охлажденный технологический поток затем возвращают в абсорбер в том же месте, откуда он был отведен. Температура технологического потока, возвращаемого в абсорбер из теплообменника, соответствует диапазону от сорока девяти градусов Цельсия до пятидесяти четырех градусов Цельсия (49-54°С или 120-130°F).
Обедненный кислотным компонентом поток содержит водяной пар и другие газы, не вступающие в реакцию с аминами; в теплообменнике его охлаждают до температуры в диапазоне примерно от тридцати восьми градусов Цельсия до сорока девяти градусов Цельсия (38-49°С или 100-120°F).
Тепло снимают в указанных выше теплообменниках, а также других теплообменниках, используемых в данной установке, конденсаторах, компрессорах и устройствах быстрого охлаждения. Типичные величины получаемой энергии приведены в процентах от энергоемкости ребойлера в таблице 2, помещенной ниже.
Если не указано иное, все описываемые в настоящем документе диапазоны являются включающими и комбинируемыми в конечных точках и всех промежуточных точках внутри диапазона. Термины «первый», «второй» и т.п. в настоящем документе не означают какого-либо порядка, последовательности, количества или степени важности, напротив, используются только для отличия одного элемента от другого. Артикли «а» и «an» в английском тексте не указывают на ограничение количества, а означают только наличие, по меньшей мере, одной из упоминаемых позиций. Все числовые значения, модифицированные словом «около», включают точное значение величины, если не указано иное.
Хотя настоящее изобретение описано со ссылкой на различные примерные варианты его осуществления, специалистам в данной области понятно, что возможны различные изменения и замены его элементов эквивалентными, не выходящие за пределы объема настоящего изобретения. Кроме того, для приведения в соответствие с конкретной ситуацией или материалом может быть осуществлено множество модификаций положений настоящего изобретения, не отступающих от его определяющей сущности. Следовательно, предполагается, что настоящее изобретение не ограничивается конкретными вариантами его осуществления, описанными в качестве наилучшего предполагаемого способа реализации изобретения, напротив, изобретение включает все варианты его осуществления, охватываемые объемом прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА И СПОСОБ РЕГЕНЕРАЦИИ РАСТВОРА АБСОРБЕНТА | 2008 |
|
RU2483784C2 |
| СИСТЕМА И СПОСОБ РЕГЕНЕРАЦИИ РАСТВОРА АБСОРБЕНТА | 2008 |
|
RU2481881C2 |
| СИСТЕМА И СПОСОБ УДАЛЕНИЯ КИСЛОТНОГО КОМПОНЕНТА ИЗ ТЕХНОЛОГИЧЕСКОГО ПОТОКА | 2008 |
|
RU2483785C2 |
| Способ очистки газа от кислых компонентов | 1990 |
|
SU1725988A1 |
| СПОСОБ УЛАВЛИВАНИЯ ДИОКСИДА СЕРЫ ИЗ ГАЗОВОГО ПОТОКА | 2014 |
|
RU2674963C2 |
| СИСТЕМА ДЛЯ ИЗВЛЕЧЕНИЯ CO2 И СПОСОБ ИЗВЛЕЧЕНИЯ CO2 | 2017 |
|
RU2716772C1 |
| СИСТЕМА ОЧИСТКИ ТЕХНОЛОГИЧЕСКОГО ГАЗА | 2011 |
|
RU2540613C2 |
| УСТАНОВКА ДЛЯ РЕГЕНЕРАЦИИ АБСОРБИРУЮЩЕГО РАСТВОРА, УСТАНОВКА ДЛЯ ИЗВЛЕЧЕНИЯ CO И СПОСОБ МОДИФИКАЦИИ УСТАНОВКИ ДЛЯ РЕГЕНЕРАЦИИ АБСОРБИРУЮЩЕГО РАСТВОРА | 2020 |
|
RU2783771C1 |
| РЕГЕНЕРАТИВНОЕ ИЗВЛЕЧЕНИЕ ДИОКСИДА СЕРЫ ИЗ ГАЗООБРАЗНЫХ ВЫБРОСОВ | 2011 |
|
RU2583024C2 |
| ДЕСОРБЦИЯ СО БЕЗ СТРИППЕРА | 2011 |
|
RU2565693C2 |
Группа изобретений относится к установке и способу удаления кислотного компонента из технологического потока и может использоваться, например, для удаления оксида углерода из потоков отходов печей для сжигания угля. Установка для регенерации обогащенного раствора абсорбента включает: абсорбер, облегчающий взаимодействие между технологическим потоком и раствором абсорбента, где технологический поток содержит кислотный компонент. В результате взаимодействия технологического потока с раствором абсорбента образуется обедненный кислотным компонентом поток и обогащенный раствор абсорбента. Установка также включает, по меньшей мере, один теплообменник, в который подается, по меньшей мере, один из потоков - обедненный кислотным компонентом поток и технологический поток - с целью передачи тепла к жидкому теплоносителю. Тепло от жидкого теплоносителя из теплообменника подают в регенератор, в котором осуществляется регенерация обогащенного раствора абсорбента. Технический результат состоит в увеличении количества диоксида углерода, извлекаемого из технологического потока при уменьшении энергоемкости процесса. 2 н. и 18 з.п. ф-лы, 5 ил., 2 пр., 2 табл.
1. Способ регенерации обогащенного раствора амина, способ включает: взаимодействие технологического потока, содержащего кислотный компонент, с регенерированным раствором амина в абсорбере;
удаление, по меньшей мере, части кислотного компонента из технологического потока в результате абсорбции этого кислотного компонента регенерированным раствором амина в абсорбере и получение тем самым обогащенного раствора амина, обедненного кислотным компонентом потока и тепла;
подачу, по меньшей мере, одного из указанных потоков технологического потока - или обедненного кислотным компонентом потока, по меньшей мере, в один теплообменник и тем самым передачу тепла жидкому теплоносителю с получением нагретого жидкого теплоносителя; и
регенерацию обогащенного раствора амина путем нагревания этого обогащенного раствора амина в регенераторе с получением регенерированного раствора амина и насыщенного кислотным компонентом потока, где для регенерации используется тепло нагретого жидкого теплоносителя.
2. Способ по п.1, в котором обогащенный раствор амина нагревают паром, вырабатываемым в ребойлере, и тепло нагретого жидкого теплоносителя подводят к этому ребойлеру.
3. Способ по п.1, в котором указанный раствор амина содержит химический растворитель, выбранный из группы, в которую входят моноэтаноламин (МЕА), диэтаноламин (DEA), диизопропаноламин (DIPA), N-метилэтаноламин, триэтаноламин (TEA), N-метилдиэтаноламин (MDEA), пиперазин, N-метилпиперазин (MP), N-гидроксиэтилпиперазин (HEP), 2-амино-2-метил-1-пропанол (AMP), 2-(2-аминоэтокси)этанол, 2-(2-третбутиламинопропокси)этанол, 2-(2-третбутиламиноэтокси)этанол (ТВЕЕ), 2-(2-третамиламиноэтокси)этанол, 2-(2-изопропиламинопропокси)этанол или 2-(2-(1-метил-1-этилпропиламино)этокси)этанол.
4. Способ по п.1, в котором, по меньшей мере, один теплообменник расположен внутри абсорбера.
5. Способ по п.4, дополнительно включающий
регулирование количества передаваемого раствору теплоносителя тепла при помощи, по меньшей мере, одного теплообменника.
6. Способ по п.1, в котором, по меньшей мере, один теплообменник расположен вне указанного абсорбера.
7. Способ по п.6, в котором обедненный кислотным компонентом поток подают, по меньшей мере, в один теплообменник.
8. Способ по п.6, дополнительно включающий:
отведение из абсорбера части обогащенного раствора амина;
подачу отведенного обогащенного раствора амина, по меньшей мере, в один теплообменник с получением тем самым охлажденного обогащенного раствора амина; и
возврат охлажденного обогащенного раствора амина в абсорбер.
9. Способ по п.8, дополнительно включающий
регулирование количества передаваемого раствору теплоносителя тепла при помощи, по меньшей мере, одного теплообменника.
10. Способ по п.1, в котором, по меньшей мере, один теплообменник включает:
теплообменник, расположенный внутри абсорбера; и
теплообменник, расположенный вне абсорбера.
11. Способ по п.10, дополнительно включающий:
регулирование количества передаваемого раствору теплоносителя тепла при помощи, по меньшей мере, одного из:
теплообменника, расположенного внутри абсорбера, и теплообменника, расположенного вне абсорбера.
12. Способ по п.1, в котором технологический поток представляет собой поток отходящего газа, образующийся при сжигании ископаемого топлива.
13. Установка для регенерации обогащенного раствора амина, установка включает:
абсорбер, в котором имеется входное отверстие для технологического потока, входное отверстие для регенерированного раствора амина, выходное отверстие для обедненного кислотным компонентом потока и выходное отверстие для обогащенного раствора амина, абсорбер предназначен для взаимодействия технологического потока с регенерированным раствором амина с образованием обогащенного раствора амина, обедненного кислотным компонентом потока и тепла;
по меньшей мере, один теплообменник, предназначенный для нагревания жидкого теплоносителя с получением нагретого жидкого теплоносителя; и регенератор, в котором имеется входное отверстие для обогащенного раствора амина, выходное отверстие для регенерированного раствора амина и выходное отверстие для насыщенного кислотным компонентом потока, регенератор предназначен для нагревания обогащенного раствора амина с получением регенерированного раствора амина и насыщенного кислотным компонентом потока;
ребойлер, предназначенный для передачи тепла от жидкого теплоносителя к обогащенному раствору амина в регенераторе.
14. Установка по п.13, в которой указанный раствор абсорбента содержит химический растворитель, выбранный из группы, в которую входят моноэтаноламин (МЕА), диэтаноламин (DEA), диизопропаноламин (DIPA), N-метилэтаноламин, триэтаноламин (TEA), N-метилдиэтаноламин (MDEA), пиперазин, N-метилпиперазин (MP), N-гидроксиэтилпиперазин (HEP), 2-амино-2-метил-1-пропанол (AMP), 2-(2-аминоэтокси)этанол, 2-(2-третбутиламинопропокси)этанол, 2-(2-третбутиламиноэтокси)этанол (ТВЕЕ), 2-(2-третамиламиноэтокси)этанол, 2-(2-изопропиламинопропокси)этанол или 2-(2-(1-метил-1-этилпропиламино)этокси)этанол.
15. Установка по п.13, в которой, по меньшей мере, один теплообменник расположен внутри абсорбера.
16. Установка по п.13, в которой, по меньшей мере, один теплообменник расположен вне абсорбера.
17. Установка по п.16, в которой, по меньшей мере, один теплообменник предназначен для приема обедненного кислотным компонентом потока.
18. Установка по п.16, в которой абсорбер дополнительно включает второе выходное отверстие для обогащенного раствора, имеющее гидравлическое соединение, по меньшей мере, с одним теплообменником, и входное отверстие для обогащенного раствора, имеющее гидравлическое соединение, по меньшей мере, с одним теплообменником.
19. Установка по п.13, в которой, по меньшей мере, один теплообменник включает теплообменник, расположенный внутри абсорбера, и теплообменник, расположенный вне абсорбера.
20. Установка по п.13, в которой технологический поток представляет собой поток отходящего газа, образующийся при сжигании ископаемого топлива.
| ЕР 1695756 А1, 30.08.2006 | |||
| Высотная ветросиловая электроустановка | 1927 |
|
SU8970A1 |
| Способ регенерации тепла в многоступенчатом абсорбере | 1981 |
|
SU1255826A1 |
| СПОСОБ ОЧИСТКИ КОНВЕРТИРОВАННОГО ГАЗА ОТ ДВУОКИСИ УГЛЕРОДА | 0 |
|
SU245014A1 |
| Способ использования тепла слабого раствора | 1981 |
|
SU1255827A1 |
| US 5660049 A, 26.08.1997. | |||

