ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
Данная заявка заявляет соответствующие разделу 35 Свода законов США § 119(е) преимущества приоритета находящейся на рассмотрении одновременно с данной патентной заявкой предварительной патентной заявки Соединенных Штатов с регистрационным номером 61/013384, поданной 13 декабря 2007 года, которая во всей своей полноте посредством ссылки включается в настоящий документ.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
1. Область техники
Описанный объект изобретения относится к системе и способу абсорбирования из технологического потока кислотного компонента. Говоря более конкретно, описанный объект изобретения относится к системе и способу абсорбирования из технологического потока диоксида углерода.
2. Описание уровня техники
Технологические потоки, такие как потоки отходов от печей для сжигания угля, зачастую содержат различные компоненты, которые должны быть удалены из технологического потока перед его введением в окружающую среду. Например, потоки отходов зачастую содержат кислотные компоненты, такие как диоксид углерода (СО2) и сероводород (H2S), присутствие которых должно быть устранено или уменьшено перед выбросом потока отходов в окружающую среду.
Одним примером кислотного компонента, встречающегося во многих типах технологических потоков, является диоксид углерода. Диоксид углерода характеризуется большим числом вариантов использования. Например, диоксид углерода может быть использован для газирования напитков, для охлаждения, замораживания и упаковывания морепродуктов, мяса, птицы, хлебобулочных изделий, фруктов и овощей и для продления срока годности молочных продуктов при хранении. Другие варианты использования включают нижеследующие, но не ограничиваются только этими: очистка питьевой воды, использование в качестве пестицида и добавки в атмосферу оранжерей. Как недавно установили, диоксид углерода является ценным химическим веществом для способов повышения нефтеотдачи, где используют большое количество диоксида углерода очень большого давления.
Один способ получения диоксида углерода заключается в очистке технологического потока, такого как поток отходов, например поток дымовых газов, в котором диоксид углерода представляет собой побочный продукт органического или неорганического химического процесса. Обычно технологический поток, содержащий высокую концентрацию диоксида углерода, конденсируют и очищают на нескольких ступенях, а после этого дистиллируют для получения диоксида углерода, обладающего качествами продукта.
Желание увеличить количество диоксида углерода, удаленного из потока технологического газа, разжигается желанием увеличить количества диоксида углерода, подходящего для вышеупомянутых вариантов использования (известного под наименованием «диоксида углерода, обладающего качествами продукта»), а также желанием уменьшить количество диоксида углерода, высвобождаемого в окружающую среду при высвобождении в окружающую среду потока технологического газа. От технологических установок все более и более требуется уменьшать количество или концентрацию диоксида углерода, который присутствует в высвобождаемых технологических газах. В то же самое время от технологических установок все более и более требуется рационально использовать ресурсы, такие как время, энергия и деньги. Описанный объект изобретения может облегчить удовлетворение одного или нескольких из множества требований, предъявляемых к технологическим установкам с точки зрения увеличения количества диоксида углерода, извлекаемого в технологической установке, при одновременном уменьшении величины энергии, необходимой для удаления из технологического газа диоксида углерода.
КРАТКОЕ ИЗЛОЖЕНИЕ ИЗОБРЕТЕНИЯ
В соответствии с аспектами, проиллюстрированными в настоящем документе, предлагается система абсорбирования из технологического потока кислотного компонента, при этом упомянутая система включает: технологический поток, содержащий кислотный компонент; раствор абсорбента для абсорбирования из упомянутого технологического потока, по меньшей мере, части упомянутого кислотного компонента, где упомянутый раствор абсорбента содержит аминовое соединение или аммиак; абсорбер, имеющий внутреннюю часть, где упомянутый раствор абсорбента вступает в контакт с упомянутым технологическим потоком в упомянутой внутренней части упомянутого абсорбера; и катализатор абсорбирования из упомянутого технологического потока, по меньшей мере, части упомянутого кислотного компонента, где упомянутый катализатор присутствует, по меньшей мере, в одной из позиций: секция упомянутой внутренней части упомянутого абсорбера, упомянутый раствор абсорбента или их комбинация.
В соответствии с другими аспектами, проиллюстрированными в настоящем документе, предлагается система абсорбирования из технологического потока кислотного компонента, при этом упомянутая система включает систему регенерации, сконфигурированную для регенерации раствора обогащенного абсорбента в целях получения раствора обедненного абсорбента, и где система регенерации включает: регенератор, имеющий внутреннюю часть; впускное отверстие для подачи раствора обогащенного абсорбента в упомянутую внутреннюю часть; кипятильник, через текучую среду сочлененный с упомянутым регенератором, где упомянутый кипятильник обеспечивает подачу в упомянутый регенератор водяного пара для регенерации упомянутого раствора обогащенного абсорбента; и катализатор абсорбирования, по меньшей мере, части кислотного компонента, присутствующего в упомянутом растворе обогащенного абсорбента, где упомянутый катализатор присутствует, по меньшей мере, в одной из позиций: секция упомянутой внутренней части упомянутого регенератора, упомянутый раствор обогащенного абсорбента или их комбинация.
В соответствии с другими аспектами, проиллюстрированными в настоящем документе, предлагается способ абсорбирования из технологического потока диоксида углерода, при этом упомянутый способ включает: подачу технологического потока, содержащего диоксид углерода, в абсорбер, при этом упомянутый абсорбер имеет внутреннюю часть; подачу раствора абсорбента в упомянутый абсорбер, где упомянутый раствор абсорбента содержит аминовое соединение, аммиак или их комбинацию; подачу катализатора, по меньшей мере, в одну из позиций: секция упомянутой внутренней части упомянутого абсорбера, упомянутый раствор абсорбента или их комбинация; и введение упомянутого технологического потока в контакт с упомянутым раствором абсорбента и упомянутым катализатором, тем самым, абсорбирование из упомянутого технологического потока, по меньшей мере, части диоксида углерода и получение раствора обогащенного абсорбента.
Описанные ранее и другие признаки на примерах отражают следующие далее фигуры и подробное описание изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Обращаясь теперь к фигурам, которые представляют собой примеры вариантов реализации, и где подобные элементы пронумерованы подобным образом, можно сказать то, что:
Фигура 1 представляет собой схему, демонстрирующую пример одного варианта реализации системы абсорбирования и, тем самым, удаления из технологического потока кислотного компонента;
Фигура 2 представляет собой схему, демонстрирующую пример одного варианта реализации системы абсорбирования и, тем самым, удаления из технологического потока кислотного компонента;
Фигура 2А представляет собой схему, демонстрирующую пример одного варианта реализации системы абсорбирования и, тем самым, удаления из технологического потока кислотного компонента;
Фигура 3 представляет собой схему, демонстрирующую пример одного варианта реализации системы регенерации раствора обогащенного абсорбента; и
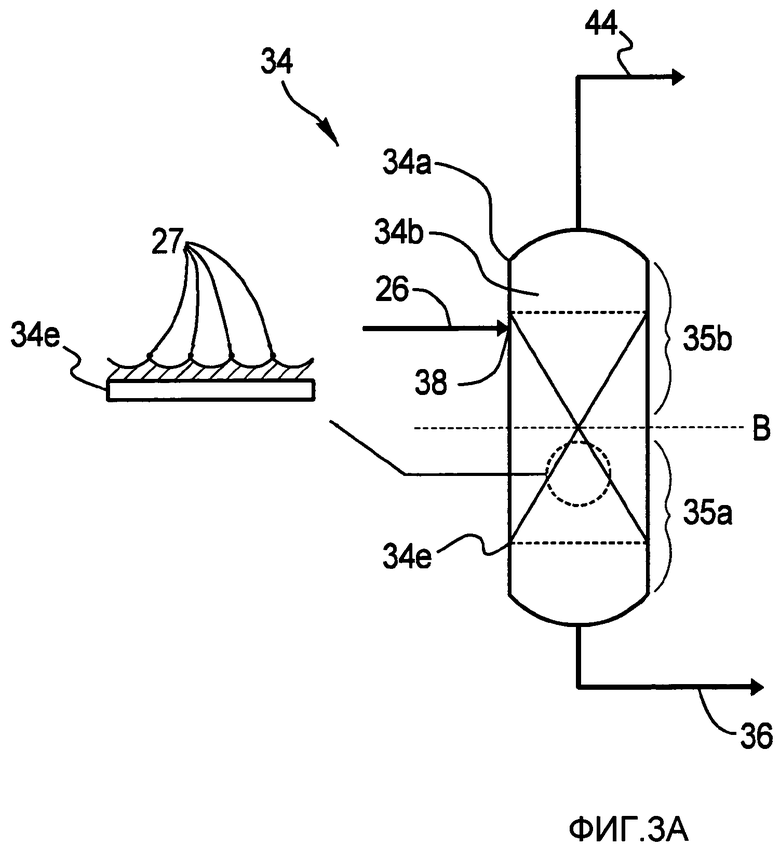
Фигура 3А представляет собой схему, демонстрирующую пример одного варианта реализации системы регенерации раствора обогащенного абсорбента.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ РЕАЛИЗАЦИИ
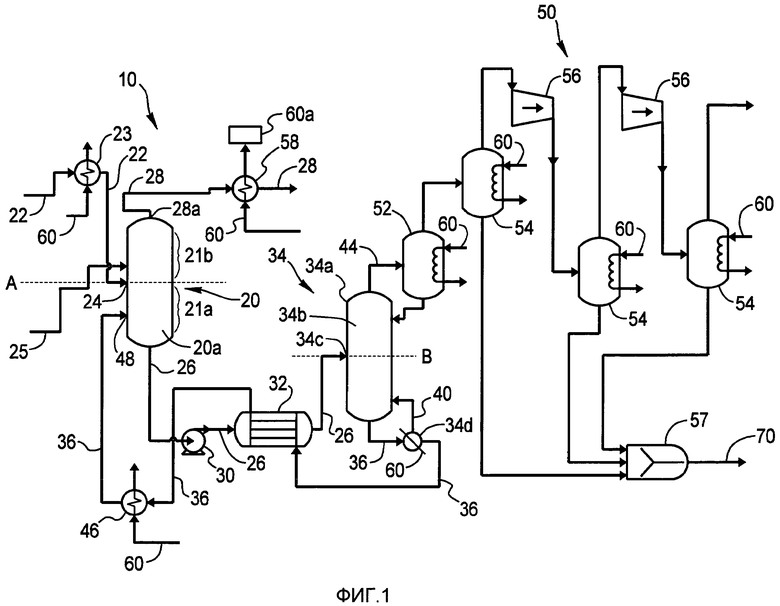
Фигура 1 иллюстрирует систему 10 регенерации раствора обогащенного абсорбента, полученного в результате абсорбирования из технологического потока кислотного компонента, что, тем самым, образует поток с пониженным уровнем содержания кислотного компонента и раствор обогащенного абсорбента.
Система 10 включает абсорбер 20, имеющий внутреннюю часть 20а, которая принимает технологический поток 22 и облегчает взаимодействие между технологическим потоком 22 и раствором абсорбента, размещенным в абсорбере 20. Как это продемонстрировано на фигуре 1, технологический поток 22 поступает в абсорбер 20 через впускное отверстие для технологического потока 24, расположенное, например, в серединной точке А абсорбера 20, и проходит через абсорбер 20. Однако предусматривается и возможность поступления технологического потока 22 в абсорбер в любой позиции, которая делает возможным абсорбирование из технологического потока 22 кислотного компонента, например, впускное отверстие для технологического потока 24 может быть расположено на абсорбере 20 в любой позиции. Серединная точка А разделяет абсорбер 20 на нижнюю секцию 21а и верхнюю секцию 21b.
Технологическим потоком 22 могут являться любые жидкостной поток или газовый поток, такие как потоки природного газа, потоки синтез-газа, потоки нефтезаводских газов или паров, дебит нефтяных пластов или потоки, возникающие в результате сжигания материалов, таких как уголь, природный газ или другие топлива. Одним примером технологического потока 22 является поток дымовых газов, возникающий на выходе из очага горения топлива, такого как ископаемое топливо. Примеры топлива включают нижеследующие, но не ограничиваются только этими: синтез-газ, газ нефтепереработки, природный газ, уголь и тому подобное. В зависимости от источника или типа технологического потока 22 кислотный компонент (компоненты) может иметь форму газа, жидкости или частиц.
Технологический поток 22 может содержать широкий ассортимент компонентов, включающих нижеследующие, но не ограничивающихся только этими: твердые частицы, кислород, водяной пар и кислотные компоненты. В одном варианте реализации технологический поток 22 содержит несколько кислотных компонентов, включающих нижеследующее, но не ограничивающихся только этим: диоксид углерода. К тому моменту, как технологический поток 22 поступит в абсорбер 20, технологический поток может быть подвергнут обработке для удаления твердых частиц, а также оксидов серы (SOx) и оксидов азота (NOx). Однако способы могут варьироваться при переходе от системы к системе, и поэтому такие обработки могут проходить и после прохождения технологического потока 22 через абсорбер 20 или могут не проходить вообще.
В одном варианте реализации, продемонстрированном на фигуре 1, технологический поток 22 проходит через теплообменник 23, который облегчает охлаждение технологического потока в результате передачи тепла от технологического потока 22 теплопередающей среде 60. Предусматривается возможность перевода теплопередающей среды 60 в другие секции системы 10, где тепло может быть использовано для улучшения эффективности системы (как это описывается далее).
В одном варианте реализации технологический поток 22 в теплообменнике 23 охлаждают от температуры в диапазоне, например, приблизительно от ста сорока девяти градусов Цельсия до двухсот четырех градусов Цельсия (149°С-204°C или 300-400°F) до температуры в диапазоне, например, от тридцати восьми градусов Цельсия до ста сорока девяти градусов Цельсия (38°С-149°C или 100-300°F). В еще одном варианте реализации технологический поток 22 охлаждают от температуры в диапазоне, например, от ста сорока девяти градусов Цельсия до двухсот четырех градусов Цельсия (149°С-204°С или 300-400°F) до температуры в диапазоне, например, от тридцати восьми градусов Цельсия до шестидесяти шести градусов Цельсия (38°С-66°С или 100-150°F). В одном варианте реализации после прохождения через теплообменник 23 концентрация кислотного компонента, присутствующего в технологическом потоке 22, находится в диапазоне приблизительно от одного до двадцати мольных процентов (1-20% (моль.)), а концентрация водяных паров, присутствующих в технологическом потоке, находится в диапазоне приблизительно от одного до пятидесяти мольных процентов (1-50%).
Абсорбер 20 использует диспергированный в нем раствор абсорбента, что облегчает абсорбирование и удаление из технологического потока 22 кислотного компонента. В одном примере раствор абсорбента содержит химический растворитель и воду, где химический растворитель содержит, например, растворитель на азотной основе, такой как аминовое соединение и, в частности, первичный, вторичный и третичный алканоламины; первичные и вторичные амины; пространственно затрудненные амины; и серьезно пространственно затрудненные вторичные аминоэфироспирты на основе простых эфиров. Примеры обычно использующихся химических растворителей включают нижеследующие, но не ограничиваются только этими: моноэтаноламин (МЭА), диэтаноламин (ДЭА), диизопропаноламин (ДИПА), N-метилэтаноламин, триэтаноламин (ТЭА), N-метилдиэтаноламин (МДЭА), пиперазин, N-метилпиперазин (МП), N-гидроксиэтилпиперазин (ГЭП), 2-амино-2-метил-1-пропанол (АМП), 2-(2-аминоэтокси)этанол (также называемый диэтиленгликольамином или ДЭГА), 2-(2-трет-бутиламинопропокси)этанол, 2-(2-трет-бутиламиноэтокси)этанол (ТБЭЭ), 2-(2-трет-амиламиноэтокси)этанол, 2-(2-изопропиламинопропокси)этанол, 2-(2-(1-метил-1-этилпропиламино)этокси)этанол и тому подобное. Вышеупомянутые соединения могут быть использованы индивидуально или в комбинации и в присутствии или в отсутствие сорастворителей, добавок, таких как антивспениватели, буферы, соли металлов и тому подобное, а также ингибиторы коррозии. Примеры ингибиторов коррозии включают нижеследующие, но не ограничиваются только этими: гетероциклические кольцевые системы, выбираемые из группы, состоящей из тиомофолинов, дитианов и тиоксанов, где каждый из углеродных элементов тиомофолинов, дитианов и тиоксанов независимо имеет заместителей, выбираемых из Н, С1-8 алкильной, С7-12 алкарильной, С6-10 арильной и/или С3-10 циклоалкильной групп; тиомочевино-амино-формальдегидный полимер и полимер, использующийся в комбинации с солью меди (II); анион, содержащий ванадий в валентном состоянии плюс 4 или 5; и другие известные ингибиторы коррозии.
В еще одном варианте реализации раствор абсорбента содержит аммиак. Например, раствор абсорбента может содержать аммиак, воду и соли на основе аммония/карбоната в диапазоне концентраций 0-50% (масс.) при расчете на совокупную массу раствора абсорбента, а концентрация аммония может варьироваться в диапазоне от 1 до 50% (масс.) при расчете на совокупную массу раствора абсорбента.
В одном варианте реализации раствор абсорбента, присутствующий в абсорбере 20, называют раствором «обедненного» абсорбента и/или раствором «полуобедненного» абсорбента 36. Растворы обедненного и полуобедненного абсорбента способны абсорбировать из технологического потока 22 кислотный компонент, например, растворы абсорбента не являются полностью насыщенными или достигшими полной абсорбционной емкости. Как это описывается в настоящем документе, раствор обедненного абсорбента характеризуется большей абсорбционной емкостью по кислотному компоненту в сопоставлении с раствором полуобедненного абсорбента. В одном варианте реализации, описанном далее, система 10 создает раствор обедненного и/или полуобедненного абсорбента 36. В одном варианте реализации для дополнения раствора обедненного и/или полуобедненного абсорбента, создаваемого системой, 36 в абсорбер 20 подают подпитывающий раствор абсорбента 25.
Абсорбирование из технологического потока 22 кислотного компонента протекает в результате взаимодействия (или контакта) раствора абсорбента с технологическим потоком 22. Необходимо понимать то, что взаимодействие между технологическим потоком 22 и раствором абсорбента в абсорбере 20 может протекать по любому способу. Например, в одном варианте реализации технологический поток 22 поступает в абсорбер 20 через впускное отверстие для технологического потока 24 и перемещается вверх по длине абсорбера 20, в то время как раствор абсорбента поступает в абсорбер 20 в позиции, расположенной выше той, в которой поступает технологический поток 22, и протекает в противоточном направлении по отношению к технологическому потоку 22.
Взаимодействие в абсорбере 20 между технологическим потоком 22 и раствором абсорбента приводит к получению раствора обогащенного абсорбента 26 из любого одного или обоих из двух растворов, выбираемых из подпитывающего раствора абсорбента 25 и раствора обедненного и/или полуобедненного абсорбента 36, и технологического потока 22. После взаимодействия технологический поток 22 содержит пониженное количество кислотного компонента, а раствор обогащенного абсорбента 26 насыщен кислотным компонентом, абсорбированным из технологического потока 22. В одном варианте реализации раствор обогащенного абсорбента 26 насыщен диоксидом углерода.
В одном варианте реализации система 10 также включает катализатор 27. Кислотный компонент, присутствующий в технологическом потоке 22, может быть абсорбирован катализатором 27. Примеры катализаторов включают нижеследующие, но не ограничиваются только этими: карбоангидраза и катализаторы на основе неорганических материалов, такие как катализаторы на цеолитной основе и катализаторы на основе переходных металлов (палладия, платины, рутения). Катализаторы на основе переходных металлов и катализаторы на цеолитной основе могут быть использованы в комбинации с карбоангидразой.
Катализатор 27 может быть использован в комбинации с одним или несколькими ферментами (не показано). Ферменты включают нижеследующие, но не ограничиваются только этими: альфа-, бета-, гамма-, дельта- и эпсилон-классы карбоангидразы, цитозольные карбоангидразы (например, СА1, СА2, СА3, СА7 и СА13) и митохондриальные карбоангидразы (например, СА5А и СА5В).
В одном варианте реализации катализатор 27 может присутствовать, по меньшей мере, в секции внутренней части 20а абсорбера 20, в растворе абсорбента, подаваемом в абсорбер 20, (например, растворе обедненного и/или полуобедненного абсорбента 36 и/или подпитывающем растворе абсорбента 25, подаваемым в абсорбер 20) или их комбинации.
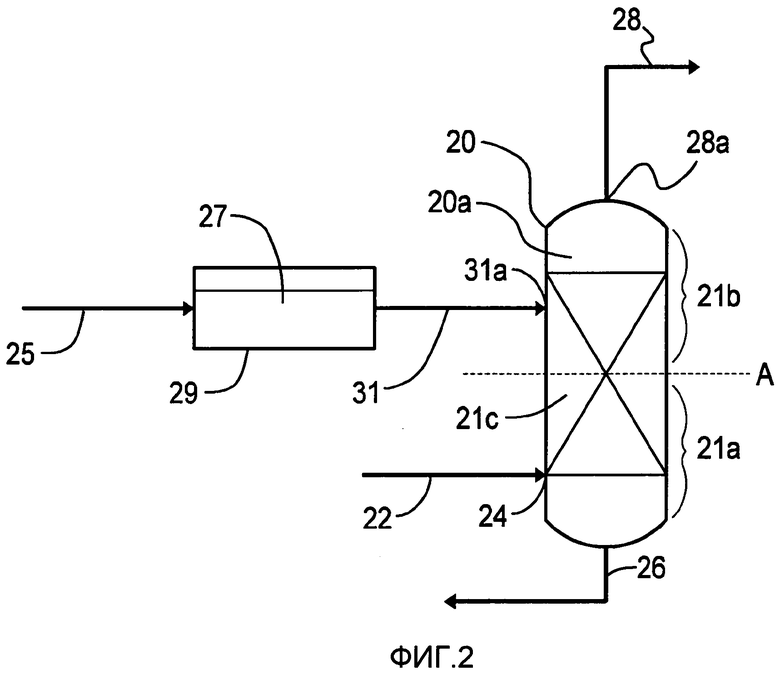
В одном примере катализатор 27 присутствует в растворе абсорбента, подаваемом в абсорбер 20. Как продемонстрировано на фигуре 2, катализатор 27 в раствор абсорбента (например, раствор амина) добавляют до абсорбирования СО2 в абсорбере 20. Например, на фигуре 2 катализатор 27 подают в подпитывающий раствор абсорбента 25 в результате перепускания подпитывающего раствора абсорбента 25 через катализаторную емкость 29. Однако предусматривается и возможность подачи в катализаторную емкость 29 раствора обедненного и/или полуобедненного абсорбента 36. Также предусматривается и подача в катализаторную емкость 29 как подпитывающего раствора абсорбента 25, так и раствора обедненного и/или полуобедненного абсорбента 36 до их введения во внутреннюю часть 20а абсорбера 20.
Необходимо понимать то, что катализаторная емкость 29 может представлять собой любую емкость, которая принимает раствор абсорбента, а также катализатор и упрощает введение в раствор абсорбента катализатора. Введение катализатора 27 либо в подпитывающий раствор абсорбента 25, либо в раствор обедненного и/или полуобедненного абсорбента 36 может протекать по любому способу, включающему, например, использование воздухораспределителя, шнековых транспортеров или других вращающихся устройств и тому подобного.
Все еще обращаясь к фигуре 2, можно сказать то, что раствор абсорбента, содержащий катализатор, 31 получают после введения катализатора 27 в подпитывающий раствор абсорбента 25. В одном варианте реализации катализатор 27 в подпитывающем растворе абсорбента 25 присутствует с концентрацией в диапазоне, например, приблизительно от половины до пятидесяти миллиграммов на один литр (от 0,5 до 50 мг/л). В еще одном варианте реализации катализатор 27 в подпитывающем растворе абсорбента 25 присутствует с концентрацией в диапазоне, например, приблизительно от двух до пятнадцати миллиграммов на один литр (от 2 до 15 мг/л) при количественном соотношении между жидкостью и газом (Ж/Г) в диапазоне, например, приблизительно от одной десятой до пяти фунтов (килограммов) на один фунт (килограмм) (от 0,1 до 5 фунт/фунт (кг/кг)).
В одном варианте реализации раствор абсорбента, содержащий катализатор, 31 подают во внутреннюю часть 20а абсорбера 20 через впускное отверстие 31а. Несмотря на иллюстрирование фигурой 2 впускного отверстия 31а в верхней секции 21b абсорбера 20 и выше впускного отверстия для технологического потока 24 предусматривается и возможность расположения впускного отверстия 31а в любой позиции абсорбера 20. После подачи раствора абсорбента, содержащего катализатор, 31 во внутреннюю часть 20а абсорбера 20 он взаимодействует с технологическим потоком 22, где кислотный компонент, присутствующий в технологическом потоке 22, абсорбируется катализатором 27, а также соединениями на аминовой основе или аммиаком, присутствующими в растворе абсорбента, содержащем катализатор, 31. После взаимодействия между технологическим потоком 22 и раствором абсорбента, содержащим катализатор, 31 получают раствор обогащенного абсорбента, который покидает абсорбер 20 в качестве раствора обогащенного абсорбента 26, содержащего катализатор.
Все еще обращаясь к фигуре 2, можно сказать то, что в еще одном варианте реализации раствор абсорбента, содержащий катализатор, 31 подают во внутреннюю часть 20а абсорбера 20 через впускное отверстие 31а. После введения раствора абсорбента, содержащего катализатор, 31 во внутреннюю часть 20а катализатор 27 иммобилизуется на насадочной колонне 21с, расположенной во внутренней части 20а абсорбера 20. Катализатор иммобилизуется на насадочной колонне 21с благодаря присутствию в насадочной колонне субстрата (не показано). Субстрат может представлять собой либо органическое, либо неорганическое химическое вещество и может быть внесен в насадочную колонну 21с по любому известному способу. В результате прохождения реакции с субстратом катализатор 27 становится иммобилизованным на насадочной колонне 21с.
В одном варианте реализации насадочная колонна 21с представляет собой слой или последовательность слоев, образованных, например, из небольших твердых форм (могут быть использованы любые и все типы форм) неупорядоченной или структурированной насадки, через которые жидкость и пар протекают по противоточным траекториям. В еще одном варианте реализации раствор абсорбента, содержащий катализатор, 31 также содержит ферменты, которые также могут быть иммобилизованы на насадочной колонне 21с. Необходимо отметить то, что, по меньшей мере, часть катализатора 27 может перемещаться совместно с раствором обогащенного абсорбента 26.
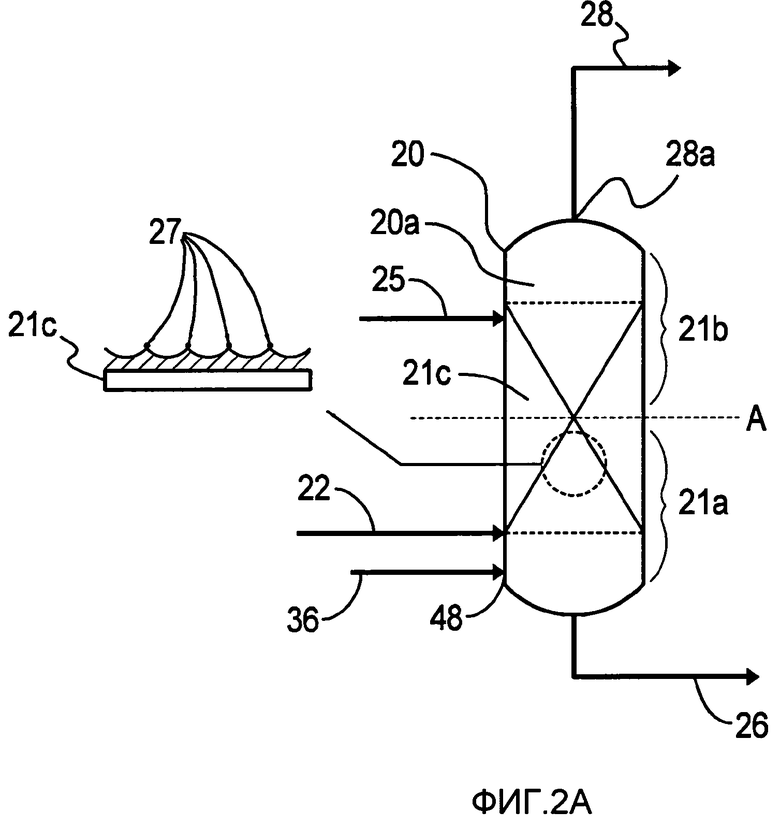
В еще одном варианте реализации, продемонстрированном на фигуре 2А, катализатор 27 присутствует в секции внутренней части 20а абсорбера 20. Говоря конкретно, катализатор 27 иммобилизуется (как это описывалось ранее), по меньшей мере, в секции насадочной колонны 21с, присутствующей во внутренней части 20а абсорбера 20. В одном варианте реализации плотность катализатора 27 в насадочной колонне 21с находится в диапазоне, например, приблизительно от половины до двадцати пикомолей на один квадратный сантиметр (от 0,5 до 20 пмоль/см2). В еще одном варианте реализации плотность катализатора 27 в насадочной колонне 21с находится в диапазоне, например, приблизительно от половины до десяти пикомолей на один квадратный сантиметр (от 0,5 до 10 пмоль/см2). Катализатор 27 совместно с аминовым соединением и/или аммиаком, присутствующими в растворе абсорбента, абсорбирует и, тем самым, удаляет из технологического потока 22 кислотный компонент, приводя к получению раствора обогащенного абсорбента 26. В данном варианте реализации катализатор 27 не перемещается совместно с обогащенным абсорбентом 27 в другие позиции системы 10.
Как продемонстрировано на фигурах 1-2А, вне зависимости от использования или неиспользования катализатора 27 для абсорбирования из технологического потока 22 части кислотного компонента раствор обогащенного абсорбента 26 спадает в нижнюю секцию 21а абсорбера 20, где его удаляют для дальнейшей переработки, в то время, как технологический поток 22, теперь содержащий пониженное количество кислотного компонента, перемещается через абсорбер 20 и высвобождается в виде потока с пониженным уровнем содержания кислотного компонента 28 из верхней секции 21b через выпускное отверстие 28а. В одном варианте реализации поток компонента с пониженным уровнем содержания кислотного компонента 28 может иметь температуру в диапазоне, например, приблизительно от сорока девяти градусов Цельсия до девяноста трех градусов Цельсия (49°С-93°С или 120°F-200°F). В одном варианте реализации концентрация кислотного компонента, присутствующего в потоке компонента с пониженным уровнем содержания кислотного компонента 28, находится в диапазоне, например, приблизительно от нуля до пятнадцати мольных процентов (0-15%). В одном варианте реализации концентрация диоксида углерода, присутствующего в потоке компонента с пониженным уровнем содержания кислотного компонента 28, находится в диапазоне, например, приблизительно от нуля до пятнадцати мольных процентов (0-15%).
Обращаясь снова к фигуре 1, можно сказать то, что перед достижением системы регенерации, в общем случае продемонстрированной в позиции 34, раствор обогащенного абсорбента 26 проходит через насос 30 при давлении в диапазоне приблизительно от двадцати четырех до ста шестидесяти фунтов на один квадратный дюйм (24-160 фунт/дюйм2) (от ста шестидесяти пяти до тысячи ста килопаскалей (165-1100 кПа)) в теплообменник 32. Система регенерации 34 включает нижеследующее, но не ограничивается только этим: регенератор 34а, имеющий внутреннюю часть 34b, впускное отверстие 34с и кипятильник 34d, через текучую среду сочлененный с регенератором 34а. Необходимо понимать то, что термин «сочлененный через текучую среду» в соответствии с использованием в настоящем документе указывает на сообщение или другое соединение устройства с другим устройством, например, либо прямое (между двумя устройствами ничего нет), либо косвенное (между двумя устройствами что-то имеется) при использовании, например, труб, каналов, транспортеров, проводки и тому подобного.
Регенератор 34а, который также может быть назван «десорбером», регенерирует раствор обогащенного абсорбента 26 для получения одного раствора, выбираемого из раствора обедненного абсорбента и/или раствора полуобедненного абсорбента, 36. В одном варианте реализации, описанном далее, раствор обедненного и/или полуобедненного абсорбента 36, регенерированный в регенераторе 34а, подают в абсорбер 20.
Все еще обращаясь к фигуре 1, можно сказать то, что раствор обогащенного абсорбента 26 может поступать в регенератор 34 через впускное отверстие 34с, которое располагается в серединной точке В регенератора 34а. Однако предусматривается и возможность поступления раствора обогащенного абсорбента 26 в регенератор 34а в любой позиции, которая бы облегчила регенерацию раствора обогащенного абсорбента 26, например, впускное отверстие 34с может быть расположено в любой позиции регенератора 34а.
После поступления в регенератор 34а раствор обогащенного абсорбента 26 взаимодействует (или вступает в контакт) с противоточным потоком водяного пара 40, который получают при использовании кипятильника 34d. В одном варианте реализации давление в регенераторе 34а находится в диапазоне, например, приблизительно от двадцати четырех до ста шестидесяти фунтов на один квадратный дюйм (от 24 до 160 фунт/дюйм2) (от ста шестидесяти пяти до тысячи ста килопаскалей (от 165 до 1100 кПа)), и он функционирует в температурном диапазоне, например, приблизительно от тридцати восьми градусов Цельсия до двухсот четырех градусов Цельсия (38°С-204°С или 100°F-400°F), говоря более конкретно, в температурном диапазоне, например, приблизительно от девяноста трех градусов Цельсия до ста девяноста трех градусов Цельсия (93°С-193°С или 200°F-380°F).
В регенераторе 34а водяной пар 40 регенерирует раствор обогащенного абсорбента 26, тем самым, образуя раствор обедненного абсорбента и/или раствор полуобедненного абсорбента 36, а также поток, обогащенный кислотным компонентом, 44. По меньшей мере, часть раствора обедненного абсорбента и/или раствора полуобедненного абсорбента 36 переводят в абсорбер 20 для дополнительных абсорбирования и удаления из технологического потока 22 кислотного компонента, как это описывалось ранее.
В одном варианте реализации система регенерации 34 также включает катализатор 27. В дополнение к регенерации раствора обогащенного абсорбента 26 под действием водяного пара 40 раствор обогащенного может быть регенерирован в результате абсорбирования, по меньшей мере, части кислотного компонента катализатором 27. Как отмечалось ранее, катализатор 27 может быть использован в комбинации с одним или несколькими ферментами, описанными ранее, (не показано).
Катализатор 27 может присутствовать, по меньшей мере, в секции внутренней части 34b регенератора 34а, в растворе обогащенного абсорбента 26 или их комбинации. В одном варианте реализации катализатор 27 присутствует в растворе обогащенного абсорбента 26, подаваемом в регенератор 34а. Присутствие катализатора 27 в растворе обогащенного абсорбента 26 может быть обусловлено присутствием катализатора в абсорбере 20 или растворе абсорбента, использующемся в абсорбере 20, как это обсуждалось ранее. В одном варианте реализации катализатор 27 в растворе обогащенного абсорбента 26 присутствует с концентрацией в диапазоне, например, приблизительно от половины до пятидесяти миллиграммов на один литр (от 0,5 до 50 мг/л). В еще одном варианте реализации катализатор 27 в растворе обогащенного абсорбента 26 присутствует с концентрацией в диапазоне, например, приблизительно от двух до пятнадцати миллиграммов на один литр (от 2 до 15 мг/л) при количественном соотношении между жидкостью и газом (Ж/Г) в диапазоне, например, приблизительно от одной десятой до пяти фунтов (килограммов) на один фунт (килограмм) (от 0,1 до 5 фунт/фунт (кг/кг)).
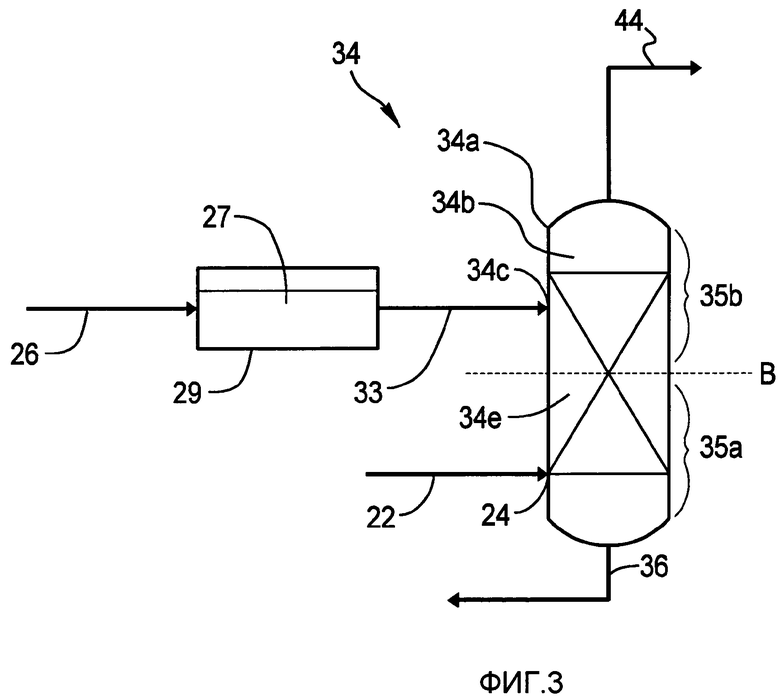
В еще одном варианте реализации, продемонстрированном на фигуре 3, катализатор 27 в раствор обогащенного абсорбента 26 подают в результате перепускания раствора обогащенного абсорбента 26 через катализаторную емкость 29, получая раствор обогащенного абсорбента, содержащий катализатор, 33. В одном варианте реализации катализатор 27 в растворе обогащенного абсорбента, содержащем катализатор, 33 присутствует с концентрацией в диапазоне, например, приблизительно от половины до пятидесяти миллиграммов на один литр (от 0,5 до 50 миллиграммов на один литр, мг/л). В еще одном варианте реализации катализатор 27 в растворе обогащенного абсорбента, содержащем катализатор, 33 присутствует с концентрацией в диапазоне, например, приблизительно от двух до пятнадцати миллиграммов на один литр (от 2 до 15 мг/л) при количественном соотношении между жидкостью и газом (Ж/Г) в диапазоне, например, приблизительно от одной десятой до пяти фунтов (килограммов) на один фунт (килограмм) (от 0,1 до 5 фунт/фунт (кг/кг)).
В одном варианте реализации раствор обогащенного абсорбента, содержащий катализатор, 33 подают во внутреннюю часть 34b регенератора 34а через впускное отверстие 34с. Несмотря на иллюстрирование фигурой 3 впускного отверстия 34с в верхней секции 35b регенератора 34а предусматривается и возможность расположения впускного отверстия 34с в любой позиции регенератора 34а. После подачи раствора обогащенного абсорбента, содержащего катализатор, 33 во внутреннюю часть 34b регенератора 34а он взаимодействует с водяным паром 40, обеспечивая регенерацию и получение раствора обедненного или полуобедненного абсорбента 36. Взаимодействие между катализатором 27, раствором обогащенного абсорбента, содержащим катализатор, в котором присутствует кислотный компонент, 33 и водяным паром 40 в результате приводит к абсорбированию кислотного компонента. После взаимодействия между кислотным компонентом и катализатором 27 и водяным паром 40 получают раствор обедненного или полуобедненного абсорбента 36.
В еще одном варианте реализации, продемонстрированном на фигуре 3А, катализатор 27 присутствует в секции внутренней части 34b регенератора 34а. Говоря конкретно, катализатор 27 иммобилизуют, по меньшей мере, в секции насадочной колонны 34е, присутствующей во внутренней части 34b регенератора 34. В одном варианте реализации плотность катализатора 27 в насадочной колонне 34е находится в диапазоне, например, приблизительно от половины до двадцати пикомолей на один квадратный сантиметр (от 0,5 до 20 пмоль/см2). В еще одном варианте реализации плотность катализатора 27 в насадочной колонне 34е находится в диапазоне, например, приблизительно от половины до десяти пикомолей на один квадратный сантиметр (от 0,5 до 10 пмоль/см2). Катализатор 27 абсорбирует и, тем самым, удаляет из раствора обогащенного абсорбента 26, подаваемого в регенератор 34а, кислотный компонент, приводя к получению раствора обедненного и/или полуобедненного абсорбента 36. Также предусматривается и возможность присутствия катализатора 27 как в растворе обогащенного абсорбента 26, так и в секции внутренней части 34b регенератора 34а (не показано).
Предусматривается включение в систему 10 катализатора 27 в виде как первого катализатора, использующегося в абсорбере 20, так и второго катализатора, использующегося в регенераторе 34а. Кроме того, предусматривается использование в системе 10 катализатора 27, использующегося в абсорбере 20, в отсутствие катализатора, использующегося в регенераторе 34а. В дополнение к этому, система 10 может использовать катализатор 27 исключительно в регенераторе 34а.
Обращаясь снова к фигуре 1, можно сказать то, что вне зависимости от использования или неиспользования катализатора 27 в регенерирующей системе 34 в одном варианте реализации перед поступлением в абсорбер 20 раствор обедненного абсорбента и/или раствор полуобедненного абсорбента 36 проходит через последовательность операций обработки. В одном варианте реализации, продемонстрированном на фигуре 1, раствор обедненного абсорбента и/или раствор полуобедненного абсорбента 36 перед их поступлением в абсорбер 20 через впускное отверстие 48 перепускают через теплообменник 32 и теплообменник 46. В результате перепускания раствора обедненного абсорбента и/или раствора полуобедненного абсорбента 36, например, через теплообменник 46 их охлаждают таким образом, чтобы тепло передавалось бы теплопередающей жидкости, например теплопередающей жидкости 60. Как это описывалось ранее, теплопередающая жидкость 60 может быть переведена в другие позиции в системе 10 для использования в них тепла и, таким образом, улучшения эффективности системы 10, например, в результате рационального и/или повторного использования в них выработанной энергии.
Предусматривается возможность перепускания раствора обедненного абсорбента и/или раствора полуобедненного абсорбента 36 перед их поступлением в абсорбер 20 через другие устройства или механизмы, такие как, например, насосы, клапаны и тому подобное. Фигура 1 иллюстрирует впускное отверстие 48 в позиции, расположенной ниже впускного отверстия для технологического потока 24, однако предусматривается и возможность расположения впускного отверстия 48 в любой позиции абсорбера 20.
Обращаясь снова к потоку, обогащенному кислотным компонентом, 44, можно сказать то, что фигура 1 иллюстрирует поток, обогащенный кислотным компонентом, 44, покидающий регенератор 34а и проходящий через систему компримирования, в общем случае продемонстрированную в позиции 50. В одном варианте реализации система компримирования 50 включает один или несколько конденсаторов 52 и холодильники сверхбыстрого охлаждения 54, один или несколько компрессоров 56, а также смеситель 57. Система компримирования 50 облегчает конденсацию, охлаждение и компримирование потока, обогащенного кислотным компонентом, 44, обеспечивая получение потока кислотного компонента 70 для использования или хранения его в будущем. В одном варианте реализации температура в первом холодильнике сверхбыстрого охлаждения 54 находится в диапазоне, например, приблизительно от тридцати восьми градусов Цельсия до шестидесяти шести градусов Цельсия (38°С-66°С или 100°F-150°F), а падение давления находится в диапазоне, например, приблизительно от пяти до десяти фунтов на один квадратный дюйм (от 5 до 10 фунт/дюйм2) (от тридцати пяти до шестидесяти девяти килопаскалей (от 35 до 69 кПа)). Поток, обогащенный кислотным компонентом, 44 переводят из первого холодильника сверхбыстрого охлаждения 54 в первый компрессор 56, где его компримируют, например, до четырехсот девяноста фунтов на один квадратный дюйм (490 фунт/дюйм2) (трех тысяч трехсот восьмидесяти килопаскалей (3380 кПа)), а после этого во втором холодильнике сверхбыстрого охлаждения 54 охлаждают до температуры в диапазоне, например, приблизительно от тридцати восьми градусов Цельсия до шестидесяти шести градусов Цельсия (38ºС-66ºС или 100ºF-150ºF). Поток, обогащенный кислотным компонентом, 44 в третьем холодильнике сверхбыстрого охлаждения 54 охлаждают до температуры в диапазоне, например, приблизительно от тридцати восьми градусов Цельсия до шестидесяти шести градусов Цельсия (38°С-66°С или 100°F-150°F), а падение давления находится в диапазоне, например, приблизительно от пяти до десяти фунтов на один квадратный дюйм (от 5 до 10 фунт/дюйм2) (от тридцати пяти до шестидесяти девяти килопаскалей (от 35 до 69 кПа)).
Несмотря на иллюстрирование фигурой 1 системы компримирования 50, включающей конкретные устройства и механизмы, предусматривается и возможность конфигурирования системы компримирования 50 по любому способу, подходящему для использования в той области, в которой систему 10 применяют. Также предусматривается и невключение в систему 10 системы компримирования 50, а вместо этого хранение потока, обогащенного кислотным компонентом, 44 для использования его в будущем.
В одном варианте реализации, проиллюстрированном на фигуре 1, теплопередающая жидкость 60 из конденсатора 52 и/или холодильника сверхбыстрого охлаждения 54 может быть переведена в кипятильник 34d, использующийся при регенерации раствора обогащенного абсорбента 26, как это описывалось ранее.
В одном варианте реализации кипятильник 42 может использовать теплоту (энергию), передаваемую теплопередающей среде 60 в теплообменниках системы 10, для получения водяного пара 40 в целях регенерации раствора обогащенного абсорбента 26. Использование тепла, передаваемого теплопередающей среде 60, уменьшает или исключает величину энергии, используемую из внешнего источника для запитывания кипятильника 34d и, тем самым, получения водяного пара 40. В результате уменьшения или исключения величины внешней энергии, использующейся для запитывания кипятильника 34d, может быть обеспечено более эффективное, например уменьшенное, использование ресурсов, например рабочей силы, денег, времени, энергии, использующихся системой 10.
Как продемонстрировано на фигуре 1, в одном варианте реализации поток с пониженным уровнем содержания кислотного компонента 28 удаляют из абсорбера 20 и подают в теплообменник 58. Теплообменник 58 принимает поток с пониженным уровнем содержания кислотного компонента 28 благодаря сочленению через текучую среду с абсорбером 20. В одном варианте реализации поток с пониженным уровнем содержания кислотного компонента 28 имеет температуру в диапазоне, например, приблизительно от пятидесяти четырех градусов Цельсия до девяноста трех градусов Цельсия (54°С-93°С или 130-200°F). В еще одном варианте реализации поток с пониженным уровнем содержания кислотного компонента 28 имеет температуру в диапазоне, например, приблизительно от сорока девяти градусов Цельсия до семидесяти одного градуса Цельсия (49°С-71°С или 120°F-160°F). В еще одном варианте реализации поток с пониженным уровнем содержания кислотного компонента 28 имеет температуру в диапазоне, например, приблизительно от пятидесяти четырех градусов Цельсия до семидесяти одного градуса Цельсия (54°С-71°С или 130°F-160°F). Теплоту (энергию), отведенную от потока с пониженным уровнем содержания кислотного компонента 28, передают теплопередающей жидкости 60 в результате перепускания потока с пониженным уровнем содержания кислотного компонента 28 через теплообменник 58. В одном варианте реализации теплопередающая жидкость 60 может представлять собой, например, подпитывающую воду для котла или любые другие жидкость или химическое вещество, способные использоваться в теплообменнике. Например, в одном варианте реализации теплопередающую жидкость 60 используют для регенерации раствора обогащенного абсорбента 26 в результате подачи теплопередающей жидкости 60 в кипятильник 34d.
В одном варианте реализации теплообменник 58 через текучую среду сочленяют с механизмом 60а, который облегчает перевод теплопередающей среды 60 в кипятильник 34d. В одном варианте реализации механизм 60а может представлять собой любой механизм, который облегчает перевод теплопередающей среды 60 в кипятильник 34d, включающий нижеследующие, но не ограничивающийся только этими: каналы, трубопровод, транспортеры и тому подобное. В одном варианте реализации механизмом 60а можно управлять при использовании клапанов, датчиков, логического устройства и тому подобного.
В одном варианте реализации теплообменник 58 располагают во внутренней позиции абсорбера 20 (не показано). Например, теплообменник 58 располагают в позиции во внутренней части 20а абсорбера 20. В одном варианте реализации теплообменник 58 находится в позиции, выбираемой из нижней секции 21а абсорбера 20, верхней секции 21b абсорбера 20 или их комбинации.
В еще одном варианте реализации во внутренней части 20а абсорбера 20 располагают несколько теплообменников 58 (не показано). Например, в абсорбере 20 располагают три теплообменника 58, например, первый располагают в нижней секции 21а абсорбера 20, второй располагают таким образом, чтобы часть теплообменника 58 находилась бы в нижней секции 21а абсорбера 20, и, по меньшей мере, часть теплообменника 58 находилась бы в верхней секции 21b теплообменника 20, а третий из теплообменников 58 располагают в верхней секции 21b абсорбера 20. Предусматривается возможность размещения в абсорбере 20 любого количества теплообменников 58.
В одном варианте реализации каждый из теплообменников 58 через текучую среду сочленяют с механизмом 60а перевода теплопередающей среды 60, благодаря которому теплопередающую среду 60 используют при регенерации раствора обогащенного абсорбента 26. Как это описывалось ранее, механизм 60а облегчает перевод теплопередающей среды 60 от теплообменников 58 к кипятильнику 34d.
В одном варианте реализации абсорбер 20 может включать, например, один или несколько теплообменников 58 во внутренней части 20а абсорбера 20, а также, по меньшей мере, один из теплообменников 58 в позиции вне абсорбера 20 (не показано). Например, один из теплообменников 58 находится во внутренней части 20а абсорбера 20 и принимает технологический поток 22. В еще одном варианте реализации во внутренней части 20а абсорбера 20 может быть расположено несколько теплообменников 62 (не показано). В обоих примерах абсорбер 20 через текучую среду сочленяют с теплообменником 58, расположенным вне его. Расположенный вне теплообменник 58 принимает поток с пониженным уровнем содержания кислотного компонента 28 из абсорбера 20 вследствие сочленения через текучую среду с абсорбером 20 в позиции, в которой поток с пониженным уровнем содержания кислотного компонента 28 покидает абсорбер 20. Предусматривается возможность сочленения через текучую среду с абсорбером 20, внутри и вне его, любого количества теплообменников.
В еще одном варианте реализации теплообменник 58 располагают вне абсорбера 20, и он принимает из теплообменника 20 технологический поток 22. Предусматривается возможность расположения вне абсорбера 20 более чем одного из теплообменников 58, которые могут принимать технологический поток 22 или его часть.
Необходимо понимать то, что величину энергии, необходимую для кипятильника 34d или переданную ему (фигура 1) при регенерации раствора обогащенного абсорбента 26 от источника вне системы 10 (также называемую «теплопроизводительностью кипятильника»), замещают или уменьшают благодаря вышеупомянутому теплу, передаваемому кипятильнику 34d теплопередающей средой 60. Как это описывается в настоящем документе, теплопередающая среда 60 может быть переведена в кипятильник 34d от одного или нескольких из теплообменников (например, теплообменников 23, 32, 46, 58), использующихся в системе 10.
В одном варианте реализации тепло, передаваемое от потока с пониженным уровнем содержания кислотного компонента 28 теплопередающей среде 60 через теплообменник 58, расположенный в позиции вне абсорбера 20, может обеспечить получение, например, приблизительно от десяти до пятидесяти процентов (10-50%) от теплопроизводительности кипятильника. В одном варианте реализации тепло, передаваемое теплопередающей среде 60 через один из теплообменников 58 во внутренней части 20а абсорбера 20, может обеспечить получение, например, приблизительно от десяти до тридцати процентов (10-30%) от теплопроизводительности кипятильника в сопоставлении со случаем расположения внутри абсорбера 20 более чем одного из теплообменников 58, где каждый из теплообменников 58 обеспечивает получение, например, приблизительно от одного до двадцати процентов (1-20%) от теплопроизводительности кипятильника, а говоря более конкретно, приблизительно от пяти до пятнадцати процентов (5-15%) от теплопроизводительности кипятильника, при этом совокупная теплопередача, например, от всех теплообменников 58, обеспечивает получение, например, приблизительно от одного до пятидесяти процентов (1-50%) от теплопроизводительности кипятильника.
Тепло, передаваемое кипятильнику 34d в системе 10, которая включает, по меньшей мере, один из теплообменников 58, расположенных во внутренней части 20а абсорбера 20, и, по меньшей мере, один из теплообменников 58, принимающих поток с пониженным уровнем содержания кислотного компонента 28 и расположенных при сочленении через текучую среду вне абсорбера 58, обеспечивает получение, например, приблизительно от одного до пятидесяти процентов (1-50%) от теплопроизводительности кипятильника, а, говоря более конкретно, обеспечивает получение, например, приблизительно от пяти до сорока процентов (5-40%) от теплопроизводительности кипятильника.
Тепло, передаваемое кипятильнику 34d в системе 10, которая включает один теплообменник 58, принимающий технологический поток 22 и расположенный при сочленении через текучую среду в позиции вне абсорбера 20, обеспечивает получение, например, приблизительно от одного до пятидесяти процентов (1-50%) от теплопроизводительности кипятильника, а говоря более конкретно, обеспечивает получение, например, приблизительно от десяти от тридцати процентов (10-30%) от теплопроизводительности кипятильника. В случае сочленения через текучую среду более чем одного из теплообменников 58 в позиции вне абсорбера 20 тепло, передаваемое от технологического потока 22 теплопередающей среде 60 в каждом из теплообменников 58, обеспечивает получение, например, приблизительно от одного до двадцати процентов (1-20%) от теплопроизводительности кипятильника, а говоря более конкретно, приблизительно от пяти до пятнадцати процентов (5-15%) от теплопроизводительности кипятильника, при этом совокупная теплопередача, например, от всех теплообменников 62, обеспечивает получение, например, приблизительно от одного до пятидесяти процентов (1-50%) от теплопроизводительности кипятильника.
Тепло, передаваемое в системе 10, в том числе, например, тепло, по меньшей мере, от одного из теплообменников 58, принимающих технологический поток 22 и расположенных в позиции вне абсорбера 20, а также теплообменника 58, принимающего поток с пониженным уровнем содержания кислотного компонента 28, обеспечивает получение приблизительно от одного до пятидесяти процентов (1-50%) от теплопроизводительности кипятильника, а говоря более конкретно, приблизительно от пяти до сорока процентов (5-40%) от теплопроизводительности кипятильника.
Тепло, передаваемое от одного или нескольких конденсаторов 52 через теплопередающую среду 60 кипятильнику 34d, может обеспечить получение, например, приблизительно от десяти до шестидесяти процентов (10-60%) от теплопроизводительности кипятильника. В еще одном варианте реализации тепло, передаваемое от одного или нескольких конденсаторов 52, может обеспечить получение приблизительно от десяти до пятидесяти процентов (10-50%) от теплопроизводительности кипятильника.
Тепло, передаваемое от каждого из холодильников сверхбыстрого охлаждения 54 через теплопередающую среду 60 кипятильнику 34d, может обеспечить получение, например, приблизительно от одного до десяти процентов (1-10%) от теплопроизводительности кипятильника. В еще одном варианте реализации тепло, передаваемое от каждого из холодильников сверхбыстрого охлаждения 54, может обеспечить получение, например, приблизительно от одного до пяти процентов (1-5%) от теплопроизводительности кипятильника.
Кипятильнику 34d также может быть передано и тепло от компрессоров 56.
В ходе применения при абсорбировании из технологического потока 22 кислотного компонента, такого как, например, диоксид углерода, при использовании описанной ранее системы 10 способ включает подачу технологического потока 22 в абсорбер 20. Во внутренней части 20а абсорбера 20 технологический поток 22 взаимодействует с раствором абсорбента, который подают в абсорбер 20.
В одном или нескольких вариантах реализации раствором абсорбента является раствор обедненного и/или полуобедненного абсорбента 36. В еще одном варианте реализации раствором абсорбента является подпитывающий раствор абсорбента 25. В еще одном варианте реализации раствором абсорбента являются подпитывающий раствор абсорбента 25 и раствор обедненного и/или полуобедненного абсорбента 36. В одном варианте реализации раствор абсорбента содержит аминовое соединение, аммиак или их комбинацию, что облегчает абсорбирование из технологического потока 22 кислотного соединения.
В одном варианте реализации катализатор 27 подают, по меньшей мере, в одну позицию, выбираемую из секции внутренней части 20а абсорбера 20, раствора абсорбента или их комбинации. Катализатор 27 подают, например, в результате перепускания его в любой один или оба из двух растворов, выбираемых из подпитывающего раствора абсорбента 25 и раствора обедненного и/или полуобедненного абсорбента 36, например, через катализаторную емкость 29 перед подачей любого одного или обоих из двух растворов, выбираемых из подпитывающего раствора абсорбента 25 и раствора обедненного и/или полуобедненного абсорбента 36, в абсорбер 20. В еще одном варианте реализации катализатор 27 подают во внутреннюю часть 20а абсорбера 20, например, в результате иммобилизации катализатора 27 в насадочной колонне 21с, как это обсуждалось ранее.
Кислотный компонент, присутствующий в технологическом потоке 22, взаимодействует с катализатором 27, а также с раствором абсорбента (например, с одним или обоими, выбираемыми из подпитывающего раствора абсорбента 25 и раствора обедненного и/или полуобедненного абсорбента 36). Взаимодействие облегчает прохождение химических реакций, что в результате приводит к абсорбированию кислотного компонента и получению раствора обогащенного абсорбента 26 и потока с пониженным уровнем содержания кислотного компонента 28.
Как это описывалось ранее, раствор обогащенного абсорбента 26 подают в регенератор 34а. В регенератор 34а может быть подан катализатор 27. Катализатор 27 в регенератор 34а подают, например, в результате перепускания раствора обогащенного абсорбента 26 через катализаторную емкость 29 или в результате иммобилизации катализатора 27 в секции внутренней части 34b регенератора 34а.
Далее представлены неограничивающие примеры системы (систем) и способа (способов), описанных в настоящем документе. Если только не будет указано другого, то температура приводится в градусах Цельсия (°С), а процентные величины представляют собой мольные проценты (% (моль.)).
Примеры
Пример 1: Энергия кипятильника без использования катализатора
Как это описывалось ранее, в одном варианте реализации технологический поток 22 подают в абсорбер 20. Технологический поток 22 взаимодействует в абсорбере 20 с раствором абсорбента, содержащим, например, аминовое соединение, такое как моноэтаноламин, обеспечивая получение потока с пониженным уровнем содержания кислотного компонента 28, содержащего, например, приблизительно тринадцать мольных процентов (13% (моль.)) диоксида углерода и имеющего температуру, например, равную приблизительно ста сорока девяти градусам Цельсия (149°С), и раствора обогащенного абсорбента 26. Раствор обогащенного абсорбента 26 подают в регенератор 34а, функционирующий при давлении, например, равном приблизительно ста пятидесяти пяти фунтам на один квадратный дюйм (155 фунт/дюйм2) (тысяче семидесяти килопаскалям (1070 кПа)).
Пример 2: Энергия кипятильника при наличии катализатора в растворе абсорбента
Технологический поток 22 подают в абсорбер 20. Технологический поток 22 взаимодействует в абсорбере 20 с раствором абсорбента, содержащим, например, аминовое соединение, такое как моноэтаноламин, обеспечивая получение потока с пониженным уровнем содержания кислотного компонента 28, содержащего, например, приблизительно тринадцать мольных процентов (13% (моль.)) диоксида углерода и имеющего температуру, например, равную приблизительно ста сорока девяти градусам Цельсия (149°С), и раствора обогащенного абсорбента 26. К раствору абсорбента добавляют катализатор, например, карбоангидразу. Раствор абсорбента имеет концентрацию катализатора, например, равную приблизительно трем миллиграммам на один миллилитр (3 мг/мл). Раствор обогащенного абсорбента 26 подают в регенератор 34а, функционирующий при давлении, например, равном приблизительно ста пятидесяти пяти фунтам на один квадратный дюйм (155 фунт/дюйм2) (тысяче семидесяти килопаскалям (1070 кПа)).
Пример 3: Энергия кипятильника при наличии катализатора, иммобилизованного в насадочной колонне абсорбера
Технологический поток 22 подают в абсорбер 20. Технологический поток 22 взаимодействует в абсорбере 20 с раствором абсорбента, содержащим, например, аминовое соединение, такое как моноэтаноламин, обеспечивая получение потока с пониженным уровнем содержания кислотного компонента 28, содержащего, например, приблизительно тринадцать мольных процентов (13% (моль.)) диоксида углерода и имеющего температуру, например, равную приблизительно ста сорока девяти градусам Цельсия (149°С), и раствора обогащенного абсорбента 26. Катализатор, например карбоангидразу, иммобилизуют в насадочной колонне 21с абсорбера 20 при плотности, например, равной приблизительно двум пикомолям на один квадратный сантиметр (2 пмоль/см2). Раствор обогащенного абсорбента 26 подают в регенератор 34а, функционирующий при давлении, например, равном приблизительно ста пятидесяти пяти фунтам на один квадратный дюйм (155 фунт/дюйм2) (тысяче семидесяти килопаскалям (1070 кПа)).
Теплопроизводительность кипятильника, а также другие энергетические потребности и параметры в примерах 1, 2 и 3 проиллюстрированы в таблице 1:
Влияние каталитически индуцированного абсорбирования СО2 на теплопроизводительность кипятильника
Если только не будет указано другого, то все диапазоны, описанные в настоящем документе, являются включающими и комбинируемыми из граничных точек и всех промежуточных точек в них. Термины «первый», «второй» и тому подобное в настоящем документе не обозначают каких-либо порядка, последовательности, количества или важности, а вместо этого используются для указания на отличие одного элемента от другого. Термин «один» в настоящем документе не обозначают ограничения количества, а вместо этого обозначают присутствие, по меньшей мере, одного указанного наименования. Все численные величины, модифицированные термином «приблизительно», являются включающими точную численную величину, если только не будет указано другого.
Несмотря на описание изобретения при обращении к различным примерам вариантов реализации специалисты в соответствующей области техники должны понимать то, что без отклонения от объема изобретения могут быть оформлены различные его изменения, а его элементы могут быть замещены эквивалентами. В дополнение к этому множество модификаций может быть сделано для адаптирования конкретных ситуации или материала к положениям изобретения без отклонения от его существенного объема. Поэтому предполагается то, что изобретение не ограничивается конкретным вариантом реализации, описанным в качестве его наилучшего варианта, предусмотренного для реализации данного изобретения, но что изобретение будет включать все варианты реализации, соответствующие объему прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА И СПОСОБ РЕГЕНЕРАЦИИ РАСТВОРА АБСОРБЕНТА | 2008 |
|
RU2481881C2 |
| УСТАНОВКА ДЛЯ ИЗВЛЕЧЕНИЯ СО И СПОСОБ ИЗВЛЕЧЕНИЯ СО | 2009 |
|
RU2485048C2 |
| УСТАНОВКА И СПОСОБ РЕГЕНЕРАЦИИ РАСТВОРА АБСОРБЕНТА | 2008 |
|
RU2486944C2 |
| СИСТЕМА И СПОСОБ УДАЛЕНИЯ КИСЛОТНОГО КОМПОНЕНТА ИЗ ТЕХНОЛОГИЧЕСКОГО ПОТОКА | 2008 |
|
RU2483785C2 |
| СПОСОБ УЛАВЛИВАНИЯ ДИОКСИДА СЕРЫ ИЗ ГАЗОВОГО ПОТОКА | 2014 |
|
RU2674963C2 |
| РЕГЕНЕРАЦИЯ ВОДНОГО РАСТВОРА, ОБРАЗУЮЩЕГОСЯ В ПРОЦЕССЕ АБСОРБЦИИ КИСЛЫХ ГАЗОВ, ПУТЕМ МНОГОСТУПЕНЧАТОГО РАВНОВЕСНОГО ИСПАРЕНИЯ И ОТГОНКИ | 2004 |
|
RU2358792C2 |
| Абсорбер и абсорбент для удаления кислых газов из газообразного углеводородсодержащего сырья | 2021 |
|
RU2809723C2 |
| АБСОРБЕНТ СО И/ИЛИ HS И УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗВЛЕЧЕНИЯ СО И/ИЛИ HS | 2020 |
|
RU2780621C1 |
| ТЩАТЕЛЬНАЯ ОЧИСТКА ГАЗООБРАЗНЫХ ПРОДУКТОВ СГОРАНИЯ, ВКЛЮЧАЯ УДАЛЕНИЕ CO | 2005 |
|
RU2378040C2 |
| СИСТЕМА ДЛЯ ИЗВЛЕЧЕНИЯ CO2 И СПОСОБ ИЗВЛЕЧЕНИЯ CO2 | 2017 |
|
RU2716772C1 |
Система абсорбирования из технологического потока кислотного компонента. Система включает: технологический поток, содержащий кислотный компонент; раствор абсорбента для абсорбирования из технологического потока, по меньшей мере, части кислотного компонента, где раствор абсорбента содержит аминовое соединение или аммиак; абсорбер, имеющий внутреннюю часть, где раствор абсорбента вступает в контакт с технологическим потоком во внутренней части абсорбера; и катализатор абсорбирования из технологического потока, по меньшей мере, части кислотного компонента, где катализатор присутствует, по меньшей мере, в одной из позиций: секция внутренней части абсорбера, раствор абсорбента или их комбинация. Изобретение позволяет увеличить извлекаемое количество диоксида углерода при уменьшении энергии, необходимой для удаления. 2 н. и 21 з.п. ф-лы, 5 ил., 1 табл.
1. Система абсорбирования кислотного компонента из технологического потока сгорания, при этом упомянутая система включает:
состав раствора абсорбента для абсорбирования по меньшей мере части указанного кислотного компонента из указанного технологического потока, где указанный состав раствора абсорбента содержит аминовое соединение или аммиак;
раствор обедненного абсорбента для абсорбирования из упомянутого технологического потока по меньшей мере части упомянутого кислотного компонента, где упомянутый раствор обедненного абсорбента содержит аминовое соединение или аммиак;
первый катализатор, взаимодействующий с указанным составом раствора абсорбента перед тем, как указанный состав раствора абсорбента взаимодействует с указанным технологическим потоком, с получением содержащего катализатор абсорбентного раствора;
второй катализатор для абсорбирования по меньшей мере части кислотного компонента из указанного технологического потока;
абсорбер, имеющий внутреннюю часть, содержащую указанный второй катализатор, иммобилированный во внутренней части абсорбера, причем указанный второй катализатор, указанный абсорбентный раствор, содержащий катализатор, и упомянутый раствор обедненного абсорбента взаимодействуют с упомянутым технологическим потоком в упомянутой внутренней части упомянутого абсорбера, абсорбируя кислотный компонент, обеспечивая тем самым получение раствора обогащенного абсорбента; и
систему регенерации, сконфигурированную для регенерации упомянутого раствора обогащенного абсорбента в целях получения упомянутого раствора обедненного абсорбента, и где упомянутая система регенерации включает:
регенератор, имеющий внутреннюю часть,
впускное отверстие для подачи упомянутого раствора обогащенного абсорбента в упомянутую внутреннюю часть и
кипятильник, через текучую среду сочлененный с упомянутым регенератором, где упомянутый кипятильник обеспечивает подачу в упомянутый регенератор водяного пара для регенерации упомянутого раствора обогащенного абсорбента в обедненный раствор абсорбента.
2. Система по п.1, где упомянутый кислотный компонент представляет собой диоксид углерода.
3. Система по п.1, где упомянутый обедненный раствор абсорбента и состав абсорбентного раствора содержит аминовое соединение, при этом упомянутое аминовое соединение выбирают из моноэтаноламина (МЭА), диэтаноламина (ДЭА), диизопропаноламина (ДИПА), N-метилэтаноламина, триэтаноламина (ТЭА), N-метилдиэтаноламина (МДЭА), пиперазина, N-метилпиперазина (МП), N-гидроксиэтилпиперазина (ГЭП), 2-амино-2-метил-1-пропанола (АМП), 2-(2-аминоэтокси)этанола, 2-(2-трет-бутиламинопропокси)этанола, 2-(2-трет-бутиламиноэтокси)этанола (ТБЭЭ), 2-(2-трет-амиламиноэтокси)этанола, 2-(2-изопропиламинопропокси)этанола или 2-(2-(1-метил-1-этилпропиламино)этокси)этанола.
4. Система по п.1, где упомянутый первый катализатор является, по существу, аналогичным указанному второму катализатору, причем оба включают ангидрид карбоновой кислоты.
5. Система по п.4, где упомянутый первый катализатор выбирают из катализаторов на цеолитной основе, катализаторов на основе переходных металлов или их комбинации.
6. Система по п.4, где упомянутый первый катализатор используют в комбинации по меньшей мере с одним ферментом, где упомянутый по меньшей мере один фермент выбирают из альфа-, бета-, гамма-, дельта- и эпсилон-классов карбоангидразы, цитозольных карбоангидраз, СА2, СА3, митохондриальных карбоангидраз или их комбинации.
7. Система по п.4, где упомянутый первый катализатор присутствует в упомянутом составе раствора абсорбента, и, кроме того, где упомянутый первый катализатор присутствует с концентрацией в диапазоне от 0,5 до 50 мг/л.
8. Система по п.4, где упомянутый первый катализатор присутствует с концентрацией в диапазоне от 2 до 15 мг/л.
9. Система по п.4, где упомянутый второй катализатор присутствует по меньшей мере в секции упомянутой внутренней части упомянутого абсорбера, при этом упомянутый второй катализатор имеет плотность в диапазоне от 0,5 до 20 пмоль/см2.
10. Система по п.9, где упомянутая плотность упомянутого второго катализатора находится в диапазоне от 0,5 до 10 пмоль/см2.
11. Система по п.10, где упомянутый второй катализатор присутствует в упомянутой секции упомянутой внутренней части упомянутого абсорбера и в упомянутом обедненном растворе абсорбента.
12. Система по п.11, где упомянутый второй катализатор дополнительно присутствует в упомянутой секции упомянутой внутренней части упомянутого регенератора.
13. Способ абсорбирования кислотного компонента из технологического потока, при этом упомянутый способ включает:
формирование указанного технологического потока в результате сжигания ископаемого топлива, где кислотный компонент в технологическом потоке содержит диоксид углерода;
подачу упомянутого технологического потока в абсорбер, при этом упомянутый абсорбер имеет внутреннюю часть;
облегчение взаимодействий между первым катализатором и составом раствора абсорбента с получением раствора абсорбента, содержащего катализатор;
введение второго катализатора в указанный технологический поток для абсорбирования по меньшей мере части кислотного компонента из указанного технологического потока, причем указанный второй катализатор иммобилизован в указанной внутренней части абсорбера, облегчение взаимодействий между обедненным раствором абсорбента, указанным абсорбентным раствором, содержащим катализатор, указанным вторым катализатором и указанным технологическим потоком в указанной внутренней части указанного абсорбера, чтобы обеспечить абсорбцию указанного кислотного компонента из указанного технологического потока с получением раствора, обогащенного абсорбентом, где упомянутый состав и обедненный раствор абсорбента содержит аминовое соединение, аммиак или их комбинацию; и
регенерацию указанного обедненного абсорбентного раствора при пропускании указанного обогащенного абсорбентного раствора через регенерационную систему, причем указанный регенерированный обедненный абсорбентный раствор повторно используют для взаимодействия с технологическим потоком.
14. Способ по п.13, где упомянутый первый катализатор, по существу, аналогичен указанному второму катализатору, причем оба включают ангидрид карбоновой кислоты.
15. Способ по п.13, где упомянутый обедненный раствор абсорбента и состав абсорбентного раствора содержит аминовое соединение, выбираемое из моноэтаноламина (МЭА), диэтаноламина (ДЭА), диизопропаноламина (ДИПА), N-метилэтаноламина, триэтаноламина (ТЭА), N-метилдиэтаноламина (МДЭА), пиперазина, N-метилпиперазина (МП), N-гидроксиэтилпиперазина (ГЭП), 2-амино-2-метил-1-пропанола (АМП), 2-(2-аминоэтокси)этанола, 2-(2-трет-бутиламинопропокси)этанола, 2-(2-трет-бутиламиноэтокси)этанола (ТБЭЭ), 2-(2-трет-амиламиноэтокси)этанола, 2-(2-изопропиламинопропокси)этанола или 2-(2-(1-метил-1-этилпропиламино)этокси)этанола.
16. Способ по п.13, где упомянутый первый катализатор используют в комбинации по меньшей мере с одним ферментом, где упомянутый по меньшей мере один фермент выбирают из альфа-, бета-, гамма-, дельта- и эпсилон-классов карбоангидразы, цитозольных карбоангидраз, СА2, СА3, митохондриальных карбоангидраз или их комбинации.
17. Способ по п.13, где упомянутый первый катализатор содержит карбоангидразу.
18. Способ по п.13, где упомянутый первый катализатор присутствует в упомянутом составе абсорбентного раствора, и, кроме того, где упомянутый первый катализатор присутствует с концентрацией в диапазоне от 0,5 до 50 мг/л.
19. Способ по п.13, где упомянутый первый катализатор присутствует с концентрацией в диапазоне от 2 до 15 мг/л.
20. Способ по п.13, где упомянутый второй катализатор присутствует, по меньшей мере, в секции упомянутой внутренней части упомянутого абсорбера, при этом упомянутый второй катализатор имеет плотность в диапазоне от 0,5 до 20 пмоль/см2.
21. Способ по п.20, где упомянутая плотность упомянутого второго катализатора находится в диапазоне от 0,5 до 10 пмоль/см2.
22. Способ по п.13, где упомянутый первый катализатор выбирают из катализаторов на цеолитной основе, катализаторов на основе переходных металлов или их комбинации.
23. Способ по п.13, дополнительно включающий подачу упомянутого раствора обогащенного абсорбента в регенератор, через текучую среду сочлененный с упомянутым абсорбером, при этом упомянутый регенератор имеет внутреннюю часть, где упомянутый второй катализатор дополнительно присутствует в упомянутой секции упомянутой внутренней части упомянутого регенератора.
| US 2006138384 A1, 29.06.2006 | |||
| US 4434144 A, 28.02.1984 | |||
| US 2006213224 A1, 28.09.2006 | |||
| СПОСОБ ИЗВЛЕЧЕНИЯ ЭТИЛЕНА ИЗ ГАЗООБРАЗНЫХ УГЛЕВОДОРОДОВ | 1992 |
|
RU2105036C1 |

