Изобретение относится к ультразвуковой технике и может быть использовано при производстве оборудования для ультразвуковой очистки изделий в жидкой среде.
Известна установка для ультразвуковой очистки, содержащая технологическую ванну и ультразвуковые пьезоэлектрические преобразователи, которые жестко закреплены на стальной пластине, являющейся частью дна ванны. Пластина вставлена в отверстие в дне ванны и жестко и герметично закреплена в нем таким образом, что преобразователи находятся снаружи. Питание преобразователей в установке осуществляется от одного генератора по параллельной схеме (Проспект фирмы Elma "Elma-Ultrasonik-Technology: Up to any task", 1998 г.).
Электрическая энергия генератора преобразуется ультразвуковыми пьезоэлектрическими преобразователями в механические ультразвуковые колебания, которые благодаря жесткому соединению плоскости излучения преобразователей с плоскостью наружной поверхности дна ванны передаются в очищающую среду через дно ванны. При этом в материале ванны возникают поперечные волны. В поперечной волне колебания происходят в направлении, перпендикулярном направлению распространения волны. Как и в случае продольных волн, их амплитуды одинаковы, а фаза линейно изменяется (О.Д.Шебалин, "Физические основы механики и акустики", Москва, Высшая школа, 1981). Таким образом, дно и стенки ванны являются волноводом, по которому распространяются ультразвуковые волны. Часть энергии механических ультразвуковых колебаний преобразователей передается в окружающую среду через поверхности ванны, не скрытые очищающей средой, т.е. расходуется бесполезно, более того, нанося вред здоровью обслуживающего персонала, распространяясь в виде воздушного ультразвука. При этом велика вероятность вредного воздействия на обслуживающий персонал контактного ультразвука через открытые поверхности ванны и непосредственно прилегающей к ней крышки.
В названых выше установках уровень раствора всегда должен поддерживаться на заданном постоянном уровне. При параллельном питании преобразователей от одного генератора неверно установленные уровни раствора изменяют характеристики среды, могут воздействовать на частоту системы, снижать эффективность и, в принципе, повредить установку (http://www.ruta.rumain.php).
Параллельное питание от одного генератора ставит размещение преобразователей в зависимость от частоты преобразования и, кроме того, предъявляет повышенные требования к стабильности генерируемой частоты и к идентичности параметров преобразователей. Подбор преобразователей в условиях серийного производства по резонансной частоте и импедансу технологически сложен. Питание нескольких излучателей от одного генератора не обеспечивает равномерности загрузки излучателей по мощности. При такой структуре можно настроить на максимальную мощность только один из излучателей. Кроме того, при такой структуре не обеспечивается приемлемый уровень ремонтопригодности оборудования.
Известно выполнение ультразвуковой моечной установки, содержащей N ультразвуковых генераторов, в которой преобразователи, охваченные цепями автоподстройки по частоте, подключают к индивидуальным генераторам (патент РФ на полезную модель 79809). Однако в этом устройстве каждый генератор с самовозбуждением, работающий в режиме автоколебаний, питается непосредственно от промышленной сети переменного тока без гальванической развязки через двухполупериодный полупроводниковый выпрямитель, обеспечивающий прохождение тока питающей сети через первичную обмотку выходного трансформатора. Блок начального запуска устройства, выполненный в виде динисторно-резисторно-конденсаторной цепи, подключенный к той же промышленной сети без гальванической развязки, формирует во время каждого полупериода последовательность импульсов, подающихся на управляющий вход генератора. Блок автоподстройки частоты обеспечивает работу выходного повышающего трансформатора в режиме автотрансформатора. Через его первичную обмотку протекает часть токов контура компенсации и ультразвукового преобразователя, проходящих через его вторичную обмотку. Ультразвуковые преобразователи жестко закреплены в отверстия излучающей мембраны так, что их конструкционные выходы имеет электрическое соединение с излучающей мембраной посредством герметичной сварки или при помощи электропроводящего клея. Соединение излучающей мембраны с цепью заземления устройства обеспечивает надежную гальваническую связь всех ультразвуковых преобразователей. Токи ультразвуковой частоты от излучающей накладки каждого ультразвукового преобразователя проходят по излучающей мембране через блоки автоподстройки частоты и компенсирующие емкости по единой для всех ультразвуковых генераторов проводной связи.
Известно устройство транспортерного типа для очистки и обезжиривания объектов (заявка Великобритании GB 860583). Устройство представляет собой горизонтально вытянутый корпус, выполненный из листовой стали, разделенный внутри перегородками на три колодца, наполненные диэлектрическим моющим средством до определенного уровня. Корпус выполнен полностью закрытым с целью исключения попадания струй моющей жидкости в окружающую среду. С этой же целью загрузочное окно корпуса снабжено диафрагменным затвором. Очищаемые изделия перемещаются внутри корпуса из одного колодца в другой на цепном транспортере. Один из колодцев предназначен для ультразвуковой очистки. Ультразвуковые пьезоэлектрические преобразователи, жестко установленные на внутренней верхней поверхности корпуса, подключенные к внешнему генератору по параллельной схеме через электроизолирующие приспособления, не имеют прямого механического контакта только с очищаемыми изделиями. Верхняя половина корпуса охвачена снаружи водяной рубашкой, которая служит для охлаждения паров моющей жидкости кожухом, предназначенным для охлаждения жидкости внутри корпуса, частично препятствует распространению воздушного ультразвука от стенок корпуса в окружающую среду.
Реализация максимальной мощности преобразователей ввиду различных частот и сопротивлений может быть достигнута только в модульных системах, когда каждый излучатель питается от индивидуального генератора, гальванически развязанного от питающей сети, других генераторов и преобразователей, охваченного цепями автоподстройки по резонансной частоте с глубокой положительной обратной связью, обеспечивающими абсолютную устойчивость автоколебаний и малое время входа в резонанс.
Модульная организация ультразвуковых установок позволяет обеспечить адаптацию систем под произвольную конфигурацию и размеры обрабатываемых изделий и дает возможность обеспечения максимального эффекта очистки их узлов и деталей.
Технический результат, получаемый от изобретения, - повышение эффективности оборудования для ультразвуковой очистки деталей за счет обеспечения максимального воздействия ультразвукового поля на обрабатываемые поверхности при изменении конфигурации и массы обрабатываемых изделий, расположения изделий относительно преобразователей и изменении характеристик среды, снижение потерь мощности и повышение безопасности ультразвуковых технологических установок.
Для достижения технического результата в предлагаемом способе ванну размещают внутри несущего звукоизолирующего корпуса и прикрепляют к нему изнутри через переходные устройства, обеспечивающие акустическую изоляцию ванны от корпуса. Поперечные ультразвуковые волны, возникающие в материале ванны при распространении продольных волн в жидкой среде от ультразвуковых преобразователей на корпус установки не передаются.
Пьезоэлектрические преобразователи подключают через гальваническую развязку к индивидуальным генераторам, охваченным гальванически развязанными от преобразователей цепями автоподстройки по резонансной частоте, причем генераторы в свою очередь гальванически развязанным между собой и от питающей сети. Идентичные по своим параметрам преобразователи взаимодействуют между собой только акустически через жидкую моющую среду. Очищаемые изделия размещаются в ванне на подвесе. Подвес, опирающийся на несущий корпус и акустически изолированный от ванны, обеспечивает акустическую изоляцию обрабатываемого изделия от ванны и преобразователей помимо моющей жидкости.
При изменении конфигурации и массы обрабатываемых изделий, изменении расположения обрабатываемых изделий относительно преобразователей, изменении характеристик среды, таких как температура, плотность, уровень моющей жидкости, происходит автоматическая подстройка резонансной частоты каждого генератора.
Пример 1. Ультразвуковая установка для очистки горелок газотурбинных электростанций, работающих на попутном нефтяном газе (Фиг.1.)
Ванна выполнена форме цилиндра объемом 50 дм3. В дно ванны вмонтированы семь акустически изолированных ультразвуковых преобразователей. Каждый преобразователь подключен к индивидуальному генератору, гальванически изолированному от соседних генераторов и от питающей сети. Генераторы смонтированы в блоки и расположены в генераторной стойке. Ванна размещена внутри несущего звукоизолирующего корпуса и закреплена с помощью переходных устройств, обеспечивающих акустическую изоляцию ванны от корпуса. Корпус снабжен крышкой и блокировкой. Обрабатываемое изделие - горелка, состоящая из нескольких деталей сложной конфигурации, имеющих скрытые полости и каналы, помещается в ванну на подвесе. Подвес обеспечивает акустическую изоляцию обрабатываемой детали от ванны. Очистка производится без разборки узла в течение 4 часов в водном растворе моющего средства при температуре от 30 до 60°С (Фиг.2).
При очистке таких горелок в ультразвуковой установке типа «Сапфир» в том же моющем средстве и с той же температурой время очистки составляет 72 часа. Причем изделие предварительно разбирают на отдельные детали и после очистки производят сборку с заменой всех уплотнений.
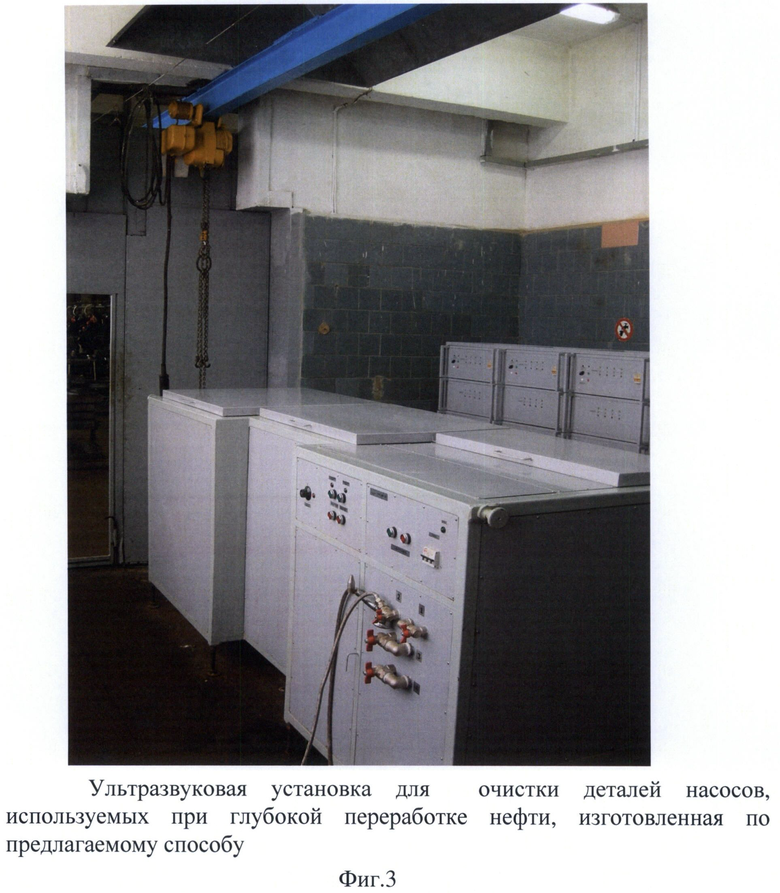
Пример 2. Ультразвуковая установка для очистки деталей насосов, используемых при глубокой переработке нефти (Фиг.3).
Ванна выполнена в форме трех прямоугольных параллелепипедов, объединенных в общий объем 600 дм3. В дно ванны вмонтированы пятьдесят два акустически изолированных ультразвуковых преобразователя. Каждый преобразователь подключен к индивидуальному генератору, гальванически изолированному от других генераторов и от питающей сети. Генераторы смонтированы в блоки и расположены в генераторной стойке. Ванна размещена внутри несущего звукоизолирующего корпуса и закреплена с помощью переходных устройств, обеспечивающих акустическую изоляцию ванны от корпуса. Корпус снабжен крышками с блокировкой. Обрабатываемые изделия - валы и колеса насосов, имеющие прецизионные поверхности, подлежащие упрочнению методом ионного азотирования в вакууме. Диаметр колес от 150 до 600 мм, масса - от 10 до 180 кг. Валы диаметром от 50 до 200 мм, длиной от 1100 до 2950 мм, массой до 600 кг. Каждый тип деталей помещается в ванну на собственном подвесе. Подвес обеспечивает акустическую изоляцию обрабатываемой детали от ванны. Очистка производится в водном растворе технического моющего средства при температуре от 30 до 70°С в течение одного -двух часов в зависимости от объема одновременно обрабатываемых деталей. Очистка деталей другими способами необходимого качества не дает.
Предлагаемый способ обеспечивает повышение эффективности ультразвуковой очистки изделий за счет обеспечения максимального воздействия ультразвукового поля на обрабатываемые поверхности при изменении конфигурации и массы обрабатываемых изделий, расположения изделий относительно преобразователей и изменении характеристик среды, снижение потерь мощности и повышение безопасности ультразвуковых технологических установок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ ЗАЩИТНОГО СНАРЯЖЕНИЯ | 2013 |
|
RU2557752C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ МАТЕРИАЛОВ ПРИ ПРОИЗВОДСТВЕ ИСКУССТВЕННЫХ КРИСТАЛЛОВ | 2013 |
|
RU2530469C1 |
| Способ очистки газогорелочных устройств с применением ультразвуковых колебаний | 2022 |
|
RU2794374C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ И СУШКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТОПЛИВНЫХ БАКОВ | 2015 |
|
RU2599302C1 |
| Способ ультразвуковой очистки янтаря | 2019 |
|
RU2726721C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262397C1 |
| СПОСОБ ОЧИСТКИ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 1998 |
|
RU2129921C1 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОЙ ОЧИСТКИ РАБОЧИХ КАССЕТ И ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК АТОМНЫХ РЕАКТОРОВ | 2011 |
|
RU2487765C2 |
| Установка для ультразвуковой очистки горелочных устройств индивидуальных камер сгорания с предварительным смешением топлива | 2023 |
|
RU2822645C1 |
| Способ ультразвуковой обработки и установка для его осуществления | 2016 |
|
RU2625465C1 |


Изобретение относится к ультразвуковой технике и может быть использовано при производстве оборудования для ультразвуковой очистки изделий в жидкой среде. При изготовлении осуществляют подключение пьезоэлектрических преобразователей, охваченных цепями автоподстройки по частоте через гальваническую развязку к индивидуальным генераторам, в свою очередь гальванически развязанным между собой и от питающей сети, для обеспечения автоматической подстройки частоты каждого преобразователя и всей системы в целом при изменении характеристик среды, таких как температура, плотность, уровень моющей жидкости, конфигурация и масса обрабатываемых изделий, расположение изделий относительно преобразователей. Установка преобразователей в отверстия в дне ванны и крепление ванны к несущему корпусу изнутри через переходные устройства, обеспечивающие акустическую изоляцию преобразователей от дна ванны и ванны от корпуса, исключают распространение поперечных ультразвуковых волн в материале ванны и корпуса. Изобретение обеспечивает повышение эффективности оборудования для ультразвуковой очистки изделий за счет обеспечения равномерности воздействия ультразвукового поля на обрабатываемые поверхности изделий при изменении характеристик среды, снижение потерь мощности и повышение безопасности обслуживающего персонала. 3 ил., 2 пр.
Способ изготовления ультразвуковых технологических установок, заключающийся в том, что ванну прикрепляют к несущему корпусу изнутри через переходные устройства, обеспечивающие акустическую изоляцию ванны от корпуса; ультразвуковые преобразователи подключают через гальваническую развязку к индивидуальным генераторам, в свою очередь, гальванически развязанным от других генераторов и от питающей сети.
| Вышка для бурения нефтяных скважин | 1947 |
|
SU79809A1 |
| УСТАНОВКА УЛЬТРАЗВУКОВОЙ ОЧИСТКИ АВИАЦИОННЫХ ФИЛЬТРОЭЛЕМЕНТОВ И ФИЛЬТРОПАКЕТОВ ДЛЯ ЖИДКОСТНЫХ СИСТЕМ ЛЕТАТЕЛЬНЫХ АППАРАТОВ И СПОСОБ ОЧИСТКИ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2001 |
|
RU2193931C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ | 2000 |
|
RU2184625C2 |
| GB 860583 A, 08.02.1961 | |||
| JP 10052669 A, 24.02.1998. | |||

