Изобретение относится к испытаниям на прочность при сложнонапряженном деформированном состоянии тонкостенных трубчатых образцов, в том числе отрезков труб постоянного сечения.
Большинство испытывающих нагрузку изделий работают в условиях сложнонапряженного состояния. Одним из способов моделирования реального сложнонапряженного состояния является испытание трубчатых образцов, при проведении которых можно создать и контролировать все возможные компоненты напряжений в любых сочетаниях. Проблема актуальна и в тех отраслях промышленности, где широко используются тонкостенные трубы, работающие под относительно высоким давлением, создающим проблему обеспечения их механической прочности (трубопроводы в нефтяной, газовой, химической промышленности, в тепловой энергетике и т.п.). Аварийное разрушение труб связано со значительным вредом, а нередко и с техногенными катастрофами, что требует неукоснительного поддержания достаточного запаса прочности при эксплуатации трубопроводов. Контроль исходной прочности труб необходим и в процессе их производства, однако в стационарных условиях предприятий-изготовителей организация комплексных испытаний качества продукции проблемы не представляет. Гораздо сложнее проведение такого контроля в условиях эксплуатации, где необходимость в нем гораздо острее. При эксплуатации труб их прочность зависит не только от исходных свойств материала, но и от продолжительности и условий эксплуатации, приводящей к коррозии, усталостному старению и другим изменениям материала, что, в конечном счете, приводит к снижению запаса прочности, и, в случае возникновения технологических пиков давления - к разрыву трубопроводов.
Существует способ контроля прочности трубопроводных систем их опрессовкой, т.е. умышленным созданием повышенного испытательного давления. Такие испытания позволяют при последующей эксплуатации трубопровода гарантировать запас прочности, соответствующий соотношению нормального и испытательного давлений. Недостатком такого способа испытаний, проводимых непосредственно на контролируемом объекте, является сложность и трудоемкость обеспечения мер безопасности, а также невозможность оценить фактический запас прочности, и в особенности изменение его во времени.
Более полную информацию о фактической текущей прочности материала трубопроводов получают при испытаниях вырезанных из них отрезков. Так, при испытании на одноосное растяжение вырезанных из труб криволинейных образцов [патент РФ №2402009, Устройство для определения упруго-пластичных свойств материала при растяжении дугообразных образцов] можно получить исчерпывающую характеристику прочности материала при воздействии на трубу окружных напряжений, вызванных радиальной нагрузкой вследствие внутреннего давления. Подобное напряженное состояние возникает на протяженных прямолинейных участках трубопроводов. Однако на перегибах труб, помимо радиальных напряжений, возникают еще и осевые напряжения, по величине уступающие радиальным лишь вдвое. В итоге возникает характерное для труб сложнонапряженное деформированное состояние, сопротивление которому, вследствие анизотропии свойств, различной степени коррозии на внутренней и внешней поверхности трубы и др. теоретически оценить трудно. Определить предельное давление, которое труба может выдержать без пластического деформирования или без разрушения, можно только экспериментально. Во избежание повреждения трубопроводной системы такие испытания проводят отдельно от нее, на фрагментах труб. Такие фрагменты могут быть получены вырезкой на проблемных участках во время восстановительных или профилактических работ.
Испытания могут быть проведены такой же гидравлической опрессовкой, но с доведением гидравлического давления до разрушения трубы. Для проведения испытаний отрезок трубы должен быть герметизирован. Простейшим способом герметизации является заваривание отрезка трубы по торцам. Однако, несмотря на внешнюю простоту, заваривание является весьма трудоемкой операцией, так как должно выполняться с высоким качеством, что сложно обеспечить на отрезках труб, длительное время находившихся в эксплуатации. Локальное снижение качества сварки на небольшом участке шва при опрессовке может привести к образованию свища, протечка в котором не позволит довести гидравлическое давление до разрушающего уровня. Заваривание торца не решает также проблему приложения к образцу или трубе внешней нагрузки при более сложной схеме испытания.
Для снижения трудоемкости и повышения надежности испытаний нагрузку к трубчатым образцам прикладывают с помощью механических зажимов, например, с использованием цанговых зажимов или креплением по специально отвальцованным по периметру трубы окружным гофрам [Писаренко Г.П., Лебедев А.А. Деформирование и прочность материалов при сложном напряженном состоянии. Киев, изд-во «Наукова думка», 1976, с. 224]. Для создания в полости трубы гидравлического давления ее торцы герметизируют, например, с помощью самоуплотняющихся манжет. Обеспечивая надежность испытаний, такие устройства остаются весьма трудоемкими в эксплуатации, так как требуют достаточно высокой и равномерно распределенной по периметру закрепляющей нагрузки. Сложность задачи возрастает по мере роста диаметра трубы, пропорционально второй степени которого возрастает нагрузка на торец трубы, а соответственно и закрепляющее усилие.
Наиболее близким к предлагаемому устройству является устройство для испытания труб внутренним давлением [патент РФ, №2055342 с приоритетом от 27.02.1996, G01N 3/10. Устройство для испытания труб внутренним давлением]. Устройство содержит корпус с центральным цилиндрическим отверстием для размещения конца испытываемой трубы. В корпусе выполнены пазы, канал для подвода рабочей среды. Имеется уплотнительная манжета, а также нажимной механизм, выполненный в виде плунжера и возвратной пружины и установленный с возможностью перемещения в радиальном направлении. Устройство снабжено распорным механизмом, содержащим верхний язычок, нижний язычок и клин, а также привод перемещения механизма в виде зубчатой рейки и шестерни.
Недостатком рассматриваемого устройства является то, что для создания закрепляющего усилия необходимо приложение внешней активной силы, для чего, в свою очередь, требуются дополнительные устройства.
Устройство для испытания труб внутренним давлением [патент РФ, №2055342, с приоритетом от 27.02.1996, G01N 3/10] выбрано в качестве прототипа.
Задачей, стоящей перед авторами предполагаемого изобретения, является разработка устройства для испытаний на прочность при сложнонапряженном деформированном состоянии тонкостенных трубчатых образцов (отрезков труб) внутренним гидравлическим давлением, гарантирующего достаточное закрепляющее усилие и исключающее разрушение хвостовиков образца под действием закрепляющих усилий, т.е. повышающее надежность испытаний и снижающее трудоемкость их проведения.
Техническим результатом данного технического решения является возможность гидравлических испытаний на прочность при сложнонапряженном состоянии тонкостенных трубчатых образцов (отрезков труб) постоянного сечения, не имеющих специально изготовленной захватной части, без дополнительных мер по герметизации труб, исключение риска пластического пережима образца металлов и сплавов, снижение габаритов устройства.
Технический результат достигается тем, что устройство для испытания на прочность тонкостенных трубчатых образцов, состоящее из распорного приспособления, устанавливаемого внутри образца по его краю, в состав которого входит соединенный с эластичной самоуплотняющейся манжетой и имеющий возможность осевого перемещения поршень, и канал для подачи гидравлического давления в полость образца. Согласно изобретению, с другого края образца установлено такое же распорное приспособление, при этом каждый поршень снабжен контактирующим с ним самоцентрирующимся разжимным механизмом, состоящим из центрального корпуса с шарнирно закрепленными по крайней мере двумя рычагами, расположенными относительно радиального направления под углом, не превышающим угла трения, шарнирно соединенными с разжимными кулачками, контактирующими с внутренней поверхностью образца, а с наружной стороны образца по его окружности в том же сечении, где расположены разжимные кулачки, размещен силовой бандаж, между рычагами и центральным корпусом установлены упругие элементы, канал для подачи гидравлического давления выполнен в одном из поршней.
Рычаги равномерно распределены на окружности разжимного механизма.
На центральном корпусе устройства соосно с конструкцией могут быть выполнены элементы, обеспечивающие приложение к образцу внешней осевой нагрузки в растягивающем или сжимающем направлениях.
На разжимных кулачках могут быть выполнены элементы, обеспечивающие приложение к образцу крутящего момента.
Основное достоинство самоцентрирующегося разжимного механизма состоит в простоте и надежности, которая обеспечивается применением шарнирно и равномерно закрепленных на корпусе рычагов под углом, не превышающем угла трения. Такой выбор угла наклона рычагов дает возможность при увеличении давления в полости трубчатого образца или отрезка трубы, автоматически увеличивать усилие прижима кулачков к внутренней поверхности образца. Силовой бандаж, установленный с наружной стороны образца по его окружности в том же сечении, где расположены разжимные кулачки, обеспечивает замыкание силовой цепи, а упругие элементы, воздействующие на рычаги в направлении отклонения их продольной оси, создают начальную радиальную нагрузку на разжимных кулачках.
На фиг. 1 показана схема конкретного исполнения устройства для герметизации и силового замыкания внутреннего пространства трубчатого образца или отрезка трубы при гидравлических испытаниях, где:
1 - трубчатый образец;
2 - поршень;
3 - самоуплотняющаяся манжета;
4 - центральный корпус;
5 - рычаги;
6 - разжимные кулачки;
7 - упругие элементы;
8 - силовой бандаж;
9 - рабочая жидкость.
Устройство работает следующим образом. Создаваемое внутри трубчатого образца 1 гидравлическое давление воздействует на каждый из двух поршней 2, стремясь вытолкнуть их из трубчатого образца 1. Утечку рабочей жидкости 9 через зазор между поршнем 2 и трубчатым образцом 1 предотвращает закрепленная по периметру поршня 2 самоуплотняющаяся манжета 3, имеющая возможность осевого перемещения вместе с поршнем. Для подачи рабочей жидкости во внутреннюю полость трубчатого образца 1 в одном из двух поршней 2 имеется проходное отверстие и штуцер (на фиг. 1 не показано) для присоединения к внешней гидравлической системе.
Выталкиванию поршня 2 препятствует самоцентрирующий разжимной механизм, который состоит из центрального корпуса 4, шарнирно закрепленных на нем и равномерно распределенных по его окружности, расположенных относительно радиального направления под углом, не превышающим угла трения α двух или трех рычагов 5, также шарнирно закрепленных с разжимными кулачками 6, соприкасающимися с внутренней поверхностью трубчатого образца 1.
Шарнирно закрепленные к центральному корпусу 4 и равномерно распределенные по окружности рычаги 5 с шарнирно закрепленными на них разжимными кулачками 6 под действием упругих элементов 7 стремятся принять радиальное положение, чему препятствуют габариты трубчатого образца 1. Размеры рычагов 5 подбираются таким образом, чтобы в рабочем положении угол между рычагами 5 и радиальным направлением не превышал угла трения α между разжимными кулачками 6 и внутренней поверхностью трубчатого образца 1. До создания гидравлического давления в полости трубчатого образца 1 упругие элементы 7, воздействуя через рычаги 5, создают между разжимными кулачками 6 и внутренней поверхностью трубчатого образца 1 небольшие начальные усилия. При создании гидравлического давления пропорциональная ему осевая нагрузка передается на центральный корпус 4, от него на рычаги 5, угол установки которых приводит к преобразованию осевой нагрузки в рабочие радиальные усилия, одинаковые на всех кулачках 6 вследствие симметрии самоцентрирующейся рычажной системы. С внешней стороны трубчатого образца 1 по его окружности и в том же сечении, где расположены разжимные кулачки 6, размещается силовой бандаж 8, имеющий прочность и жесткость, достаточные для восприятия радиального усилия от разжимных кулачков 6. Зазор между силовым бандажом 8 и внешней поверхностью трубчатого образца 1 должен либо отсутствовать, либо иметь размер, в пределах которого разжатие края трубчатого образца 1 неспособно привести к возникновению разрушающих напряжений. Угол установки рычагов 5 обеспечивает такую величину радиальных усилий, при которой соответствующая им и коэффициенту трения величина силы трения достаточна для удержания устройства от перемещения в осевом направлении под воздействием гидравлической осевой нагрузки. В конечном счете, осевая нагрузка воспринимается сечением трубчатого образца 1, создавая в рабочей части продольную компоненту напряжений, действующую одновременно с окружной компонентой. Таким образом, в стенке трубчатого образца 1 создается напряженно-деформированное состояние, с наиболее опасным характером, свойственным для мест перегиба трубопроводов.
Для создания сложнонапряженного деформированного состояния с иным соотношением действующих напряжений, помимо действующей от гидравлического давления нагрузки, к центральному корпусу 4 может быть приложена дополнительная осевая сила Р, как совпадающая по направлению с гидравлической нагрузкой, повышающая растягивающие трубчатый образец 1 продольные напряжения, так противоположная гидравлической нагрузке, т.е. компенсирующая продольные напряжения в трубе. Устройство допускает также приложение к трубчатому образцу 1 крутящего момента, который может быть приложен с помощью внешнего устройства к разжимным кулачкам 6.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для создания гравийного скважинного фильтра в процессе гидравлического разрыва продуктивного пласта | 2023 |
|
RU2821937C1 |
| ВНУТРЕННИЙ САМОЦЕНТРИРУЮЩИЙ ЛЮНЕТ | 2013 |
|
RU2542045C1 |
| УПЛОТНИТЕЛЬНЫЙ ЭЛЕМЕНТ ПАКЕРА | 2012 |
|
RU2490425C1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| СПОСОБ ЗАЖИМА ТОНКОСТЕННОЙ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ | 2020 |
|
RU2745597C1 |
| УСТРОЙСТВО ДЛЯ ПРОМЫВКИ СКВАЖИНЫ ОТ ПАРАФИНООТЛОЖЕНИЙ | 2014 |
|
RU2568459C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ МЕТАЛЛИЧЕСКОГО ПЛАСТЫРЯ В НАКЛОННО-НАПРАВЛЕННЫХ И ГОРИЗОНТАЛЬНЫХ УЧАСТКАХ НЕФТЯНЫХ И ГАЗОВЫХ СКВАЖИН | 2017 |
|
RU2669412C1 |
| Устройство для неразъемного соединения труб с концевой арматурой | 1989 |
|
SU1742012A1 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА (ВАРИАНТЫ) | 2008 |
|
RU2451233C2 |
| ПАКЕР | 1992 |
|
RU2021486C1 |
Изобретение относится к испытаниям на прочность при сложнонапряженном деформированном состоянии тонкостенных трубчатых образцов, в том числе отрезков труб постоянного сечения. Устройство состоит из распорного приспособления, устанавливаемого внутри образца по его краю, в состав которого входит соединенный с эластичной самоуплотняющейся манжетой и имеющий возможность осевого перемещения поршень, и канал для подачи гидравлического давления в полость образца. С другого края образца установлено такое же распорное приспособление. Каждый поршень снабжен самоцентрирующимся разжимным механизмом, состоящим из центрального корпуса с шарнирно закрепленными, по крайней мере, двумя рычагами, расположенными относительно радиального направления под углом, не превышающим угла трения, шарнирно соединенными с разжимными кулачками, контактирующими с внутренней поверхностью образца. С наружной стороны образца по его окружности в том же сечении, где расположены разжимные кулачки, размещен силовой бандаж, между рычагами и центральным корпусом установлены упругие элементы, канал для подачи гидравлического давления выполнен в одном из поршней. Технический результат: возможность гидравлических испытаний на прочность при сложнонапряженном состоянии тонкостенных трубчатых образцов постоянного сечения, не имеющих специально изготовленной захватной части, без дополнительных мер по герметизации труб, исключение риска пластического пережима образца металлов и сплавов, снижение габаритов устройства. 3 з.п. ф-лы, 1 ил.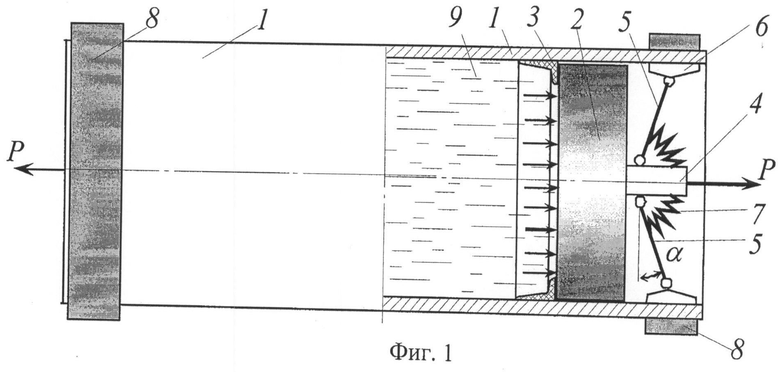
1. Устройство для испытания на прочность при сложнонапряженном состоянии тонкостенных трубчатых образцов или отрезков труб, состоящее из распорного приспособления, устанавливаемого внутри образца по его краю, в состав которого входит соединенный с эластичной самоуплотняющейся манжетой и имеющий возможность осевого перемещения поршень, и канал для подачи гидравлического давления в полость образца, отличающееся тем, что с другого края образца установлено такое же распорное приспособление, при этом каждый поршень снабжен контактирующим с ним самоцентрирующимся разжимным механизмом, состоящим из центрального корпуса с шарнирно закрепленными по крайней мере двумя рычагами, расположенными относительно радиального направления под углом, не превышающим угла трения, шарнирно соединенными с разжимными кулачками, контактирующими с внутренней поверхностью образца, а с наружной стороны образца по его окружности в том же сечении, где расположены разжимные кулачки, размещен силовой бандаж, между рычагами и центральным корпусом установлены упругие элементы, канал для подачи гидравлического давления выполнен в одном из поршней.
2. Устройство по п.1, отличающееся тем, что рычаги равномерно распределены на окружности разжимного механизма.
3. Устройство по п.1, отличающееся тем, что на его центральном корпусе соосно с конструкцией установлены элементы, обеспечивающие приложение к образцу внешней осевой нагрузки в растягивающем или сжимающем направлениях.
4. Устройство по п.1, отличающееся тем, что на разжимных кулачках установлены элементы, обеспечивающие приложение к образцу крутящего момента.
| RU 2055342 C1, 27.02.1996 | |||
| 1971 |
|
SU411347A1 | |
| ГЕРМЕТИЗИРУЮЩАЯ ГОЛОВКА | 0 |
|
SU367354A1 |
| CN 201583391 U, 15.09.2010. | |||

