Изобретение относится к области технологии машиностроения, а именно к станочным приспособлениям, для осуществления механической обработки длинномерных тонкостенных осесимметричных деталей, имеющих центральное осевое отверстие.
Известна конструкция устройства для обработки тонкостенных цилиндрических деталей [а.с. №986602, кл. В23В 1/00. Устройство для обработки тонкостенных цилиндрических деталей, 1983], выбранная в качестве прототипа, содержащая заднюю бабку, планшайбу, установленную на шпинделе передней бабки и оправку с фланцами с радиальными пазами, втулкой с кулачками, червячной парой и разжимными элементами в виде стержней с роликами, связанными с кулачками втулки, и кинематически связанными шестернями.
Недостатком данного устройства является нетехнологичность, сложность изготовления, ограниченные технологические возможности из-за ограниченного хода стержней с роликами, относительно низкая жесткость из-за большого количества центрирующих элементов.
Цель изобретения - повышение геометрической точности наружных поверхностей вращения, обеспечение стабильности форм и размеров путем повышения равностенности получаемых изделий.
Эта цель достигается за счет того, что внутренний самоцентрирующий люнет содержит направляющую, установленную в центрах, опорные ролики, направляющая имеет по всей длине продольный паз, на направляющей установлен корпус с возможностью осевого перемещения, с одной стороны к которому присоединен привод, а с другой - крышка, в центральном отверстии которой зафиксирована шпонка, которая с зазором установлена в продольном пазу направляющей, привод имеет шток-поршень, штоковая часть которого выполнена на конце конической и проходит внутрь корпуса люнета, в котором установлены с возможностью поворота в продольной плоскости рычаги, одним концом опирающиеся на коническую часть шток-поршня, а на другом конце которых установлены опорные ролики, развернутые под углом α относительно плоскости, проходящей через центр ролика перпендикулярно к оси заготовки, при этом рычаги поджимаются пружиной к шток-поршню.
Выполнение направляющей с продольным пазом по всей длине заготовки дает возможность перемещать люнет по всей длине заготовки.
Установка корпуса с приводом на направляющей с возможностью осевого перемещения обеспечивает отслеживание резца вдоль всей обрабатываемой поверхности.
Выполнение люнета с корпусом, с одной стороны к которому присоединен привод, а с другой - крышка, обеспечивает компактность конструкции.
Установка в отверстии крышки корпуса с натягом шпонки, которая с зазором установлена в продольном пазу направляющей, дает возможность фиксации люнета от проворота, а также фиксация положения одного из опорных роликов напротив резца.
Выполнение формы направляющей части шток-поршня привода конической создает клиновой зажимной механизм.
Проход шток-поршня внутрь корпуса люнета минимизирует силовую цепь, повышает жесткость и точность центрирующего механизма.
Установка внутри корпуса с возможностью поворота в продольной плоскости рычагов расширяет технологические возможности устройства за счет увеличения диапазона размеров обрабатываемых отверстий.
Опирание рычагов одним концом на коническую часть шток-поршня, установка на другом конце рычагов опорных роликов создает силовое замыкание между направляющей и заготовкой.
Поджим рычагов пружиной к шток-поршню обеспечивает автоматический отвод опорных роликов от заготовки при раскреплении.
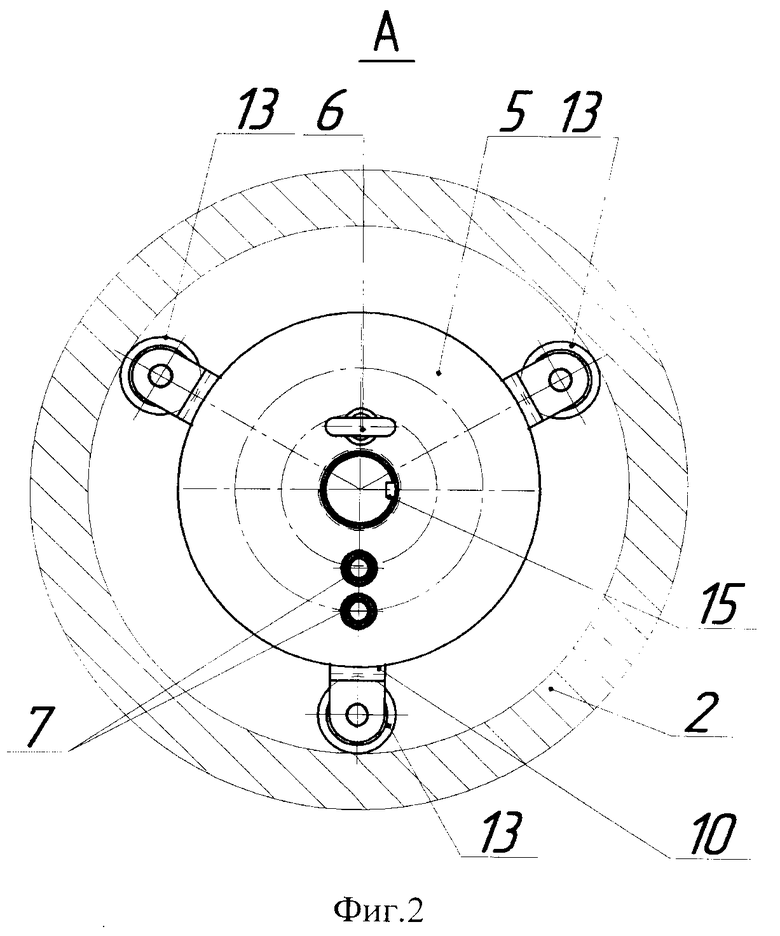
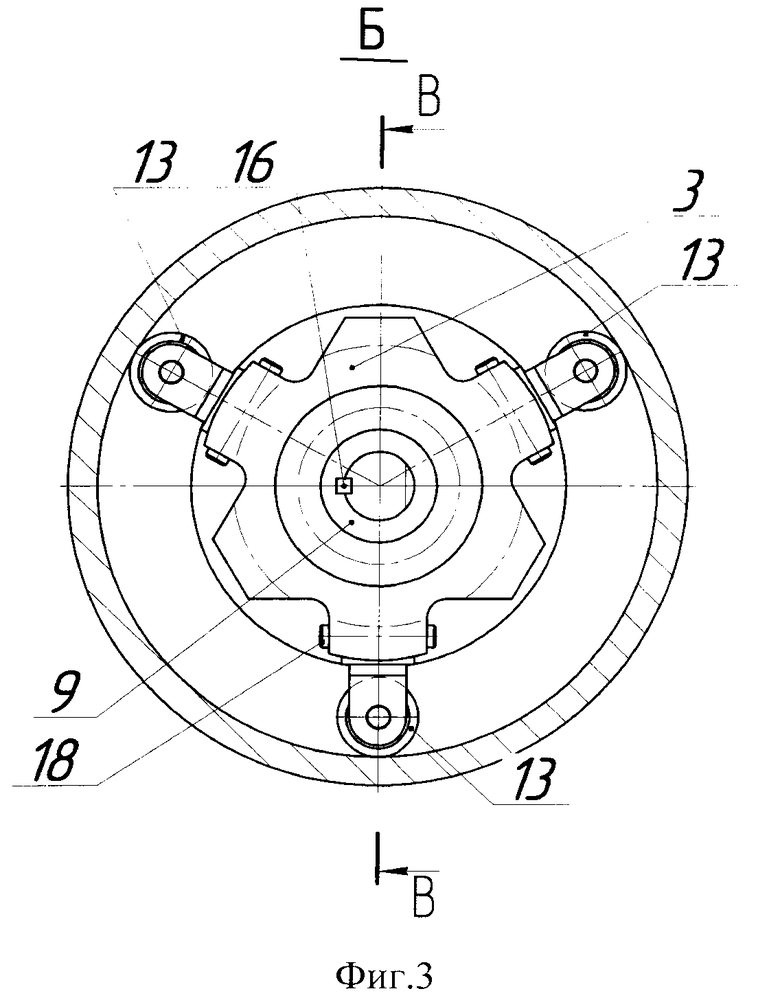
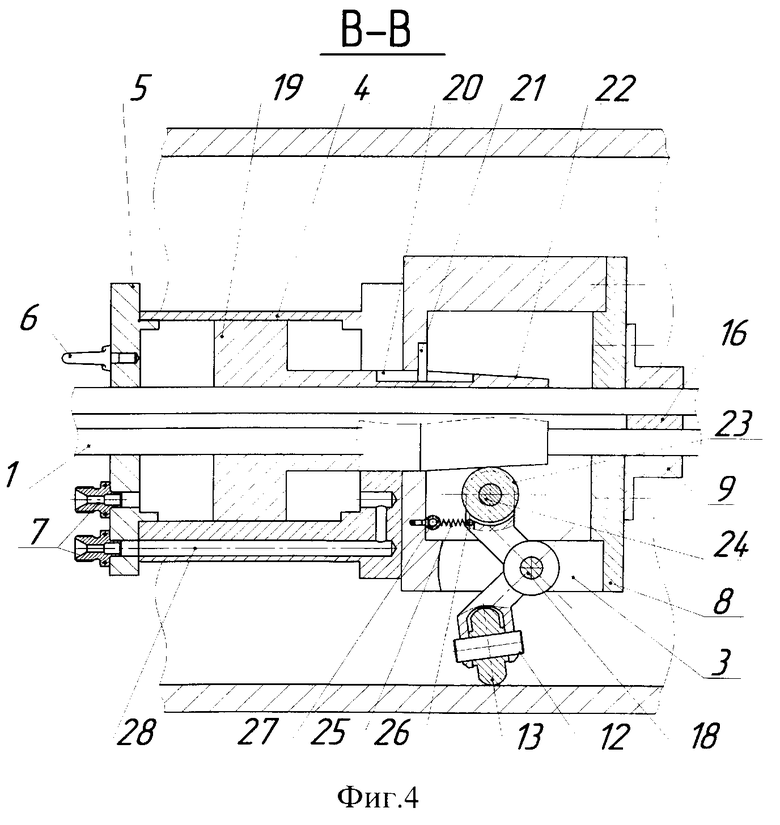
Изобретение иллюстрируется чертежами, на которых представлено: на фиг.1 показан общий вид внутреннего самоцентрирующего люнета; на фиг.2 - вид А фиг.1; на фиг.3 - вид Б фиг.1; на фиг.4 - сечение В-В фиг.3.
Устройство содержит (фиг.1) направляющую 1, установленную в центрах (не показаны), проходящую внутри заготовки 2, установленной в наружных люнетах (не показаны). На направляющую 1 установлен корпус 3 с приводом 4, в крышку 5 которого вкручен рым-болт 6, тросом связанный с суппортом (не показаны). В крышку 5 вкручены штуцеры 7. К корпусу 3 с одной стороны присоединен привод 4, а с другой - крышка 8 с фланцем 9. На конце рычагов 10, расположенных равномерно по окружности в корпусе 3, в вилках 11 на осях 12 вращаются опорные ролики 13. Один из опорных роликов размещается напротив резца 14. В пазу 15 направляющей 1 по свободной посадке, а во фланце 9 с натягом установлена шпонка 16 (фиг.2-3). В корпусе 3 рычаги 10 с зазором установлены на осях 18. В приводе 4 установлен поршень 19, который с зазором установлен на направляющей 1 и имеет паз 20, в который входит шпонка 21, зафиксированная в корпусе 3. Поршень 19 имеет коническую часть 22, на которую опираются ролики 23, установленные на осях 24 в рычагах 10. Ролики 23 поджимаются к конической части 22 пружиной 25, закрепленной на штифте 26 в рычаге 10 и в винте 27 в корпусе 3. В приводе 4 для подачи рабочей среды в правую полость предусмотрен канал 28.
Внутренний самоцентрирующий подвижный люнет с гидравлическим приводом имеет возможность перемещения вдоль оси заготовки (или же собственной оси симметрии) по направляющей 1, с помощью рым-болта 5, который связан тросом с суппортом станка (оба на показаны). Соединение люнета с суппортом через рым-болт тросом обеспечивает синхронное перемещение резца и роликов внутреннего самоцентрирующего подвижного люнета.
Вся конструкция не имеет степени свободы поворота вокруг своей оси на направляющей 1, за счет продольного паза 15, с которым сопряжена скользящая шпонка 15, поэтому вся конструкция способна совершать поступательное движение вдоль оси технологической системы, но не имеет свободы поворота вокруг ее.
Внутренний самоцентрирующий люнет работает следующим образом. Перед механической обработкой наружным обтачиванием длинномерных тонкостенных осесимметричных деталей внутренний самоцентрирующий люнет вставляется в трубу заготовки 2. После этого направляющая 1 фиксируется в центрах. Заготовка 2 центрируется в люнетах и приводится во вращение поводковым патроном. Производится подача рабочей среды (масла) с заданным давлением через штуцер 7 в рабочую полость привода, в результате чего поршень 19 перемещается вправо и конической частью 22 нажимает на ролик 23 и создает на нем усилие Р. При этом ролик 23 перекатывается по конической поверхности 22 без проскальзывания. Рычаги 10 совершают поворот вокруг осей 16 и прижимают опорные ролики 13 к внутренней поверхности обтачиваемой заготовки с усилием, которое численно равно радиальной составляющей силы резания. При раскреплении уже обработанной заготовки производится обратный процесс. Рабочая среда подается уже через один из штуцеров 7 в правую полость привода 4. При отводе конической поверхности 22 пружина 25 поворачивает рычаги 10, отводя опорные ролики 13.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки тонкостенных труб | 1989 |
|
SU1687381A2 |
| Способ токарной обработки маложесткой длинномерной осессимметричной заготовки детали | 2022 |
|
RU2805022C2 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2010687C1 |
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ | 2012 |
|
RU2492030C1 |
| Силовая головка | 1990 |
|
SU1756030A1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196663C1 |
| Станок для закалки крупногабаритных деталей | 1985 |
|
SU1397503A1 |
| ТОКАРНЫЙ СТАНОК | 2012 |
|
RU2494840C1 |
| Устройство для обработки двух маложестких ступенчатых валов | 2022 |
|
RU2798857C1 |
Люнет содержит направляющую, предназначенную для установки в центрах станка, и опорные ролики. Для повышения геометрической точности наружных поверхностей вращения, обеспечения стабильности форм и размеров путем повышения равностенности получаемых изделий он снабжен корпусом, установленным с возможностью осевого перемещения на направляющей, по всей длине которой выполнен продольный паз, с одной стороны к корпусу присоединен привод, а с другой - крышка, в центральном отверстии которой зафиксирована шпонка, с зазором установленная в продольном пазу направляющей. Привод имеет шток-поршень, штоковая часть которого выполнена на конце конической и проходит внутрь корпуса люнета, в котором с возможностью поворота в продольной плоскости и опоры на коническую часть шток-поршня установлены рычаги, на другом конце которых установлены упомянутые опорные ролики, развернутые под углом α относительно плоскости, проходящей через центр ролика перпендикулярно к оси люнета, при этом рычаги выполнены с возможностью поджима пружиной к шток-поршню. 4 ил.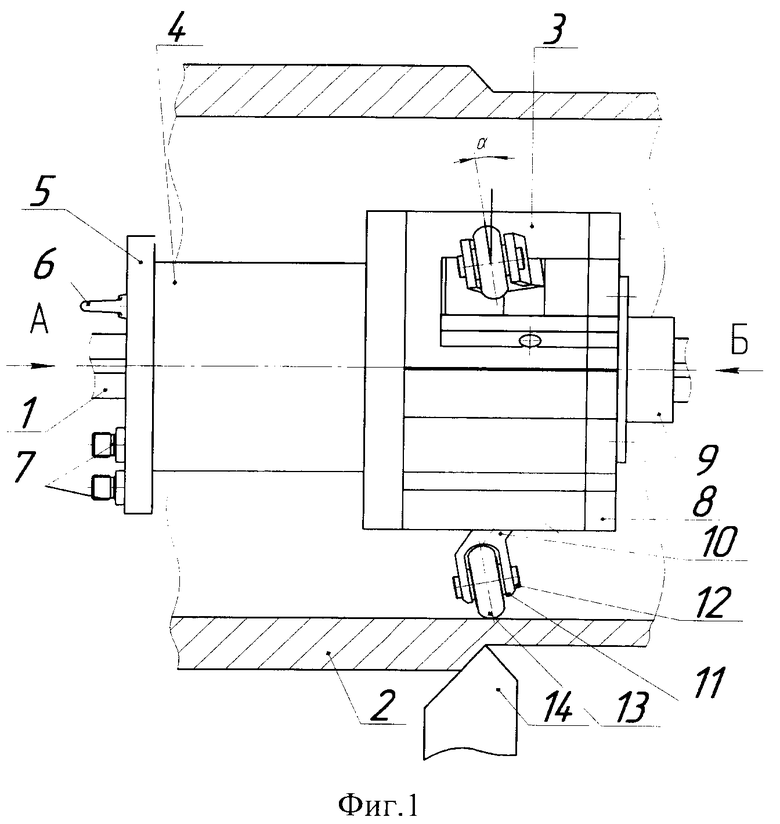
Внутренний самоцентрирующий люнет, содержащий направляющую, установленную в центрах, опорные ролики, отличающийся тем, что направляющая имеет по всей длине продольный паз, на направляющей установлен корпус с возможностью осевого перемещения, с одной стороны к которому присоединен привод, а с другой - крышка, в центральном отверстии которой зафиксирована шпонка, которая с зазором установлена в продольном пазу направляющей, привод имеет шток-поршень, штоковая часть которого выполнена на конце конической и проходит внутрь корпуса люнета, в котором установлены с возможностью поворота в продольной плоскости рычаги, одним концом опирающиеся на коническую часть шток-поршня, а на другом конце которых установлены опорные ролики, развернутые под углом α относительно плоскости, проходящей через центр ролика перпендикулярно к оси заготовки, при этом рычаги поджимаются пружиной к шток поршню.
| Устройство для обработки тонкостенных цилиндрических деталей | 1981 |
|
SU986602A1 |
| Способ обработки тонкостенных цилиндрических деталей | 1983 |
|
SU1127691A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2288076C2 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |

