Изобретение относится к области химической технологии термопластичных полимеров и касается технологии изготовления термоусаживающихся манжет для защиты сварных швов металлических трубопроводов от коррозии.
Термоусаживающаяся манжета состоит из радиационно ориентированной полиолефнновой (ПЭ) ленты-основы и полиолефнновой ленты (ПЭ) армированной стеклосеткой (например ССТ-Б-Трансет), из которой нарезаются пластины (замковые), необходимые для фиксации термоусаживающейся ленты в кольцо.
На обе ленты наносится клей-расплав на основе сополимера этилена с винилацетатом (СЭВ) ТУ 2293-002-58210788-2004 «Комплект манжеты термоусаживающейся ТИАЛ-М», патент 2048984 опубликован 27.11.1995. «Способ изготовления соединительных термоусаживающихся манжет».
Термоусаживающаяся лента изготавливается из ПЭ, облучается ускоренными электронами или γ-излучению Со60, что обеспечивает ПЭ «память», ориентируется в продольном направлении при температуре 145-150°C на 17-70% и охлаждается под нагрузкой до комнатной температуры. При последующем нагреве выше температуры плавления необлученного ПЭ лента приобретает первоначальный размер (усаживается), создавая давление на сварной шов, прочно соединяясь с металлом через клей-расплав.
Качество защиты сварного шва от коррозии определяется ГОСТ Р 51164-98 «Трубопроводы стальные магистральные. Общие требования к защите от коррозии» и «Техническими требованиями на наружные антикоррозионные покрытия на основе термоусаживающихся полимерных лент, предназначенных для изоляции сварных швов магистральных трубопроводов и отводов от них» ОТТ 0400-45.21.30.-ктн-002-1-03. Одно из основных требований указанных документов высокая прочность полимерных изолирующих материалов и высокая адгезионная прочность клея-расплава к металлу и ПЭ.
При изготовлении лент из ПЭ и СЭВ экструзионным способом в изолирующие полимеры в соответствии с ГОСТ 16338-85 вводится стабилизатор Фенозан-23 (Ирганокс 1010) в концентрации не ниже 0,1%, для уменьшения влияния термодеструкции на физико-механические свойства полимера.
Известен способ «изготовление соединительных термоусаживающихся манжет»(патент 2048184т 27.11.1995), по которому адгезионный слой на основе сополимера этилена с винилацетатом наносят на предварительно радиационно сшитую заготовку, при этом температура заготовки 110-130°C.
Известен также способ противокоррозионной изоляции сварных швов (патент RU 2228940) по которому для получения высокой адгезионной прочности термоусаживающегося изоляционного слоя, адгезионный слой представляет собой смесь из трех сополимеров этилена с винилацетатом с разным содержанием винилацетатных групп, содержит минеральный наполнитель и модификатор (полиизоцианат).
Недостатки этих способов
- низкая прочность полимерных материалов (для ПЭ 10-12 МПа, для СЭВ 4,8-9,8 МПа) и низкая адгезионная прочность клея-расплава, особенно к ПЭ (не выше 5 Н/мм),
- высокая поглощенная доза при радиационном сшивании ПЭ, 25-50 Мрад (0,25-0,50 МГр),
- низкая температура термоусаживающегося слоя (110-130°C), что не обеспечивает прочного соединения адгезионного слоя с ПЭ,
- введение дополнительных технологических операций необходимых при приготовлении модифицированного адгезионного слоя.
Наиболее близким по технической сущности и достигаемому результату к заявляемому является способ радиационного сшивания полимера в присутствии ацетилена (патент RU 2324270 от 11.10.2006).
Суть изобретения состоит в том, чтобы получить высокую адгезионную прочность клеевого слоя к термопластичному полимеру, заготовку (термоусаживающийся кожух) из ПЭ или СЭВ выдерживали в реакторе при температуре +80-100°C в смеси газов ацетилена и азота в соотношении 1:2 соответственно при объемном давлении 1,2·105 Па до полной равновесной концентрации, затем облучают γ-излучением Co60 с поглощенной дозой 45 кГр и 60 кГр для СЭВ и ПЭ соответственно, после облучения производят напыление клея-расплава и термовытяжку.
Недостатки этого способа
- длительная выдержка заготовки в газовой среде при высокой температуре,
- термодеструкция расплава СЭВ из-за высокой температуры необходимой для напыления клея-расплава на поверхность заготовки из ПЭ,
- невозможность осуществления непрерывного технологического процесса.
Задачей настоящего изобретения является разработка технологического процесса изготовления термоусаживающихся манжет свободного от указанных недостатков.
Поставленная задача решается тем, что в процессе изготовления лент из ПЭ и СЭВ в них вводится серусодекжащий стабилизатор полигидрохинондисульфид (ПГХДС) в концентрации 0,1-0,3 мас.%.
Для изготовлении замковых пластин ПЭ ленту армируют стеклосеткой (например ССТ-Б-Трансет). Полученные ленты одновременно (или порознь) подвергаются облучению ускоренными электронами в присутствии кислорода воздуха с поглощенной дозой 0,07-0,1 МГр. После облучения обе ленты из ПЭ прогревается до температуры 145-150°C и приводится в контакт с лентой из СЭВ. После дублирования лента без армировки стеклосеткой при температуре 145-150°C вытягивается на 15-70% и охлаждается под нагрузкой до комнатной температуры.
Примеры, иллюстрирующие заявляемый способ.
Пример 1. В ПЭ марки 153 и в СЭВ марки 1170-210 вводили стабилизатор ПГХДС в концентрации) 0,2%. Каждую массу перемешивали в смесителе при температуре 140-145°C в течение 0,5 часа. Из полученных масс прессовали при температуре 150°C пластины толщиной 2 мм. Из пластин вырезали образцы шириной 20 мм и длиной 50 мм и приводили в контакт при температуре 150°C и давлении 3·103 Па в течение 15 минут. После охлаждения и выдержки в течение 1 часа образцы испытывали на отслаивание. Прочность на отслаивание образцов ПЭ-СЭВ составила 2,2 Н/мм составили, прочность на отслаивание аналогичных образцов не содержащих стабилизатора составила 0,4 Н/мм.
Пример 2. По примеру 1, отличающийся тем, что концентрация ПГХДС составила 0,3 мас.%. Прочность на отслаивание составила 2,0 Н/мм.
Пример 3. По примеру 1, отличающийся тем, что концентрация стабилизатора ПГХДС составляла 0,1 мас.%.
Прочность на отслаивание при этом составила 1,9 Н/мм.
Образцы для испытание на растяжение готовили путем смешения ПЭ марки 153 и СЭВ марок 1170-21-, 1130-075, 113-27 с минеральным наполнителем и модификатором (полиизоционатом) в смесителе при температуре 140-145°C с ПГХДС в концентрации 0,2 мас.%. Из полученных масс прессовали при температуре 150±5°C пластины толщиной 2 мм. Полученные пластины облучали ускоренными электронами с энергией 6,0 МэВ и поглощенной дозой 0,07 и 0,1 МГр в присутствии кислорода воздуха. Из пластин вырезали лопатки и проводили испытания на растяжение. Результаты испытаний представлены в таблице 1.
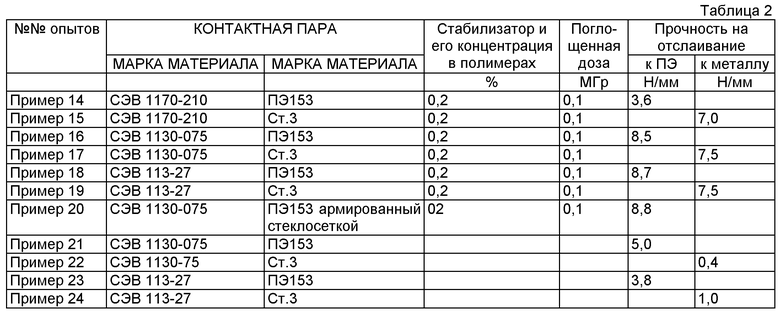
Образцы для определения прочности на отслаивание готовили следующим образом: в смесителе при температуре 140-145°C путем смешения с ПГХДС в концентрации 0,2% готовили массы из ПЭ марки 153 и СЭВ марок 1170-210,1130-075,113-27.
Из приготовленной массы прессовали при температуре 150°C пластины толщиной 2 мм, одну из пластин из ПЭ армировали стеклосеткой. Полученные пластины облучали ускоренными электронами с энергией 6,0 Мэв и поглощенной дозой 0,1 МГр. Из пластин вырезали образцы шириной 20 мм и длиной 50 мм. Образцы из СЭВ приводили в контакт с образцами из ПЭ и стали (Ст.3) при температуре 150°C и давлении 3·103 Па в течение 15 минут.
После охлаждения и выдержке в течение 1 часа образцы испытывали. Результаты испытаний представлены в таблице 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОЙ МАНЖЕТЫ НА СТЫК ТРУБОПРОВОДА | 2011 |
|
RU2488737C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОУСАЖИВАЮЩИХСЯ МАТЕРИАЛОВ | 2009 |
|
RU2436814C2 |
| ОРГАНИЧЕСКИЕ СОЕДИНЕНИЯ, СОДЕРЖАЩИЕ ДИСУЛЬФИДНЫЕ ГРУППЫ, В КАЧЕСТВЕ СТАБИЛИЗАТОРОВ ОКИСЛИТЕЛЬНЫХ ПРОЦЕССОВ В ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРАХ И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2011 |
|
RU2488605C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕМБРАН ДЛЯ УЛЬТРА- И МИКРОФИЛЬТРАЦИИ | 2009 |
|
RU2436811C2 |
| ОРГАНИЧЕСКИЕ СОЕДИНЕНИЯ, СОДЕРЖАЩИЕ ДИСУЛЬФИДНЫЕ ГРУППЫ, В КАЧЕСТВЕ СТАБИЛИЗАТОРОВ ОКИСЛИТЕЛЬНЫХ ПРОЦЕССОВ В ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРАХ И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2006 |
|
RU2337927C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ТЕРМОУСАЖИВАЮЩЕГОСЯ АДГЕЗИОННОГО МАТЕРИАЛА НА ОСНОВЕ ПОЛИОЛЕФИНОВ "ДОНРАД-ЭКСТРА" | 1997 |
|
RU2124439C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДВУХСЛОЙНОЙ ТЕРМОУСАЖИВАЮЩЕЙСЯ ЛЕНТЫ | 2005 |
|
RU2286368C1 |
| ТЕРМОУСАЖИВАЮЩАЯ МНОГОСЛОЙНАЯ АДГЕЗИОННАЯ ЛЕНТА | 2002 |
|
RU2228944C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОУСАЖИВАЮЩЕЙСЯ МНОГОСЛОЙНОЙ АДГЕЗИОННОЙ ЛЕНТЫ "ДОНРАД-1" | 1996 |
|
RU2074875C1 |
| СПОСОБ ПРОТИВОКОРРОЗИОННОЙ ИЗОЛЯЦИИ СВАРНЫХ СТЫКОВ И МЕСТ РЕМОНТА ТРУБОПРОВОДА | 2002 |
|
RU2228940C1 |
Изобретение относится к области химической технологии термопластичных полимеров и касается технологии изготовления термоусаживающихся манжет для защиты сварных швов металлических трубопроводов от коррозии. Способ изготовления термоусаживающейся ленты для манжеты из полиэтилена и сополимера этилена с винилацетатом путем смешения полиэтилен и сополимер этилена с винилацетатом с серусодержащим стабилизатором полигидрохинондисульфидом в концентрации 0,1-0,3 мас.%, облучения полученных лент ускоренными электронами с поглощенной дозой 0,07-0,1 МГр и последующим дублированием при температуре 145-150°С. Термоусаживающуюся ленту вытягивают на 15-70% при температуре 140-150°С и охлаждают под нагрузкой до комнатной температуры. Технический результат - создание технологически усовершенствованного процесса изготовления термоусаживающейся ленты. 3 н. и 2 з.п. ф-лы, 2 табл.
1. Способ изготовления термоусаживающейся ленты для манжеты из полиэтилена и сополимера этилена с винилацетатом, отличающийся тем, что в процессе изготовления лент полиэтилен и сополимер этилена с винилацетатом смешивают с серосодержащим стабилизатором полигидрохинондисульфидом в концентрации 0,1-0,3 мас.% и полученные ленты подвергают облучению ускоренными электронами с поглощенной дозой 0,07-0,1 МГр с последующим дублированием при температуре 145-150°С.
2. Способ по п.1, отличающийся тем, что термоусаживающуюся ленту вытягивают на 15-70% при температуре 145-150°С и охлаждают под нагрузкой до комнатной температуры.
3. Способ по п.1, отличающийся тем, что ленту из полиэтилена перед облучением армируют стеклосеткой.
4. Термоусаживающуюся ленту, полученную по пп.1, 2, применяют в качестве термоусаживающихся манжет.
5. Термоусаживающуюся ленту, полученную по п.3, применяют в качестве замковых пластин.
| ТЕРМОУСАЖИВАЕМЫЙ ПОЛИМЕРНЫЙ КОЖУХ СОЕДИНИТЕЛЬНЫХ КАБЕЛЬНЫХ МУФТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2324270C1 |
| СПОСОБ ПРОТИВОКОРРОЗИОННОЙ ИЗОЛЯЦИИ СВАРНЫХ СТЫКОВ И МЕСТ РЕМОНТА ТРУБОПРОВОДА | 2002 |
|
RU2228940C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ТЕРМОУСАЖИВАЮЩЕГОСЯ АДГЕЗИОННОГО МАТЕРИАЛА НА ОСНОВЕ ПОЛИОЛЕФИНОВ "ДОНРАД-ЭКСТРА" | 1997 |
|
RU2124439C1 |
| СПОСОБ ИЗОЛЯЦИИ СВАРНЫХ СТЫКОВ ТРУБОПРОВОДОВ ИЗ СТАЛЬНЫХ ТРУБ, ФУТЕРОВАННЫХ ПОЛИЭТИЛЕНОМ | 2003 |
|
RU2230878C1 |
| СПОСОБ ПРОТИВОКОРРОЗИОННОЙ ИЗОЛЯЦИИ СВАРНЫХ СТЫКОВ И МЕСТ РЕМОНТА ТРУБОПРОВОДА | 2005 |
|
RU2297572C1 |

