Изобретение относится к устройству для изготовления по меньшей мере двух разных типов кузова автотранспортного средства.
В частности, изобретение относится к устройству для изготовления по меньшей мере первого типа и второго типа кузова автотранспортного средства, содержащему первый производственный пост для изготовления первого типа кузова транспортного средства и по меньшей мере один второй производственный пост для изготовления второго типа кузова транспортного средства.
Как правило, производственная линия содержит по меньшей мере один производственный пост, оборудованный средствами производства.
Производственным постом является, например, пост сборки, на который доставляют предназначенный для изготовления кузов транспортного средства, а средствами производства являются, например, несколько ручных сварочных инструментов для сборки кузова транспортного средства.
Каждый производственный пост содержит средства, которые являются определенными для изготовления одного типа кузова, например, специальные средства удержания в заданном положении и средства установки в это положение.
Чтобы увеличить число разных типов кузова, которые можно изготавливать на производственной линии, необходимо увеличить число производственных постов.
Увеличение числа производственных постов приводит к увеличению производственных затрат, связанному, в частности, с увеличением задействованных трудовых ресурсов и средств производства.
Задача изобретения состоит в создании устройства, которое позволяет сократить производственные затраты и которое позволяет изготавливать по меньшей мере два разных типа кузова.
Поставленная задача решена в устройстве описанного выше типа, которое согласно изобретению, содержит конструкцию, несущую по меньшей мере один инструмент для изготовления как первого, так и второго типов кузова, причем указанная конструкция установлена с возможностью перемещения между первым положением, в котором указанный инструмент установлен на первом производственном посту для изготовления первого типа кузова, и вторым положением, в котором указанный инструмент установлен на втором производственном посту для изготовления второго типа кузова.
Предпочтительно конструкция содержит механизированные приводные средства, связанные со средствами управления для управления перемещением подвижной конструкции в ее первое и второе положения.
Предпочтительно устройство содержит по меньшей мере один верхний ходовой рельс, который взаимодействует с по меньшей мере одним соответствующим телом качения на указанной конструкции для обеспечения ее перемещения.
Предпочтительно инструментом является ручной сварочный инструмент для соединения деталей оператором.
Предпочтительно подвижная конструкция содержит средства подвески инструмента, шарнирно установленные на конструкции таким образом, чтобы инструмент можно было перемещать и стопорить в пространстве на соответствующем производственном посту.
Предпочтительно средства подвески содержат по меньшей мере одну шарнирно установленную механическую стрелу и таль.
Предпочтительно каждый производственный пост содержит пол, установленный с возможностью перемещения между горизонтальным положением, в котором оператор может занимать на нем рабочее положение, и защитным вертикальным положением, в котором пол перекрывает доступ к соответствующему рабочему посту.
Предпочтительно первый производственный пост содержит:
- первый держатель для изготовления первого типа кузова,
- второй держатель для изготовления второго типа кузова,
- первое устройство перестановки первого и второго держателей, содержащее шпиндель с центральной осью, на котором установлены первый и второй держатели, при этом шпиндель установлен с возможностью поворота вокруг своей центральной оси между первым положением, в котором первый держатель занимает положение для изготовления первого типа кузова, и вторым положением, в котором второй держатель занимает положение для изготовления третьего типа кузова,
а второй производственный пост содержит:
- третий держатель для изготовления второго типа кузова;
- четвертый держатель для изготовления четвертого типа кузова;
- второе устройство перестановки третьего и четвертого держателей, содержащее шпиндель с центральной осью, на котором установлены третий и четвертый держатели, при этом шпиндель установлен с возможностью поворота вокруг своей центральной оси между первым положением, в котором третий держатель занимает положение для изготовления второго типа кузова, и вторым положением, в котором четвертый держатель занимает положение для изготовления четвертого типа кузова;
Предпочтительно каждый из указанных производимых типов кузова содержит некоторое количество соединяемых между собой деталей, при этом каждый держатель содержит средства крепления соединяемых деталей и/или средства установки на место указанных деталей.
Другие особенности и преимущества настоящего изобретения будут более понятны из дальнейшего подробного описания со ссылками на чертежи.
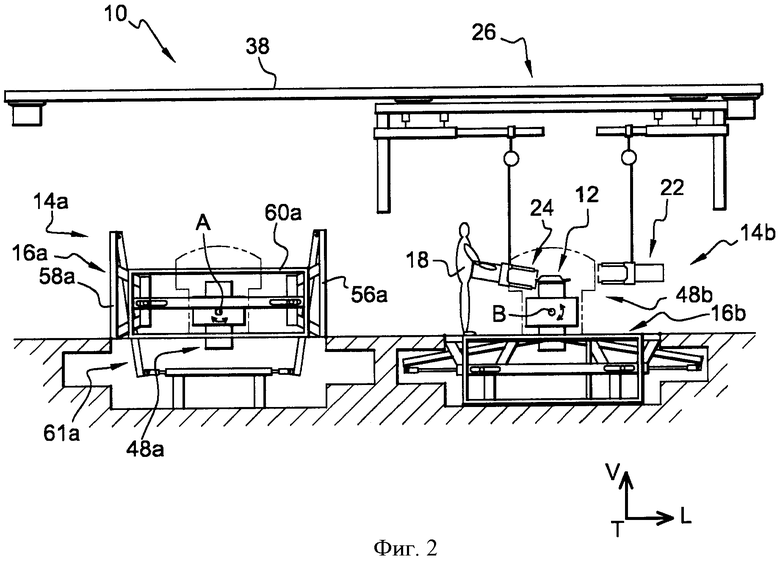
На фиг.1 схематично показано устройство согласно изобретению, содержащее первый и второй производственные посты и подвижную конструкцию в первом положении;
на фиг.2 - то же, но подвижная конструкция показана во втором положении.
Идентичные, подобные или аналогичные элементы обозначены одинаковыми цифровыми позициями.
В дальнейшем термины «передний» и «задний» преимущественно будут использованы, соответственно, относительно левой и правой частей на фиг.1, а продольное, вертикальное и поперечное направления соответствуют показанной на фигурах трехмерной системе координат L, V, T.
На фиг.1 показано устройство 10 для изготовления по меньшей мере двух разных типов кузова автотранспортного средства, входящее в состав производственной линии (не показана).
Устройство 10 позволяет изготавливать несколько типов части кузова автотранспортного средства, в данном случае этой частью кузова является его боковина 12.
В данном случае устройство 10 представляет собой устройство для сборки посредством ручной сварки множества деталей, образующих каждый тип боковины 12.
Устройство 10 содержит первый производственный пост 14а для изготовления первого типа боковины 12 кузова и второй производственный пост 14b для изготовления второго типа боковины 12 кузова.
Первый производственный пост 14a показан на фиг.1 и 2 слева, а второй производственный пост 14b - справа.
Первый и второй производственные посты 14a и 14b являются подобными, и их идентичные элементы обозначены одинаковыми позициями с индексом «a» для первого поста 14a или с индексом «b» для второго поста 14b.
Чтобы упростить описание, детально будет представлен только первый производственный пост 14a.
Первый производственный пост 14a содержит пол 16a, на котором оператор может перемещаться и занимать рабочее положение.
Первый производственный пост 14a содержит первый держатель 20a для производства первого типа боковины 12 кузова.
Первый держатель 20a содержит горизонтальную опорную плиту, такую как разметочная плита (не показана), на которой крепят средства (не показаны) удержания в заданном положении деталей, образующих первый тип собираемой боковины 12, и средства (не показаны) установки этих деталей в указанное положение.
Пунктирная линия, охватывающая первый держатель 20a на фиг.1 и 2, схематично показывает объем, который может занимать держатель 20a.
Первый держатель 20a показан на фиг.1 в рабочем положении, в котором детали первого типа боковины 12 кузова можно крепить и устанавливать в заданное положение относительно разметочной плиты держателя 20a таким образом, чтобы оператор 18 мог их соединять сваркой.
Для этого первый производственный пост 14a оборудован первым сварочным инструментом 22, подвешенным к несущей конструкции 26 в рабочем положении, в котором оператор 18 может использовать этот сварочный инструмент 22 для соединения деталей, доставляемых на первый производственный пост 14a.
Первый производственный пост 14a оборудован также вторым сварочным инструментом 24, подвешенным к несущей конструкции 26 в рабочем положении, в котором оператор 18 или второй оператор (не показан) может использовать второй сварочный инструмент 24 для соединения деталей, доставляемых на первый производственный пост 14a.
Первый и второй сварочные инструменты 22 и 24 расположены с двух сторон от производимой боковины 12 кузова таким образом, чтобы первый оператор 18 и второй оператор могли работать совместно и одновременно друг против друга на одной собираемой боковине 12.
Первый и второй инструменты 22 и 24 подвешены к конструкции 26 при помощи первой и второй талей 28 и 30, соответственно, при этом каждая таль 28, 30 выполнена с возможностью перемещения соответствующего инструмента 22, 24 вертикально вверх или вниз.
Первая и вторая тали 28 и 30 установлены на конструкции 26 подвижно, в данном случае при помощи первой и второй механических стрел 32 и 34, соответственно.
На свободном конце каждой механической стрелы 32, 34 установлена соответствующая таль 28, 30.
Первая и вторая механические стрелы 32 и 34 установлены с возможностью поворота на несущей конструкции 26 и являются телескопическими.
Таким образом, две механические стрелы 32, 34 и две тали 28, 30 образуют средства подвески соответствующего инструмента 22, 24, причем эти средства подвески могут занимать несколько положений таким образом, чтобы соответствующие инструменты 22, 24 можно было перемещать и стопорить в соответствующей зоне первого производственного поста 14a.
Конструкция 26 установлена подвижно с возможностью перемещения в продольном направлении между первым положением, показанным на фиг.1, в котором конструкция 26 находится над первым производственным постом 14a таким образом, чтобы первый и второй инструменты 22, 24 обслуживали первый пост 14a для изготовления первого типа боковины 12, и вторым положением, в котором конструкция 26 находится над вторым производственным постом 14b таким образом, чтобы первый и второй инструменты 22, 24 обслуживали второй пост 14b для изготовления второго типа боковины 12.
Устройство 10 содержит по меньшей мере один верхний ходовой рельс 38, который взаимодействует с соответствующими первой и второй площадками 40 и 42 на несущей конструкции 26, обеспечивая перемещение этой конструкции 26.
Каждая площадка 40, 42 содержит тела качения, установленные с возможностью взаимодействия с ответным участком ходового рельса 38.
Рельс 38 выполнен в виде профилированного продольного рельса в данном случае с сечением в виде перевернутого символа Т, нижняя горизонтальная ветвь 46 которого образует дорожку качения для тел качения на каждой площадке 40, 42.
Конструкция 26 содержит механизированные приводные средства (не показаны), связанные со средствами управления для управления перемещением несущей конструкции 26 между ее первым и вторым положениями.
Таким образом, оператор 18 может управлять перемещением несущей конструкции 26, например, путем нажатия на кнопку на пульте управления.
Кроме того, первый производственный пост 14a содержит второй держатель 21a для изготовления третьего типа боковины кузова (не показана).
Так же, как и первый держатель 20a, второй держатель 21a содержит разметочную плиту, на которой крепят средства (не показаны) удержания в заданном положении деталей, образующих второй тип собираемой боковины 12, и средства (не показаны) установки этих деталей в указанное положение.
Второй держатель 21a показан на фиг.1 в убранном положении, в котором второй держатель 21a находится под полом 16a.
Первый производственный пост 14a содержит первое устройство 48a перестановки, которое позволяет менять местами первый и второй держатели 20a и 21a таким образом, чтобы второй держатель 21a занимал рабочее положение, а первый держатель 20a - убранное положение.
Для этого первое устройство 48a перестановки содержит шпиндель 50a, который в данном случае представляет собой поперечную металлическую конструкцию по форме параллелепипеда, имеющую центральную ось А.
Центральная ось А является осью симметрии шпинделя 50a устройства 48a перестановки.
Шпиндель 50a содержит первый верхнюю часть оси, на которой устанавливают и стопорят первый держатель 20a.
Симметрично относительно оси А шпиндель 50а содержит вторую нижнюю часть оси, на которой устанавливают и стопорят второй держатель 21a.
Шпиндель 50a установлен с возможностью поворота вокруг своей центральной оси А с дискретностью в половину оборота между первым положением, в котором первый держатель 20a занимает свое рабочее положение, а второй держатель 21a - убранное положение, и вторым положением, в котором второй держатель 21a занимает свое рабочее положение, а первый держатель 20a - убранное положение.
В данном случае шпиндель 50a приводится в движение при помощи электрического двигателя (не показан).
Для поворота шпинделя 50a и двух соответствующих держателей 20a и 21a пол 16a первого производственного поста 14a установлен подвижно.
Пол 16a содержит первую и вторую плиты 56a и 58a, которые находятся по обе стороны от шпинделя 50a.
Каждая плита 56a, 58a пола 16a установлена с возможностью перемещения между горизонтальным положением, показанным на фиг.1, в котором оператор 18 может занимать рабочее положение на полу 16a, и защитным вертикальным положением, показанным на фиг.2, в котором пол 16a перекрывает доступ к соответствующему первому рабочему посту 14a.
В дополнение к перекрытию доступа к первому производственному посту 14a на первом и втором концах первого производственного поста 14a установлены первый барьер 60a и второй барьер (не показан).
Барьеры первого производственного поста 14a переходят из убранного положения, показанного на фиг.1, в защитное положение, показанное на фиг.2.
Для этого первый производственный пост 14a содержит приводной механизм 61a перемещения барьеров.
Перед поворотом шпинделя 50a и после ухода оператора 18 с производственного поста 14a, каждая плита 56a, 58a пола 16a переходит из своего горизонтального положения в защитное вертикальное положение, показанное на фиг.2, чтобы перекрыть доступ к первому производственному посту 14a.
В этом защитном вертикальном положении плиты 56a и 58a освобождают пространство для обеспечения прохождения обоих держателей 24a и 24b во время поворота шпинделя 50a.
Точно так же, второй производственный пост 14b содержит третий держатель 20b для изготовления второго типа боковины кузова (не показана) и четвертый держатель 21b для изготовления четвертого типа боковины кузова (не показана).
Второй производственный пост 14b также содержит второе устройство 48b перестановки, которое позволяет менять местами третий и четвертый держатели 20b и 21b при помощи второго шпинделя 50b, установленного с возможностью поворота вокруг центральной оси В.
Детальное описание второго производственного поста 14b опущено по указанным выше причинам.
Таким образом, устройство 10 позволяет изготавливать четыре разных типа кузова при помощи двух производственных постов 14a, 14b и одного набора инструментов.
Каждый производственный пост 14a, 14b можно оборудовать разным числом инструментов, например, от одного до восьми инструментов.
Точно так же, на каждом производственном посту может находиться столько операторов, сколько на нем имеется инструментов.
Инструменты 22 и 24 могут также независимо производить один или несколько разных типов частей кузова.
Кроме того, первая и вторая механические стрелы 32 и 34 и/или первая и вторая тали 28 и 30 выполнены механизированными и связаны со средствами управления перемещением.
Изобретение относится к транспортному машиностроению. Устройство для изготовления первого и второго типов кузова автотранспортного средства содержит первый производственный пост для производства первого типа кузова и один второй производственный пост для производства второго типа кузова. Устройство содержит конструкцию, несущую один инструмент для изготовления первого и второго типов кузова. Указанная конструкция установлена с возможностью перемещения между первым положением, в котором инструмент находится на первом производственном посту, и вторым положением, в котором инструмент находится на втором производственном посту. Достигается повышение производительности устройства для изготовления кузовов автотранспортных средств. 17 з.п. ф-лы, 2 ил.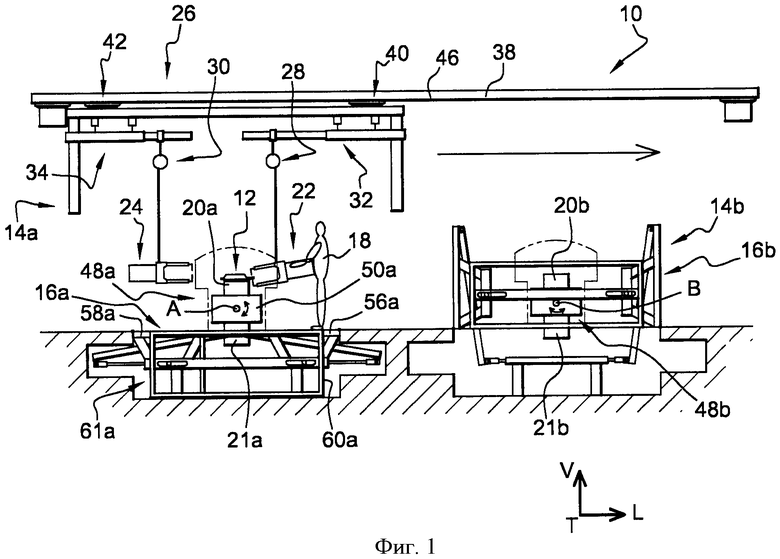
1. Устройство (10) для изготовления по меньшей мере первого типа и второго типа кузова автотранспортного средства, содержащее первый производственный пост (14a) для производства первого типа кузова транспортного средства и по меньшей мере один второй производственный пост (14b) для производства второго типа кузова автотранспортного средства, отличающееся тем, что содержит конструкцию (26), несущую по меньшей мере один инструмент (22) для изготовления как первого, так и второго типов кузова, причем указанная конструкция (26) установлена с возможностью перемещения между первым положением, в котором указанный инструмент (22) находится на первом производственном посту (14a) для изготовления первого типа кузова, и вторым положением, в котором указанный инструмент (22) находится на втором производственном посту (14b) для изготовления второго типа кузова.
2. Устройство (10) по п.1, отличающееся тем, что конструкция (26) содержит механизированные приводные средства, связанные со средствами управления для управления перемещением подвижной конструкции (26) в ее первое и второе положения.
3. Устройство (10) по п.1, отличающееся тем, что содержит но меньшей мере один верхний ходовой рельс (38), взаимодействующий с по меньшей мере одним соответствующим телом (40) качения на указанной конструкции (26) для обеспечения ее перемещения.
4. Устройство (10) по п.2, отличающееся тем, что содержит но меньшей мере один верхний ходовой рельс (38), взаимодействующий с по меньшей мере одним соответствующим телом (40) качения на указанной конструкции (26) для обеспечения ее перемещения.
5. Устройство (10) по любому из пп.1-4, отличающееся тем, что инструмент (22) представляет собой ручной сварочный инструмент для соединения деталей оператором (18).
6. Устройство (10) по любому из пп.1-4, отличающееся тем, что подвижная конструкция (26) содержит средства (28, 32) подвески инструмента (22), шарнирно установленные на конструкции (26) с возможностью перемещения и стопорения инструмента (22) в пространстве на соответствующем производственном посту (14а).
7. Устройство (10) по п.5, отличающееся тем, что подвижная конструкция (26) содержит средства (28, 32) подвески инструмента (22), шарнирно установленные на конструкции (26) с возможностью перемещения и стопорения инструмента (22) в пространстве на соответствующем производственном посту (14а).
8. Устройство (10) по п.6, отличающееся тем, что средства (28, 32) подвески содержат по меньшей мере одну шарнирную механическую стрелу (32) и таль (28).
9. Устройство (10) по п.7, отличающееся тем, что средства (28, 32) подвески содержат по меньшей мере одну шарнирную механическую стрелу (32) и таль (28).
10. Устройство (10) по любому из пп.1-4, 7-9, отличающееся тем, что каждый производственный пост (14a, 14b) содержит пол (16a, 16b), установленный с возможностью перемещения между горизонтальным положением, в котором оператор (18) может занимать на нем рабочее положение, и защитным вертикальным положением, в котором пол (16a, 16b) перекрывает доступ к соответствующему рабочему посту (14a, 14b).
11. Устройство (10) по п.5, отличающееся тем, что каждый производственный пост (14a, 14b) содержит пол (16a, 16b), установленный с возможностью перемещения между горизонтальным положением, в котором оператор (18) может занимать на нем рабочее положение, и защитным вертикальным положением, в котором пол (16a, 16b) перекрывает доступ к соответствующему рабочему посту (14a, 14b).
12. Устройство (10) по п.6, отличающееся тем, что каждый производственный пост (14a, 14b) содержит пол (16a, 16b), установленный с возможностью перемещения между горизонтальным положением, в котором оператор (18) может занимать на нем рабочее положение, и защитным вертикальным положением, в котором пол (16a, 16b) перекрывает доступ к соответствующему рабочему посту (14a, 14b).
13. Устройство (10) по любому из пп.1-4, 7-9, 11, 12, отличающееся тем, что первый производственный пост (14a) содержит первый держатель (20a) для изготовления первого типа кузова, второй держатель (21a) для изготовления третьего типа кузова и первое устройство (48a) перестановки первого и второго держателей (20a, 21a), содержащее шпиндель (50a) с центральной осью (А), на котором установлены первый и второй держатели (20a, 21a), при этом шпиндель (50a) установлен с возможностью поворота вокруг своей центральной оси (А) между первым положением, в котором первый держатель (20a) занимает положение для изготовления первого типа кузова, и вторым положением, в котором второй держатель (21a) занимает положение для изготовления третьего типа кузова; а второй производственный пост (14b) содержит третий держатель (20b) для изготовления второго типа кузова, четвертый держатель (21b) для изготовления четвертого типа кузова и второе устройство (48b) перестановки третьего и четвертого держателей (20b, 21b), содержащее шпиндель (50b) с центральной осью (В), на котором установлены третий и четвертый держатели (20b, 21b), при этом шпиндель (50b) установлен с возможностью поворота вокруг своей центральной оси (В) между первым положением, в котором третий держатель (20b) занимает положение для изготовления второго типа кузова, и вторым положением, в котором четвертый держатель (21b) занимает положение для изготовления четвертого типа кузова.
14. Устройство (10) по п.5, отличающееся тем, что первый производственный пост (14a) содержит первый держатель (20a) для изготовления первого типа кузова, второй держатель (21a) для изготовления третьего типа кузова и первое устройство (48a) перестановки первого и второго держателей (20a, 21a), содержащее шпиндель (50a) с центральной осью (А), на котором установлены первый и второй держатели (20a, 21a), при этом шпиндель (50a) установлен с возможностью поворота вокруг своей центральной оси (А) между первым положением, в котором первый держатель (20a) занимает положение для изготовления первого типа кузова, и вторым положением, в котором второй держатель (21a) занимает положение для изготовления третьего типа кузова; а второй производственный пост (14b) содержит третий держатель (20b) для изготовления второго типа кузова, четвертый держатель (21b) для изготовления четвертого типа кузова и второе устройство (48b) перестановки третьего и четвертого держателей (20b, 21b), содержащее шпиндель (50b) с центральной осью (В), на котором установлены третий и четвертый держатели (20b, 21b), при этом шпиндель (50b) установлен с возможностью поворота вокруг своей центральной оси (В) между первым положением, в котором третий держатель (20b) занимает положение для изготовления второго типа кузова, и вторым положением, в котором четвертый держатель (21b) занимает положение для изготовления четвертого типа кузова.
15. Устройство (10) по п.6, отличающееся тем, что первый производственный пост (14a) содержит первый держатель (20a) для изготовления первого типа кузова, второй держатель (21a) для изготовления третьего типа кузова и первое устройство (48a) перестановки первого и второго держателей (20a, 21a), содержащее шпиндель (50a) с центральной осью (А), на котором установлены первый и второй держатели (20a, 21a), при этом шпиндель (50a) установлен с возможностью поворота вокруг своей центральной оси (А) между первым положением, в котором первый держатель (20a) занимает положение для изготовления первого типа кузова, и вторым положением, в котором второй держатель (21a) занимает положение для изготовления третьего типа кузова; а второй производственный пост (14b) содержит третий держатель (20b) для изготовления второго типа кузова, четвертый держатель (21b) для изготовления четвертого типа кузова и второе устройство (48b) перестановки третьего и четвертого держателей (20b, 21b), содержащее шпиндель (50b) с центральной осью (В), на котором установлены третий и четвертый держатели (20b, 21b), при этом шпиндель (50b) установлен с возможностью поворота вокруг своей центральной оси (В) между первым положением, в котором третий держатель (20b) занимает положение для изготовления второго типа кузова, и вторым положением, в котором четвертый держатель (21b) занимает положение для изготовления четвертого типа кузова.
16. Устройство (10) по п.10, отличающееся тем, что первый производственный пост (14a) содержит первый держатель (20a) для изготовления первого типа кузова, второй держатель (21a) для изготовления третьего типа кузова и первое устройство (48a) перестановки первого и второго держателей (20a, 21a), содержащее шпиндель (50a) с центральной осью (А), на котором установлены первый и второй держатели (20a, 21a), при этом шпиндель (50a) установлен с возможностью поворота вокруг своей центральной оси (А) между первым положением, в котором первый держатель (20a) занимает положение для изготовления первого типа кузова, и вторым положением, в котором второй держатель (21a) занимает положение для изготовления третьего типа кузова; а второй производственный пост (14b) содержит третий держатель (20b) для изготовления второго типа кузова, четвертый держатель (21b) для изготовления четвертого типа кузова и второе устройство (48b) перестановки третьего и четвертого держателей (20b, 21b), содержащее шпиндель (50b) с центральной осью (В), на котором установлены третий и четвертый держатели (20b, 21b), при этом шпиндель (50b) установлен с возможностью поворота вокруг своей центральной оси (В) между первым положением, в котором третий держатель (20b) занимает положение для изготовления второго типа кузова, и вторым положением, в котором четвертый держатель (21b) занимает положение для изготовления четвертого типа кузова.
17. Устройство (10) по п.13, отличающееся тем, что каждый из указанных производимых типов кузова содержит множество соединяемых между собой деталей, а каждый держатель (20a, 21a, 20b, 21b) содержит средства крепления соединяемых деталей и/или средства установки на место указанных деталей.
18. Устройство (10) по любому из пп.14-16, отличающееся тем, что каждый из указанных производимых типов кузова содержит множество соединяемых между собой деталей, а каждый держатель (20a, 21a, 20b, 21b) содержит средства крепления соединяемых деталей и/или средства установки на место указанных деталей.
| US 6467675 B1, 22.10.2002 | |||
| US 6344629 B1, 05.02.2002 | |||
| Устройство для сварки подсборок кузова автомобиля | 1991 |
|
SU1838070A3 |
| УСТРОЙСТВО ДЛЯ СБОРКИ АВТОМОБИЛЬНОГО КУЗОВА ИЛИ ЕГО УЗЛОВ И СПОСОБ СБОРКИ АВТОМОБИЛЬНОГО КУЗОВА ИЛИ ЕГО УЗЛОВ | 1998 |
|
RU2148517C1 |

