Изобретение относится к устройству для переработки полимерных материалов, в том числе и эластомеров для получения различных длинномерных профильных изделий заданного поперечного сечения.
Известен непрерывный процесс девулканизации с применением ультразвука для получения экструдата с заданными свойствами. Процесс проводится на экструдере, состоящем из цилиндра, в котором расположен шнек, на выходе из цилиндра вдоль оси шнека установлен с помощью оснастки ультразвуковой излучатель. Ультразвуковые волны воздействуют на резиновую смесь на выходе из экструдера вдоль витков шнека. Процесс девулканизации достигается за счет нагрева смеси, действия на нее давления и действия ультразвука, который разрушает s-s и c-s молекулярные связи (Патент №5,284,625 США; опубл. 8.02.1994)
Однако это устройство из-за расположения ультразвукового излучателя вдоль оси шнека не имеет возможности профилирования резиновой смеси на выходе, а позволяет получать бесформенную девулканизованную массу для дальнейшей переработки, в результате этого требуется дополнительное оборудование для формования и вулканизации (при необходимости).
Технический результат состоит в обеспечении стабильности ультразвукового воздействия частотой 22-24 кГц на поток перерабатываемого полимера до формующих каналов экструзионной головки, обеспечении высокой производительности, эффективности и возможности получения профильных изделий заданного поперечного сечения из частично девулканизованой резиновой крошки.
Технический результат достигается за счет того, что в цилиндре экструдера с помощью оснасток установлены радиально под углом 90 град на расстоянии половины шага винтовой нарезки шнека от конца зоны дозирования ультразвуковые (УЗ) излучатели, которые создают дополнительную сдвиговую деформацию в канале шнека, при этом равномерно воздействуют ультразвуком на смесь с разных сторон шнека по всей глубине его канала. Шнек имеет разрывные витки, в места разрывов которых установлены выступающие части УЗ излучателей. Число рядов УЗ излучателей зависит от необходимой степени девулканизации. При увеличении числа УЗ излучателей возрастает производительность экструдера, площадь воздействия ультразвуковой энергии на перерабатываемый материал, а также создается дополнительная сдвиговая деформация в зазоре между УЗ излучателями и витками шнека, что в результате приводит к увеличению разрушенных молекулярных связей сера-сера и сера-углерод, тем самым оказывая влияние на степень девулканизации перерабатываемого материала. Радиальное расположение ультразвуковых излучателей под углом 90° позволяет более равномерно воздействовать на перерабатываемый материал в нескольких точках одновременно, что увеличивает площадь воздействия ультразвуковой энергии на перерабатываемый материал и соответственно влияет на увеличение степени девулканизации перерабатываемого материала. Ультразвуковые излучатели позволяют получать как девулканизат, так и различные резинотехнические заготовки постоянных размеров. Шнек захватывает поступающий через загрузочное окно материал и транспортирует его к формующей головке, на пути от загрузки к формующему инструменту на материал на расстоянии 0,5 шага от конца зоны дозирования действует ультразвуковое излучение и дополнительная сдвиговая деформация, возникающая из-за выступающих частей УЗ излучателей, при этом на выходе из формующей головки в результате образуется профиль заданного поперечного сечения из частично девулканизованой резиновой крошки.
Сущность изобретения поясняется чертежами, на которых изображено:
- на фиг.1 - ультразвуковой девулканизатор непрерывного действия, продольный разрез;
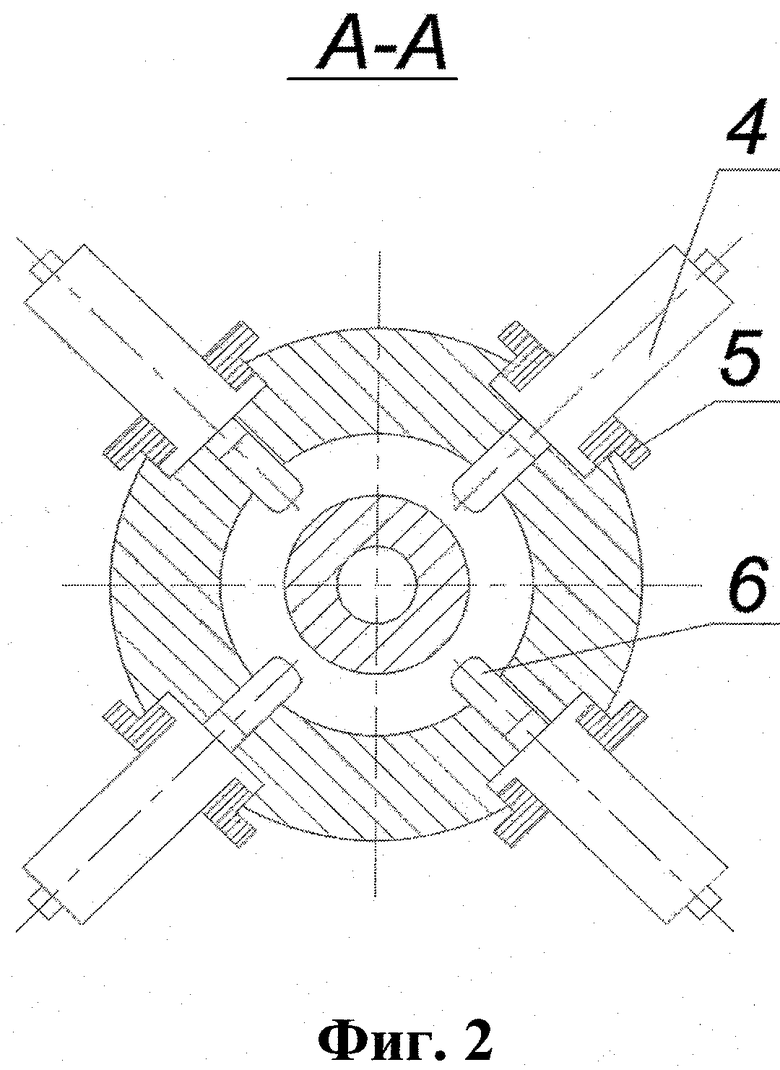
- на фиг.2 - ультразвуковой девулканизатор непрерывного действия, поперечный разрез А-А на фиг.1.
Ультразвуковой девулканизатор непрерывного действия работает следующим образом. Отходы в виде резиновой крошки непрерывно загружаются в цилиндр 1 экструдера через загрузочный бункер 2 и под действием температуры, давления, создаваемого витками шнека 3, а также сопротивления потоку за счет установленных радиально ультразвуковых преобразователей 4 с помощью оснасток 5 под углом 90 град на расстоянии половины шага винтовой нарезки шнека от конца зоны дозирования с выступающими частями четырех УЗ излучателей 6 и их воздействия происходит частичная девулканизация и пластикация материала, его транспортировка вдоль оси шнека 3. Одновременно с движением материала его температура дополнительно увеличивается от воздействия ультразвуковых излучателей 6. Материал движется в сторону формующей головки, на выходе из которой получается профиль заданного поперечного сечения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЧЕСКИЙ ДЕВУЛКАНИЗАТОР НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2012 |
|
RU2503539C1 |
| Способ девулканизации амортизированной резины | 2021 |
|
RU2784811C1 |
| Способ получения девулканизата и диспергатор для реализации способа | 2018 |
|
RU2681620C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРОВЕЛЬНОГО ЭЛАСТИЧНОГО МАТЕРИАЛА | 1998 |
|
RU2145615C1 |
| Способ получения модифицированного резинового регенерата и установка для реализации способа | 2017 |
|
RU2649439C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ И РЕГЕНЕРАЦИИ РЕЗИНЫ | 2009 |
|
RU2544651C2 |
| Способ и установка для регенерации резиносодержащих отходов | 2018 |
|
RU2683746C1 |
| ДЕВУЛКАНИЗАТОР РЕЗИНОВЫХ ОТХОДОВ | 2011 |
|
RU2477730C2 |
| Способ и установка для регенерации резиносодержащих отходов с использованием жидких модификаторов (варианты) | 2018 |
|
RU2697557C1 |
| ДЕВУЛКАНИЗИРУЮЩИЙ АГЕНТ ДЛЯ ПОЛУЧЕНИЯ ПОРОШКА РЕГЕНЕРИРОВАННОЙ РЕЗИНЫ | 2012 |
|
RU2611492C2 |

Ультразвуковой девулканизатор непрерывного действия относится к устройствам для переработки полимерных материалов, в том числе и эластомеров для получения различных профильных изделий. В цилиндре экструдера с помощью оснасток установлены ультразвуковые излучатели. Шнек имеет разрывные витки в местах крепления ультразвуковых излучателей. Ультразвуковые излучатели позволяют получать как девулканизат, так и различные резинотехнические заготовки постоянных размеров. Шнек захватывает поступающий через загрузочное окно материал и транспортирует его к формующей головке, на пути от загрузки к формующему инструменту на материал действуют ультразвуковое излучение и дополнительное сопротивление, возникающее из-за выступающих частей УЗ излучателей, на выходе из формующей головки в результате образуется профиль заданного поперечного сечения. Ультразвуковой девулканизатор представляет собой экструдер с радиально расположенными ультразвуковыми излучателями, установленными в цилиндре. В цилиндре с помощью оснастки установлены ультразвуковые преобразователи с излучателями, которые находятся на пути движения смеси. Шнек при этом в местах установки выступающих частей УЗ излучателей имеет разрывные витки. Технический результат состоит в обеспечении стабильности переработки полимеров, обеспечении высокой производительности, эффективности и возможности получения профильных изделий заданного поперечного сечения. 2 ил.
Ультразвуковой девулканизатор непрерывного действия для переработки полимерных материалов, в том числе и эластомеров, представляющий собой экструдер, снабженный устройством с ультразвуковым воздействием, в котором в цилиндре с помощью оснастки установлены радиально под углом 90° на расстоянии половины шага винтовой нарезки шнека от конца зоны дозирования в его канале выступающие части УЗ излучателей, которые находятся на пути движения потока перерабатываемого материала, пластицируют и частично девулканизуют его за счет ультразвуковой вибрации и разогревания, цилиндр при этом снабжен формующей головкой без ультразвукового воздействия для профилирования заданного поперечного сечения экструдата из частично девулканизованой резиновой крошки, отличающийся тем, что шнек имеет разрывные витки, в места разрывов которых установлены выступающие части УЗ излучателей, при этом возникает дополнительное сопротивление движению материала и более эффективная девулканизация резиновой крошки.
| US 6528554 B1, 04.03.2003 | |||
| US 5284625 A, 08.02.1994 | |||
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННЫХ РЕЗИНОВЫХ СМЕСЕЙ | 2009 |
|
RU2431641C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБЛИЦОВОЧНЫХ СТЕНОВЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2008 |
|
RU2365503C1 |
| СПОСОБ ОЖИЖЕНИЯ РЕЗИН И РЕЗИНОСОДЕРЖАЩИХ ОТХОДОВ | 2007 |
|
RU2362795C1 |
| US 2003124211 A1, 03.07.2003 | |||
| US 2009275689 A1, 05.11.2009. | |||

