Изобретение касается способа заполнения углубления конструктивного элемента посредством сварки и конструктивного элемента.
При ремонте конструктивных элементов посредством сварки часто также заполняются углубления. Эти углубления возникают при образовании седловины поврежденной области, которая возникла во время эксплуатации конструктивного элемента. Для восстановления должен быть добавлен материал для получения геометрии конструктивного элемента, а также достаточной прочности этого конструктивного элемента. В зависимости от сварочного присадочного материала возможно частое образование дефектов соединения и трещин добавляемого материала.
Поэтому задачей изобретения является решить вышеназванную проблему.
Эта проблема решается с помощью способа по п.п.1, 2 или 14 и конструктивного элемента по п.15.
В зависимых пунктах перечислены другие предпочтительные меры, которые могут комбинироваться друг с другом произвольным образом для достижения других преимуществ.
Показано:
фиг.1-9: стратегии заполнения при сварке,
фиг.10-12: действия, выполняемые при термообработке сварного шва,
фиг.13: газовая турбина,
фиг.14: лопатка турбины,
фиг.15: топочная камера,
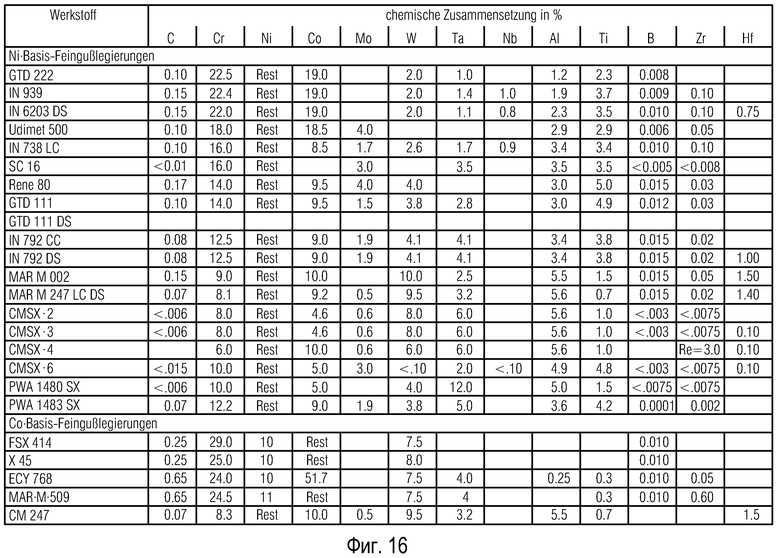
фиг.16: перечень суперсплавов.
Фигуры и описание представляют собой только примеры осуществления изобретения.
На фиг.1 показан конструктивный элемент 1, 120, 130, 155, у которого в области поверхности 13 имеется углубление 4. Конструктивный элемент 1 предпочтительно представляет собой лопатку 120, 130 турбины и состоит предпочтительно из никелевого суперсплава или суперсплава на основе кобальта (фиг.15).
Углубление 4 должно быть заполнено сварочным материалом. Углубление 4 ограничивается контуром 16 (замкнутая линия) относительно поверхности 13.
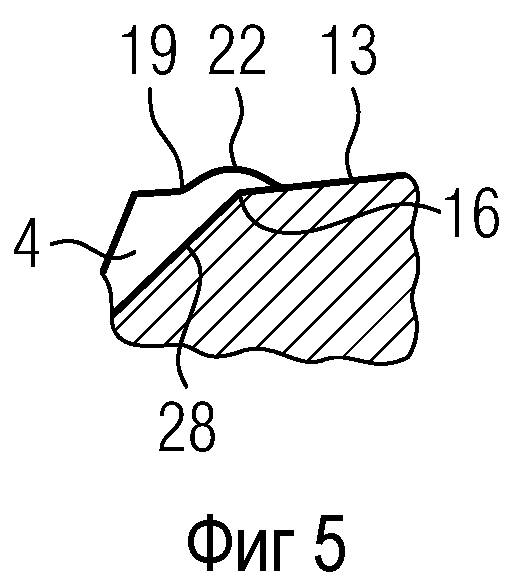
Углубление 4 имеет боковые поверхности 28, которые предпочтительно проходят наискосок и не перпендикулярно поверхности 13 вблизи контура 16 (фиг.5). Углы боковой поверхности (углы между боковой поверхностью 28 и воображаемым продолжением поверхности 13 над углублением 4) составляют предпочтительно от 30° до 40°.
Заполнение углубления 4 происходит предпочтительно посредством наплавки.
В качестве способа сварки предпочтительно применяется лазерная сварка.
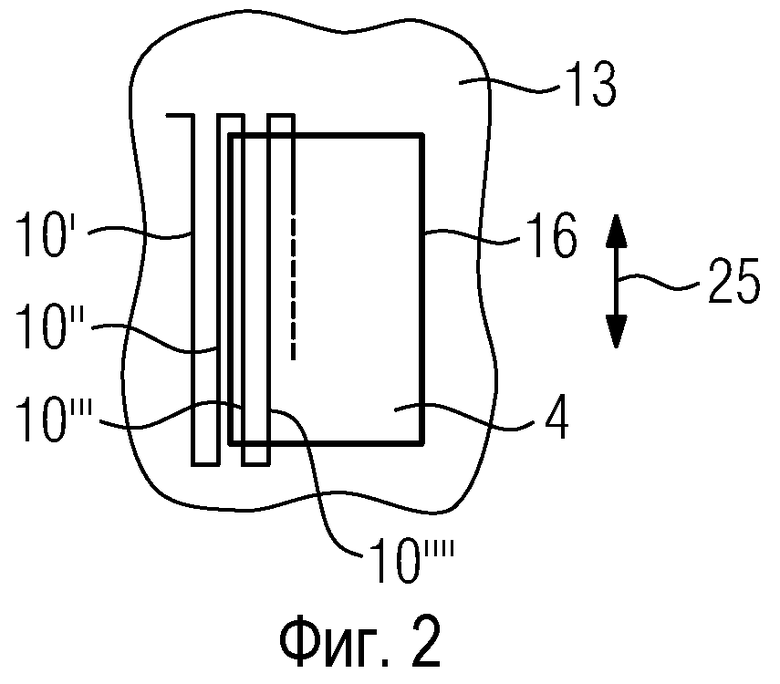
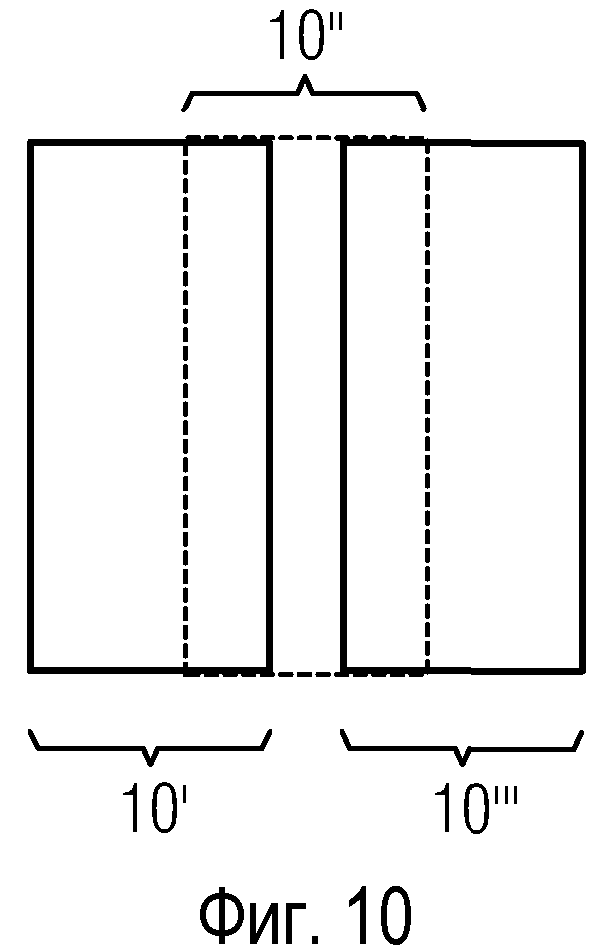
Слой I, II, III сварки (фиг.8, 9) состоит из нескольких валиков 10', 10'', 10''', которые образуют сплошную поверхность. Валики 10', 10'', 10''' каждого слоя I, II, III сварки предпочтительно накладываются в форме меандра (фиг.2, 3, 4, 6, 7).
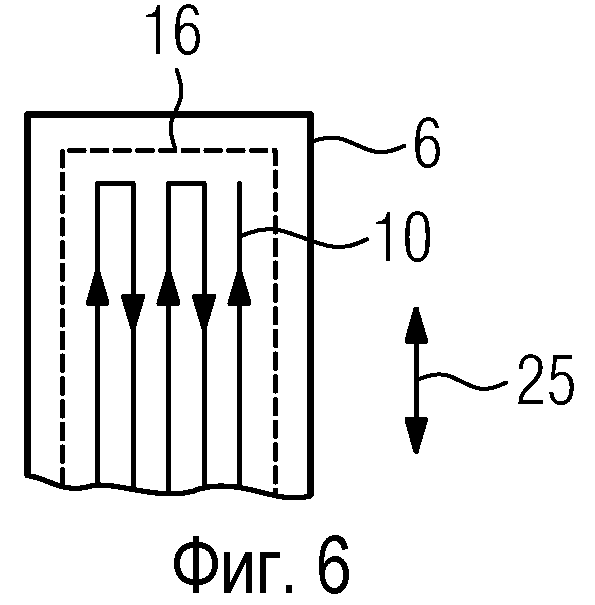
Основное направление 25 валиков 10', 10'', 10'''… представляет собой наиболее длинную протяженность валика 10', 10'', 10''' и изображено на фиг.2, 3, 4, 6, 7 и 10 в виде стрелки.
Однако валики 10', 10'', 10'''… переходят за контур 16 углубления 4 и попадают, таким образом, частично на поверхность 13 (фиг.2, 5, 6, 7, 8, 9). Предпочтительно валик 10', 10''… находится как на поверхности 13 конструктивного элемента 1, 120, 130, 155, так и в углублении 4.
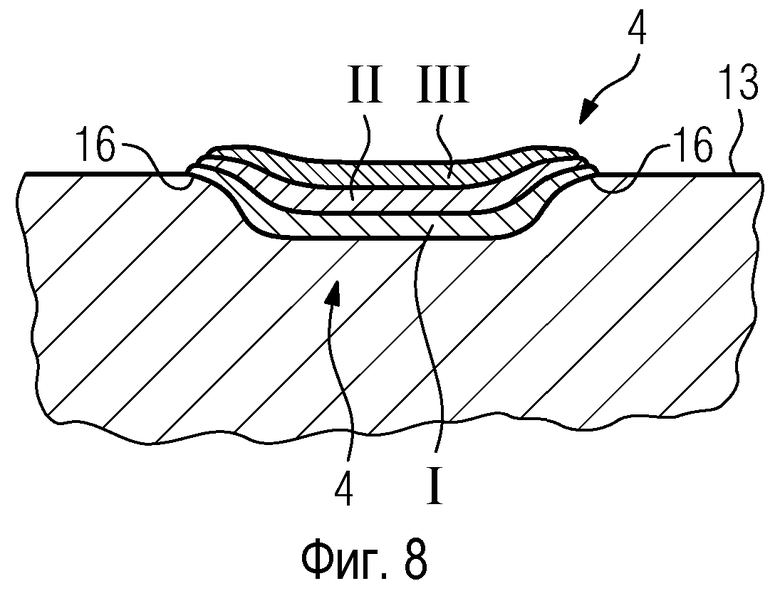
Поперечное сечение таких наложенных друг на друга слоев I, II, III показано на фиг.8, 9.
Образовавшийся при этом бугор 22 (фиг.5), который выдается за поверхность 13, либо оставляется, либо позднее сошлифовывается или удаляется посредством фрезерования. Благодаря намеренному переходу за пределы, то есть благодаря дополнительному сварочному материалу в области поверхности 13, достигаются хорошие результаты сварки, и в готовом сварном конструктивном элементе 1, 120, 130, 155 не возникает трещин. Необходимо только еще предпочтительно удалить сварочный материал над поверхностью 13.
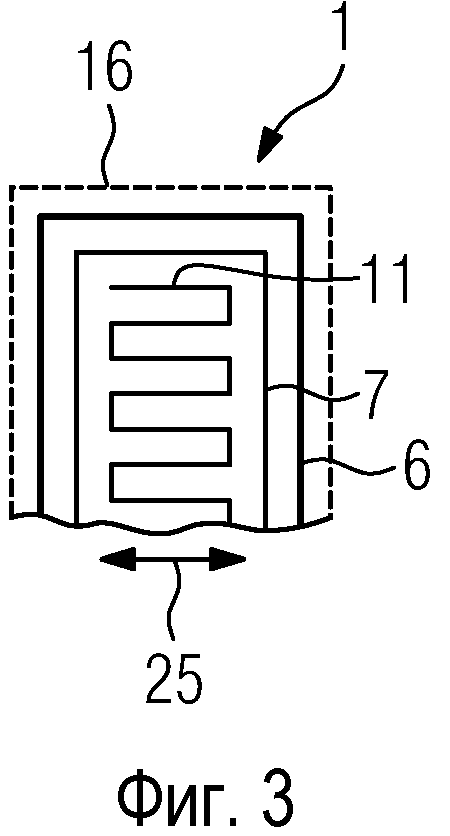
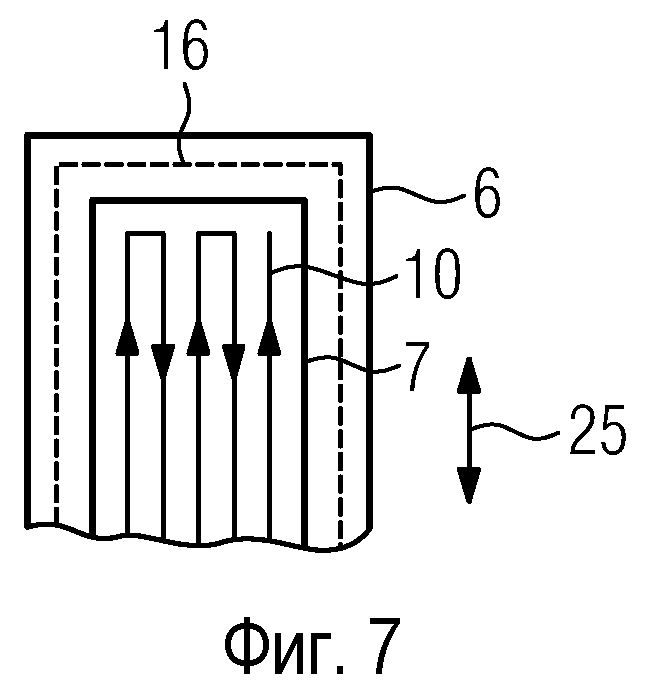
На фиг.3 показана другая стратегия заполнения, применяемая при сварке. При этом внутри углубления 4 сначала укладывается рамка 6, которая 6 повторяет контур 16. Эта рамка 6 (= первый валик) в случае прямоугольного углубления 4 также является прямоугольной.
Этот первый валик 6 может находиться внутри контура 16 (фиг.3, 4) или на поверхности 13 (фиг.6, 7). Предпочтительно валик 6 (фиг.6, 7) проходит за контуром 16, т.е. по поверхности 13 и в углублении 4.
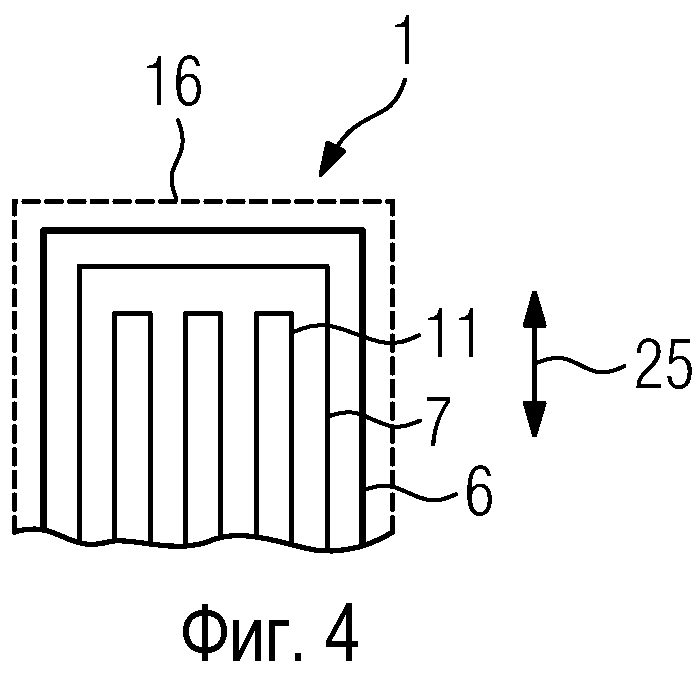
Предпочтительно может быть наложен другой валик 7, который также соответствует наружному контуру углубления 4 и находится внутри первого валика 6 (фиг.4, 7).
Затем внутри контура 6, 7 выбирается траектория валика 10', 10'', … (фиг.3, 4, 6, 7) в форме меандра. Ориентация 25 наиболее длинной части 11 зигзагообразной кривой может быть направлена по кратчайшей ширине углубления 4 (фиг.3).
Наиболее длинная часть 11 зигзагообразной кривой может также проходить параллельно наиболее длинной ориентации углубления 16 (фиг.4, 6, 7). Ориентация основного направления 25 может также варьироваться послойно (I, II, III) (не изображено).
Нет необходимости в обязательном заполнении углублений. Материал может также наноситься поверхностно на каждую поверхность (фиг.2, 3, 4, 6, 7). Контур 16 представляет собой в этом случае ограничение покрываемой поверхности.
На фиг.8 показано поперечное сечение описанной выше стратегии заполнения (фиг.2) после сварки.
Углубление 4 предпочтительно полностью закрывается первым слоем I валиков (фиг.2), т.е. первый слой I сварки также предпочтительно доходит до контура 16 и выходит за него.
Затем наносится второй слой II сварки, конец которого также выдается за поверхность 13.
Второй слой II сварки предпочтительно полностью закрывает первый слой I сварки. Это наслоение продолжается до тех пор, пока предпочтительно последний слой III полностью не будет наложен на поверхность 13.
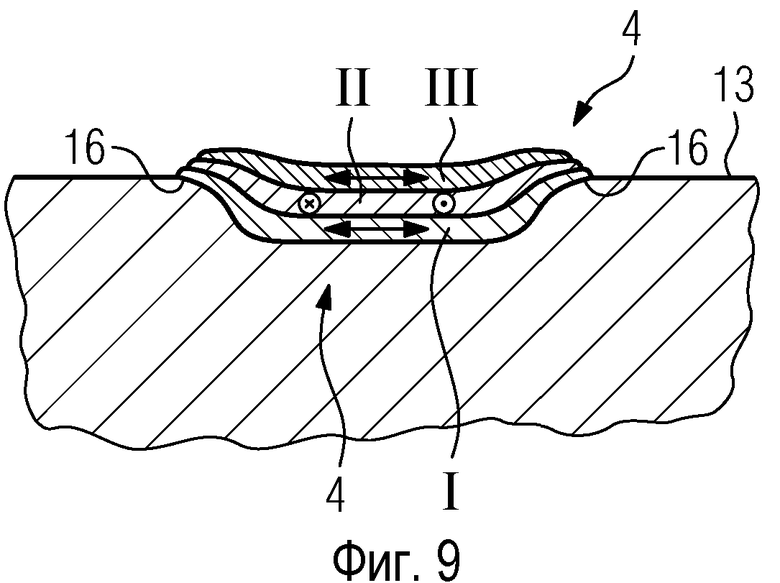
На фиг.9 показана другая стратегия заполнения при сварке, в частности, особый вариант осуществления стратегии, показанной на фиг.8.
Здесь первый слой I сварки посредством нескольких валиков (10', 10'', 10''') с основным направлением 25 накладываются параллельно плоскости чертежа (ориентация 25 является произвольной). Основное направление 2 представляет собой наиболее длинную протяженность 11 валика 10', 10'', … при его наложении в форме меандра (фиг.2).
Наложение второго слоя II сварки происходит посредством валиков в основном направлении 25, в направлении, отличающемся, предпочтительно перпендикулярном, основному направлению 25 слоя I сварки, т.е. из плоскости чертежа, при этом основное направление валиков 10', 10'', … третьего слоя III сварки предпочтительно снова проходит как первый слой I сварки.
На фиг.10 также показано, что линии, которые изображают валики на фиг.1-7, имеют ширину. Валики могут нахлестываться друг на друга или только примыкать друг к другу; это относится и к фиг.1-7.
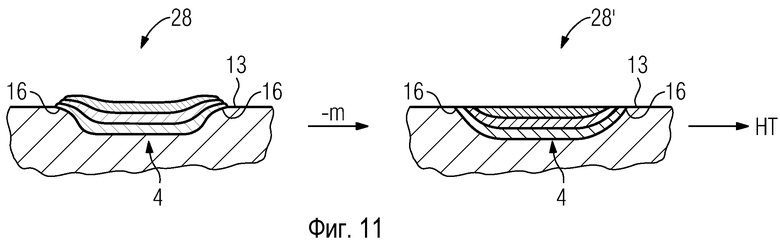
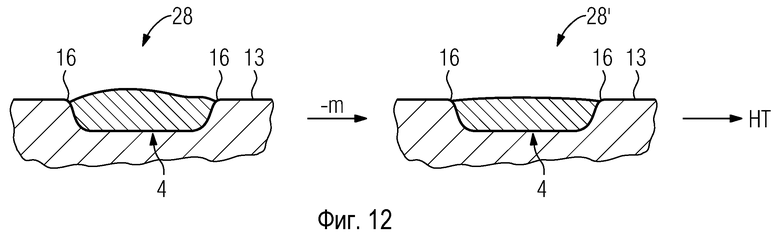
На фиг.11, 12 слева изображены действия, выполняемые перед термообработкой сварного шва 28.
Как на фиг.11 слева, так и на фиг.12 слева изображены сварные швы/слои 28, которые изготовлены любым способом, но также выдаются за наружный первоначальный контур поверхности 13 субстрата. В качестве следующего шага обработки происходит реконтурирование сварки, т.е. валик/слой выглаживается и приводится в соответствие с высотой наружной поверхности 13, т.е. происходит снятие материала (-m) с целью восстановления первоначального аэродинамического контура.
В качестве последнего шага происходит, в зависимости от материала и конструктивного элемента, обычная термообработка (HT) сварного шва 28.
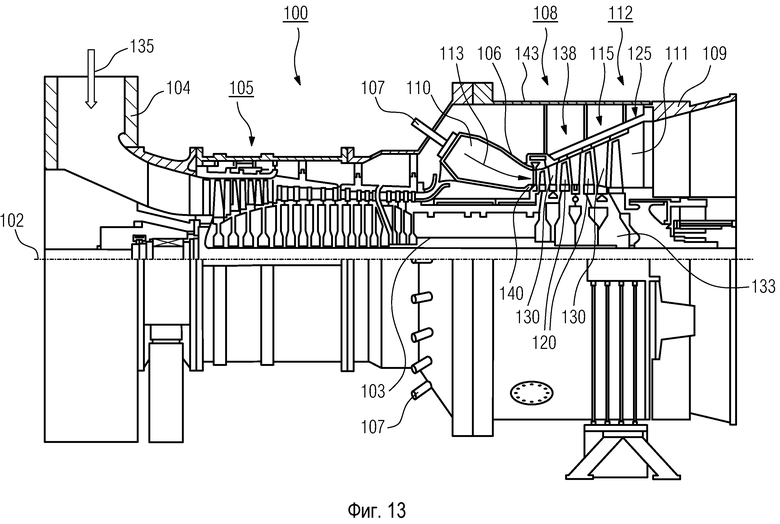
На фиг.13 показана в качестве примера газовая турбина 100 в частичном продольном сечении.
У газовой турбины 100 внутри имеется установленный с возможностью вращения вокруг оси 102 вращения ротор 103 с валом 101, который также называется вращающейся частью турбины.
Вдоль ротора 103 последовательно расположены всасывающий корпус 104, компрессор 105, имеющая, например, форму тора топочная камера 110, в частности, кольцевая топочная камера, снабженная несколькими расположенными коаксиально горелками 107, турбина 108 и корпус 109 газовыпускной системы.
Кольцевая топочная камера 110 сообщается, например, с кольцеобразным каналом 111 горячих газов. Там, например, четыре последовательно включенные ступени 112 турбины образуют турбину 108.
Каждая ступень 112 турбины образована, например, из двух колец лопаток. Если смотреть в направлении течения рабочей среды 113, в канале 111 горячих газов за рядом 115 направляющих лопаток следует образованный из рабочих лопаток 120 ряд 125.
Направляющие лопатки 130 при этом закреплены на внутреннем корпусе 138 статора 143, в отличие от чего рабочие лопатки 120 ряда 125 установлены, например, посредством диска 133 турбины на роторе 103.
С ротором 103 соединен генератор или рабочая машина (не изображена).
Во время эксплуатации газовой турбины 100 воздух 135 всасывается компрессором 105 через всасывающий корпус 104 и сжимается. Получаемый на обращенном к турбине конце компрессора 105 сжатый воздух направляется к горелкам 107 и там смешивается с горючим средством. Эта смесь затем сжигается в топочной камере 110 с образованием рабочей среды 113. Оттуда рабочая среда 113 течет по каналу 111 горячих газов по направляющим лопаткам 130 и рабочим лопаткам 120. На рабочих лопатках 120 рабочая среда 113 расширяется с передачей импульса, так что рабочие лопатки 120 приводят в движение ротор 103, а ротор - соединенную с ним рабочую машину.
Находящиеся под воздействием горячей рабочей среды 113 конструктивные элементы во время эксплуатации газовой турбины 100 подвергаются воздействию термических нагрузок. Направляющие лопатки 130 и рабочие лопатки 120 первой, если смотреть в направлении течения рабочей среды 113, ступени 112 турбины наряду с футеровочными элементами теплозащитного экрана кольцевой топочной камеры 110, подвергаются термическим нагрузкам в наибольшей степени.
Чтобы выдерживать возникающие там температуры, они могут охлаждаться с помощью охлаждающего средства.
Субстраты конструктивных элементов могут также иметь направленную структуру, т.е. они являются монокристаллическими (SX-структура) или содержат только продольно направленные зерна (DS-структура).
В качестве материала для конструктивных элементов, в частности, для лопаток 120, 130 турбины и конструктивных элементов топочной камеры 110 применяются, например, железные, никелевые суперсплавы или суперсплавы на основе кобальта.
Такие суперсплавы известны, например, из документов EP 1204776 B1, EP 1306454, EP 1319729 A1, WO 99/67435 или WO 00/44949.
Лопатки 120, 130 могут быть также снабжены покрытиями от коррозии (MCrAlX; M представляет собой по меньшей мере один элемент из группы железо (Fe), кобальт (Co), никель (Ni), X является активным элементом и обозначает иттрий (Y) или кремний, скандий (Sc) и/или по меньшей мере один элемент из редких земель или, соответственно, гафний.) Такие сплавы известны из документов EP 0486489 B1, EP 0786017 B1, EP 0412397 B1 или EP 0306454 A1.
На MCrAlX может также находиться теплоизоляционный слой, состоящий, например, из ZrO2, Y2O3-ZrO2, т.е. он не стабилизирован, частично или полностью, окисью иттрия и/или окисью кальция и/или окисью магния.
С помощью надлежащих способов нанесения покрытия, таких как, например, электронно-лучевое нанесение покрытий методом осаждения из паровой фазы (EB-PVD), получаются зерна стебельчатой формы в теплоизоляционном слое.
У направляющей лопатки 130 имеется обращенная к внутреннему корпусу 138 турбины 108 ножка направляющей лопатки (здесь не изображена) и находящаяся напротив ножки направляющей лопатки головка направляющей лопатки. Головка направляющей лопатки обращена к ротору 103 и установлена на крепежном кольце 140 статора 143.
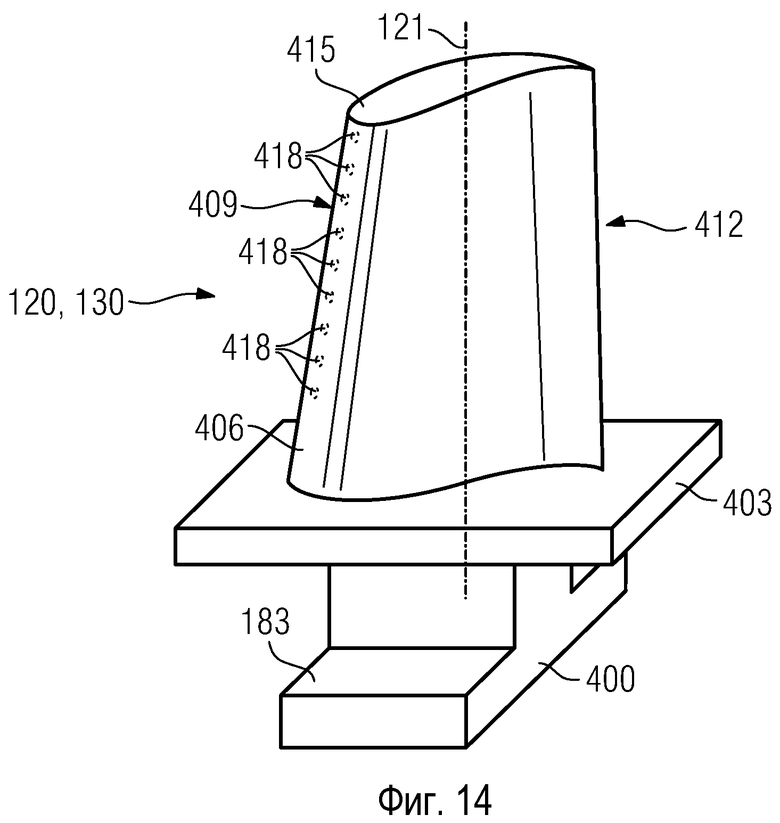
На фиг.14 показан вид в перспективе рабочей лопатки 120 или направляющей лопатки 130 гидравлической машины, которая распространяется по продольной оси 121.
Гидравлическая машина может представлять собой газовую турбину самолета или электростанции, предназначенной для выработки электроэнергии, паровую турбину или компрессор.
У лопатки 120, 130 по продольной оси 121 имеется, последовательно, область 400 крепления, примыкающая к ней платформа 403 лопатки, а также рабочая часть 406 лопатки и вершина 415 лопатки.
Если лопатка 130 представляет собой направляющую лопатку 130, она может быть снабжена на своей вершине 415 лопатки другой платформой (не изображена).
В области 400 крепления выполнена ножка 183 лопатки, которая служит для крепления рабочих лопаток 120, 130 к валу или диску (не изображено).
Ножка 183 лопатки выполнена, например, в T-образной форме. Возможны другие варианты осуществления в виде елки или ласточкина хвоста.
У лопатки 120, 130 имеется кромка 409 набегания и кромка 412 сбегания для среды, которая протекает по рабочей части 406 лопатки.
У традиционных лопаток 120, 130 во всех областях 400, 403, 406 лопаток 120, 130 применяются, например, цельные металлические материалы, в частности, суперсплавы.
Такие суперсплавы известны, например, из документов EP 1204776 B1, EP 1306454, EP 1319729 A1, WO 99/67435 или WO 00/44949.
При этом лопатка 120, 130 может быть изготовлена методом литья, в частности, посредством направленной кристаллизации, методом ковки, методом фрезерования или их комбинаций.
Заготовки с монокристаллической структурой или структурами применяются в качестве конструктивных элементов машин, которые при эксплуатации подвержены высоким механическим, термическим и/или химическим нагрузкам.
Изготовление такого рода монокристаллических заготовок осуществляется, например, посредством направленной кристаллизации из расплава. При этом речь идет о способах литья, при которых жидкий металлический сплав кристаллизуется с получением монокристаллической структуры, т.е. монокристаллической заготовки, или направленно. При этом дендритные кристаллы ориентируются вдоль теплового потока и образуют либо стебельчатую кристаллическую зернистую структуру (колоннообразно, т.е. зерна, которые проходят по всей длине заготовки и здесь, выражаясь общепринятым языком, называются направленно кристаллизованными), или монокристаллическую структуру, т.е. вся заготовка состоит из одного единственного кристалла. В этом способе необходимо избегать перехода к глобулярной (поликристаллической) кристаллизации, так как при ненаправленном росте обязательно образуются поперечные и продольные границы зерен, которые сводят на нет хорошие свойства направленно кристаллизованного или монокристаллического конструктивного элемента.
Если речь идет о направленно кристаллизованных структурах в общем, то под ними подразумеваются как монокристаллы, которые не имеют границ зерен или, в крайнем случае, имеют границы зерен с малыми углами, так и стебельчатые кристаллические структуры, у которых, может быть, имеются проходящие в продольном направлении границы зерен, но нет поперечных границ зерен. В случае этих названных во вторую очередь кристаллических структур также говорят о направленно кристаллизованных структурах (directionally solidified structures).
Такие способы известны из документов US-PS 6024792 и EP 0892090 A1.
Лопатки 120, 130 могут быть также снабжены покрытиями от коррозии или окисления, например (MCrAlX; M представляет собой по меньшей мере один элемент из группы железо (Fe), кобальт (Co), никель (Ni), X является активным элементом и обозначает иттрий (Y) или кремний и/или по меньшей мере один элемент из редких земель или, соответственно, гафний (Hf)). Такие сплавы известны из документов EP 0486489 B1, EP 0786017 B1, EP 0412397 B1 или EP 0306454 A1.
Плотность предпочтительно составляет около 95% теоретической плотности.
Из слоя MCrAlX (как промежуточного слоя или крайнего наружного слоя) образуется защитный слой окиси алюминия (TGO=thermal grown oxide layer).
Предпочтительно состав слоя представляет собой Co-30Ni-28Cr-8Al-0,6Y-0,7Si или Co-28Ni-24Cr-10Al-0,6Y. Наряду с этими защитными покрытиями на основе кобальта применяются также предпочтительно защитные покрытия на основе никеля, такие как Ni-10Cr-12Al-0,6Y-3Re или Ni-12Co-21Cr-11Al-0,4Y-2Re, или Ni-25Co-17Cr-10Al-0,4Y-1,5Re.
На MCrAlX может также находиться теплоизоляционный слой, который предпочтительно является крайним наружным слоем и состоит, например, из ZrO2, Y2O3-ZrO2, т.е. он не стабилизирован, частично или полностью, окисью иттрия и/или окисью кальция и/или окисью магния.
Теплоизоляционный слой покрывает весь слой MCrAlX. С помощью надлежащих способов нанесения покрытия, таких как, например, электронно-лучевое нанесение покрытий методом осаждения из паровой фазы (EB-PVD), получаются зерна стебельчатой формы в теплоизоляционном слое.
Возможны другие способы нанесения покрытий, например, атмосферное плазменное напыление (APS), LPPS, VPS или CVD. Для улучшения стойкости к тепловому удару теплоизоляционный слой может содержать пористые, имеющие микро- или макротрещины зерна. То есть теплоизоляционный слой предпочтительно является более пористым, чем слой MCrAlX.
Восстановление (Refurbishment) означает, что конструктивные элементы 120, 130 после их применения при необходимости должны быть освобождены от защитных слоев (например, посредством пескоструйной обработки). После этого осуществляется удаление коррозионных и/или оксидных слоев или, соответственно, продуктов. При необходимости осуществляется также ремонт трещин в конструктивном элементе 120, 130. После этого происходит повторное нанесение покрытия на конструктивный элемент 120, 130 и повторное применение конструктивного элемента 120, 130.
Лопатка 120, 130 может быть выполнена полой или цельной. При необходимости охлаждения лопаток 120, 130 она является полой и при необходимости снабжена отверстиями для пленочного охлаждения (обозначены штриховой линией).
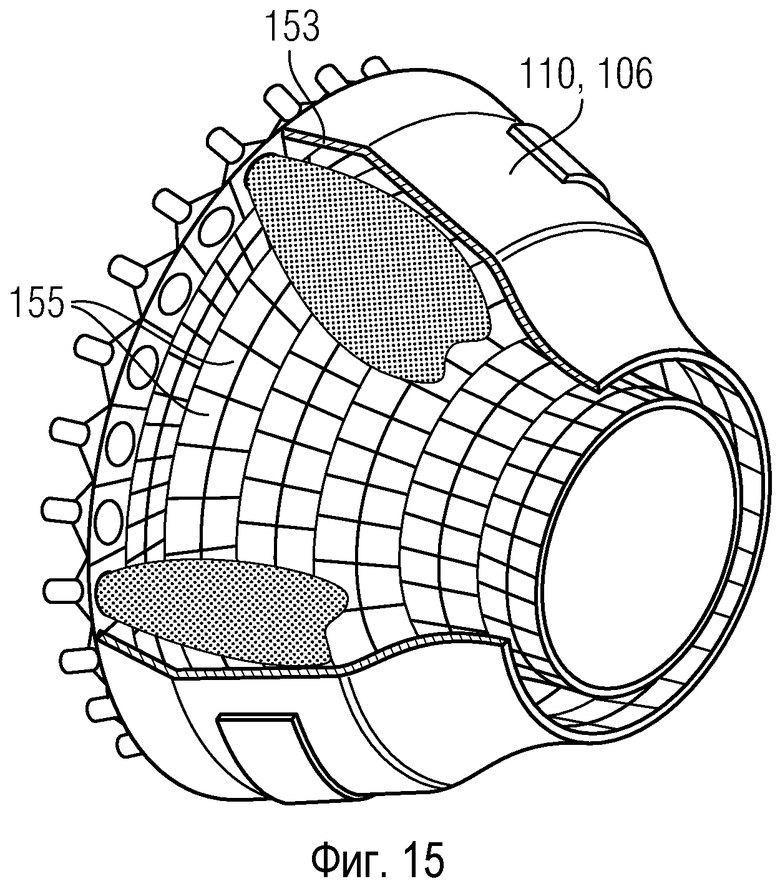
На фиг.15 показана топочная камера 110 газовой турбины. Топочная камера 110 выполнена, например, в виде так называемой кольцевой топочной камеры, у которой множество расположенных в окружном направлении вокруг оси 102 вращения горелок 107, которые создают пламя 156, впадают в одно общее пространство 154 топочной камеры. Для этого топочная камера 110 выполнена в совокупности в виде кольцеобразной структуры, которая расположена вокруг оси 102 вращения.
Для достижения сравнительно высокого коэффициента полезного действия топочная камера 110 рассчитана на сравнительно высокую температуру рабочей среды M, составляющую примерно от 1000°C до 1600°C. Чтобы даже при этих неблагоприятных для материалов рабочих параметрах обеспечить возможность сравнительно долгого срока службы, стенка 153 топочной камеры на своей обращенной к рабочей среде M стороне снабжена внутренней футеровкой, образованной из элементов 155 теплозащитного экрана.
Каждый элемент 155 теплозащитного экрана, изготовленный из сплава, оснащен со стороны рабочей среды особенно жаропрочным защитным слоем (слой MCrAlX и/или керамическое покрытие) или изготовлен из высокожаропрочного материала (массивные керамические кирпичи).
Эти защитные слои могут быть аналогичны лопаткам турбины, то есть MCrAlX, например, означает: M представляет собой по меньшей мере один элемент из группы железо (Fe), кобальт (Co), никель (Ni), X является активным элементом и обозначает иттрий (Y) или кремний и/или по меньшей мере один элемент из редких земель или, соответственно, гафний (Hf). Такие сплавы известны из документов EP 0486489 B1, EP 0786017 B1, EP 0412397 B1 или EP 0306454 A1.
На MCrAlX может также находиться, например, керамический теплоизоляционный слой, состоящий, например, из ZrO2, Y2O3-ZrO2, т.е. он не стабилизирован, частично или полностью, окисью иттрия и/или окисью кальция и/или окисью магния.
С помощью надлежащих способов нанесения покрытия, таких как, например, электронно-лучевое нанесение покрытий методом осаждения из паровой фазы (EB-PVD), получаются зерна стебельчатой формы в теплоизоляционном слое.
Возможны другие способы нанесения покрытий, например, атмосферное плазменное напыление (APS), LPPS, VPS или CVD. Для улучшения стойкости к тепловому удару теплоизоляционный слой может содержать пористые, имеющие микро- или макротрещины зерна.
Восстановление (Refurbishment) означает, что элементы 155 теплозащитного экрана после их применения при необходимости должны быть освобождены от защитных слоев (например, посредством пескоструйной обработки). После этого осуществляется удаление коррозионных и/или оксидных слоев или, соответственно, продуктов. При необходимости осуществляется также ремонт трещин в элементе 155 теплозащитного экрана. После этого происходит повторное нанесение покрытия на элемент 155 теплозащитного экрана и повторное применение элементов 155 теплозащитного экрана.
В связи с высокими температурами внутри топочной камеры 110 для элементов 115 теплозащитного экрана или, соответственно, для элементов их крепления может быть предусмотрена система охлаждения. Элементы 115 теплозащитного экрана являются, например, полыми и при необходимости снабжены также впадающими в пространство 154 топочной камеры отверстиями для охлаждения (не изображены).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ЗАГОТОВОК ИЗ ВЫСОКОЖАРОПРОЧНЫХ СУПЕРСПЛАВОВ С ОСОБОЙ МАССОВОЙ СКОРОСТЬЮ ПОДАЧИ СВАРОЧНОГО ПРИСАДОЧНОГО МАТЕРИАЛА | 2010 |
|
RU2510994C2 |
| СПЛАВ НА ОСНОВЕ НИКЕЛЯ, ПРИМЕНЕНИЕ И СПОСОБ | 2012 |
|
RU2567140C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОПАТКИ ТУРБИНЫ, СНАБЖЕННОЙ ПО МЕНЬШЕЙ МЕРЕ ОДНОЙ ПЛАТФОРМОЙ | 2011 |
|
RU2527509C2 |
| СПЛАВ, ЗАЩИТНЫЙ СЛОЙ И КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ | 2011 |
|
RU2550461C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ РАСХОДА ОХЛАЖДАЮЩЕГО СРЕДСТВА ВНУТРИ АКТИВНО ОХЛАЖДАЕМЫХ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ И КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ | 2012 |
|
RU2593798C2 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ СЛОЯ ПОСРЕДСТВОМ ЛАЗЕРНОЙ ТРИАНГУЛЯЦИИ | 2010 |
|
RU2541440C2 |
| АНАЛИЗ ПОВЕРХНОСТИ ДЛЯ ОБНАРУЖЕНИЯ ЗАКРЫТЫХ ОТВЕРСТИЙ И УСТРОЙСТВО | 2010 |
|
RU2532616C2 |
| СПЛАВ, ЗАЩИТНОЕ ПОКРЫТИЕ И КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ | 2012 |
|
RU2591096C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СВАРКИ ДЕТАЛЕЙ ИЗ ТЕРМОСТОЙКИХ ЖАРОПРОЧНЫХ СПЛАВОВ | 2008 |
|
RU2466841C2 |
| МАТЕРИАЛ И СИСТЕМА СЛОЕВ | 2006 |
|
RU2395624C2 |
Изобретение может быть использовано при ремонте конструктивных элементов с заполнением сваркой углублений поврежденной области. Углубление (4) имеет контур (16), который ограничивает наружную поверхность (13) конструктивного элемента относительно углубления (4). Углубление (4) заполняют слоями сварочных валиков, предпочтительно с использованием лазерной сварки. Для предотвращения образования дефектов соединения и трещин слои накладывают так, что валики попадают на наружную поверхность (13) также за пределами контура (16) углубления (4). Используют несколько слоев сварочных валиков для заполнения углубления (4) до тех пор, пока последний слой полностью не будет выдаваться за поверхность (13). 18 з.п. ф-лы, 16 ил.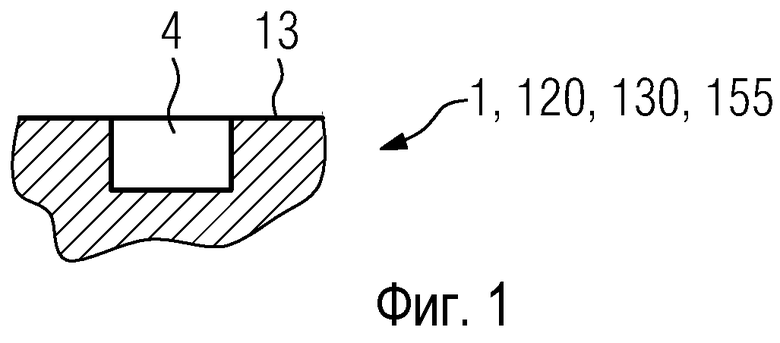
1. Способ сварки конструктивного элемента (1, 120, 130, 155), при котором углубление (4) заполняют слоями (I, II, III) сварки, при этом углубление (4) имеет контур (16), который ограничивает наружную поверхность (13) конструктивного элемента (1, 120, 130, 155) относительно углубления (4), отличающийся тем, что слои (I, II, III) сварки накладывают так, что валики слоев (I, II, III) попадают на наружную поверхность (13) также за пределами контура (16) углубления (4), при этом используют несколько слоев (I, II, III) сварки, чтобы заполнить углубление (4) до тех пор, пока последний слой (III) полностью не будет выдаваться за поверхность (13).
2. Способ по п.1, при котором первый валик (6) накладывают так, что он по своей форме соответствует форме контура (16).
3. Способ по п.2, при котором внутри первого валика (6), который соответствует контуру (16), выполняют второй валик (7).
4. Способ по п.2 или 3, при котором внутри первого или второго соответствующего контуру валика (6, 7) осуществляют заполнение углубления (4) валиками (10', 10'', 10''', …) в форме меандра.
5. Способ по п.1, при котором применяют лазерную сварку.
6. Способ по пп.1, 2, 3 или 5, при котором первый слой (I) валиков полностью покрывает углубление (4).
7. Способ по п.4, при котором первый слой (I) валиков полностью покрывает углубление (4).
8. Способ по п.1, при котором основные направления (25) валиков (10', 10'', 10''', …) отдельных, расположенных друг над другом слоев (I, II, III…) сварки проходят под углом от значительно превышающего 0° до 90°, в частности, перпендикулярно относительно друг друга.
9. Способ по любому из пп.1-3, 5 или 7-8, при котором валики (10', 10'', 10''') слоя (I, II, III…) сварки накладывают в форме меандра.
10. Способ по п.4, при котором валики (10', 10'', 10''') слоя (I, II, III…) сварки накладывают в форме меандра.
11. Способ по п.6, при котором валики (10', 10'', 10''') слоя (I, II, III…) сварки накладывают в форме меандра.
12. Способ по любому из пп.1, 8, 10 или 11, при котором другие слои (II, III, …) сварки полностью или частично покрывают непосредственно предшествующие им слои (I, II, …) сварки.
13. Способ по п.6, в котором другие слои (II, III, …) сварки полностью или частично покрывают непосредственно предшествующие им слои (I, II, …) сварки.
14. Способ по п.9, в котором другие слои (II, III, …) сварки полностью или частично покрывают непосредственно предшествующие им слои (I, II, …) сварки.
15. Способ по любому из пп.1-3, 5, 7-8, 10-11, 13-14, при котором углубление (4) имеет боковые поверхности (28), которые проходят не перпендикулярно к поверхности (13) конструктивного элемента (1, 120, 130, 155).
16. Способ по п.4, при котором углубление (4) имеет боковые поверхности (28), которые проходят не перпендикулярно к поверхности (13) конструктивного элемента (1, 120, 130, 155).
17. Способ по п.6, при котором углубление (4) имеет боковые поверхности (28), которые проходят не перпендикулярно к поверхности (13) конструктивного элемента (1, 120, 130, 155).
18. Способ по п.9, при котором углубление (4) имеет боковые поверхности (28), которые проходят не перпендикулярно к поверхности (13) конструктивного элемента (1, 120, 130, 155).
19. Способ по п.12, при котором углубление (4) имеет боковые поверхности (28), которые проходят не перпендикулярно к поверхности (13) конструктивного элемента (1, 120, 130, 155).
| JP 8323473 А, 10.12.1996 | |||
| Способ обработки сварных соединений из аустенитных коррозионностойких сталей | 1983 |
|
SU1122718A1 |
| СПОСОБ ЗАВАРКИ ДЕФЕКТОВ В ОТЛИВКАХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2109611C1 |
| СПОСОБ СВАРКИ, ПРЕДУСМАТРИВАЮЩИЙ РЕЛАКСАЦИЮ ОСТАТОЧНЫХ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ | 2002 |
|
RU2288082C2 |

