Изобретение относится к производству стальных тросов, используемых в качестве грозозащитного троса в линиях электропередач или в качестве несущего троса с функцией грозозащиты для контактной сети железной дороги.
Известен способ изготовления стального троса, заключающийся в последовательном наложении на стальной сердечник повивов из стальных проволок и пластической деформации изделия, при этом проволоки внешнего повива укладываются с зазорами, величина которых составляет 15÷70% от номинального диаметра проволок (см. описание изобретения к авторскому свидетельству СССР №669415, МПК H01B 13//02, публикация 28.06.1979).
Недостатками известного способа являются:
- при столь большом диапазоне зазоров во внешнем повиве, величина которых составляет 15-70% от номинального диаметра проволок, необходима постоянная корректировка диаметров проволок с учетом их твердости при свивке новых диаметров проволочного изделия, чтобы повивы после свивки были уложены без зазоров;
- столь большие зазоры во внешнем повиве потребуют значительных величин обжатия поперечного сечения проволок, что неизбежно приведет к их обрывам в процессе свивки проволочного изделия;
- укладывая только проволоки внешнего повива с вышеуказанными зазорами, но не оговаривая величину зазоров в предыдущих повивах, при последующем уплотнении изделия пластической деформацией внешнего повива образуется трубчатый свод в ближайшем повиве к внешнему, препятствующий последующей деформации остальных проволок изделия, что неизбежно приведет к нарушению целостности конструкции витого изделия.
Задачей заявляемого изобретения является увеличение стойкости стального троса к удару молнии, воздействиям коррозионной среды, ветровых и гололедных нагрузок при выполнении всех технических требований, влияющих на надежность воздушной линии электропередачи, а также создание несущего троса с функцией грозозащиты для контактной сети железной дороги.
Сущность заявляемого изобретения заключается в следующем.
Способ изготовления стального троса, заключающийся в последовательном наложении на стальной сердечник повивов из стальных проволок и пластической деформации изделия, сердечник и проволоки при номинальных их диаметрах 0,90÷4,60 мм имеют покрытие из цинка, или меди, или алюминия толщиной 0,04÷0,32 мм, пластическую деформацию изделия выполняют со степенью обжатия площади поперечного сечения изделия 1,5÷9%.
Это позволяет, используя новый способ изготовления стального троса, существенно увеличить стойкость к удару молнии, воздействиям коррозионной среды, ветровых и гололедных нагрузок стальных тросов, используемых в качестве грозозащитного троса в линиях электропередач или в качестве несущего троса с функцией грозозащиты для контактной сети железной дороги. Использование покрытия проволок несущего троса из цинка, или меди, или алюминия позволяет применить разработанный трос в качестве несущего с функциями передачи и распределения электрической энергии на номинальное напряжение 35 кВ, номинальной частотой 50 Гц.
Сущность изобретения поясняется чертежом, где на фиг.1 показан стальной трос, поперечное сечение до и после деформации.
В заявляемом способе используют сердечник 1 и проволоки 2 из стали, которые имеют покрытие 3 0,04÷0,32 мм толщины из цинка, или меди, или алюминия при 0,90÷4,60 мм номинальных диаметрах проволоки.
Способ изготовления стального троса осуществляется следующим образом.
Свивку проволок троса осуществляют за одну технологическую операцию на традиционном оборудовании, используемом при производстве канатов и тросов. При этом шаг свивки для всех слоев проволок сохраняется постоянным, допуская при этом различные углы свивки для каждого слоя проволок, при соответствующем подборе диаметров проволок по слоям, что позволяет исключить возможность перекрещивания проволок по отдельным слоям и обеспечить им линейное касание при свивке.
Вторая технологическая операция - это пластическая деформация изделия, которую выполняют послойно и (или) одновременно со свивкой троса. При этом выполняют пластическое обжатие внешних проволок со степенью обжатия площади поперечного сечения изделия 1,5÷9%, в результате чего наружные и внутренние поверхности проволок получаются пластически деформированными. Площадь контакта между проволоками получена увеличенной, что приводит к уплотнению троса.
Заявленное изобретение позволяет повысить стойкость стального троса к удару молнии, воздействиям коррозионной среды, ветровых и гололедных нагрузок без снижения натяжения троса и обрыва проволок при разряде, при соблюдении всех технических требований, влияющих на надежность воздушных линий электропередачи, а также несущего троса с функцией грозозащиты для контактной сети железной дороги.
| название | год | авторы | номер документа |
|---|---|---|---|
| Грозозащитный трос (варианты) | 2020 |
|
RU2738209C1 |
| ГРОЗОЗАЩИТНЫЙ ТРОС С ОПТИЧЕСКИМ КАБЕЛЕМ СВЯЗИ | 2010 |
|
RU2441293C1 |
| Грозозащитный трос (варианты) | 2022 |
|
RU2793959C1 |
| ГРОЗОЗАЩИТНЫЙ ТРОС | 2008 |
|
RU2361304C1 |
| НЕСУЩИЙ ТРОС КОНТАКТНОЙ СЕТИ ЖЕЛЕЗНОЙ ДОРОГИ | 2012 |
|
RU2509666C1 |
| Грозозащитный трос с оптическим кабелем связи (варианты) | 2020 |
|
RU2732073C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО ПРОВОДА ДЛЯ ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ И ПРОВОД, ПОЛУЧЕННЫЙ ДАННЫМ СПОСОБОМ | 2011 |
|
RU2447525C1 |
| Провод для протяженных переходов воздушных линий электропередачи | 2024 |
|
RU2830106C1 |
| Неизолированный провод (варианты) | 2016 |
|
RU2619090C1 |
| Неизолированный сталеалюминиевый высокопрочный высокотемпературный высокопрочный провод | 2019 |
|
RU2706957C1 |
Изобретение относится к производству стальных тросов, используемых в качестве грозозащитного троса в линиях электропередач или в качестве несущего троса с функцией грозозащиты для контактной сети железной дороги. Способ изготовления стального троса, заключающийся в последовательном наложении на стальной сердечник повивов из стальных проволок и пластической деформации изделия, сердечник и проволоки при номинальных их диаметрах 0,90÷4,60 мм имеют покрытие из цинка, или меди, или алюминия толщиной 0,04÷0,32 мм, пластическую деформацию изделия выполняют со степенью обжатия площади поперечного сечения изделия 1,5÷9%. Это позволяет, используя новый способ изготовления стального троса, существенно увеличить стойкость к удару молнии, воздействиям коррозионной среды, ветровых и гололедных нагрузок стальных тросов, используемых в качестве грозозащитного троса в линиях электропередач или в качестве несущего троса с функцией грозозащиты для контактной сети железной дороги. 2 з.п. ф-лы, 1 ил.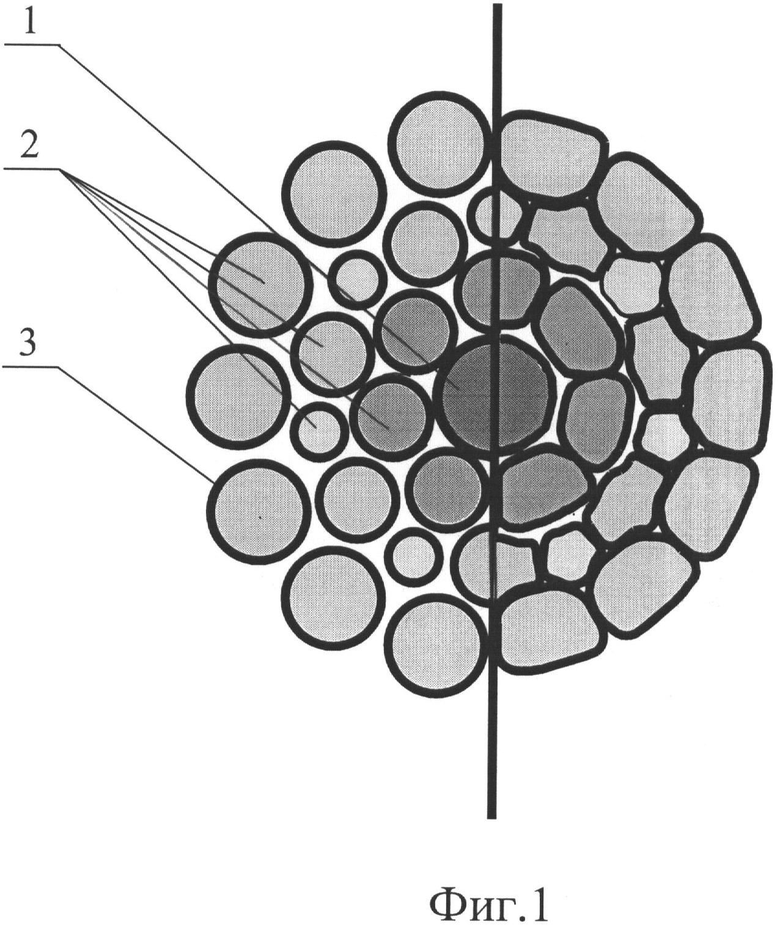
1. Способ изготовления стального троса, заключающийся в последовательном наложении на стальной сердечник повивов из стальных проволок, свивку проволок троса осуществляют за одну технологическую операцию, при этом шаг свивки для всех слоев проволок сохраняется постоянным, допуская при этом различные углы свивки для каждого слоя проволок при соответствующем подборе диаметров проволок по слоям, что позволяет исключить возможность перекрещивания проволок по отдельным слоям и обеспечить им линейное касание при свивке, и пластической деформации изделия, сердечник и проволоки при номинальных их диаметрах 0,90÷4,60 мм имеют покрытие, выполненное из цинка, толщиной 0,04÷0,32 мм, пластическую деформацию изделия выполняют со степенью обжатия площади поперечного сечения изделия 1,5÷9%.
2. Способ по п.1, отличающийся тем, что покрытие проволок выполнено из меди.
3. Способ по п.1, отличающийся тем, что покрытие проволок выполнено из алюминия.
| Способ изготовления витых проволочных изделий | 1973 |
|
SU669415A1 |
| ГРОЗОЗАЩИТНЫЙ ТРОС | 2008 |
|
RU2361304C1 |
| US 5243137 A, 07.09.1993 | |||
| Машина для нанесения клея по периметру на край вырубленной подошвы | 1952 |
|
SU96442A1 |
| Сталеалюминиевый провод | 1973 |
|
SU557420A1 |
| ПРОВОД ДЛЯ ЛИНИИ ПЕРЕДАЧИ | 1994 |
|
RU2063080C1 |

