(54) СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ПРЮВОЛОЧНЫХ ИЗДЕЛИЙ
Цепь изобретения - создание способа извготовления уплотняемых витых изделий, поз&оляющего & процессе пластической деформации равномерно уплотнить изделие по всему сечению.
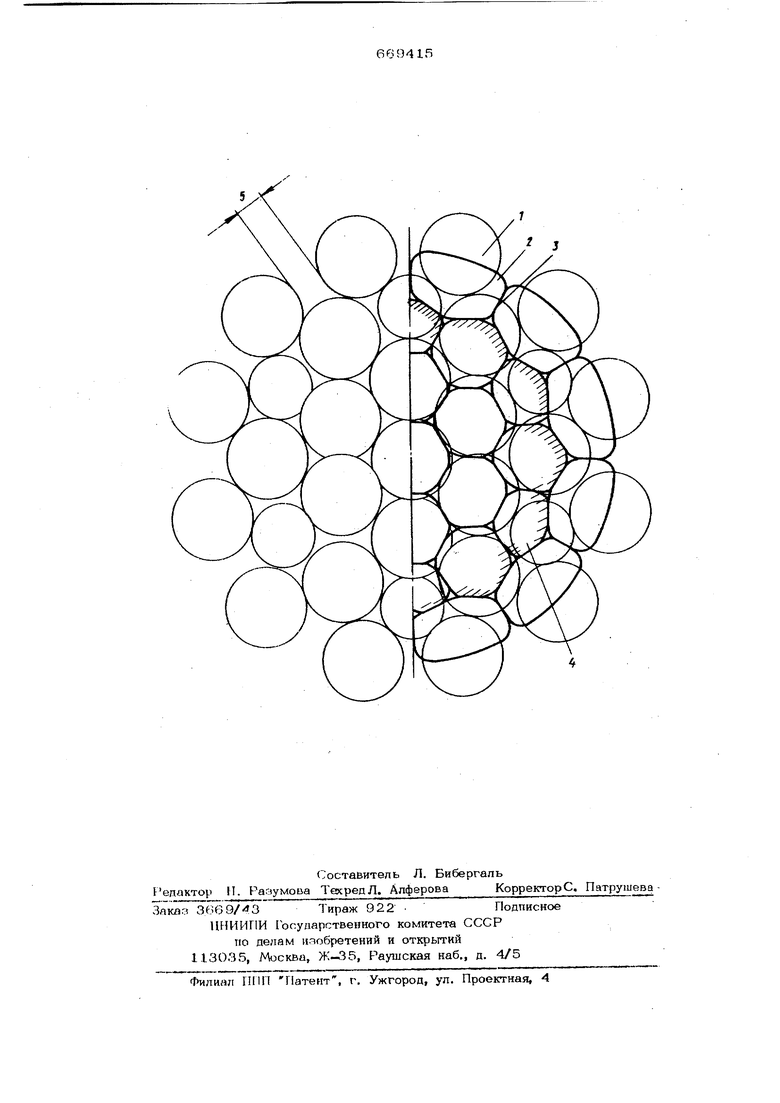
а цель достигается тем, что при осуществлении способа изготовления витых проволочных изделий, например стальных канатов, заключающегося в последовательном наложении на сердечник повивов из проволок и пластической деформации . изделий, проволоки внешнего повйва уклйдывают с зазорами, величина которых составляет 15-70% от номинального диаметра проволок. . На чертеже изображено витое изделие, поперечное сечение.
Оно имеет проволоки 1 внешнего по-., в ива до деформации, проволоки 2 внешнего повйва после деформации, проволоки 3 внутренних повивов до деформации, проволоки 4 внутренних повиьов после деформации и зазор 5 между проволоками внешнего повйва до деформации.
При пластической деформации заготовки проволоки 1 внешнего повйва.. воспринимая давление от формующего инструмента, беспреП5ггственно передают вто давление на проволоки 3 внутренних, которые, деформируясь, принимают положеНие проволок 4. После того, как проволоки 1 внешнего повйва займут положение проволок 2 и образуют, тем самым, трубчатый свод, заклинивается деформация проволок 3 внутренних повивов. Величина зазора 5 выбирается при этом в пределах 0,15-О,70 диаметра проволок внешнего повйва, что обеспечивает любую требуемую степень уплотнения внутренних повивов и весго изделия в целом.
За счет большей степени обжатия -при равной плошади поперечного сечения достигается меньший наружный диаметр изделия и большая устойчивость последнего к Воздействию механичес.ких нагрузок.
П р и м е р. По предложенному способу изготавливают и испытывают канат следующей конструкции: .6 «36 (1/1.27/0,9-7/О,65-14/О,9 по известному способу изготавливают канат с тем же количеством проволок и тем же поперечным сечением: 6-36 (1/1,1-7/0,87/ 0,6 - 14/1,0). Резул нгаты ис пыта ний, проведенных в соответствии с нормами отбраковки канатов Госгортехнадзора приведены в таблице.
Формула из.обретения
Способ изготовления витых проволоч.ньгх изделий, например стальяых канатов, заключающийся в последовательном наложении на сердечник повивов из проволок и пластической деформации изделия отличаюшй.йся тем, что, с целью упрощения технологии и повьшхе- ния качества изделия, проволоки внешнего повйва укладывают с засзорами,. величина которых составляет 15-7О% от номиналт н го диаметра проволок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ТРОСА | 2011 |
|
RU2490742C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО ПРОВОДА ДЛЯ ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ И ПРОВОД, ПОЛУЧЕННЫЙ ДАННЫМ СПОСОБОМ | 2011 |
|
RU2447525C1 |
| ГРОЗОЗАЩИТНЫЙ ТРОС | 2008 |
|
RU2361304C1 |
| НЕСУЩИЙ ТРОС КОНТАКТНОЙ СЕТИ ЖЕЛЕЗНОЙ ДОРОГИ | 2012 |
|
RU2509666C1 |
| КАНАТ СТАЛЬНОЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2822146C1 |
| Провод неизолированный сталеалюминиевый высокопрочный, высокопрочный высокотемпературный (варианты) | 2020 |
|
RU2748682C1 |
| Способ изготовления канатов закрытой конструкции | 2015 |
|
RU2626327C2 |
| Способ изготовления витых проволочныхиздЕлий C ТЕРМОплАСТичНыМ СЕРдЕчНиКОМ | 1979 |
|
SU846623A1 |
| Провод для протяженных переходов воздушных линий электропередачи | 2024 |
|
RU2830106C1 |
| ГЕОФИЗИЧЕСКИЙ КАБЕЛЬ ДЛЯ ИССЛЕДОВАНИЯ НАКЛОННЫХ И ГОРИЗОНТАЛЬНЫХ СКВАЖИН | 2003 |
|
RU2248594C1 |