Изобретение относится к литейному производству, а именно к технологическому оборудованию, используемому при формовании лопаток турбин методом горячего шликерного литья под давлением.
Известна литьевая съёмная пресс-форма для формования изделий из неметаллических материалов (А. с. СССР № 1079443А, кл. B 28 В 1/24, 15.03.1984 ), содержащая матрицу, пуансон, опорную плиту, оформляющие знаки, вкладыш и крышку, снабженная фиксирующими стержнями пуансона, вкладыш и матрица выполнены с центрирующими отверстиями для размещения фиксирующих стержней.
Недостатком известного технического решения является то, что в пресс-форме указанной конструкции невозможно получать изделия сложной формы.
Наиболее близким (прототипом) к заявляемой конструкции пресс-формы по совокупности технических признаков является пресс-форма для литья под давлением (патент РФ №2274546 (МПК В28В 1/24, В28В 7/00, опубл. 20.04.2006. Бюл. № 11). Пресс-форма для литья под давлением содержит разборную форму, рабочую полость, камеру давления, литниковые каналы, разрушаемую перегородку, круговую шайбу, знак, пуансон и фиксирующие зажимы. Запрессовка происходит следующим образом: расплавленный шликер поступает в камеру давления, пуансоном запрессовывается в рабочий объём, происходит выдержка, затвердевание шликера, после чего форму разбирают и вынимают изделие.
Недостатком данной конструкции является невозможность формования изделий сложной формы типа лопаток турбин.
Технический результат, достигаемый в заявленном изобретении, заключается в разработке конструкции пресс-формы для формования заготовок лопаток турбин методом горячего шликерного литья под давлением, позволяющей получить и повысить качество изделия с заданной геометрией.
Технический результат достигается тем, что предложена:
1. Пресс-форма для формования заготовок лопаток турбин методом горячего шликерного литья под давлением, содержащая корпус, верхнюю и нижнюю крышки, оформляющие присоединительные поверхности заготовки лопатки, разъемную форму с формообразующими поверхностями, оформляющими перо заготовки лопатки, элементы фиксации формы, знак, установленный в верхней крышки, литниковое кольцо, установленное внизу формы, отличающаяся тем, что форма выполнена из двух частей с возможностью их перемещения по окружности, ось которой совпадает с общей осью поверхности лопатки, позиционирование формы относительно корпуса пресс-формы осуществляется кольцевыми выступами, выполненными с возможностью вхождения в кольцевые пазы в корпусе, причем оси выступов и пазов совпадают с общей осью поверхности лопатки.
2. Пресс-форма по п. 1, отличающаяся тем, что в кольцевых пазах корпуса пресс-формы расположены кулачки, выполненные с возможностью поворота для предварительного раскрытия формы.
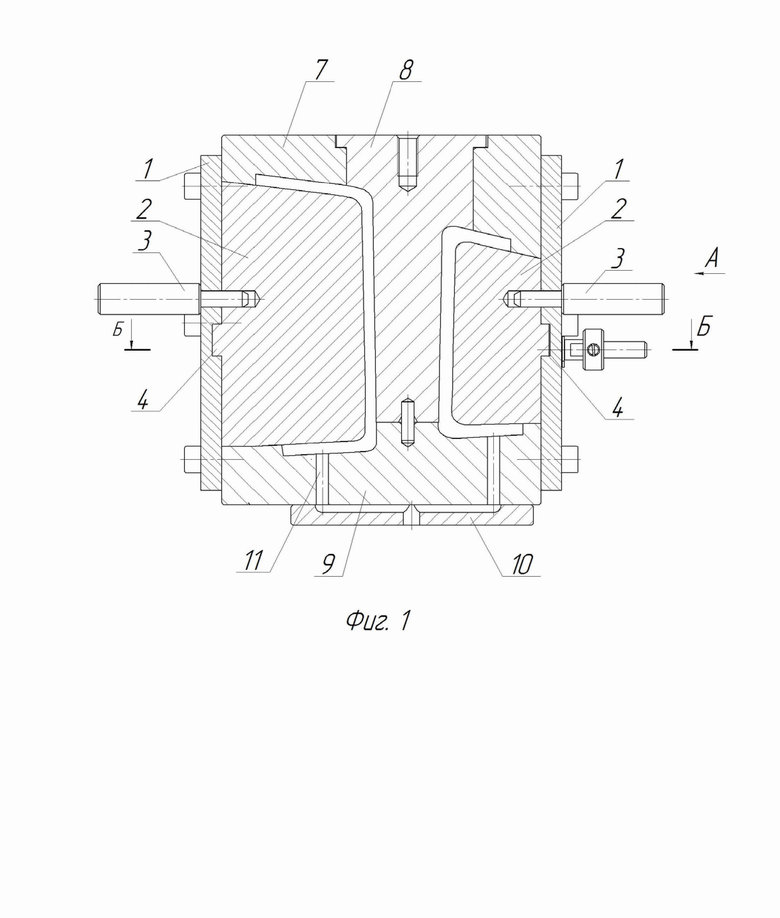
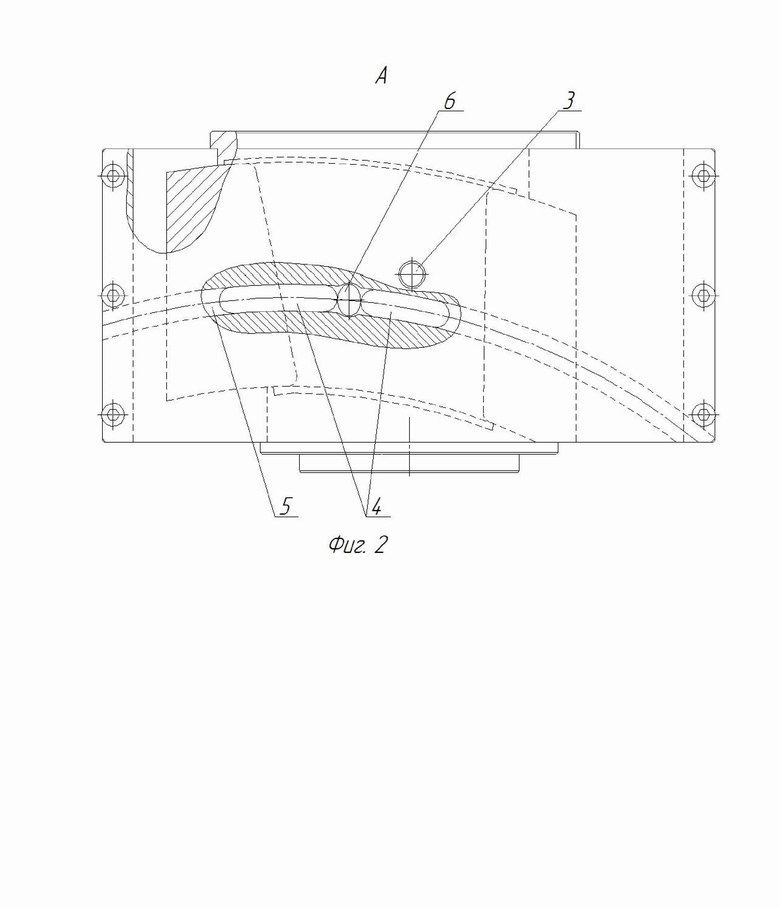
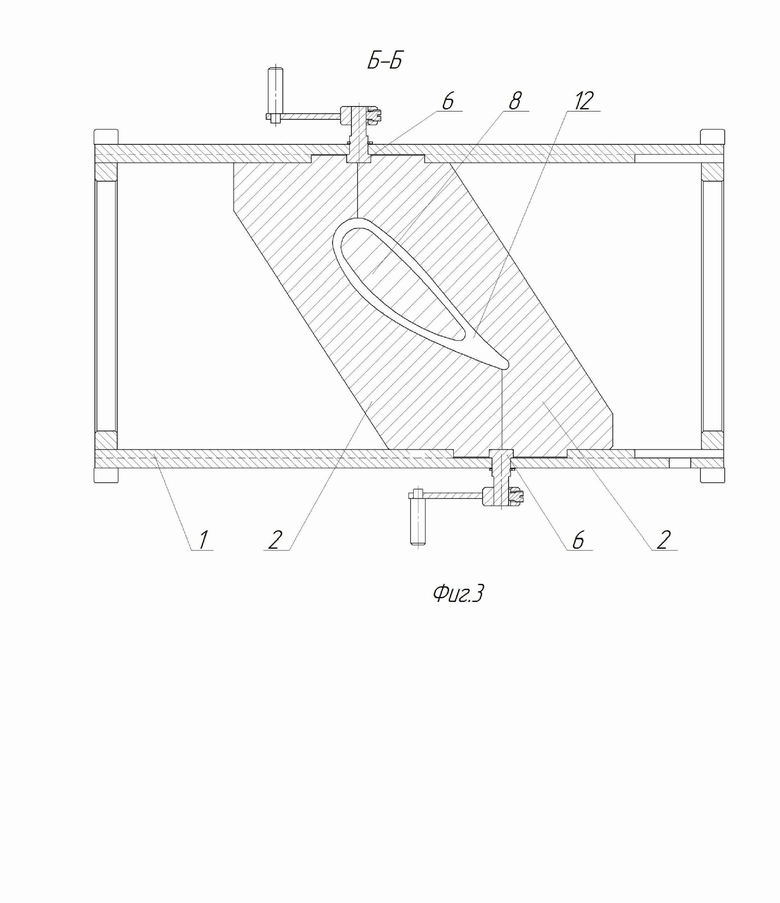
Изобретение поясняется чертежом, где на фиг. 1 показана пресс-форма в разрезе; на фиг. 2 – вид А, где показано расположение кольцевых пазов; на фиг. 3 – сечение Б-Б, где показано сечение пера изделия.
Пресс-форма состоит из корпуса 1, формы 2, элементов фиксации 3 формы 2. Форма 2 выполнена разъемной и состоит из двух частей, в которых выполнены формообразующие поверхности и выступы 4, имеющие форму сектора кольца 10, сопрягаемые с кольцевыми пазами 5, выполненными на внутренней поверхности корпуса 1. В кольцевых пазах 5 корпуса 1 установлены кулачки 6, с помощью которых производится предварительное раскрытие формы 2 на две части (половинки). Сверху корпуса 1 установлена верхняя крышка 7, в которой установлен знак 8, если перо лопатки 12 (фиг. 3) полое, внизу нижняя крышка 9 с литниковыми каналами 11 и литниковое кольцо 10.
Пресс-форма работает следующим образом.
Предварительно отвакуумированный для удаления воздуха шликер из бака литьевого станка под давлением подается через литниковое кольцо 10, нижнюю крышку 9 (фиг. 1) и заполняет рабочую полость пресс-формы. После выдержки и затвердевания шликера пресс-форма снимается с литьевого станка. Затем вынимаются элементы фиксации 3 формы 2 (фиг. 1 и 2), проворачиваются кулачки 6 (фиг. 2 и 3) при этом половинки формы 2 (фиг. 1 и 3) расходятся в противоположном направлении по кольцевым пазам 5 (фиг. 2), имеющимся в корпусе 1 (фиг. 1 и 3). Вследствие чего между половинками формы 2 (фиг. 1 и 3) и отформованной заготовкой лопатки 12 (фиг. 3) образуется зазор. Затем удаляется литниковое кольцо 10 (фиг. 1), с помощью съёмника удаляются знак 8 (фиг. 1 и 3), верхняя крышка 7 и нижняя крышка 9 (фиг. 1). После чего половинки формы 2 (фиг. 1 и 3) разводятся дальше по кольцевым пазам 5 (фиг. 2) полностью освобождая заготовку лопатки 12 (фиг. 3).
Подготовка пресс-формы к следующей заливке происходит следующим образом.
Половинки формы 2 (фиг. 1 и 3) смыкаются, фиксируются элементами фиксации 3 формы 2 (фиг. 1 и 2), устанавливаются нижняя крышка 9 и литниковое кольцо 10 (фиг. 1), затем верхняя крышка 7 (фиг. 1) и знак 8 (фиг. 1и 3). Пресс-форма готова к следующей заливке.
Предлагаемая конструкция пресс-формы может использоваться для производства лопаток турбин из керамических материалов методом горячего шликерного литья под давлением.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2015 |
|
RU2583799C1 |
| Устройство для горячего литья плоских керамических изделий | 1973 |
|
SU451526A1 |
| Устройство для формования заготовок из порошка | 1980 |
|
SU908524A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2008 |
|
RU2374069C1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU816667A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2004 |
|
RU2257293C1 |
| ЛИТЬЕВАЯ ФОРМА | 1997 |
|
RU2131807C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2015 |
|
RU2652252C2 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| СПОСОБ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2215713C1 |
Изобретение относится к литейному производству, а именно
к технологическому оборудованию, используемому при формовании лопаток турбин методом горячего шликерного литья под давлением. Пресс-форма для формования заготовок лопаток турбин содержит корпус, верхнюю
и нижнюю крышки, разъемную форму с формообразующими поверхностями, оформляющими перо заготовки лопатки, элементы фиксации формы, знак и литниковое кольцо. При этом верхняя и нижняя крышки оформляют присоединительные поверхности заготовки лопатки. Знак установлен в верхней крышке. Литниковое кольцо установлено внизу формы. Форма выполнена из двух частей с возможностью их перемещения по окружности, ось которой совпадает с общей осью поверхности лопатки. Позиционирование формы относительно корпуса пресс-формы осуществляется кольцевыми выступами, выполненными с возможностью вхождения в кольцевые пазы в корпусе. Причем оси выступов и пазов совпадают с общей осью поверхности лопатки. Техническим результатом является повышение качества изделий с заданной геометрией. 1 з.п. ф-лы, 3 ил.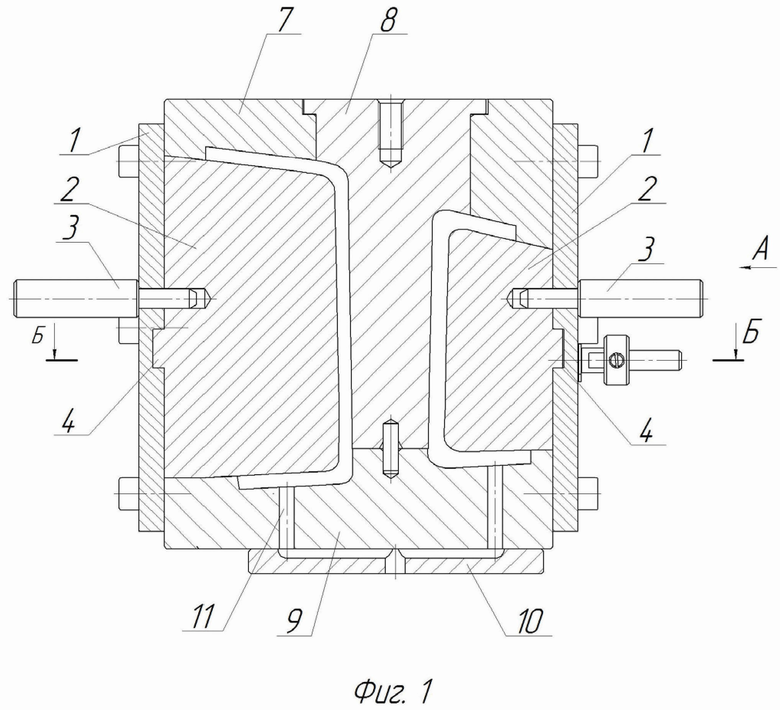
1. Пресс-форма для формования заготовок лопаток турбин методом горячего шликерного литья под давлением, содержащая корпус, верхнюю и нижнюю крышки, оформляющие присоединительные поверхности заготовки лопатки, разъемную форму с формообразующими поверхностями, оформляющими перо заготовки лопатки, элементы фиксации формы, знак, установленный в верхней крышке, литниковое кольцо, установленное внизу формы, отличающаяся тем, что форма выполнена из двух частей с возможностью их перемещения по окружности, ось которой совпадает с общей осью поверхности лопатки, позиционирование формы относительно корпуса пресс-формы осуществляется кольцевыми выступами, выполненными с возможностью вхождения в кольцевые пазы в корпусе, причем оси выступов и пазов совпадают с общей осью поверхности лопатки.
2. Пресс-форма по п. 1, отличающаяся тем, что в кольцевых пазах корпуса пресс-формы расположены кулачки, выполненные с возможностью поворота для предварительного раскрытия формы.
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2004 |
|
RU2274546C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЫХ КЕРАМИЧЕСКИХ СЕРДЕЧНИКОВ ДЛЯ ЛОПАТОК ТУРБОМАШИН | 2005 |
|
RU2374031C2 |
| Литьевая съемная прессформа | 1981 |
|
SU1079443A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ЛОПАТОКТУРБИН | 0 |
|
SU335035A1 |
| EP 3590681 А1, 08.01.2020 | |||
| JP 3897455 В2, 22.03.2007. | |||

