ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к устройству подачи и расположения отдельных изделий, например, используемому для подачи в герметизирующий блок лотков для пищевых продуктов. Изобретение также относится к системе для герметизации контейнеров, например лотков для пищевых продуктов.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
В настоящее время известны различные типы подающих систем для подающих машин, которые упаковывают лотки с пищевыми продуктами, герметизированные пленкой из пластикового материала. Например, известна подача лотков, которые необходимо герметизировать, к герметизирующему блоку, при помощи бесконечного конвейера. Герметизирующий блок, как правило, содержит множество форм с несколькими раковинами, при этом каждая раковина предназначена для приема лотка. В системах предшествующего уровня техники все лотки на конвейеры разнесены друг от друга дальше, чем расстояние между различными раковинами герметизирующих форм. Поэтому в этом типе машины обнаруживается проблема, заключающаяся в производстве систем подачи и загрузки, способных принимать одновременно несколько лотков для их загрузки в герметизирующую форму, перемещая их ближе друг к другу до их помещения в форму.
Первый пример известных подающих систем, направленный на устранение этой проблемы, описан в заявке на патент Италии MI2004A482 и соответствующей заявке на европейский патент № ЕР1577216А1.
На основании идей двух вышеуказанных заявок производились подающие системы, состоящие из (ссылочные позиции указывают на чертежи вышеуказанных заявок):
- первого верхнего по ходу конвейера 6, в свою очередь содержащего бесконечную конвейерную цепь, снабженную пластинами («скребками»), т.е. зубьями, прикрепленными к цепи, которые толкают лотки, помещенные на него, вперед;
- второй конвейерной ленты 16;
- третьей конвейерной ленты 5;
- стопорного лезвия 23, расположенного вблизи границы раздела между второй 16 и третьей 5 конвейерными лентами;
- четвертого конвейера 2.
Путем надлежащего выдвижения и отвода стопорное лезвие 23 препятствует или позволяет лоткам 3 проходить так, что лотки 3 загружаются на третий конвейер 5 ближе друг к другу относительно их положения на первом конвейере 6.
Когда четыре лотка 3 были погружены на третий конвейер 5, толкатель 12 толкает лотки в боковом направлении на четвертый конвейер 2; таким образом, эта первая система подачи и загрузки лотков, с одной стороны, обладает преимуществом в обеспечении возможности загрузки нескольких лотков одновременно в узел 4 герметизирующей формы; с другой стороны, автор настоящего изобретения отметил, что первый 6 и второй 16 конвейеры перемещаются непрерывно, в то время как третий 5 и четвертый 2 конвейеры, а также толкатель 12, перемещаются прерывисто, т.е. чередуя фазы перемещения с полными остановками, и это может снизить среднюю скорость работы узла подачи/загрузки/герметизации.
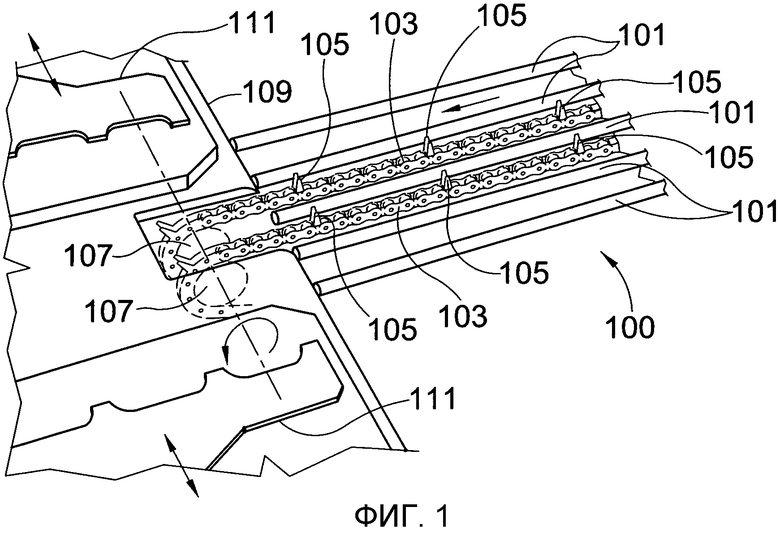
Второй пример системы предшествующего уровня техники, обозначенный в целом ссылочной позицией 100, который направлен на решение проблемы с перемещением лотков ближе друг к другу в ходе перемещения с бесконечного конвейера к герметизирующей форме, показан на прилагаемой Фиг.1:
лотки, подлежащие герметизации, не показаны, перемещаются, опираясь на продольные планки 101 и конвейерные цепи 103; при помощи пластин (скребков) 105, закрепленных на них, цепи 103 перемещают лотки вперед.
Когда лотки достигают шкивов 107, они выталкиваются на накопительную платформу 109 и остаются на ней, в то время как пластины 107, вращающиеся вокруг шкивов, проходят под платформу 109, отсоединяясь от лотков. Ссылка 111 указывает на два движущихся захвата, которые захватывают лотки, накопившиеся на платформе 109, и перемещают их к герметизирующим формам (не показано).
Система подачи 100 и в частности ее конвейерные цепи 103 работают с непрерывным движением; однако система 100 обладает недостатком, заключающимся в том, что она не позволяет накапливать на платформе 109 более чем два лотка до тех пор, пока захваты 111 не подхватят их; таким образом, захваты 111 могут погрузить не более двух лотков одновременно в герметизирующие формы.
Задачей настоящего изобретения является обеспечение системы для подачи отдельных изделий, например лотков для пищевых продуктов, подлежащих герметизации, которая обеспечивает или способствует одновременному захвату и загрузке множества лотков - или других отдельных изделий - в блок, расположенный ниже по ходу, перемещая лотки или другие отдельные изделия, которые необходимо захватить, ближе друг к другу, и которая является усовершенствованием по сравнению с системами предшествующего уровня техники в отношении описанных выше недостатков.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Данная задача достигается, в соответствии с настоящим изобретением, при помощи устройства для подачи и расположения, имеющего признаки пункта 1 формулы изобретения.
Преимущества, достигаемые при помощи настоящего изобретения, станут более очевидны специалистам в данной области техники, из следующего подробного описания некоторых частных примеров воплощений, приведенных в виде неограничивающего примера, проиллюстрированного со ссылкой на следующие схематические чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 изображает вид в перспективе бесконечной подающей системы известного типа;
Фиг.2 изображает вид в перспективе устройства подачи и расположения в соответствии с первым воплощением;
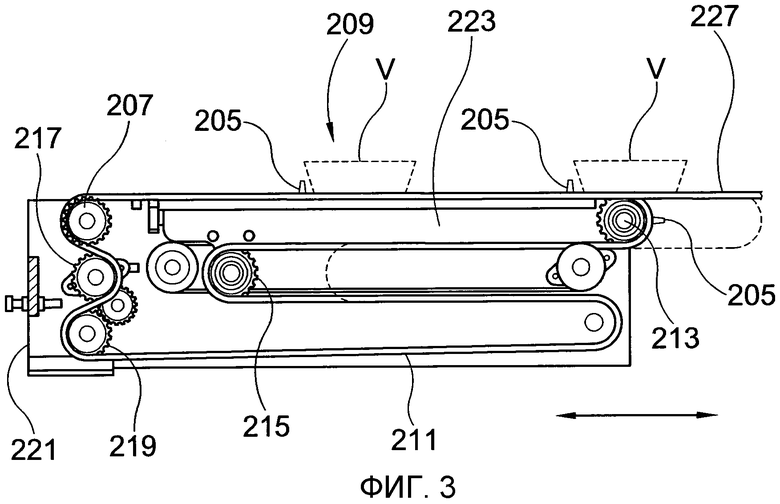
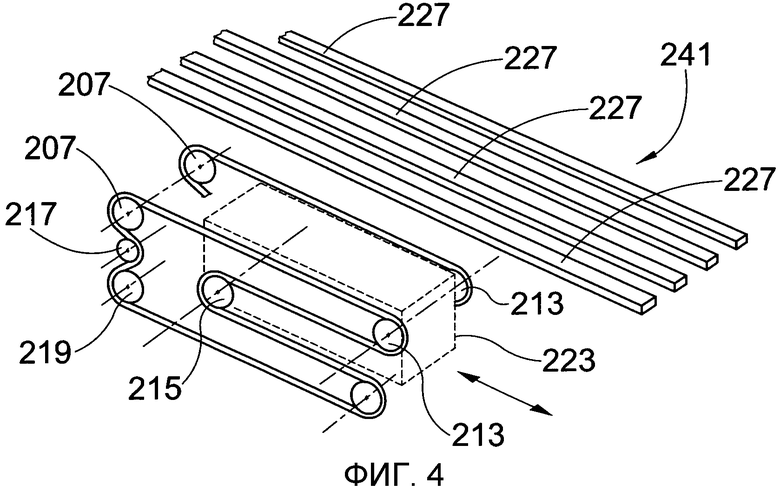
Фиг.3 и 4, соответственно, изображают вид сбоку и вид в перспективе ползуна и одной из цепей второго конвейера устройства подачи и расположения с фиг.2;
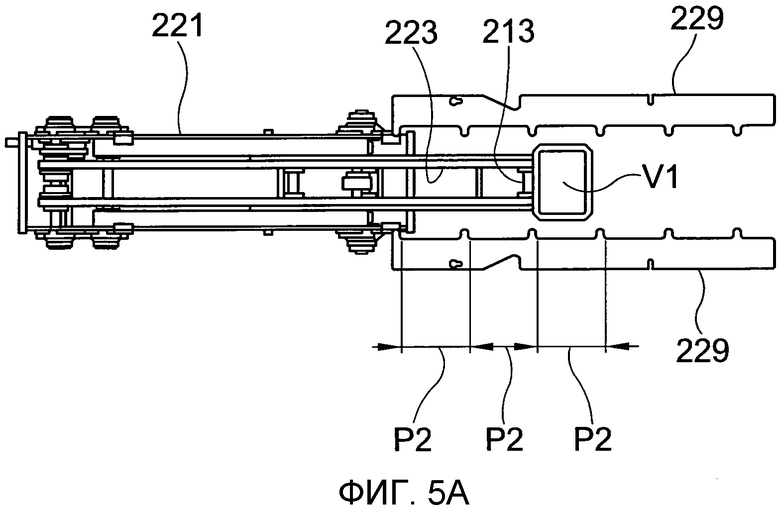
Фиг.5А-5D изображают четыре момента рабочей последовательности устройства подачи и расположения с фиг.2;
Фиг.6 изображает вид сбоку пластины с фиксированным зубом цепи с Фиг.2 и 3;
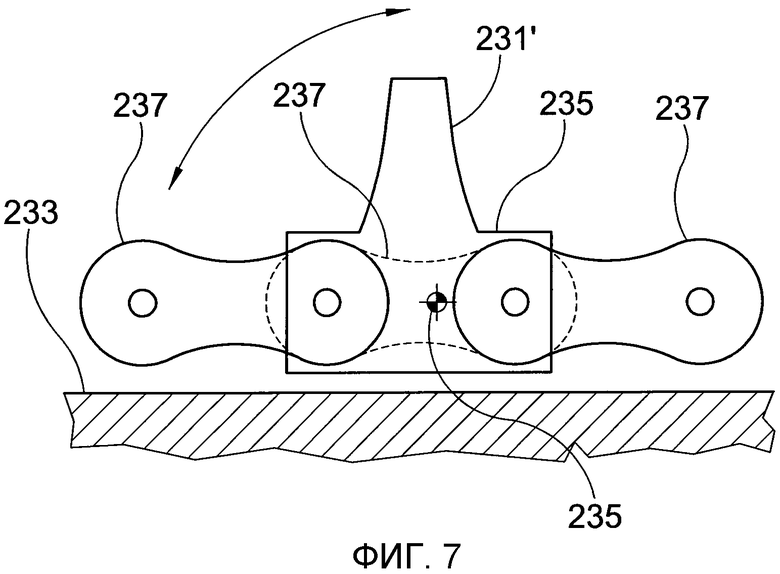
Фиг.7 изображает вид сбоку пластины с подвижным зубом конвейерной цепи устройства подачи и расположения в соответствии со вторым воплощением настоящего изобретения;
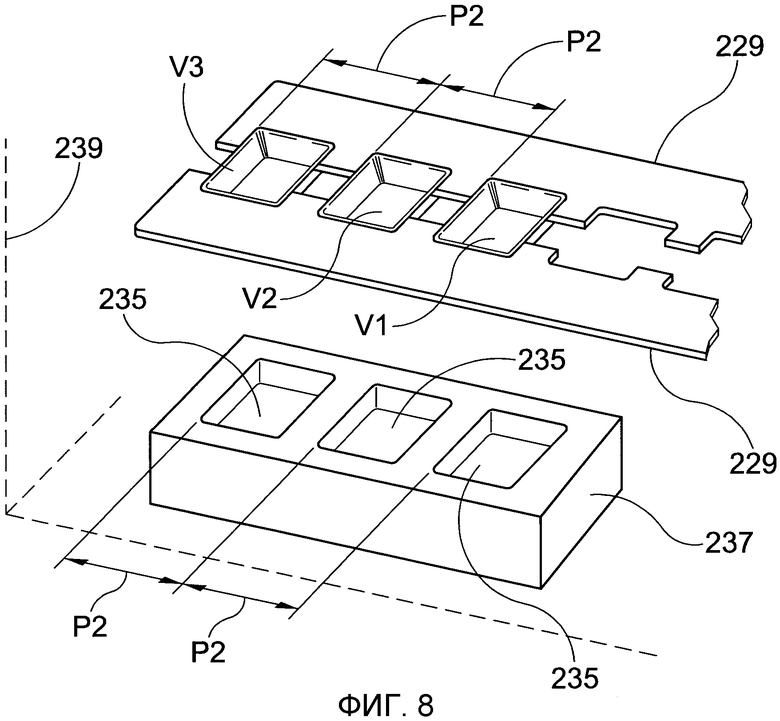
Фиг.8 изображает вид в перспективе герметизирующего блока, подача в который может осуществляться при помощи устройства подачи и расположения с фиг.2.
ПОДРОБНОЕ ОПИСАНИЕ
Фиг.2-6, 8 относятся к системе подачи и расположения для отдельных продуктов в соответствии с отдельным воплощением настоящего изобретения.
Данная система, обозначенная в целом ссылочной позицией 200, содержит расположенный выше по ходу бесконечный конвейер 201, содержащий в свою очередь две конвейерные цепи 203, расположенные по существу горизонтально, параллельно и работающие синхронно друг с другом, например, при помощи коаксиальных шестерен. На его расположенном ниже по ходу конце каждая цепь 203 возвращается обратно наверх, наматываясь вокруг шкива 207, который может приводиться в действие при помощи соответствующего двигателя или быть холостым.
Ниже по ходу относительно от верхнего по ходу конвейера 201 расположен нижний по ходу конвейер 209, содержащий две вторые конвейерные цепи 211, также расположенные по существу горизонтально, параллельно и, например, работающие синхронно друг с другом, например, так, чтобы они поворачивались вокруг шестерен или шкивов 207. Множество пластин («скребков») 205 установлено на каждую из цепей 203, 211. Предпочтительно, конвейерных цепей 211, параллельных на нижнем конвейере 209, по меньшей мере, две.
На фиг.3 показан вид сбоку траектории одной из вторых цепей 211: каждая цепь 211 является бесконечной и входит в зацепление с множеством шестерен или шкивов 207, 213, 215, 217, 219 и отклоняется или отводится назад с их помощью; в частности, на нижнем по ходу участке контура, и от поверхности, на которой находятся лотки V, подлежащие транспортировке, она оборачивается и зацепляется с первой подвижной шестерней или шкивом 213; дальше выше по ходу, и под поверхностью, на которой располагаются лотки V, каждая цепь зацепляется со второй подвижной шестерней или шкивом 215 и оборачивается вокруг нее. Несмотря на то что при нормальной работе шестерни или шкивы 207, 217, 219 закреплены относительно корпуса 221, в соответствии с одним из объектов изобретения, подвижные шестерни или шкивы 213, 215 установлены на ползун 223 (фиг.3, 4), предназначенный для перемещения вперед и назад по горизонтали, и, следовательно, перемещающий первый шкив или шестерню 213 вперед и назад без по существу изменения натяжения цепей 211. Ползун 223 приводится в действие подходящим приводом, таким как электродвигатель, приводящий в действие ленту.
На своем горизонтальном верхнем по ходу участке каждая цепь 203, 211 проходит по существу по центру и вровень с одной или несколькими продольными планками соответственно 225, 227 (фиг.2-4), с тем чтобы по существу сформировать верхнюю по ходу поверхность, образованную узлом планок 225, и нижнюю поверхность, образованную узлом планок 227. Расположение цепей 203, 211 такое, что пластины 205 выступают наружу и за пределы верхней по ходу и нижней по ходу поверхностей и, когда лотки V опираются на планки 225, 227, пластины 205 могут зацеплять их и толкать вперед.
Как показано на фиг.2, 3, нижние по ходу планки 227 проходят дальше по ходу за первые подвижные шкивы или шестерни 213 с тем, чтобы сформировать при помощи их дальних концов область приемки 241.
В настоящем воплощении два подвижных захвата 229 расположены в области приемки 241 (фиг.2, 5А-5D).
Далее будет описана работа вышеуказанной системы подачи и расположения.
Множество лотков V перемещается из верхнего по ходу в нижнее по ходу положение, проходя по продольным планкам 225 верхнего по ходу конвейера 201; каждый лоток V толкается пластиной 205 цепей 203, и лотки располагаются рядами с первым шагом Р1, по существу равным или в любом случае не превышающим расстояние между двумя последовательными пластинами 205 цепи 203 (фиг.2).
В начале цикла расположения ползун 223 перемещен вперед.
После достижения шкивов или шестерен 207 лотки проходят на нижние по ходу цепи 211 и поскольку цепи 203 и 221, зацепляющиеся с одинаковыми шкивами или шестернями 207, синхронизированы, пластины 205 цепей 201 и 211 располагаются с тем же шагом Р1, они продолжают продвигаться, скользя по планкам 227, по существу с той же скоростью, с которой они перемещаются по верхнему по ходу конвейеру 201.
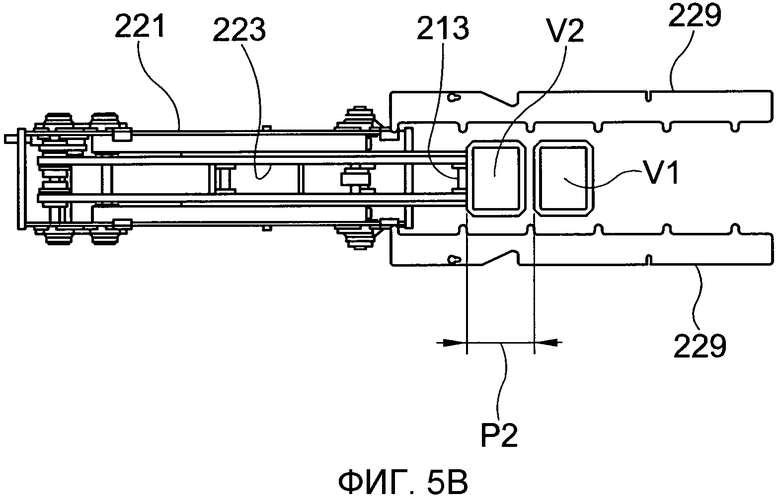
По достижении первых подвижных шкивов или шестерен 213, определенный лоток V1 отсоединяется от пластин 205, которые проворачиваются вниз вокруг шкивов или шестерен 213, и останавливается с области приемки 241, в положении, показанном на фиг.5А, опираясь на верх планок 227.
До того как следующий лоток V2 достигнет первых подвижных шкивов или шестерен 213, или переместится за них, ползун 223 отводится назад на шаг Р2, который предпочтительно меньше, чем указанный шаг Р1 (Фиг.5В). Затем второй лоток V2 достигает первых подвижных шкивов или шестерен 213, и останавливается в области приемки 241, за лотком V1 в положении, показанном на фиг.5В.
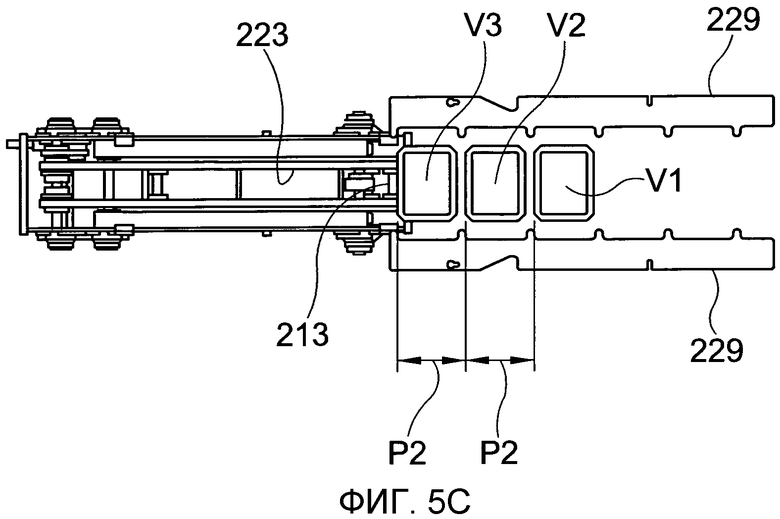
Аналогично, до того как следующий лоток V3 достигнет первых подвижных шкивов или шестерен 213, или переместится за них, ползун 223 отводится назад еще на один шаг Р2, и лоток V3 освобождается от пластин 205 позади лотка V2 в положении, показанном на фиг.5С. Как можно видеть, три лотка V1, V2, V3 ожидают в области приемки 241, будучи расположенными ближе друг к другу, чем они были на бесконечных конвейерах 201 и 209.
Теперь, если необходимо одновременно загрузить только три лотка, например, в герметизирующий блок 239, захваты 229 подхватывают лотки V1, V2, V3 и помещают их одновременно в соответствующие раковины 235 в открытых герметизирующих формах 237 герметизирующего блока 239 (фиг.8).
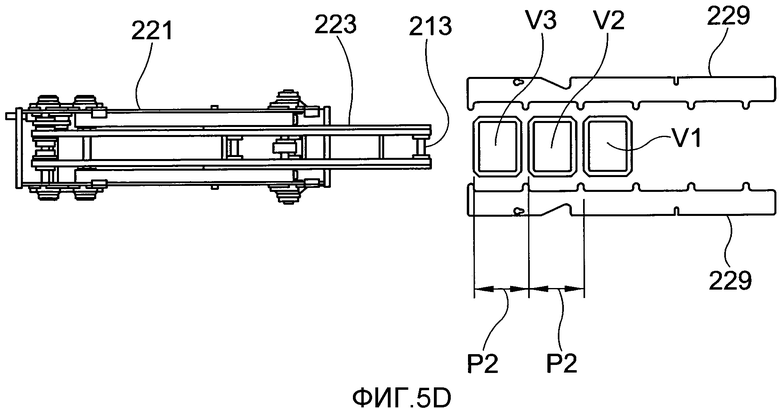
Цикл подачи и расположения, описанный выше, затем повторяется: ползун 223 может вернуться в начальное положение, выдвинутое вперед, с фиг.5А и, предпочтительно, новые лотки могут продолжать накапливаться на нижнем участке планок 227, даже если захваты 229 находятся на некотором расстоянии от области приемки 241.
Ясно, что цикл подачи и захвата, описанный выше, можно без труда изменить, так чтобы одновременно захватывать произвольное количество N лотков, даже больше чем три, например четыре, пять или даже больше лотков за один раз; более подробно, можно простым образом захватывать, из области приемки 241, произвольное количество лотков, расположенных по существу в ряд, и по меньшей мере в соответствии с направлением, в котором они подаются в область 241 выше по ходу, просто путем перепрограммирования количества шаговых перемещений ползуна 223, и, при необходимости, замены захватов 229. Таким образом, в результате настоящего изобретения, в отличие от системы предшествующего уровня техники с фиг.1, можно одновременно и просто загружать произвольное количество лотков или прочих отдельных изделий за один раз, располагая их в один или несколько рядов в области приемки ближе друг к другу, чем было во время их транспортировки по бесконечным конвейерам выше по ходу, что позволяет этим и всем конвейерам работать без необходимости использования бесконечных конвейеров, в которых фазы движения чередуются с остановками.
Оказалось, что при том же количестве N лотков, поднятых и/или захваченных одновременно подвижными захватами 229, при помощи настоящего изобретения можно достичь скорости подачи и расположения даже в два раза больше, чем в системах подачи и захвата, описанных в вышеуказанной заявке на европейский патент № ЕР1577216А1, одновременно достигая более простой и компактной конструкции, большей выносливости и более простой очистки и санитарной обработки (поскольку цепи 221 используются вместо конвейерных лент); следует отметить, что в устройстве загрузки и расположения, описанном в заявке на европейский патент № ЕР1577216А1, жидкие или твердые остатки пищевых продуктов, подлежащих упаковке, присутствующие на конвейерных лентах (или матах), могут существенно снизить устойчивость лотков, и, следовательно, их правильное расположение.
Устройство подачи и расположения 209 можно простым образом использовать для расположения лотков для пищевых продуктов V1-V3 или прочих отдельных изделий разных размеров: фактически, достаточно изменить шаг перемещения Р2 ползуна 223 и первых подвижных шкивов или шестерен 213, например, просто путем перепрограммирования двигателя или другого привода, который управляет ползуном 223. Устройство подачи и расположения 209 также способно размещать лотки V в области приемки 241 с большой точностью, например, в результате точности расположения ползуна 223 и благодаря тому, что цепи с пластиками или другими относительно жесткими и подвижными механическими компонентами используются в качестве элементов привода, вместо конвейерных лент или матов из синтетического и деформируемого материала.
В результате настоящего изобретения, например, в устройстве подачи и расположения 209, можно устранить буферы и прочие накопительные системы для лотков выше по ходу относительно области приемки 241.
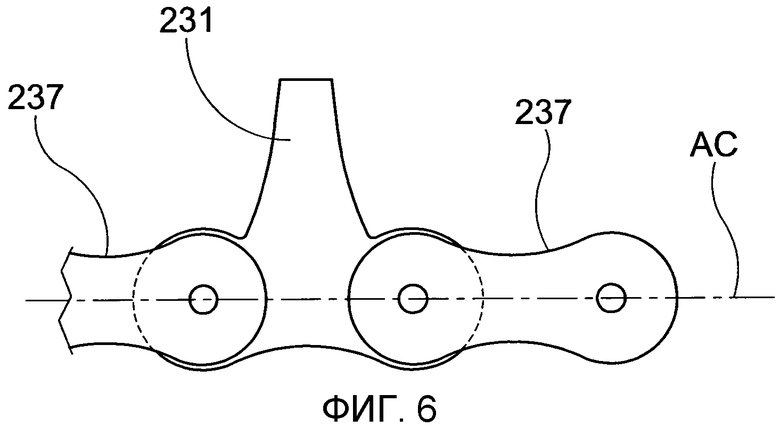
Примеры воплощения, описанные выше, могут претерпевать различные модификации и изменения, не выходя за пределы охраны настоящего изобретения. Например, система подачи и расположения в соответствии с изобретением может быть адаптирована для манипулирования не только лотками с пищевыми продуктами, но также другими типами отдельных продуктов или изделий, и осуществления подачи не только в герметизирующие блоки, но также в другие устройства выше по ходу. Первые подвижные шкивы или шестерни 213 могут быть заменены другими типами разобщающих элементов, такими как изогнутые направляющие и кулачковые профили, отводящие устройства и т.д., предназначенные для отклонения траектории вторых конвейерных цепей 211, и эти цепи могут быть замещены другими типами бесконечных ведущих элементов, подвижных или гибких, таких как конвейерные полосы, ленты, цепи без ставов. Нижний 201 и верхний 209 бесконечные конвейеры могут быть выполнены не только как цепные конвейеры, но также как ленточные конвейеры, конвейеры без пластин (скребков) или другой тип конвейеров; цепи или другие подвижные и относительно жесткие механические элементы в любом случае обеспечивают лучшую точность расположения и более простую очистку и санитарную обработку. Для настоящего изобретения можно не только использовать неподвижные пластины (скребки), такие как показаны в виде примера на фиг.6, т.е. в которых зуб или зубья 231 имеют закрепленное положение и/или наклон относительно оси АС цепи, но также подвижные пластины (скребки), известные сами по себе и показанные на фиг.7, в которых зуб или зубья 231 имеют изменяемое положении и/или наклон относительно оси АС.
В подвижной пластине с фиг.7 зубья 231' выполнены заодно с блоком 235, шарнирно закрепленным при помощи шпильки 235 на звене 237 цепи; шпилька 237 или другой тип шарнирного соединения позволяет зубу 231' свободно вращаться относительно звена 237 цепи.
Наклон зуба 231' относительно оси цепи может быть определен, например, при помощи тел, смежных с цепью, например стенкой 233 с фиг.7, кулачковыми профилями или прочими механизмами.
Примеры и перечни возможных вариантов настоящего заявления приведены в виде неограничивающих перечней.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного растягивания полосы теста | 1986 |
|
SU1669387A3 |
| Способ для подвешивания птицы или её частей на подвесной конвейер, система и устройство | 2021 |
|
RU2767788C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ФИЛЬТРОВ В МАШИНУ ДЛЯ УСТАНОВКИ ФИЛЬТРОВ | 2004 |
|
RU2346630C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КУСКА ТЕСТА | 2003 |
|
RU2262850C2 |
| ГРАДИЕНТНЫЙ УСИЛИТЕЛЬ MRI, РАБОТАЮЩИЙ ПРИ РАЗЛИЧНЫХ СКОРОСТЯХ НАРАСТАНИЯ | 2013 |
|
RU2626026C2 |
| УСТРОЙСТВО ДЛЯ РАСКАТЫВАНИЯ ТЕСТА | 2002 |
|
RU2241334C2 |
| КОНСТРУКЦИИ ПОЛИСПЕЦИФИЧЕСКИХ АНТИТЕЛ | 2015 |
|
RU2725812C2 |
| КОНСТРУКЦИИ ПОЛИСПЕЦИФИЧЕСКИХ АНТИТЕЛ | 2015 |
|
RU2784673C2 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР ДЛЯ ТРАНСПОРТИРОВКИ ТАБАЧНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2301005C2 |
| ПЕЧЬ | 2009 |
|
RU2504155C2 |
Устройство содержит конвейерную направляющую (227), конвейерную цепь (211), расположенную бок о бок с конвейерной направляющей и выполненную с возможностью зацепления множества лотков (V) и обеспечения их перемещения вдоль нее. На подвижной шестерне (213) конвейерная цепь отклоняется от траектории конвейерной направляющей так, чтобы отсоединяться от лотков. Устройство для подачи и расположения (209) содержит ползун (223), на который установлена указанная подвижная шестерня и который перемещает точку, в которой лотки (V) отсоединяются от цепи (211). Обеспечивается одновременная и простая подача требуемого числа лотков к герметизирующему устройству. 2 н. и 12 з. п. ф-лы, 11 ил.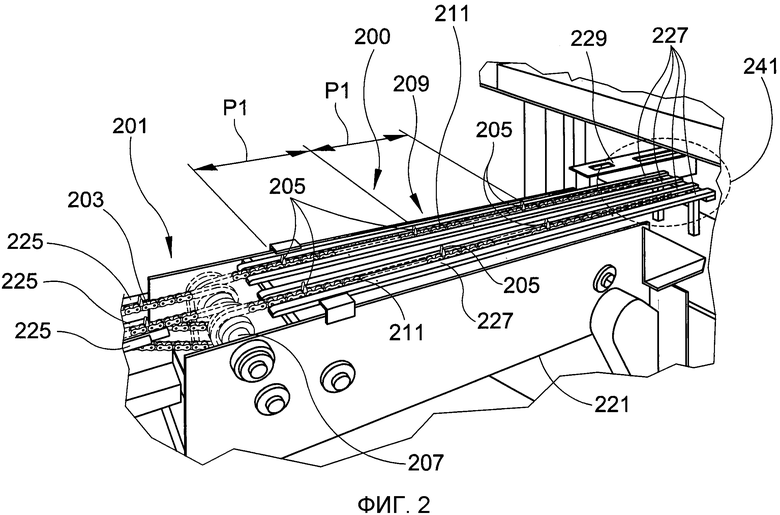
1. Устройство для подачи и расположения отдельных продуктов (209), содержащее:
- по меньшей мере одну конвейерную направляющую (227);
- по меньшей мере один первый бесконечный ведущий элемент (211), который на верхнем по ходу участке расположен по существу бок о бок с указанной по меньшей мере одной конвейерной направляющей и выполнен с возможностью зацепления множества отдельных продуктов (V) и обеспечения их продвижения вдоль указанной по меньшей мере одной конвейерной направляющей (227);
причем:
- у разобщающего элемента (213) указанный по меньшей мере один первый бесконечный ведущий элемент (211) по существу отклоняется от траектории указанной по меньшей мере одной конвейерной направляющей (227) с разобщением от множества отдельных продуктов (V);
- устройство для подачи и расположения (209) содержит систему для смещения разобщения (223), выполненную с возможностью реверсивного перемещения разобщающего элемента (213) вдоль указанной по меньшей мере одной конвейерной направляющей (227).
2. Устройство для подачи и расположения (209) по п.1, выполненное с возможностью перемещения множества отдельных продуктов (V) вдоль указанной по меньшей мере одной конвейерной направляющей (117), с опиранием на указанную направляющую.
3. Устройство для подачи и расположения (209) по п.1, в котором разобщающий элемент содержит один или более из следующих компонентов:
- по меньшей мере один первый подвижный шкив или шестерню (213), которая отклоняет траекторию указанного по меньшей мере одного первого бесконечного ведущего элемента (211);
- изогнутую направляющую или кулачковый профиль;
при этом указанный по меньшей мере один первый подвижный шкив или шестерня (213), изогнутая направляющая или кулачковый профиль выполнены с возможностью реверсивного перемещения относительно указанной по меньшей мере одной конвейерной направляющей (227), например, вдоль этой направляющей.
4. Устройство для подачи и расположения (209) по п.3, в котором система для смещения разобщения содержит ползун (223), выполненный с возможностью реверсивного перемещения относительно указанной по меньшей мере одной конвейерной направляющей (227), например, вдоль этой направляющей, при этом разобщающий элемент (213) закреплен на ползуне (223).
5. Устройство для подачи и расположения (209) по п.1, содержащее область приемки (241), которая в свою очередь содержит участок указанной по меньшей мере одной конвейерной направляющей (227), который при перемещении разобщающего элемента (213) в свое самое верхнее по ходу положение проходит ниже по ходу относительно разобщающего элемента (213) на длину, достаточную для накопления количества N отдельных продуктов (V), при этом N больше чем три и предпочтительно больше чем четыре.
6. Устройство для подачи и расположения (209) по п.1, содержащее область приемки (241), которая в свою очередь содержит участок указанной по меньшей мере одной конвейерной направляющей (227), который при перемещении разобщающего элемента (213) в свое положение дальше выше по ходу проходит ниже по ходу относительно разобщающего элемента (213) на длину, достаточную для обеспечения накопления количества N отдельных продуктов (V1, V2, V3), без того чтобы отдельные продукты (V3), которые по существу достигают область приемки (241), толкали или в любом случае перемещали отдельные продукты (V1, V2), уже присутствующие в области приемки ниже по ходу.
7. Устройство для подачи и расположения (209) по п.1, в котором:
- указанный по меньшей мере один первый бесконечный ведущий элемент (211) выполнен для обеспечения возможности расположения множества отдельных продуктов (V1, V2, V3) последовательно с шагом, не превышающим первый максимальный заданный шаг (Р1);
- система для смещения разобщения (223) выполнена с возможностью перемещения разобщающего элемента (213) вдоль указанной по меньшей мере одной конвейерной направляющей (227) с одним или более заданными шагами (Р2), существенно меньшими, чем первый максимальный заданный шаг (Р1).
8. Устройство для подачи и расположения (209) по п.5 или 6, запрограммированное или в любом случае выполненное с возможностью осуществления следующих последовательных операций:
- транспортировки первого отдельного продукта (V1) к области приемки (241);
- повторного перемещения М раз разобщающего элемента (223) вдоль указанной по меньшей мере одной конвейерной направляющей (227) с тем, чтобы расположить М дополнительных отдельных продуктов (V3) в области приемки (241) в ряд, когда отдельные продукты (V1, V2) уже ожидают в области приемки (241);
- одновременного захвата М+1 отдельных продуктов (V1, V2, V3) с удалением их из области приемки (241), при этом М является целым числом, большим чем один, а при необходимости большим чем два.
9. Устройство для подачи и расположения (209) по п.1, в котором первый бесконечный ведущий элемент (211) содержит один или более из следующих элементов: цепь, конвейерная лента.
10. Устройство для подачи и расположения (209) по п.1, задающее путь, предназначенный для обеспечения возможности множеству отдельных продуктов (V) перемещаться вдоль него, при этом указанная по меньшей мере одна конвейерная направляющая содержит одну или более планок (227) или дорожек, проходящих вдоль пути.
11. Устройство для подачи и расположения (209) по п.1, в котором указанный по меньшей мере один первый бесконечный ведущий элемент (211) снабжен одним или более из следующих элементов, выполненных с возможностью зацепления множества отдельных продуктов (V) и обеспечения их продвижения вдоль указанной по меньшей мере одной конвейерной направляющей (227): пластиной, зубом, крюком, механическим упором.
12. Система для герметизации контейнеров (V1, V2, V3), например контейнеров для пищевых продуктов, содержащая:
- герметизирующий блок (239), содержащий герметизирующую форму (237) с несколькими раковинами (235), выполненными с возможностью приема контейнера (V1, V2, V3) в каждую раковину (235);
- устройство для подачи и расположения (209), имеющее признаки по п.1 и выполненное с возможностью транспортировки множества контейнеров (V1, V2, V3) к герметизирующей форме; при этом
- указанный по меньшей мере один первый бесконечный ведущий элемент (211) выполнен для обеспечения возможности расположения множества отдельных продуктов (V1, V2, V3) последовательно с шагом, не превышающим первый максимальный шаг (Р1);
- по меньшей мере вдоль направления продвижения нижнего по ходу участка указанного по меньшей мере одного первого бесконечного ведущего элемента (211) раковины (235) расположены последовательно с шагом, по существу меньшим, чем первый максимальный шаг (Р1).
13. Система для герметизации контейнеров (V1, V2, V3) по п.12, содержащая один или более захватов (229), выполненных с возможностью одновременного захвата количества N отдельных продуктов и их транспортировки из области приемки (241) к герметизирующей форме (237), при этом N больше двух, и предпочтительно больше трех или четырех.
14. Система для герметизации контейнеров (V1, V2, V3) по п.12, содержащая бесконечный конвейер (201), выполненный с возможностью осуществления подачи в устройство для подачи и расположения (209) множества отдельных продуктов (V1, V2, V3), причем:
- бесконечный конвейер (201) снабжен вторым бесконечным ведущим элементом (203), выполненным с возможностью обеспечения продвижения множества отдельных продуктов (V1, V2, V3);
- первый (211) и второй (203) бесконечные ведущие элементы выполнены с возможностью обеспечения продвижения множества отдельных продуктов (V1, V2, V3) по существу с одинаковой скоростью и по существу непрерывно, а не прерывистыми движениями.
| СПОСОБ ВЫРАБОТКИ АРОМАТИЗИРОВАННОГО ЯКОНО-ЗЛАКОВОГО НАПИТКА | 2008 |
|
RU2387220C1 |
| Преобразователь электрического сигнала для частотной системы телеизмерения | 1953 |
|
SU104142A1 |
| AU 4141068 A, 05.02.1970 | |||
| US 20080283364 A1, 20.11.2008 | |||
| Способ транспортирования и укладки адгезионного эластичного материала и устройство для его осуществления | 1990 |
|
SU1836216A3 |

