Изобретение относится к области машиностроения, в частности к способам закалки колец подшипников качения, которые эксплуатируются на железнодорожном транспорте (буксовых, мотор-осевых, редукторных вагонных и локомотивных подшипников качения), в частности роликовых подшипников, с использованием технологии поверхностного усиления при индукционном нагревании, и может быть использовано в подшипниковой промышленности при производстве деталей подшипников, в частности внешних колец.
Известный способ закалки колец роликового подшипника (а.с. СССР №1257105, опубл. 15.09.1986, МПК C21D 9/06), что включает индукционное нагревание колец и их охлаждение.
Указанный способ может быть использован лишь для закалки колец крупногабаритных подшипников качения. Использование данного способа при укреплении колец подшипника, которые имеют сложное сечение с минимальной толщиной стенки детали меньше чем 14 мм, невозможно вследствие того, что при индукционном нагревании поверхности детали, которая имеет незначительную толщину стенки, из-за тонкостенной детали происходит теплоотдача как от поверхности, так и вглубь детали, ее сквозное прогревание и прокаливания, что приводит к существенному изменению твердости по глубине детали и сквозного прокаливания.
Известный способ закалки колец роликового подшипника (а.с. СССР №260667, опубл. 07.09.1982, МПК C21D 1/78), что включает индукционное нагревание колец и их охлаждение.
Недостатком известного способа является то, что получение поверхностного усиленного слоя кольца подшипника, который имеет высокую твердость, и сердцевины - укрепленной со сниженной твердостью и достаточной вязкостью, осуществляют с помощью самоотпуска при закалке за один проход. Для тонкостенных (до 14 мм) деталей сформировать такое распределение слоев невозможно вследствие достижения их полной прокаливаемости.
Известный способ закалки тонкостенных колец роликового подшипника за а.с. СССР №1475932 (опубл. 30.04.1989, МПК C21D 1/06, 1/60), что включает индукционное нагревание колец и их охлаждение.
Недостатком известного способа является необходимость постоянного контроля температуры при охлаждении детали, которая обусловливается разной интенсивностью охлаждения для разной температуры поверхности кольца подшипника. Также указанный способ нуждается в использовании спреера сложной конструкции.
Наиболее близким по технической сути к заявляемому изобретению является способ закалки подшипника качения и подшипник качения по японской заявке JP 2007182609 (опубл. 19.07.2009, МПК C21D 9/40), что включает предварительную закалку материала колец с предварительной индукционной закалкой по меньшей мере части материала колец и их охлаждение.
Недостатками описанного выше технического решения есть то, что предварительную закалку осуществляют путем цементации/нитроцементации. Применение вышеуказанных операций требует наличия оборудования, которое имеет высокую стоимость, и увеличивает время, необходимое для изготовления детали подшипника.
В основу изобретение поставлена задача создания способа закалки тонкостенных колец роликового подшипника, который обеспечил бы возможность получения поверхностно усиленного слоя внешних колец железнодорожного кассетного роликового подшипника, изготовленных из стали, содержащей C 0,95-1,05%, Si 0,15-0,3%, Mn 0,15-0,3%, Cr 0,35-0,5%, Ni, Cu не больше 0,3%, Р, S не больше 0,3% и Fe, которые имеют сложное сечение с минимальной толщиной стенки детали меньше чем 14 мм, при сохранении необходимых свойств твердости и вязкости сердцевины, и недопущении возникновения в ней очага образования микротрещин.
Еще одной задачей изобретения является создание подшипника качения, в котором объединена высокая долговечность и надежность колец конического роликового подшипника, одновременно с высокой экономичностью используемых материалов и технологий их изготовления.
Поставленная задача решается тем что, разработанный способ закалки колец роликового подшипника, который включает предварительную закалку материала колец с последующим индукционным нагреванием по меньшей мере части материала колец и их охлаждением, который отличается тем, что в качестве предварительной закалки осуществляют объемную закалку для стали с составом, содержащим C 0,95-1,05%, Si 0,15-0,3%, Mn 0,15-0,3%, Cr 0,35-0,5%, Ni, Cu не больше 0,3%, P, S не больше 0,3% и Fe путем ее нагревания до температуры 830-870°C и выдержки общим временем не меньше 1 часа с последующим охлаждением, а индукционную закалку осуществляют путем нагревания поверхностного слоя кольца током высокой частоты при общей продолжительности нагрева 15-50 секунд до температуры 820-1050°C с последующим охлаждением на протяжении 4-10 секунд до температуры ниже температуры начала мартенситного преобразования с последующим доохлаждением на протяжении 30-60 секунд до температуры окружающей среды.
Использование во время осуществления заявляемого способа в качестве материала колец роликового подшипника стали с составом, содержащим C 0,95-1,05%, Si 0,15-0,3%, Mn 0,15-0,3%, Cr 0,35-0,5%, Ni, Cu не больше 0,3%, P, S не больше 0,3% и Fe обусловленное тем, что такая сталь имеет низкую склонность к росту зерна аустенита при нагревании во время закаливания, что не только обеспечивает их высокое сопротивление хрупкому разрушению в закаленной стали, а также снижает вероятность получения трещин во время закаливания. Кроме того, применение индукционного нагревания при закаливании такой стали позволяет повысить производительность оборудования, при этом не требует повышенных требований к стабильности и точности работы устройств, которые дозируют режимы индукционного нагревания для закаливания.
Преимущественно при осуществлении заявляемого способа используют конструкционную подшипниковую сталь марки ШХ4 (ГОСТ 801-78 "Сталь подшипниковая. Технические условия"), которая является сталью с регламентированной прокаливаемостью.
Следует отметить, что температура, до которой охлаждают поверхностный слой кольца после его нагревания током высокой частоты, должна быть ниже температуры начала мартенситного преобразования, которая в данном случае составляет 200-220°C. Контроль температуры охлаждаемого кольца осуществляют путем визуального контроля или другим приемлемым в данном случае путем.
Целесообразным есть такое осуществление способа, по которому предварительную объемную закалку осуществляют до получения структурной составляющей троостита. Преимуществами такого осуществления способа является высокая ударная вязкость полученного материала, который предотвращает скалывания бортов колец, и уменьшает остаточные деформации после термообработки. Кроме того, закалка с получением структуры тростита уменьшает время производства и стоимость кольца.
При осуществлении способа глубина полученного закаленного поверхностного слоя со структурой материала мартенсит составляет d=(0,05..0,2)*s, где s - толщина стенки кольца.
Предварительной объемной закалкой укрепляют материал сердцевины кольца до твердости 32-44 HRC, что позволяет обеспечить необходимую твердость сердцевины до начала процесса индукционного нагревания поверхностного слоя кольца подшипника током высокой частоты, и обусловлено тем, что на следующем этапе закалка будет осуществляться только за счет поверхностного нагревания колец подшипника без прогревания их сердцевины. Такое значение твердости укрепленной сердцевины кольца обусловлено твердостью троостита. В свою очередь индукционной закалкой укрепляют материал поверхностного слоя колец до твердости 61-64 HRC, что позволяет обеспечить высокую износоустойчивость и большой ресурс.
Также целесообразным является осуществление индукционной закалки по меньшей мере части материала колец током высокой частоты 60-200 кГц при удельной мощности индуктора 0,1-0,5 кВт на 1 см2 поверхности кольца подшипника без прогревания сердцевины. Указанные предельные значения рабочих частот при индукционном нагревании позволяют гарантировано получить на внешней и внутренней поверхности кольца поверхностный слой, закаленный на глубину d=(0,05..0,2)*s, где s - толщина сечения кольца с поверхностной твердостью 61…64 HRC, и сохранить твердость сердцевины не меньше 32…44 HRC путем недопущения прогревания сердцевины детали подшипника.
Использование для индукционного нагревания тока с частотой ниже 60 кГц приводит к увеличению глубины поверхностного закаленного слоя. Использование для индукционного нагревания тока с частотой выше 200 кГц приводит к перегреванию поверхностного слоя кольца.
Предельные значения удельной мощности индуктора 0,1-0,5 кВт на 1 см2 поверхности кольца определяются возможностью обеспечить необходимую скорость нагревания до температуры 820-1050°C в зоне, где происходят фазовые преобразования стали, т.е. обеспечить только поверхностное нагревание кольца подшипника, без достижения температуры фазового преобразования в сердцевине кольца.
Снижение удельной мощности индукционного нагревания ниже 0,1 кВт/см2 приводит к тому, что происходит прогревание сердцевины детали. Превышение удельной мощности индукционного нагревания свыше 0,5 кВт/см2 приводит к чрезмерной трате энергии и перегреву поверхностного слоя.
Предельные значения продолжительности нагрева 15-50 сек позволяют, при указанных рабочих частотах индуктора, обеспечить быстрое нагревание поверхности детали при низких теплозатратах на основную массу детали. Как следствие, сердцевина детали не успевает прогреваться до температуры фазовых преобразований.
Возможный вариант осуществления заявляемого способа, при котором перед индукционной закалкой осуществляют дополнительную термообработку путем высокого отпуска, который позволяет снизить твердость возле бортов кольца и обеспечить по всему сечению исходную структуру, которая обеспечивает наибольшую износоустойчивость после дальнейшей индукционной закалки, а именно - высокодисперсный перлит.
Преимущественно поверхностное охлаждение зоны нагрева до температуры ниже температуры начала мартенситного преобразования осуществляют водным душем температурой 20-35°C, что позволяет обеспечить скорость охлаждения выше критической, которая необходима для процесса мартенситного преобразования стали, например, марки ШХ4.
Предельные значения времени интенсивного охлаждения 4-10 сек и затрат воды на уровне 17-45 л/м2*сек позволяют обеспечить необходимую скорость охлаждения выше критической, обеспечить отвод тепла от поверхностного слоя и достичь его необходимой твердости. На протяжении времени до 10 сек тепло полностью отводится от поверхности деталей интенсивной струей воды, уменьшение времени ниже 4 сек не позволяет получить необходимую твердость детали подшипника.
Следующее доохлаждение до температуры окружающей среды также осуществляется водным душем температурой 20-35°C продолжительностью 30-60 сек с затратами воды на уровне 2-8 л/м2*сек, что необходимо для предотвращения самоотпуска кольца.
Индукционная закалка колец подшипника может быть осуществлена в последовательности внешняя-внутренняя поверхность кольца подшипника или внутренняя - внешняя поверхность кольца подшипника.
Также возможно такое осуществление заявляемого способа, когда индукционную закалку по меньшей мере части материала колец осуществляют одновременно по внутренней и внешней поверхностям кольца.
Таким образом, можно указать, что именно такая последовательность операций при осуществлении способа закалки колец подшипника качения, например, роликового подшипника, и также состав стали, которая используется при осуществлении способа, и технологические режимы указанных операций при своем объединении позволяют обеспечить изготовление колец подшипников, которые имеют комплекс необходимых механических свойств (высокую контактную выносливость, износоустойчивость, стойкость к образованию трещин), позволяет обеспечить высокую циклическую долговечность деталей подшипников качения при динамических нагрузках ударно-вибрационного характера, стойкость к высокому контактному напряжению и, как следствие, возможность их долговременной безопасной эксплуатации. Использование предложенного способа также позволяет повысить экономичность изготовления подшипников за счет снижения затрат на материал, который используется при производстве колец подшипников, и затрат на технологический процесс их производства.
Другая поставленная задача решается тем, что разработан подшипник качения, который содержит внешнее и внутреннее кольца с дорожками качения, и размещенные между ними тела качения, при этом дорожка качения по меньшей мере одного из колец имеет поверхностный слой со структурой материала мартенсит, при этом материал сердцевины кольца имеет структуру троостит. Преимущественно глубина поверхностного слоя дорожки качения со структурой материала мартенсит составляет 1,5-3,5 мм.
Также преимущественно твердость поверхностного слоя дорожки качения со структурой материала мартенсит составляет 61-64 HRC, а твердость сердцевины кольца со структурой материала троостит составляет 32-44 HRC.
В качестве материала колец целесообразным является использование стали с составом, содержащим С 0,95-1,05%, Si 0,15-0,3%, Mn 0,15-0,3%, Cr 0,35-0,5%, Ni, Cu не больше 0,3%, P, S не больше 0,3% и Fe.
В качестве материала тела качения возможно использование стали с составом, содержащим C 0,95-1,05%, Si 0,15-0,3%, Mn 0,15-0,3%, Cr 0,35-0,5%, Ni, Cu не больше 0,3%, P, S не больше 0,3% и Fe. Например, может использоваться сталь марки ШХ4.
Возможно такое выполнение подшипника, при котором тело качения выполнено в виде цилиндрического ролика. Также тело качения может быть изготовлено в виде конического ролика.
Перечень графических материалов.
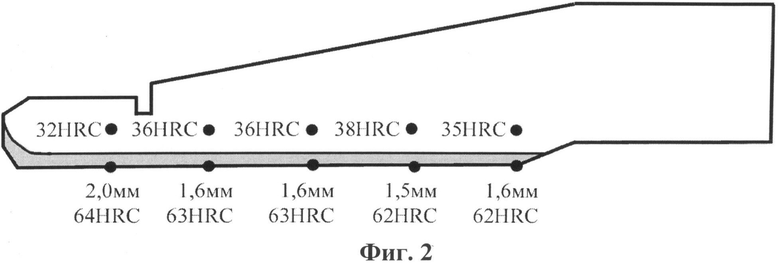
Фиг.1 - схематическое изображение конструкции устройства для закалки кольца подшипника качения.
Фиг.2 - сечение кольца подшипника с изображением глубины закаленного слоя.
На фиг.1 представлено схематическое изображение конструкции устройства для закалки (закалочного станка) кольца подшипника качения, где изображены кольцо 1 подшипника, индуктор 2 и спреер 3. В данном случае изображена закалка внешней поверхности кольца.
На фиг.2 показана глубина закаленного слоя кольца подшипника, а также распределение твердости по сечению кольца подшипника, закаленного по внешней поверхности для кольца конического подшипника.
Способ закалки колец роликового подшипника осуществляется следующим способом.
Сначала внешние кольца подшипника (материал - конструкционная подшипниковая сталь марки ШХ4 (ГОСТ 801-78 "Сталь подшипниковая. Технические условия") подвергают предварительной объемной закалке до получения равномерного укрепления кольца до твердости 32…44 HRC.
Дальше проводят поверхностное усиление внешних колец подшипника. Для этого кольцо подшипника устанавливают на закалочном станке с горизонтальной осью вращения для нагревания внешней поверхности кольца, индукторы размещают над внешней поверхностью кольца, например, как это изображено на фиг.1.
Путем индукционного нагревания нагревают внешнюю поверхность вращающегося кольца до температуры 820-1050°C на протяжении 15-50 сек током высокой частоты 60-200 кГц при удельной мощности 0,1-0,5 кВт/см2.
После нагрева интенсивно охлаждают внешнюю поверхность вращающегося кольца струей воды температурой 20-35°C на протяжении 4-10 сек и затратах воды 17-45 л/м2*сек.
Скорость охлаждения больше чем 300°C/секунду, которая является выше, чем критическая скорость охлаждения, обеспечивает после нагревания током высокой частоты и дальнейшей закалки отсутствие трооститных пятен на поверхностном слое кольца.
Дальше доохлаждают внешнюю поверхность вращающегося кольца струей воды температурой 20-35°C на протяжении 30-60 сек и затратах воды 2-8 л/м2*сек.
По завершению кольцо подшипника устанавливают на закалочном станке для нагревания внутренней поверхности кольца, размещают индукторы над внутренней поверхностью кольца.
Процедуру повторяют, а именно: путем индукционного нагревания нагревают внутреннюю поверхность вращающегося кольца до температуры 820-1050°C на протяжении 15-50 сек током высокой частоты 60-200 кГц при удельной мощности 0,1-0,5 кВт/см2.
После чего интенсивно охлаждают внутреннюю поверхность вращающегося кольца струей воды температурой 20-35°C на протяжении 4-10 сек и затратах воды 17-45 л/м2*сек.
Доохлаждают внутреннюю поверхность вращающегося кольца струей воды температурой 20-35°C на протяжении 30-60 сек и затратах воды 2-8 л/м2*сек.
В результате термообработки, согласно способу, получаем закаленное кольцо, которое имеет толщину поверхностно закаленного слоя 1,5-3,5 мм до твердости 61…64 HRC, и остаточную твердость сердцевины 32…44 HRC.
Возможно также проведение закалки тонкостенных колец роликового подшипника в обратном порядке: сначала проводят закалку внутренней поверхности кольца, и потом - внешней поверхности кольца.
При закалке тонкостенных колец роликового подшипника, согласно способу, удается получить укрепленный на нужную глубину поверхностный слой необходимой твердости, при одновременном сохранении необходимых свойств твердости и вязкости сердцевины, и недопущении возникновения в ней очагов образования микротрещин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей подшипников качения | 1968 |
|
SU260667A1 |
| ПОДШИПНИК КАЧЕНИЯ ДЛЯ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 2003 |
|
RU2300575C2 |
| СПОСОБ ТЕРМООБРАБОТКИ КОНСТРУКТИВНОГО ЭЛЕМЕНТА ИЗ ПРОКАЛИВАЕМОЙ ЖАРОСТОЙКОЙ СТАЛИ И КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ ИЗ ПРОКАЛИВАЕМОЙ ЖАРОПРОЧНОЙ СТАЛИ | 2005 |
|
RU2366746C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ ПОНИЖЕННОЙ И РЕГЛАМЕНТИРОВАННОЙ ПРОКАЛИВАЕМОСТИ | 2010 |
|
RU2450060C1 |
| Способ обработки карданных колец игольчатых подшипников из стали | 2022 |
|
RU2830082C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1995 |
|
RU2087549C1 |
| Подшипник качения | 1984 |
|
SU1201575A1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОЛЕЦ ПОДШИПНИКА | 1994 |
|
RU2089622C1 |
| КОНСТРУКЦИОННАЯ СТАЛЬ ДЛЯ ОБЪЕМНО-ПОВЕРХНОСТНОЙ ЗАКАЛКИ | 2011 |
|
RU2450079C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ, ТАКОЙ КАК ЗУБЧАТОЕ КОЛЕСО | 2012 |
|
RU2597455C2 |
Изобретение относится к области машиностроения, в частности к термической обработке колец подшипников качения, которые эксплуатируются на железнодорожном транспорте, и может быть использовано в подшипниковой промышленности при производстве деталей подшипников, в частности внешних колец. Для обеспечения высокой долговечности и надежности колец подшипника осуществляют предварительную объемную закалку колец из стали, содержащей, мас.%: С 0,95-1,05, Si 0,15-0,3, Mn 0,15-0,3, Cr 0,35-0,5, Ni, Cu не больше 0,3, P, S не больше 0,3 и Fe с нагревом до 830-870°C и выдержкой не менее 1 часа и последующим охлаждением, а затем индукционную закалку путем нагрева поверхностного слоя кольца током высокой частоты при общей продолжительности нагрева 15-50 c до 820-1050°C с последующим охлаждением на протяжении 4-10 с до температуры ниже температуры начала мартенситного преобразования с последующим охлаждением на протяжении 30-60 с до температуры окружающей среды. Подшипник качения содержит внешнее и внутреннее кольца с дорожками качения и размещенные между ними тела качения, при этом дорожка качения по меньшей мере одного из колец имеет поверхностный слой со структурой материала мартенсит, а материал сердцевины кольца имеет структуру троостит. 2 н. и 15 з.п. ф-лы, 2 ил.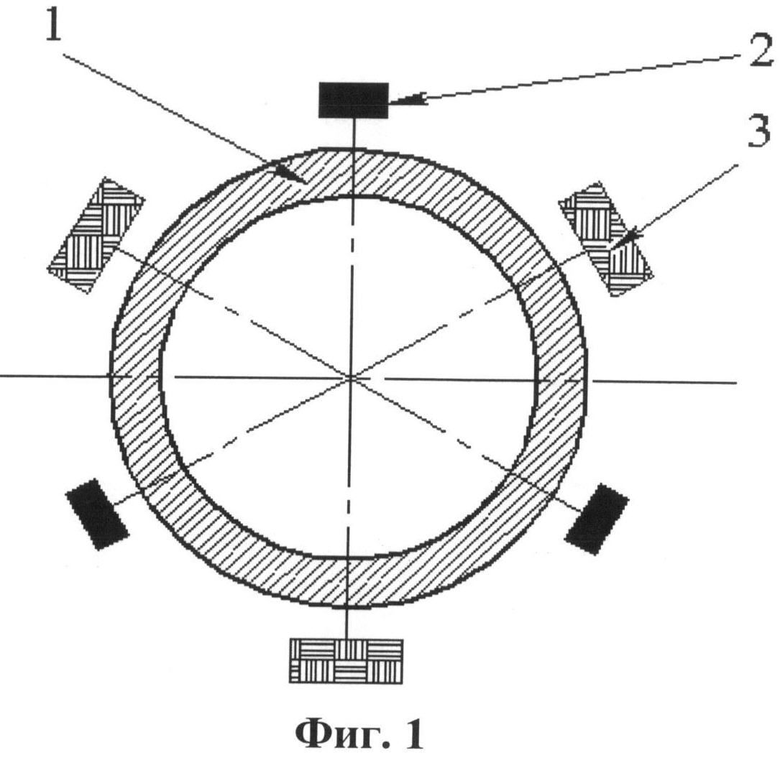
1. Способ закалки подшипника качения, включающий предварительную закалку материала колец, последующую индукционную закалку с нагревом по меньшей мере части материала колец и их охлаждением, отличающийся тем, что предварительную закалку осуществляют в виде объемной закалки колец из стали, содержащей, мас.%: С 0,95-1,05, Si 0,15-0,3, Mn 0,15-0,3, Cr 0,35-0,5, Ni, Cu не больше 0,3, P, S не больше 0,3 и Fe, путем их нагрева до температуры 830-870°C и выдержки общим временем не меньше 1 ч с последующим охлаждением, а индукционную закалку осуществляют путем нагрева поверхностного слоя кольца током высокой частоты при общей продолжительности нагрева 15-50 с до температуры 820-1050°C с последующим охлаждением на протяжении 4-10 с до температуры ниже температуры начала мартенситного преобразования с последующим охлаждением на протяжении 30-60 с до температуры окружающей среды.
2. Способ по п.1, отличающийся тем, что предварительную объемную закалку осуществляют до получения структурной составляющей троостита.
3. Способ по п.1, отличающийся тем, что предварительной объемной закалкой упрочняют материал сердцевины колец до твердости 32-44 HRC.
4. Способ по п.1, отличающийся тем, что индукционной закалкой упрочняют материал поверхностного слоя колец до твердости 61-64 HRC.
5. Способ по п.1, отличающийся тем, что индукционную закалку по меньшей мере части материала колец осуществляют током высокой частоты 60-200 кГц при удельной мощности индуктора 0,1-0,5 кВт на 1 см2 поверхности кольца.
6. Способ по п.1, отличающийся тем, что перед индукционной закалкой осуществляют дополнительную термообработку путем высокого отпуска.
7. Способ по п.1, отличающийся тем, что индукционную закалку по меньшей мере части материала колец осуществляют в последовательности внешняя - внутренняя поверхность кольца подшипника.
8. Способ по п.1, отличающийся тем, что индукционную закалку по меньшей мере части материала колец осуществляют в последовательности внутренняя - внешняя поверхность кольца подшипника.
9. Способ по п.1, отличающийся тем, что индукционную закалку по меньшей мере части материала колец осуществляют одновременно по внутренней и внешней поверхностям кольца.
10. Подшипник качения, содержащий внешнее и внутреннее кольца с дорожками качения и размещенные между ними тела качения, отличающийся тем, что дорожка качения по меньшей мере одного из колец имеет поверхностный слой со структурой материала мартенсит, при этом материал сердцевины кольца имеет структуру троостит.
11. Подшипник по п.10, отличающийся тем, что глубина закаленного поверхностного слоя со структурой материала мартенсит составляет d=(0,05÷0,2)·s, где s - толщина стенки кольца, мм.
12. Подшипник по п.10, отличающийся тем, что твердость поверхностного слоя дорожки качения со структурой материала мартенсит составляет 61-64 HRC.
13. Подшипник по п.10, отличающийся тем, что твердость сердцевины кольца со структурой материала троостит составляет 32-44 HRC.
14. Подшипник по п.10, отличающийся тем, что в качестве материала колец используют сталь, содержащую, мас.%: C 0,95-1,05, Si 0,15-0,3, Mn 0,15-0,3, Cr 0,35-0,5, Ni, Cu не больше 0,3, P, S не больше 0,3 и Fe.
15. Подшипник по п.10, отличающийся тем, что в качестве материала тела качения используется сталь, содержащую, мас.%: C 0,95-1,05, Si 0,15-0,3, Mn 0,15-0,3, Cr 0,35-0,5, Ni, Cu не больше 0,3, P, S не больше 0,3 и Fe.
16. Подшипник по п.15, отличающийся тем, что тело качения выполнено в виде цилиндрического ролика.
17. Подшипник по п.15, отличающийся тем, что тело качения выполнено в виде конического ролика.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Способ термической обработки колец крупногабаритных подшипников | 1985 |
|
SU1257105A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1995 |
|
RU2087549C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКОВОГО КОЛЬЦА ДЛЯ КРУПНОГАБАРИТНЫХ ПОДШИПНИКОВ КАЧЕНИЯ | 2006 |
|
RU2353668C1 |
| СПОСОБ ТЕРМООБРАБОТКИ КОНСТРУКТИВНОГО ЭЛЕМЕНТА ИЗ ПРОКАЛИВАЕМОЙ ЖАРОСТОЙКОЙ СТАЛИ И КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ ИЗ ПРОКАЛИВАЕМОЙ ЖАРОПРОЧНОЙ СТАЛИ | 2005 |
|
RU2366746C2 |
| ПОДШИПНИК КАЧЕНИЯ ДЛЯ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 2003 |
|
RU2300575C2 |
| US 3036824 A, 29.05.1962 | |||
| JP 2005133123 A, 26.05.2005. | |||

