Изобретение относится к способу изготовления подшипникового кольца для крупногабаритных подшипников качения, имеющего, по меньшей мере, одну дорожку качения с закаленным краевым слоем, при котором закаляемый краевой слой подвергают для нагрева воздействию электрического поля индуктора, а затем резко охлаждают (закаливают).
Под крупногабаритными подшипниками качения в смысле данной заявки следует понимать подшипники качения, подшипниковые кольца которых через аксиально выполненные сквозные и/или резьбовые отверстия свинчены с присоединительными конструкциями. Крупногабаритные подшипники качения могут иметь в зависимости от выполнения один или несколько рядов шариков или роликов. К каждому ряду шариков или роликов относятся две дорожки качения, которые изготавливают резанием в двух-трех подшипниковых кольцах, а затем закаляют. Такие подшипниковые кольца могут быть выполнены в виде колец с головкой, опорных колец, удерживающих колец, шайбообразных акциальных колец, наружных или внутренних колец и т.п.
Дорожки качения подшипниковых колец крупногабаритных подшипников качения закаляют известным способом одним или двумя индукторами в движении. У этого индуктивного способа «закалки в движении» для нагрева дорожки качения предусмотрен так называемый индуктор, т.е. индукционная катушка или пара индукционных катушек, а для охлаждения предусмотрен закрепленный на индукторе разбрызгиватель для подачи охлаждающей жидкости над небольшой по сравнению с диаметром кольца зоной закаляемой дорожки качения. При закалке индуктор и разбрызгиватель проходят один раз контур дорожки качения всего кольца в направлении периферии при постоянной подаче кольца, так что каждый сегмент дорожки качения непрерывно нагревается и охлаждается.
У этого известного способа остается технологически обусловленный небольшой неполностью закаленный сегмент (проскок) в конечной точке закалки, в зоне которого дорожка качения остается более мягкой.
Далее дорожки качения подшипниковых колец крупногабаритных подшипников качения описанным в DE 10228333 С1 способом могут быть одновременно нагреты на всей периферии кольцеобразными индукторами методом циркуляционного нагрева всей поверхности, называемым также Schusshärtung, а затем закалены посредством резкого охлаждения. Преимущество этого способа заключается в предотвращении описанного выше мягкого места.
Этот способ связан с относительно большими расходами на индукторы и высокими необходимыми мощностями генератора. У очень больших колец, кроме того, проблематичным является равномерный нагрев из-за обусловленного температурой расширения.
В основе изобретения лежит задача создания способа изготовления подшипниковых колец для крупногабаритных подшипников качения, с помощью которого в дорожках качения может быть установлена равномерно огибающая, т.е. без проскока, высокая твердость.
Решение этой задачи приведено в п.1 формулы. Зависимые п.п.2-7 содержат целесообразные дополнительные меры.
Решение, согласно изобретению, предусматривает, что
а) в начале закалки над общей зоной (а) подлежащей закалке кольцеобразной дорожки качения располагают, по меньшей мере, два индуктора и нагревают там противолежащий краевой слой до температуры закалки;
б) для нагрева примыкающих средних зон (b) индукторы перемещают вдоль кольцеобразной дорожки качения во встречном направлении;
в) после прохождения короткого отрезка пути включают направленные на нагретые краевые зоны разбрызгиватели и охлаждают эти краевые зоны, исходя от середины нагретой вначале зоны (а);
г) индукторы и разбрызгиватели перемещают дальше на их половинах кольца, пока они опять не сойдутся в противоположной исходной точке зоне (с) и не образуют там снова общую зону нагрева;
д) по достижении требуемой температуры закалки зоны (с) оба индуктора перпендикулярно приподнимают от поверхности дорожки качения;
е) разбрызгиватели направляют на зону (с).
У способа, согласно изобретению, соответственно, по меньшей мере, два индуктора, преимущественно две индукционные катушки или две пары индукционных катушек, и преимущественно закрепленные на них разбрызгиватели расположены над небольшой по сравнению с диаметром кольца зоной закаляемой дорожки качения. В начале способа оба индуктора расположены непосредственно рядом друг с другом и равномерно нагревают расположенный под ними краевой слой дорожки качения до температуры закалки (положение I на фиг.1 и 3). Образование общей зоны нагрева постоянной глубины может быть достигнуто за счет маятникового движения индукторов или кольца и соответствующего управления мощностью. Затем оба индуктора перемещают в соответственно встречном окружном направлении вдоль кольцеобразного закаляемого краевого слоя дорожки качения с постоянной подачей (продвижением). После прохождения короткого отрезка пути включают закрепленные на индукторах преимущественно с возможностью поворота разбрызгиватели, которые охлаждают середину нагретой вначале зоны и делят нагретую до температуры закалки зону на две половины. Каждый индуктор проходит затем с постоянной подачей поверхность дорожки качения половины окружности кольца во встречном направлении (положение II), пока оба не сойдутся опять на противоположном исходной точке участке дорожки качения и не образуют общую зону нагрева (положение III). В качестве варианта представленного на фиг.1 способа может быть предусмотрен одновременный подогрев (предварительный нагрев) противоположного исходной точке участка посредством третьего индуктора (фиг.2). Третий индуктор удаляют, как только два других индуктора для закалки приблизятся к этой зоне и образуют аналогично положению III на фиг.1 общую зону нагрева. Когда оба индуктора образуют общую замкнутую зону нагрева, в которой температура поверхности дорожки качения равна температуре закалки, они перпендикулярно удаляются от поверхности. За счет поворота струи разбрызгивателя в пространство между поверхностью дорожки качения и индукторами одновременно охлаждают общую зону нагрева.
В качестве меры по равномерному нагреву дорожки качения в областях общих зон нагрева обоих индукторов по краям дорожки качения могут быть дополнительно предусмотрены пазы или отверстия, проходящие преимущественно радиально или аксиально.
Изобретение более подробно примерно поясняется с помощью приложенных чертежей, на которых изображено:
фиг.1 и 2 - в перспективе подшипниковое кольцо с различными положениями I-IV индукторов;
фиг.3 - схематично в сечении индукторы 2 и разбрызгиватели 5 в различных положениях I-IV индукторов;
фиг.4а - круговой сегмент дорожки 3 качения с общими зонами а, с нагрева;
фиг.4b - измененный по сравнению с фиг.4а вариант осуществления с выполненными по краям дорожки 3 качения отверстиями или пазами 6, которые приводят к увеличению общих зон а, с нагрева.
На фиг.1 изображены подшипниковое кольцо 1 с закаляемой осевой дорожкой 3 качения и индукторы 2 в своих различных положениях I-IV. В положении I в начале нагрева нагревают заштрихованную зону а. Оба индуктора 2 затем перемещают вдоль кольцеобразной дорожки 3 качения в направлении стрелок через положение II с соответствующими средними зонами нагрева b в положение III с зоной с нагрева. По окончании нагрева индукторы 2 приподнимают в осевом направлении из положения III в положение IV, чтобы закрепленные на индукторах 2 с возможностью поворота разбрызгиватели могли охладить даже краевой слой в области зоны с.
На фиг.3 индукторы 2 и разбрызгиватели 5 схематично изображены в четырех различных положениях I-IV. В положениях I-III разбрызгиватели 5 расположены над соответствующими индукторами 2. В положениях II и III струи разбрызгивателей изображены штриховыми линиями и направлены на краевой слой дорожки качения, только что нагретый с помощью индукторов 2. В положении I индукторы 2 расположены еще непосредственно рядом друг с другом, а разбрызгиватели 5 отключены. В положении II индукторы 2 удалены на короткое расстояние от линии «0є», а струи разбрызгивателей направлены наискось и назад на дорожку качения. В положении III индукторы 2 сведены на линии «180є». С приподнятием индукторов 2 согласно положению IV закрепленные на них с возможностью поворота разбрызгиватели 5 поворачиваются так, что струи разбрызгивателей сначала вертикально направлены на краевой слой, а затем, при необходимости, могут направляться даже на поверхность под индукторами 2.
У варианта на фиг.2 дополнительно изображен индуктор 4 для подогрева, удаляемый из этой области, как только оба остальных индуктора 2 приблизятся к этой области.
Из фиг.4а, 4b видно, что общие зоны а, с нагрева увеличиваются, если по краям дорожки 3 качения выполнены подходящие отверстия или пазы 6.
Перечень ссылочных позиций
1 - подшипниковое кольцо,
2 - индуктор (индукционные катушки или пары индукционных катушек),
3 - дорожка качения,
4 - индуктор для подогрева,
5 - разбрызгиватель,
6 - отверстие или паз в 1,
а - зона нагрева вначале,
b - средняя зона нагрева,
с - зона нагрева в конце,
I - положение индукторов в начале нагрева,
II - положение индукторов во время нагрева и закалки,
III - положение индукторов в конце нагрева и закалки,
IV - положение индукторов по окончании нагрева.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКАЛКИ КОЛЕЦ ПОДШИПНИКА КАЧЕНИЯ И ПОДШИПНИК КАЧЕНИЯ | 2011 |
|
RU2493269C2 |
| Индукционная установка для непрерывно-последовательной закалки дорожек качения колец крупногабаритных подшипников | 1985 |
|
SU1281593A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ КОЛЬЦА ПОДШИПНИКА | 2011 |
|
RU2477757C2 |
| ПОДШИПНИК КАЧЕНИЯ ДЛЯ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 2003 |
|
RU2300575C2 |
| СПОСОБ ПОВЕРХНОСТНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОЛЕЦ ПОДШИПНИКА | 1994 |
|
RU2089622C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ДЕТАЛИ, ОПИСЫВАЕМОЙ ЗАМКНУТОЙ КРИВОЙ | 2007 |
|
RU2448168C2 |
| СЕПАРАТОР ШАРНИРА, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ШАРНИР И АВТОТРАНСПОРТНОЕ СРЕДСТВО | 2004 |
|
RU2391577C2 |
| Способ закалки подшипниковых колец | 1986 |
|
SU1447898A1 |
| Способ обработки карданных колец игольчатых подшипников из стали | 2022 |
|
RU2830082C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1995 |
|
RU2087549C1 |
Изобретение относится к способу изготовления подшипникового кольца (1) для крупногабаритных подшипников качения, имеющего, по меньшей мере, одну дорожку (3) качения с закаленным краевым слоем. Для получения равномерной высокой твердости в дорожках качения кольца перед закалкой над общей зоной (а) подвергаемой закалке дорожки качения располагают, по меньшей мере, два индуктора (2) и нагревают противолежащий краевой слой до температуры закалки, затем нагревают примыкающие средние зоны (b), перемещая индукторы (2) вдоль кольцеобразной дорожки качения во встречном направлении, после прохождения короткого отрезка пути включают направленные на нагретые краевые зоны разбрызгиватели и охлаждают эти краевые зоны, начиная от середины нагретой вначале зоны (а), индукторы (2) и разбрызгиватели перемещают далее на их половинах кольца, пока они опять не сойдутся в противоположной исходной точке зоне (с) и не образуют там снова общую зону нагрева, по достижении требуемой температуры закалки зоны (с) оба индуктора (2) перпендикулярно приподнимают от поверхности дорожки (3) качения, а разбрызгиватели направляют на зону (с). 5 з.п. ф-лы, 4 ил.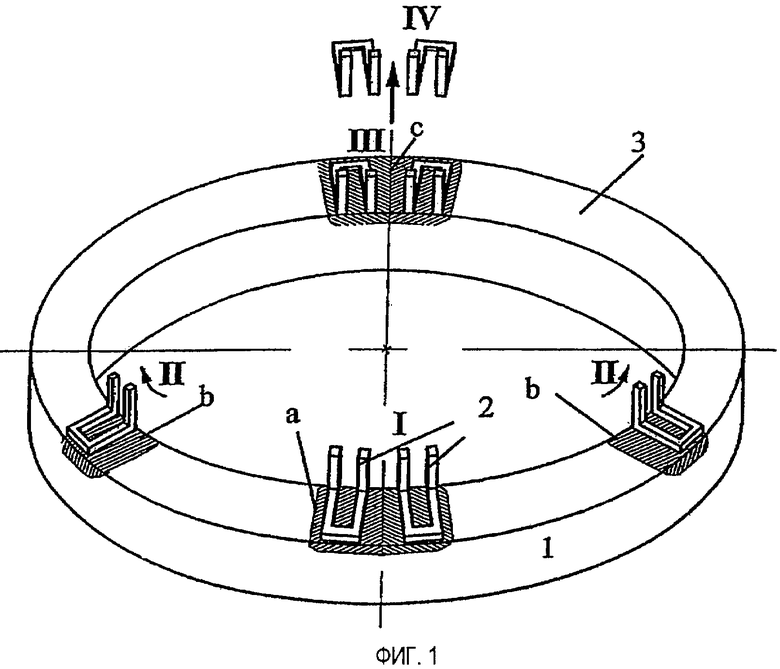
1. Способ изготовления подшипникового кольца (1) для крупногабаритных подшипников качения, имеющего, по меньшей мере, одну дорожку (3) качения с закаленным краевым слоем, при котором закаляемый краевой слой подвергают для нагрева воздействию электрического поля индуктора, а затем охлаждают, отличающийся тем, что
а) в начале закалки над общей зоной (а) подлежащей закалке кольцеобразной дорожки (3) качения располагают, по меньшей мере, два индуктора (2) и нагревают там противолежащий краевой слой до температуры закалки;
б) для нагрева примыкающих средних зон (b) индукторы (2) перемещают вдоль кольцеобразной дорожки качения во встречном направлении;
в) после прохождения короткого отрезка пути включают направленные на нагретые краевые зоны разбрызгиватели (5) и охлаждают эти краевые зоны, исходя от середины нагретой вначале зоны (а);
г) индукторы (2) и разбрызгиватели (5) перемещают далее на их половинах кольца, пока они опять не сойдутся в противоположной исходной точке зоне (с) и не образуют там снова общую зону нагрева;
д) по достижении требуемой температуры закалки зоны (с) оба индуктора (2) перпендикулярно приподнимают от поверхности дорожки (3) качения;
е) разбрызгиватели (5) направляют на зону (с);
ж) зону (с) уже во время нагрева зон (а) и/или зон (b) подогревают с помощью дополнительного индуктора (4).
2. Способ по п.1, отличающийся тем, что осевые и/или радиальные дорожки (3) качения подшипникового кольца (1) закаляют соответствующим изобретению способом последовательно или одновременно.
3. Способ по п.1, отличающийся тем, что разбрызгиватели (5) перемещают вдоль закаляемой дорожки (3) качения вместе с индукторами (2) или независимо от них.
4. Способ по п.1, отличающийся тем, что струи разбрызгивателей направляют также на поверхность дорожки качения под индукторами (2).
5. Способ по п.1, отличающийся тем, что индукторы (2) и/или разбрызгиватели (5) качательно перемещают вдоль закаляемой дорожки качения.
6. Способ по п.1, отличающийся тем, что в общих зонах нагрева в начале (а) и/или в конце (с) по краям дорожки качения выполняют проходящие радиально или аксиально отверстия или пазы (6).
| Транспортное средство со съемным кузовом | 1982 |
|
SU1022833A1 |
| Механизм прессования машины литья под давлением | 1978 |
|
SU735378A1 |
| Индукционный нагреватель для внутренних колец роликовых буксовых подшипников | 1954 |
|
SU101424A1 |
| Индукционная установка для непрерывно-последовательной закалки дорожек качения колец крупногабаритных подшипников | 1985 |
|
SU1281593A1 |
| Способ поверхностной термической обработки стальных изделий | 1990 |
|
SU1770388A1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОЛЕЦ ПОДШИПНИКА | 1994 |
|
RU2089622C1 |

