Изобретение относится к ресиверу для сжатого воздуха для грузовых автомобилей в соответствии с ограничительной частью п.1 формулы изобретения.
Кроме того, изобретение относится к способу изготовления ресиверов для сжатого воздуха в соответствии с ограничительной частью п.22 формулы и к устройству для осуществления способа.
Ресиверы для сжатого воздуха для грузовых автомобилей известны из уровня техники и используются для различных функций, в частности для питания сжатым воздухом пневморессор грузовых автомобилей.
Ресиверы для сжатого воздуха могут использоваться в грузовых автомобилях для питания большого числа потребителей. При этом речь может идти, например, помимо пневматических тормозных систем и пневморессор также о системах спасения (например, подушках безопасности) или системах, изменяющих давление в шинах грузовых автомобилей. Однако ресиверы для сжатого воздуха используются не только в грузовых и легковых автомобилях, но и в других транспортных средствах, например рельсовых.
Ресивер для сжатого воздуха для питания транспортных средств, в частности грузовых автомобилей, находящийся под давлением газообразной средой, известен, например, из документа DE 202005018579 U1.
Традиционные ресиверы для сжатого воздуха содержат трубчатую или цилиндрическую периферийную стенку (корпус), открытые торцевые поверхности которой закрываются, как правило свариваются, соответствующими крышками (наружными днищами). В результате возникает полость для аккумулирования используемого газа. Полость может заполняться и/или опорожняться через присоединения (отверстия) в корпусе или в наружном днище.
В упомянутом документе описано предпочтительное выполнение ресивера для сжатого воздуха таким образом, что, по меньшей мере, одно наружное днище выполнено за одно целое с корпусом. При необходимости, также оба наружных днища могут быть выполнены за одно целое соответственно с частью периферийной стенки.
Вообще, ресиверы для сжатого воздуха должны выдерживать механические нагрузки за счет внутреннего и внешнего давлений, а также другие механические, физические (температура) и химические нагрузки. Распространенным материалом для изготовления соответствующих ресиверов для сжатого воздуха является сталь. Стальные ресиверы обладают, в принципе, преимуществом высокой механической прочности и, тем самым, высокой прочности на сжатие, а также хорошей температурной стойкостью. Химическая же стойкость стали к вызывающим коррозию веществам, скорее, низкая. Также к внешним атмосферным воздействиям стальные ресиверы являются относительно восприимчивыми, так что, как правило, предусмотрены дополнительное внешнее и, при необходимости, внутреннее покрытия. Внутреннее покрытие ресивера для сжатого воздуха достигается в уровне техники за счет так называемого мокрого лакирования, которое, однако, не приводит к удовлетворительным результатам и, в частности, не может быть нанесено рентабельно. Кроме того, у известных ресиверов для сжатого воздуха существует такая проблема, что в месте соединения между наружным днищем и периферийной стенкой (корпусом) образуется так называемая грязевая кромка (обозначаемая также химической кромкой). К ней пристают частицы или, вообще, загрязнения, которые затем мешают или делают невозможным нанесение внутреннего покрытия. Грязевая кромка, образующаяся при соединении наружного днища и корпуса, изображена, например, на фиг.6 упомянутого документа. Наружное днище имеет сужающийся внутрь гофр (вводной скос), на который надевается корпус или периферийная стенка. В результате образуется контактная зона, которая затем сваривается металлическим электродом в активном газе (метод МАО) так, что наружное днище соединяется с корпусом.
У известных из уровня техники ресиверов для сжатого воздуха, оба наружных днища которых выполнены независимо от корпуса, возникают, следовательно, две такие грязевые кромки. Вариант выполнения, представленный на фиг.1 в упомянутом документе, позволяет избежать таких грязевых кромок, однако требует повышенных затрат на изготовление гильз.
Недостаток метода MAG для соединения наружного днища с корпусом состоит в том, что он протекает относительно медленно.
Другая проблема у известных из уровня техники ресиверов для сжатого воздуха заключается в размещении муфт на отверстиях или вокруг отверстий в наружных днищах или в корпусе. Отверстия служат различным целям, например присоединению трубопроводов. Такие присоединения показаны, например, на фиг.1 документа DE 20023422 U1, где представлен ресивер для сжатого воздуха из пластика. При выполнении ресивера из металла, как правило, к отверстиям в наружном днище или в корпусе привариваются муфты. Приваривание муфт осуществляется при этом также методом MAG. При этом недостаток заключается в том, что приваривание муфты приводит к высоким затратам, в частности, поскольку метод MAG протекает относительно медленно и требует к тому же сварочного материала.
В основе изобретения лежит задача устранения недостатков уровня техники, в частности создания ресивера для сжатого воздуха для грузовых автомобилей, который был бы недорогим и простым в изготовлении.
В основе изобретения лежит также задача создания предпочтительного способа изготовления ресивера для сжатого воздуха и устройства для осуществления способа.
Эта задача решена посредством ресивера, охарактеризованного признаками п.1 формулы.
Предпочтительный способ изготовления ресивера охарактеризован признаками п.22 формулы.
Предпочтительное устройство для осуществления способа охарактеризовано признаками п.25 формулы.
За счет того, что контактные поверхности между корпусом и наружными днищами примыкают друг к другу встык, а соединение осуществляется без сварочного материала посредством лазерной сварки, создается ресивер для сжатого воздуха без обычной до сих пор грязевой или химической кромки. Это значит, что имевшийся до сих пор, сужающийся внутрь выступ или гофр на наружных днищах, на который корпус надевается для подготовки сварного соединения, отпадает благодаря предложенному решению.
Благодаря предложенному решению на внутренней стороне ресивера для сжатого воздуха образуется поверхность, которая оптимально подходит для лакирования и нанесения покрытия, поскольку исключены выдающиеся вперед и назад выступы (грязевые или химические кромки). За счет этого лакирование или покрытие имеет высокое качество. Кроме того, на внутренних кромках не могут скапливаться остатки, которые при эксплуатации перемещаются по трубопроводам и при случае вызывают проблемы в тормозных магистралях и т.п.
Наружные днища могут быть быстро и технологически надежно соединены с корпусом орбитально огибающим сварным швом, полученным лазерной сваркой. Чтобы обеспечить использование лазера, соответствующие соединяемые контактные поверхности подготавливаются таким образом, что они могут быть приложены плашмя, или встык, или по размеру. Образующийся при этом между контактными поверхностями зазор должен быть минимальным, т.е. контактные поверхности точно обрабатываются таким образом, что образующийся зазор является небольшим, т.е. подходящим для лазерной сварки.
Для получения оптимального сварного шва может быть предпочтительным ориентировать лазер так, чтобы его луч без световой щели попадал на зазор между обеими контактными поверхностями.
В одном варианте выполнения изобретения может быть предусмотрено, что ориентированные по отношению друг к другу контактные поверхности имеют скос до 45°, предпочтительно 15±5°. При этом ориентированные по отношению друг к другу контактные поверхности могут иметь предпочтительно одинаковый скос. Скос приводит к тому, что при прикладывании наружного днища к торцевой стороне корпуса происходит самоцентрирование обеих деталей. Скос может быть выполнен так, что между обеими соединяемыми деталями возникает подобие соединения «ласточкин хвост».
Скос может быть выполнен убывающим и возрастающим изнутри наружу. В обоих случаях происходит самоцентрирование деталей, а, кроме того, предотвращается световая щель.
Недостаток скоса состоит в том, что он вызывает дополнительные затраты на изготовление. Поэтому предпочтительно предусмотрено, что контактные поверхности не имеют скоса. Это значит, что контактные поверхности проходят или лежат в радиальной плоскости ресивера для сжатого воздуха или проходят в плоскости, перпендикулярной оси ресивера для сжатого воздуха.
Предпочтительно, если лазер дополнительно к сварке наружных днищ с торцевыми сторонами корпуса используется также для того, чтобы снабдить корпус (после сгибания) продольным сварным швом.
Предпочтительно, если для получения орбитального сварного шва для соединения наружного днища с корпусом используются две лазерные головки, которые одновременно сваривают контактную поверхность между наружным днищем и корпусом. За счет этого возникает дополнительное преимущество повышения скорости.
Все сварные соединения для изготовления ресивера для сжатого воздуха, т.е., например, продольный и оба орбитальных сварных шва, могут быть получены посредством лазера без сварочного материала. При этом возникает то преимущество, что в этом случае не образуется оксидный слой, поскольку деталь нагревается лишь до температуры, допускающей прикосновение рукой.
Согласно изобретению также предусмотрено, что муфта приваривается к отверстию посредством лазерной или конденсаторно-разрядной сварки (CD-сварка).
Это обеспечивает существенно более быстрое приваривание муфты, чем в уровне техники. В дополнительном сварочном материале больше нет необходимости.
Другое преимущество лазерной сварки состоит в том, что предотвращено возникновение при сварке методом MAG, как правило, некрасивого валика сварного шва. Кроме того, не требуется очистки сварного шва при лазерной сварке, так что может отпасть эта нередко необходимая при сварке методом MAG операция.
Ресиверы для сжатого воздуха имеют, как правило, несколько снабженных муфтами отверстий, выполненных в одном или обоих наружных днищах и/или в корпусе. При этом предпочтительно, если внутренний диаметр отверстия немного больше внутреннего диаметра муфты. Муфта может быть выполнена известным образом, предпочтительно с внутренней резьбой. Муфта изготовлена предпочтительно из обычной стали или высококачественной стали.
Отверстия в наружном днище могут быть выполнены, например, посредством пуансона или вырубки.
Предпочтительно, если лазер сваривает муфту с ресивером для сжатого воздуха, радиально огибая ее снаружи.
В одном варианте выполнения может быть предусмотрено, что муфта имеет выточку, скос, (предпочтительно клинообразную) канавку и т.п., расположенную таким образом, что между нею и ресивером для сжатого воздуха остается образованный муфтой грат, кольцеобразный выступ и т.п. При этом может быть предусмотрено, что лазерный луч приставленного снаружи лазера проникает в выточку, скос или канавку таким образом, что грат или кольцеобразный выступ муфты сваривается с материалом указанного ресивера. За счет этого муфта сваривается с ресивером технологически особенно надежно, быстро и с возможностью наибольшей нагрузки. Кроме того, предпочтительно, если сварка муфты с ресивером для сжатого воздуха осуществляется радиально снаружи и с огибанием на нижней стороне муфты. За счет этого между муфтой и ресивером для сжатого воздуха отсутствует зазор, в который при определенных условиях могут проникать загрязнения.
Сварка муфты посредством приставленного снаружи лазера подходит для приваривания муфты как к наружным днищам, так и к корпусу.
В качестве альтернативы или дополнительно к этому может быть также предусмотрено, что лазер, в частности для приваривания муфт к отверстиям наружного днища, приставляется изнутри. Предпочтительно, лазер может сваривать при этом с ресивером расположенную максимально далеко и радиально снаружи кольцевую поверхность муфты. Это также позволяет избежать радиально огибающего зазора между муфтой и ресивером.
Плавкая кромка должна располагаться предпочтительно радиально далеко снаружи. Преимущество приваривания муфты за счет того, что лазер приставляется к внутренней стороне наружного днища, состоит в том, что муфта особенно предпочтительно сплавляется с материалом ресивера для сжатого воздуха. Как обнаружил заявитель, метод сварки при этом технологически особенно надежен. Он особенно подходит для размещения муфт на наружном днище, поскольку в этом случае лазер может быть особенно просто приставлен к внутренней стороне наружного днища. При этом муфты могут быть приварены к наружному днищу предпочтительно до того, как оно будет сварено с корпусом, поскольку в корпусе сваривать лазером нельзя.
Другая возможность приваривания муфты к отверстию или вокруг отверстия ресивера для сжатого воздуха состоит в применении так называемой CD-сварки. Она расшифровывается как Capacitor Discharge или конденсаторно-разрядная сварка. CD-сварка является разновидностью рельефной сварки и имеет, как обнаружил заявитель, особые преимущества при соединении муфт с ресиверами для сжатого воздуха. За счет соответствующего заземления ресивера после приставления муфты посредством соответствующего импульса тока в течение нескольких миллисекунд может произойти прочное и надежное приваривание муфты с соответствующим местом ресивера. Муфта может быть приставлена к соответствующему месту ресивера, например, посредством медного пуансона. За счет подходящего импульса тока затем происходит приваривание муфты к ресиверу. Особое преимущество состоит в том, что за счет использования соответствующего числа медных пуансонов можно за одну операцию одновременно приваривать несколько муфт.
В одном особенно предпочтительном варианте выполнения изобретения может быть предусмотрено, что муфта на своей примыкающей к ресиверу для сжатого воздуха нижней стороне имеет, по меньшей мере, одну плавкую кромку, которая посредством CD-сварки соединяется с ресивером. Соединение муфты с ресивером происходит, тем самым, не за счет плоскостной сварки, а только за счет сварки (предпочтительно кольцеобразно) огибающей плавкой кромки с примыкающим материалом ресивера. При этом заявитель обнаружил, что плоскостная сварка муфты по сравнению с образованием плавкой кромки на нижней стороне муфты имеет недостаток. Предпочтительно, если плавкая кромка радиально (как можно дальше) снаружи кольцеобразно огибает нижнюю сторону муфты. Это предотвращает радиально огибающий зазор между верхней стороной ресивера и нижней стороной муфты. При необходимости, на нижней стороне муфты могут быть выполнены несколько огибающих плавких кромок, или плавких точек, или плавких линий. Это дополнительно улучшает приваривание муфты к ресиверу, однако плавкие кромки повышают стоимость изготовления муфты.
Предпочтительно, если выполнены две кольцеобразно огибающие плавкие кромки. При этом одна плавкая кромка может быть выполнена радиально снаружи огибая нижнюю сторону муфты, а другая - радиально внутри. Это предотвращает проникновение грязи или загрязнений внутрь муфты. При необходимости, может быть предусмотрено также большее число огибающих плавких кромок, например пять.
Предпочтительно, если предусмотрено устройство для CD-сварки, содержащее пуансоны, которые амортизируют муфту на ресивере для ее прижатия к нему при подаче тока. За счет этого сварка дополнительно улучшается. Предпочтительно пружины прижимают муфту с легким натяжением.
Особенно предпочтительно, если муфта имеет форму, позволяющую вставить ее, по меньшей мере, одним участком в отверстие. При этом муфта может быть вставлена в отверстие в корпусе или в одном из наружных днищ ресивера для сжатого воздуха преимущественно настолько, что нижняя сторона муфты лежит, в основном, в одной плоскости с примыкающей нижней стороной ресивера. Это исключает грязевые и химические кромки. Вставка муфты в отверстие может обеспечиваться, например, за счет того, что наружный диаметр муфты чуть меньше внутреннего диаметра отверстия. При необходимости, может быть также предусмотрена прессовая посадка. В качестве альтернативы может быть также предусмотрено, что муфта имеет выступ, носик, сужение или уступ, вставляемый в отверстие. При этом муфта может иметь, в целом, наружный диаметр, который больше внутреннего диаметра отверстия, так что муфта может быть приставлена снаружи к отверстию, в которое входит только сужение или выступ муфты. Таким образом, муфта может, в основном, плашмя прилегать к наружной стороне ресивера и снаружи сварена с ним.
Независимо от того, приваривается ли муфта лазером или CD-методом, оказалось предпочтительным, если окружающий отверстие участок корпуса и/или наружных днищ плоский или уплощенный. Корпус, а также наружные днища имеют, как правило, кривизну. До сих пор она допускалась и соответственно компенсировалась за счет наплавки сварочной проволоки. Однако заявитель обнаружил, что приваривание муфты можно значительно улучшить, если к муфте должен привариваться участок, не имеющий кривизны. Уплощение особенно предпочтительно выполняется посредством чеканочного инструмента.
Согласно изобретению предусмотрено, что внутреннее покрытие ресивера для сжатого воздуха образовано порошковым покрытием. У известных до сих пор ресиверов покрытие наносилось мокрым способом (мокрое лакирование). Это представлялось необходимым, поскольку специалисты полагали, что за счет выступов и кромок на внутренней стороне ресивера полное внутреннее покрытие можно было нанести только мокрым способом. Благодаря предотвращению согласно изобретению грязевых кромок и т.п. на внутренней стороне ресивера для сжатого воздуха могут быть использованы преимущества способа нанесения порошкового покрытия.
При этом предпочтительно, если порошковое покрытие нанесено на внутреннюю сторону ресивера для сжатого воздуха электростатически, преимущественно посредством трибозаряда. Заявитель обнаружил, что способ нанесения порошкового покрытия является, правда, особенно подходящим, однако может создать проблемы при реализации. Порошковое покрытие корпуса и наружного днища до того, как они будут сварены между собой, оказалось малоподходящим. Предпочтительнее наносить порошковое покрытие только тогда, когда корпус и наружные днища сварены между собой. В этом случае возникает та проблема, что порошок приходится помещать внутрь ресивера. Кроме того, порошок должен приставать там к внутренней стороне ресивера для сжатого воздуха так, чтобы достигалось полное и надежное покрытие. При этом заявитель обнаружил, что лучше всего это достигается электростатическим способом нанесения порошкового покрытия и особенно предпочтительно за счет использования трибозаряда. Вообще, под электростатическим способом нанесения порошкового покрытия следует понимать как коронный заряд, так и трибозаряд. Коронный заряд является процессом высокого напряжения. В случае трибозаряда частицы порошка движутся с высокой скоростью вдоль поверхности, в результате чего они заряжаются. Для помещения порошка в ресивер можно использовать трибокопье. При этом в качестве отверстия для доступа можно использовать предпочтительно отверстие муфты или одно из отверстий в ресивере, предпочтительно одно из отверстий в наружном днище ресивера. Через сопло или распылительную головку на острие трибокопья можно распылить заряженный трением порошок во внутреннее пространство ресивера. Благодаря заряду порошок оседает на внутренней стороне ресивера.
Процесс электростатического заряда и осаждения на внутренней стенке принципиально известен. Заявитель обнаружил, что во внутреннем пространстве ресивера для сжатого воздуха происходит оптимальное, надежное и равномерное распределение порошка. Это происходит, в частности, потому, что внутреннее пространство ресивера имеет геометрию без выдающихся вперед и назад выступов.
Согласно изобретению может быть предусмотрено, что трибокопье вводится в ресивер для сжатого воздуха сначала настолько, что удаленный от отверстия для доступа конец ресивера может быть снабжен порошковым слоем. Во время распыления порошка трибокопье может быть затем отведено, в результате чего происходит равномерное распределение порошка.
Внутреннее покрытие может быть затем высушено при температуре 150-250°, предпочтительно 200±10°.
В предложенном способе изготовления ресивера для сжатого воздуха для грузовых автомобилей, прежде всего, предусмотрено, что из плоской заготовки сгибается цилиндрический или трубчатый корпус. Далее предусмотрено, что посредством вытяжки или чеканки изготавливаются два наружных днища, которые свариваются с торцевыми сторонами корпуса. Предпочтительно перед сваркой, по меньшей мере, в одном наружном днище и/или корпусе выполняют отверстие, к которому приваривают муфту. При этом муфта может быть также приварена до того, как будут соединены между собой корпус и наружные днища, или же после этого. По меньшей мере, внутренняя сторона ресивера снабжается внутренним покрытием. Согласно изобретению при этом предусмотрено, что внутреннее покрытие наносится в виде порошкового покрытия. Далее, согласно изобретению предусмотрено, что контактные поверхности между корпусом и наружными днищами выполняются таким образом, что контактные поверхности стыкуются между собой плашмя или встык, после чего они соединяются между собой без сварочного материала посредством лазерной сварки. Согласно изобретению далее предусмотрено, что муфта приваривается к отверстиям посредством лазерной или CD-сварки.
Особенно предпочтительный вариант выполнения устройства для осуществления способа в отношении нанесения порошкового покрытия на внутреннюю сторону ресивера для сжатого воздуха охарактеризован в п.25 формулы. При этом устройство должно содержать копье, предпочтительно трибокопье с распылительной головкой для ввода в ресивер. Далее устройство должно содержать втулку с внутренним отверстием для ввода в отверстие в наружном днище для получения входного отверстия для копья. Кроме того, должен быть предусмотрен держатель для размещения ресивера так, чтобы входное отверстие было направлено вниз. Также должно быть предусмотрено устройство для ввода копья через входное отверстие и его отвода с отдачей порошка для нанесения покрытия.
Оказалось предпочтительным, если вводимая во втулку часть копья и распылительная головка имеют диаметр самое большее 20 мм, предпочтительно самое большее 15 мм. За счет этого копье с распылительной головкой особенно просто вводится через внутреннее отверстие втулки в ресивер для сжатого воздуха.
Предпочтительно, если устройство содержит устройство для предварительной обработки внутренней стороны ресивера для сжатого воздуха. При этом предварительная обработка может заключаться в очистке внутренней стороны ресивера или удалении жира с нее, мытье и удаления химикатов. Это улучшает последующий процесс нанесения покрытия.
Трибокопье может быть изготовлено, например, из пластика, предпочтительно из полиамида или полиэтилена. Держатель, предпочтительно, выполнен с возможностью размещения нескольких ресиверов, например двенадцати. При этом может быть предпочтительным, если предусмотрено соответствующее число трибокопьев и втулок.
Предпочтительно, если ресивер сначала фиксируется на держателе. Затем во входное отверстие может быть вставлена втулка, снабженная внутренним отверстием. При этом втулка может иметь приспособление для ввода, например воронку, через которую вставляется копье.
Устройство может содержать устройство для сушки нанесенного порошка. При этом такое устройство выполнено таким образом, что сушка происходит при температуре 150-250°, предпочтительно 200±10°. Этот процесс принципиально известен из уровня техники.
Трибокопье может быть изготовлено также из тефлона или содержать тефлон. Распылительная головка выполнена предпочтительно с возможностью распыления во всех направлениях, т.е. радиально, а также вперед и назад.
В пунктах 1 и 22 формулы изобретения охарактеризованы особенно предпочтительные варианты ресивера для сжатого воздуха и особенно предпочтительного способа его изготовления соответственно. Комбинации признаков 1.1-1.3 и этапов способа 22.1-22.3 приводят к особенно предпочтительному варианту выполнения ресивера, причем преимущества дополняют друг друга так, что эффекты взаимно усиливаются. Однако следует указать на то, что признаки 1.1-1.3 пункта 1 и этапы 22.1-22.3 пункта 22 соответственно все сами по себе представляют собой изобретение. Это значит, что признаки 1.1-1.3 и 22.1-22.3 необязательно должны комбинироваться между собой для достижения предложенного решения. По мнению заявителя, признаки 1.1-1.3 соответственно в комбинации с ограничительной частью представляют собой самостоятельное решение, на которое, при необходимости, направлены еще пункты формулы. То же относится аналогичным образом к признакам 22.1-22.3 пункта 22 формулы. При этом, разумеется, признаки могут предпочтительно комбинироваться между собой также по два.
Кроме того, изобретение содержит также два независимых друг от друга варианта муфты. Заявитель оставляет за собой право направить пункт формулы на муфту, которая имеет на своей нижней стороне, по меньшей мере, одну огибающую плавкую кромку, как это заявлено в пункте 8 формулы изобретения. Независимо от этого заявитель оставляет за собой также право заявить муфту, выполненную по пункту 5 формулы изобретения.
Изобретение включает в себя также третий вариант муфты, как это заявлено в пункте 13, при необходимости, в комбинации с пунктами 14-17 формулы изобретения. Заявитель оставляет за собой также право ориентировать пункт формулы на соответствующую муфту.
Предложенный ресивер для сжатого воздуха подходит для любых газов.
При необходимости, ресивер может содержать выполненное в виде единого целого с корпусом наружное днище, как это изображено на фиг.6 в DE 202005018579 U1.
Предпочтительные модификации и варианты выполнения изобретения приведены также в зависимых пунктах. Изобретение поясняется чертежами, на которых представлено следующее:
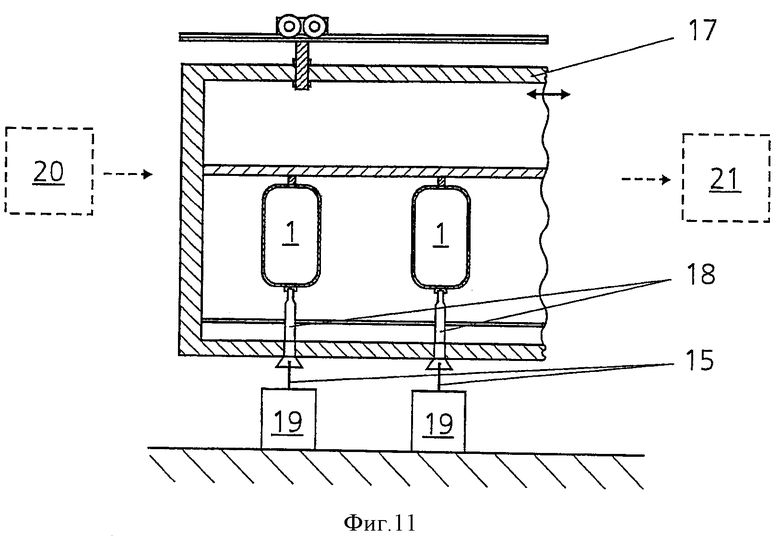
фиг.1 - вид в перспективе ресивера для сжатого воздуха;
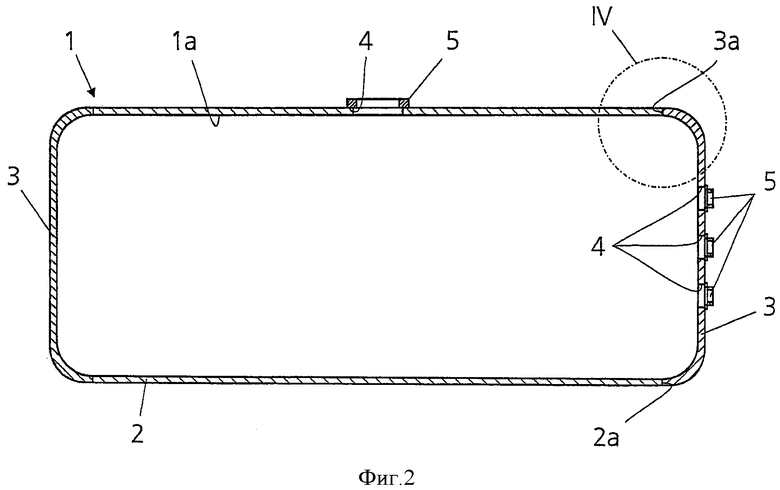
фиг.2 - продольный разрез ресивера для сжатого воздуха;
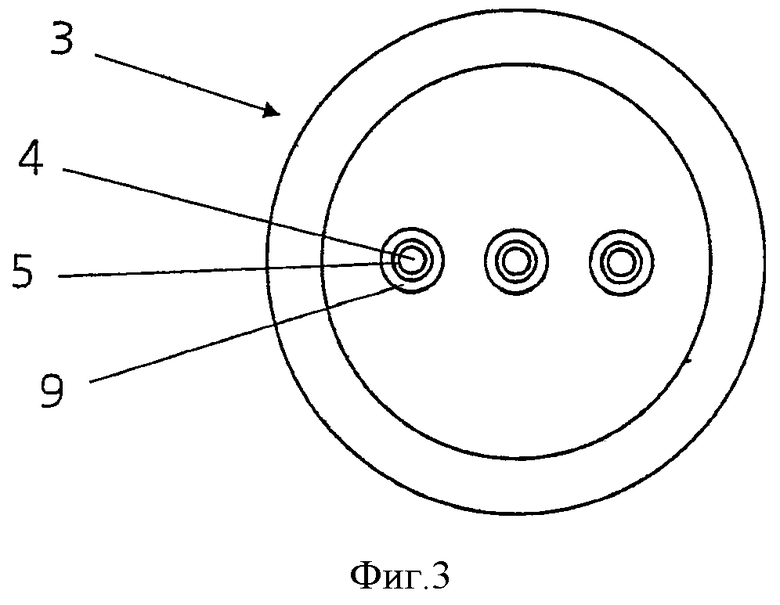
фиг.3 - вид сверху на наружное днище ресивера для сжатого воздуха;
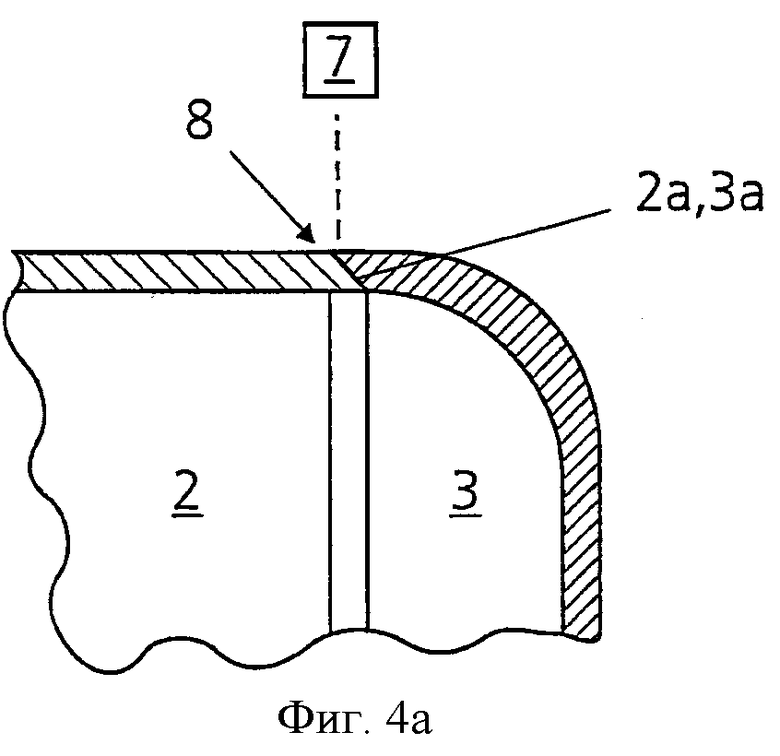
фиг.4а - увеличенный продольный разрез фрагмента ресивера для сжатого воздуха в соответствии с выносным элементом IV из фиг.2 в зоне контактной плоскости между контактными поверхностями наружного днища и корпуса с косо проходящими контактными поверхностями;
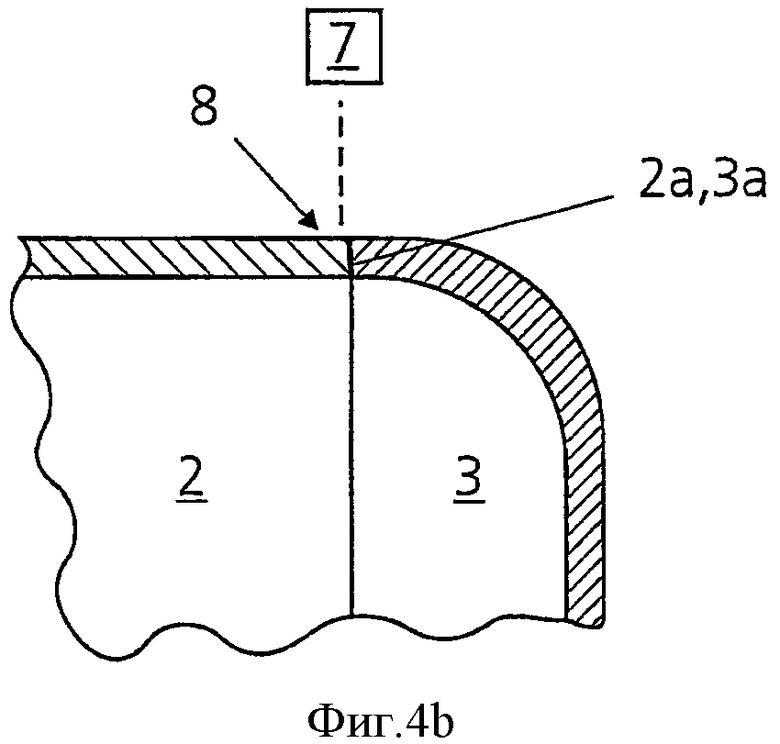
фиг.4b - увеличенный продольный разрез фрагмента ресивера для сжатого воздуха в соответствии с выносным элементом IV из фиг.2 в зоне контактной плоскости между контактными поверхностями наружного днища и корпуса с прямо проходящими контактными поверхностями;
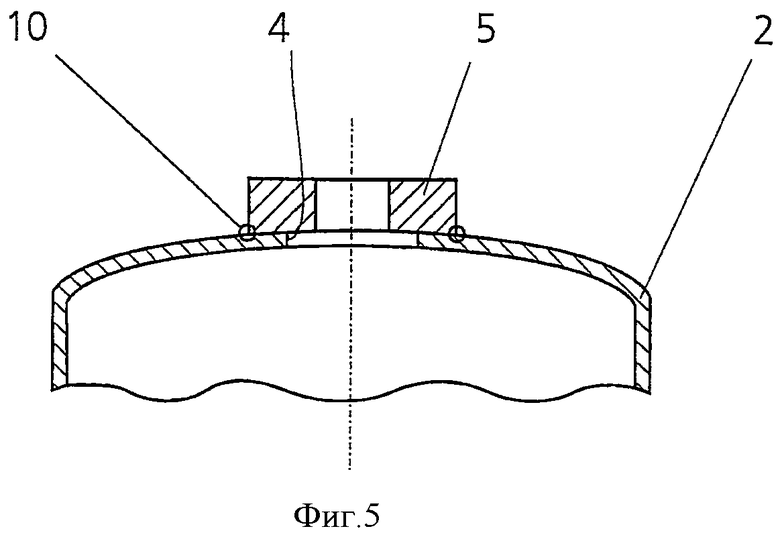
фиг.5 - разрез участка наружного днища, на котором к отверстию приварена муфта;
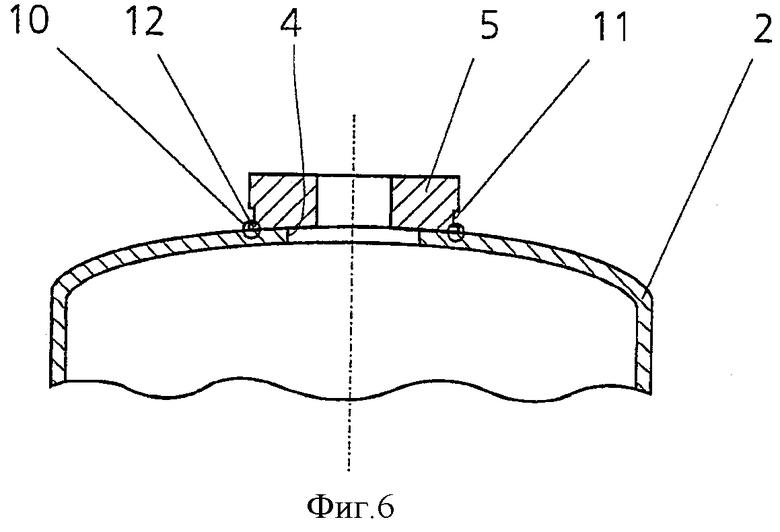
фиг.6 - особо предпочтительный вариант выполнения муфты для ее приваривания к ресиверу для сжатого воздуха посредством приставленного снаружи лазера;
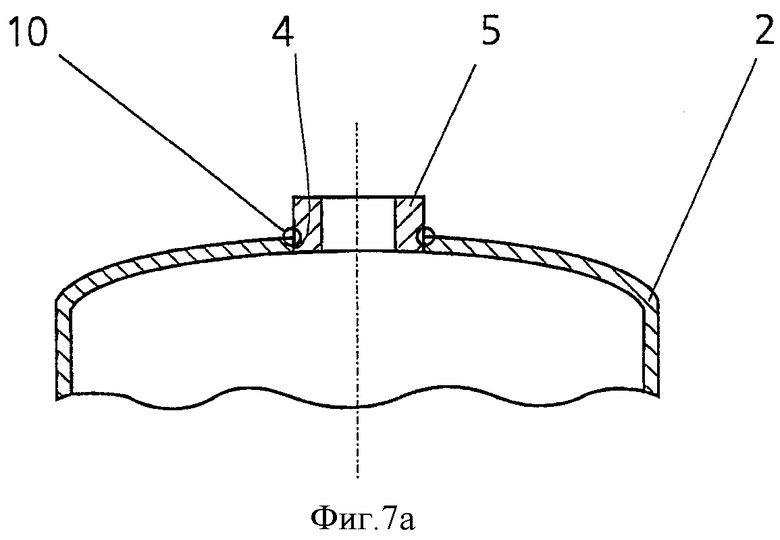
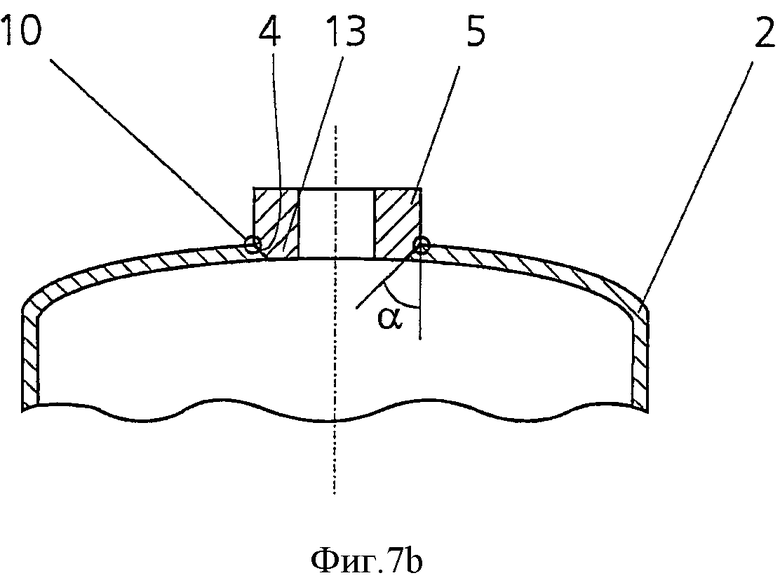
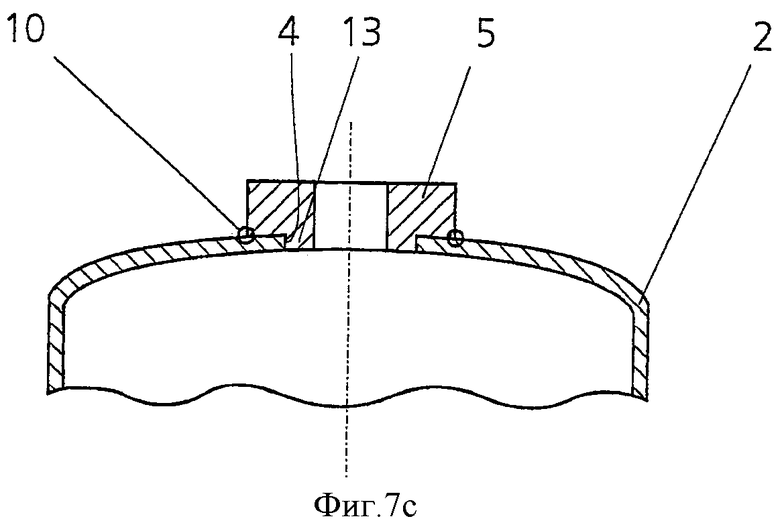
фиг.7а-7с - три других предпочтительных варианта выполнения муфты для ее сварки с ресивером для сжатого воздуха посредством лазера;
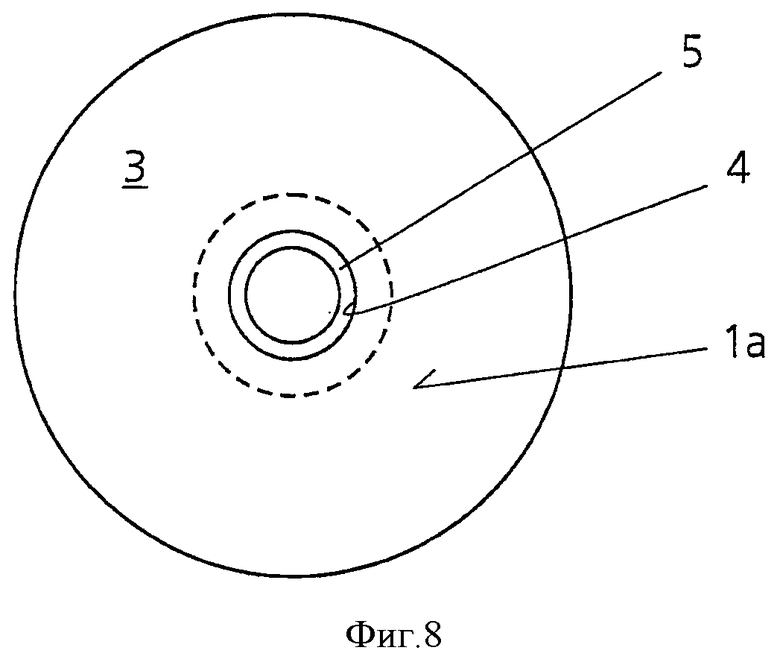
фиг.8 - вид внутренней стороны наружного днища, на котором с наружной стороны размещена муфта, сваренная с ним посредством приставленного к внутренней стороне лазера;
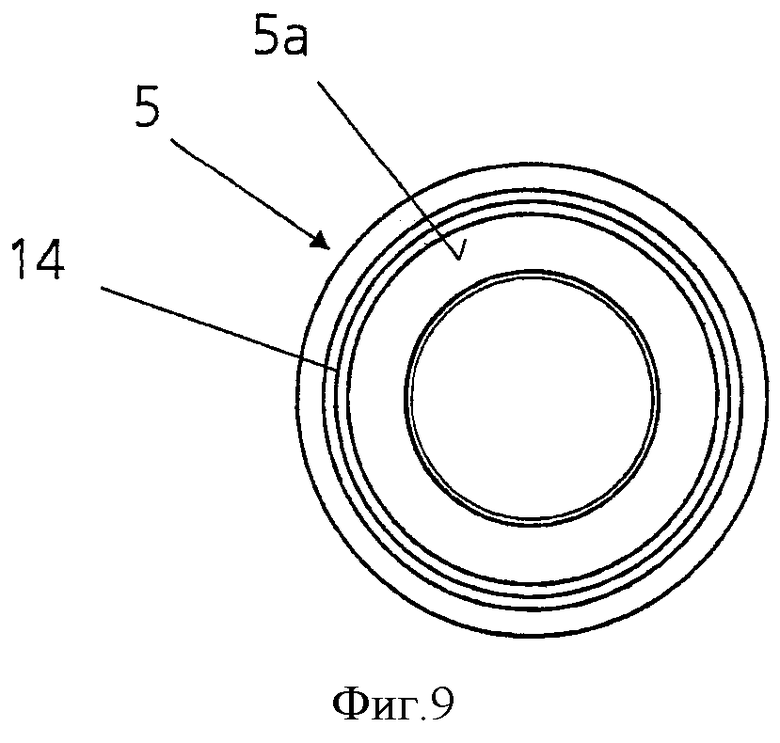
фиг.9 - вид нижней стороны муфты с плавкой кромкой для CD-сварки;
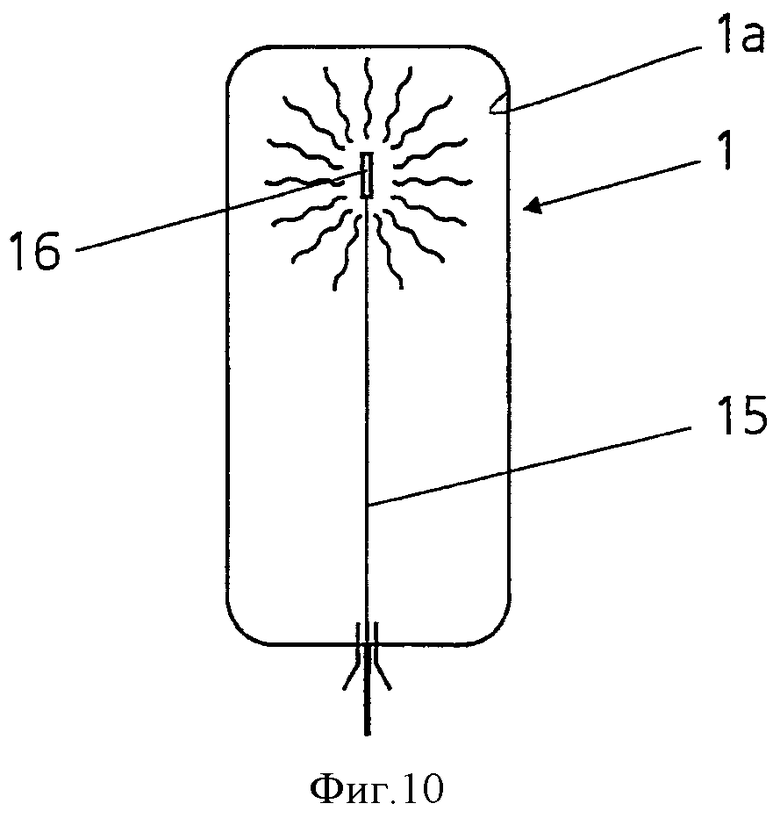
фиг.10 - продольный разрез ресивера для сжатого воздуха с принципиальным изображением помещенного в него трибокопья;
фиг.11 - устройство для внутреннего покрытия ресивера для сжатого воздуха.
Ресиверы для сжатого воздуха для грузовых автомобилей достаточно известны из уровня техники, поэтому принцип их работы и интеграция в грузовой автомобиль подробно не раскрываются. В этом отношении следует лишь сослаться, например, на документы DE 202005018579 U1 и DE 20023422 U1.
Предложенный ресивер 1 для сжатого воздуха предназначен для восприятия высоких давлений, например свыше 70 бар.
На фиг.1 и 2 показан ресивер 1 для сжатого воздуха грузовых автомобилей, состоящий из трубчатого или цилиндрического корпуса 2 и двух наружных днищ 3. Корпус 2 может быть изготовлен, например, из соответственно большой плоской заготовки посредством гибки. Наружные днища 3 могут быть изготовлены принципиально известным образом посредством вытяжки или штамповки.
Наружные днища 3 выполнены в данном варианте выполнения чашеобразными или имеют углубление.
В качестве материла для корпуса 2 и наружных днищ 3 подходят различные материалы, в данном варианте предусмотрено, что корпус 2 и наружные днища 3 изготовлены из металла, предпочтительно обычной или высококачественной стали или их сплавов. В принципе, ресиверы 1 для сжатого воздуха могут изготавливаться также из алюминия или его сплавов.
В данном варианте выполнения ресиверы 1 для сжатого воздуха имеют длину 200-1400 мм. Оказалось предпочтительным выполнение самого короткого ресивера для сжатого воздуха длиной 200-300 мм, а самого длинного - длиной 1300-1400 мм.
Как видно из фиг.1-3, ресивер 1 для сжатого воздуха имеет в корпусе 2 и наружных днищах 3 отверстия 4, которые могут служить для присоединения различных трубопроводов, например, к потребителю или для слива конденсата. Каждое отверстие 4 снабжено муфтой 5, которая может быть снабжена внутренней резьбой для простого присоединения ведущих дальше трубопроводов. Внутренняя сторона 1а ресивера 1 для сжатого воздуха снабжена внутренним покрытием 6, нанесение которого более подробно показано на фиг.10 и 11.
Как видно, в частности, из фиг.1-4, корпус 2 имеет контактные поверхности 2а, а наружные днища 3 - контактные поверхности 3а, выполненные таким образом, что они примыкают друг к другу встык. Корпус 2 и наружные днища 3 могут быть сварены между собой на контактных поверхностях 2а, 3а без сварочного материала посредством лазерной сварки. Используемый для этого лазер принципиально изображен на фиг.4. В данном варианте выполнения лазер 7 содержит две лазерные головки, которые сваривают между собой одновременно контактные поверхности 2а, 3а между наружным днищем 3 и корпусом 2. В качестве альтернативы могут использоваться также две или более лазерных головок.
Оказалось предпочтительным, если корпус 2 имеет толщину материала 2,2±0,5 мм.
На фиг.4а показаны контактные поверхности 2а, 3а, которые наклонены к радиально проходящей плоскости ресивера 1 для сжатого воздуха или образуют угол с ней. За счет этого образуется скос 8, который может составлять до 45°, предпочтительно 15°. В результате происходит самоцентрирование наружного днища 3 относительно корпуса 2.
Для получения скоса 8 в данном варианте выполнения предусмотрена чеканка кромок корпуса 2 и наружного днища 3.
На фиг.4b изображено альтернативное фиг.4а выполнение контактных поверхностей 2а, 3а, которые не наклонены к радиально проходящей плоскости ресивера 1 для сжатого воздуха или расположены в этой плоскости. Следовательно, контактные поверхности 2а, 3а стыкуются прямо или плоско, т.е. без наклона друг к другу. Это выполнение следует предпочесть выполнению на фиг.4а.
Отверстия 4 в корпусе 2 и в наружном днище 3 могут быть выполнены предпочтительно посредством вырубки. При этом предусмотрено, что отверстия 4 вырубаются изнутри наружу. Затем посредством чеканочного пуансона подробно не описанным образом зона вокруг отверстия 4 может быть снабжена уплощением 9. Оно принципиально показано на фиг.3. В данном варианте выполнения уплощения 9 предусмотрены у всех отверстий 4.
К отверстию 4 с наружной стороны может быть приставлена и сварена с примыкающим материалом ресивера 1 для сжатого воздуха муфта 5. В варианте, представленном на фиг.5-9, внутренний диаметр отверстия больше внутреннего диаметра муфты 5.
Приваривание муфты к ресиверу 1 осуществляется в данном варианте выполнения посредством лазерной или CD-сварки.
В данном варианте выполнения муфта изготовлена из металла, предпочтительно из обычной или высококачественной стали.
На фиг.5 муфта 5 имеет, в основном, равномерную внешнюю периферию. При необходимости, торцевые кромки могут быть слегка скошены. При этом на фиг.5 предусмотрено, что лазер 7 приставляется снаружи, т.е. к наружной стороне наружного днища 3 или корпуса 2. Лазер 7 должен сваривать муфту 5 с примыкающим материалом ресивера 1 для сжатого воздуха как можно дальше радиально снаружи и с кольцеобразным огибанием. Предпочтительное позиционирование изготовленного лазером 7 сварного шва 10 принципиально показано на фиг.5.
На фиг.6 показано особенно предпочтительно выполнение муфты 5 для осуществления показанной на фиг.5 лазерной сварки. При этом муфта имеет выточку 11 или канавку, которая выполнена в периферийной стенке ресивера 1 для сжатого воздуха так, что между выточкой 11 или канавкой и наружной стороной ресивера 1 для сжатого воздуха остается образованный муфтой 5 грат 12 или кольцеобразный выступ. Лазерный луч приставленного снаружи лазера 7 проникает в выточку 11 или канавку, сплавляя или сваривая грат 12 или кольцеобразный выступ муфты 5 с примыкающим материалом ресивера 1 для сжатого воздуха. Предпочтительное позиционирование полученного таким образом сварного шва 10 обозначено на фиг.6 штриховой линией. Выточка может иметь также клинообразный контур, так что под клинообразной канавкой остается грат или кольцеобразный выступ для сваривания с расположенным ниже материалом ресивера 1 для сжатого воздуха. В качестве альтернативы этому нижняя сторона муфты 5 может быть также снабжена огибающим скосом.
На фиг.7а-7с изображены три варианта выполнения муфт. На них показан также особенно предпочтительный вариант выполнения для сваривания муфты 5 с ресивером 1.
Как видно из фиг.7а-7с, в предпочтительном варианте выполнения муфты 5 ее наружный диаметр меньше внутреннего диаметра отверстия 4. За счет этого муфта 5, по меньшей мере, одним участком своей осевой длины может быть введена или вставлена в отверстие 4 и приварена там.
На фиг.7а показан вариант, в котором муфта 5 имеет, в основном, постоянный по всей своей осевой длине наружный диаметр. При этом муфта 5 вставляется торцевым концом в отверстие 4 и приваривается. Муфта 5 может быть вставлена в отверстие 4 настолько, что ее помещенная в него нижняя сторона располагается, в основном, заподлицо с внутренней стороной наружного днища 3 или корпуса 2.
Муфта 5 на фиг.7а может быть приварена посредством приставленного с наружной и/или внутренней стороны лазера 7. На фиг.7а показан выполненный с наружной стороны сварной шов 10.
Преимущество показанного на фиг.7а решения состоит в том, что муфта 5 изготавливается особенно недорого, предпочтительно в виде точеной детали.
В варианте на фиг.7b, 7с муфта 5 имеет на своей обращенной к отверстию 4 нижней стороне сужение 13, и/или осевой выступ, и/или носик. Сужение, и/или выступ, и/или носик имеет, по меньшей мере, на своем обращенном от муфты конце наружный диаметр, который меньше внутреннего диаметра отверстия 4. Таким образом, муфта 5 своим сужением 13, и/или выступом, и/или носиком может быть вставлена в отверстие 4, как это показано на фиг.7b, 7с.
В варианте на фиг.7b, 7с сужение 13, и/или выступ, и/или носик может быть выполнен в виде единого целого с муфтой 5. Как видно далее из фиг.7b, 7с, контур наружного диаметра сужения 13, и/или выступа, и/или носика предпочтительно согласован с контуром внутренней кромки отверстия 4. За счет этого сужение 13 особенно просто вставляется в отверстие 4. К тому же при лазерной сварке отсутствует световая щель.
Как видно далее из фиг.7b, 7с, сужение 13, и/или выступ, и/или носик имеет наружный диаметр, который, по меньшей мере, приблизительно полностью заполняет отверстие 4. В обоих вариантах сварной шов 10 может быть выполнен изнутри и/или снаружи. На фиг.7b, 7с сварной шов 10 выполнен посредством лазерной сварки снаружи. Этот вариант предпочтителен.
Как видно из фиг.7b, муфта 5 имеет в этом варианте сужение 13, и/или выступ, и/или носик косого контура. Сужение 13, и/или выступ, и/или носик имеет скошенную наружную кромку, так что наружный диаметр сужения 13, и/или выступа, и/или носика уменьшается к его свободному концу. Угол α скоса может составлять при этом, например, 30-70°, предпочтительно 60°. За счет скоса происходит самоцентрирование.
На фиг.7 с показан особенно предпочтительный вариант выполнения муфты 5. При этом сужение 13, выступ или носик выполнен в виде уступа, в основном, постоянного наружного диаметра. При этом муфта 5 может быть изготовлена в виде точеной детали. За счет этого не требуется выполнять отверстие 4 в наружном днище 3 или в корпусе 2 со скосом. Однако в качестве альтернативы в наружном днище может быть дополнительно предусмотрен скос.
За счет отсутствия скоса в наружном днище 3 или в корпусе 2 отверстие особенно просты и недорогим образом может быть выполнено посредством вырубки.
В варианте на фиг.7b, 7с нижняя сторона сужения 13 может лежать, в основном, в одной плоскости с внутренней стороной наружного днища 3 или корпуса 2 в зоне отверстия 4.
Преимущество вариантов на фиг.7а-7с по сравнению с вариантами на фиг.5, 6 состоит в том, что внутри ресивера 1 для сжатого воздуха не образуется грязевая кромка, поскольку выполнение и расположение муфты 5 исключают выдающиеся назад выступы на внутренней стороне ресивера 1 для сжатого воздуха.
В принципе, варианты выполнения на фиг.7а-7с могут быть комбинированы с другими признаками, которые были изложены в отношении других вариантов или, вообще, в отношении изобретения.
На фиг.8 показан принцип альтернативного варианта выполнения сварки муфты 5 с ресивером 1 для сжатого воздуха. Лазер 7 приставляется к внутренней стороне наружного днища 3. Приставленная с наружной стороны к ресиверу 1 для сжатого воздуха муфта 5 приваривается, тем самым, на отверстии 4 за счет того, что лазер 7 воздействует на внутреннюю сторону наружного днища 3. Лазер 7, предпочтительно, установлен так, что он сваривает радиально наружную кольцевую поверхность муфты 5 с примыкающим материалом ресивера 1 для сжатого воздуха. Радиально наружная кольцевая поверхность обозначена на фиг.8 штриховой линией. Поскольку внутренний диаметр муфты 5 меньше внутреннего диаметра отверстия 4, внутренняя кромка муфты 5 находит на внутреннюю кромку отверстия 4. Согласно изобретению может быть также предусмотрено, что лазер сваривает с примыкающим материалом ресивера 1 для сжатого воздуха не только одну кольцевую поверхность муфты 5, но и две или более.
На фиг.9 представлен другой вариант выполнения приваривания муфты 5 к отверстию 4 или к ресиверу 1 для сжатого воздуха. Для этого применяется CD-сварка. Муфта 5 приставляется к предусмотренному месту ресивера 1 для сжатого воздуха и за счет короткого импульса тока или применения CD-сварки сваривается с примыкающим материалом ресивера 1 для сжатого воздуха. Как видно из фиг.9, муфта 5 имеет на своей нижней стороне 5а огибающую плавкую кромку 14. Последняя имеет кольцеобразный контур. Посредством CD-сварки плавкая кромка 14 сплавляется или сваривается с ресивером 1 для сжатого воздуха. Предпочтительно плавкая кромка 14 имеет клинообразный контур, т.е. сужается от нижней стороны 5а муфты 5 в направлении к ресиверу 1 для сжатого воздуха. При необходимости, на нижней стороне 5а муфты 5 могут быть выполнены также две или более плавких кромок 14. Предпочтительно, если плавкая кромка 14 радиально снаружи кольцеобразно огибает нижнюю сторону 5а муфты 5.
Показанный в данном варианте выполнения ресивер 1 для сжатого воздуха имеет внутреннее покрытие 6 на своей внутренней стороне 1а, нанесенное порошковым методом. При этом в данном варианте выполнения предусмотрено, что порошковое покрытие нанесено на внутреннюю сторону 1а ресивера 1 для сжатого воздуха электростатически, для чего используется трибозаряд. Как видно из фиг.10, порошковое покрытие наносится посредством трибокопья 15. Оно содержит распылительную головку 16, которая выдает порошок как радиально, так и вперед и назад. Это показано на фиг.10.
Особо предпочтительный вариант выполнения устройства для нанесения порошкового покрытия показан на фиг.11. При этом предусмотрен держатель 17 для размещения нескольких ресиверов 1 для сжатого воздуха. Для каждого ресивера для сжатого воздуха 1 предусмотрено свое трибокопье 15 с распылительной головкой 16. Далее предусмотрена втулка 18 с внутренним отверстием. Втулка 18 помещается в отверстие 4 в наружном днище 3, создавая, тем самым, входное отверстие для копья 15. Вводимая во втулку 18 часть трибокопья 15 и распылительная головка 16 должны иметь наружный диаметр, предпочтительно, самое большее 20 мм, особенно предпочтительно самое большее 15 мм. Далее устройство на фиг.11 содержит устройства 19 для ввода трибокопьев 15 через сквозные отверстия и их повторного отвода с отдачей порошка покрытия. На фиг.11 далее предусмотрено устройство 20 для предварительной обработки внутренней стороны 1а ресивера для сжатого воздуха 1. Кроме того, предусмотрено устройство 21 для сушки нанесенного порошка при температуре 150-250°, предпочтительно 200°. Держатель 17 может быть подвижным за счет соответствующей подвески. Он фиксирует ресиверы для сжатого воздуха 1 как сверху, так и снизу. Одновременно могут обрабатываться также несколько ресиверов 1 для сжатого воздуха.
В данном варианте выполнения предусмотрено, что также наружная сторона ресивера 1 для сжатого воздуха снабжается порошковым покрытием.
Изобретение касается ресивера для сжатого воздуха для грузовых автомобилей, содержащего трубчатый или цилиндрический корпус, закрытый на своих обоих концах приваренными наружными днищами. По меньшей мере, одно наружное днище и/или корпус снабжен отверстием. К отверстию приварена муфта. По меньшей мере, внутренняя сторона ресивера для сжатого воздуха снабжена внутренним покрытием. Контактные поверхности между корпусом и наружными днищами выполнены таким образом, что они примыкают друг к другу встык, соответственно, впритык и сварены между собой без сварочного материала посредством лазерной сварки. Муфта приварена к отверстию посредством лазерной или конденсаторно-разрядной сварки. Внутреннее покрытие ресивера для сжатого воздуха нанесено порошковым методом. При этом муфта имеет выточку, скос или канавку, расположенную таким образом, что между нею и ресивером остается образованный муфтой грат или кольцеобразный выступ. Технический результат - простота изготовления и снижение стоимости ресивера. 3 н. и 24 з.п. ф-лы, 14 ил.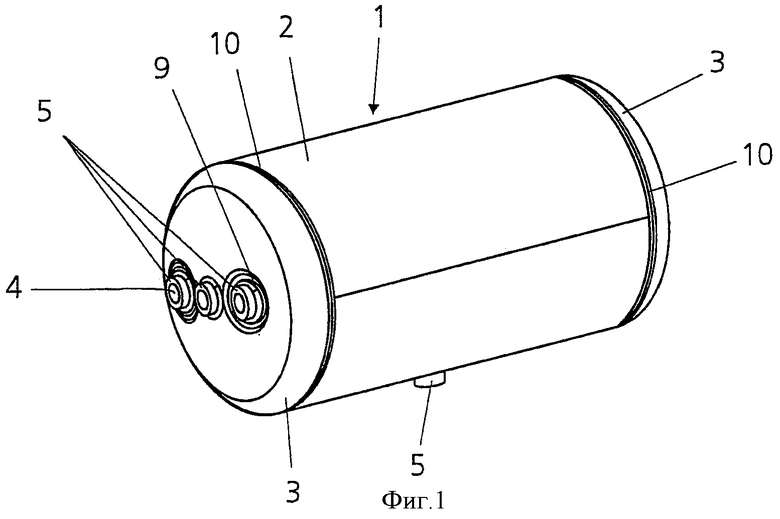
1. Ресивер для сжатого воздуха для грузовых автомобилей, содержащий трубчатый или цилиндрический корпус, закрытый с обоих концов приваренными наружными днищами, причем, по меньшей мере, одно наружное днище и/или корпус снабжен отверстием, к которому приварена муфта, причем, по меньшей мере, внутренняя сторона ресивера снабжена внутренним покрытием, отличающийся тем, что
контактные поверхности (2a, 3a) между корпусом (2) и наружными днищами (3) примыкают друг к другу встык, соответственно, впритык и сварены между собой без сварочного материала посредством лазерной сварки;
причем муфта (5) приварена к отверстию (4) посредством лазерной или конденсаторно-разрядной сварки;
а внутреннее покрытие (6) ресивера (1) нанесено порошковым методом,
при этом муфта (5) имеет выточку (11), скос или канавку, расположенную таким образом, что между нею и ресивером (1) остается образованный муфтой (5) грат или кольцеобразный выступ.
2. Ресивер по п.1, отличающийся тем, что контактные поверхности (2a, 3a) расположены в его радиальной плоскости.
3. Ресивер по п.1, отличающийся тем, что контактные поверхности (2a, 3a) имеют скос (8) до 45°, предпочтительно 15±5°.
4. Ресивер по любому из пп.1-3, отличающийся тем, что лазер (7) содержит две лазерные головки, предназначенные для сваривания между собой одновременно контактных поверхностей (2а, 3а) между наружным днищем (3) и корпусом (2).
5. Ресивер по п.1, отличающийся тем, что лазерный луч установленного снаружи лазера (7) проникает в выточку (11), скос или канавку (13), при этом грат (12) или кольцеобразный выступ муфты (5) сплавляется с примыкающим материалом ресивера (1).
6. Ресивер по любому из пп.1-3, отличающийся тем, что муфта (5) приварена с наружной стороны к отверстию (4) посредством лазера (7), установленного на внутренней стороне (1а) наружного днища (3).
7. Ресивер по п.6, отличающийся тем, что лазер (7) предназначен для радиального сваривания наружной кольцевой поверхности муфты (5) с примыкающим материалом ресивера (1).
8. Ресивер по любому из пп.1-3, отличающийся тем, что муфта (5) имеет на своей примыкающей к нему нижней стороне (5а), по меньшей мере, одну, проходящую, по меньшей мере, в основном, кольцеобразно плавкую кромку (14), которая соединена или сварена с ресивером (1) посредством конденсаторно-разрядной сварки.
9. Ресивер по п.8, отличающийся тем, что плавкая кромка (14) выполнена кольцеобразной и радиально снаружи огибает нижнюю сторону муфты (5).
10. Ресивер по любому из пп.1-3, отличающийся тем, что наружный диаметр муфты (5) меньше внутреннего диаметра отверстия (4).
11. Ресивер по п.10, отличающийся тем, что муфта (5), по меньшей мере, одним участком своей осевой длины вставлена в отверстие (4) и сварена там.
12. Ресивер по любому из пп.1-3, отличающийся тем, что муфта (5) имеет на своей обращенной к отверстию (4) нижней стороне сужение (13) и/или аксиально выдающийся выступ и/или выступающий носик, причем сужение (13) и/или выступ и/или носик, по меньшей мере, на своем обращенном от муфты (5) конце имеет наружный диаметр, который меньше внутреннего диаметра отверстия (4).
13. Ресивер по п.12, отличающийся тем, что контур наружного диаметра сужения (13), выступа или носика соответствует контуру внутренней кромки отверстия (4).
14. Ресивер по п.12, отличающийся тем, что сужение (13), выступ или носик имеет наружный диаметр, по меньшей мере, в основном, полностью заполняющий отверстие (4).
15. Ресивер по п.12, отличающийся тем, что сужение (13), выступ или носик имеет скошенную кромку, при этом наружный диаметр сужения (13), выступа или носика уменьшается к его свободной кромке.
16. Ресивер по п.12, отличающийся тем, что сужение (13), выступ или носик выполнен в виде уступа, в основном, постоянного наружного диаметра.
17. Ресивер по любому из пп.1-3, отличающийся тем, что окружающий отверстие (4) участок корпуса (2) и/или наружных днищ (3) выполнен плоским или уплощенным.
18. Ресивер по п.17, отличающийся тем, что уплощение (9) выполнено посредством чеканочного инструмента.
19. Ресивер по любому из пп.1-3, отличающийся тем, что порошковое покрытие нанесено на внутреннюю сторону (1a) ресивера (1) электростатически, предпочтительно посредством трибозаряда.
20. Ресивер по п.19, отличающийся тем, что внутреннее покрытие (6) высушено при температуре 150-250°, предпочтительно 200°.
21. Способ изготовления ресивера для сжатого воздуха для грузовых автомобилей, в частности для их пневморессор, при котором из плоской заготовки сгибают трубчатый или цилиндрический корпус, затем посредством вытяжки или чеканки формируют два наружных днища, которые сваривают с торцевыми сторонами корпуса, причем, по меньшей мере, в одном наружном днище и/или корпусе выполняют отверстие, к которому приваривают муфту, а затем, по меньшей мере, внутреннюю сторону ресивера снабжают внутренним покрытием, отличающийся тем, что
контактные поверхности (2a, 3a) между корпусом (2) и наружными днищами (3) стыкуют плоскостно, соответственно, впритык, затем контактные поверхности (2a, 3a) сваривают между собой без сварочного материала посредством лазерной сварки;
причем муфту (5) приваривают к отверстию (4) посредством лазерной или конденсаторно-разрядной сварки;
а внутреннее покрытие (6) наносят порошковым методом.
22. Способ по п.21, отличающийся тем, что метод порошкового покрытия является электростатическим методом порошкового покрытия, предпочтительно с использованием трибозаряда.
23. Способ по п.22, отличающийся тем, что для нанесения порошка на внутреннюю сторону (1a) ресивера (1) для сжатого воздуха используют трибокопье (15).
24. Устройство для осуществления способа по п.21, отличающееся тем, что оно содержит:
копье (15) с распылительной головкой (16) для ввода в ресивер (1) для сжатого воздуха;
втулку (18) с внутренним отверстием для ввода в отверстие (4) в наружном днище (3) для формирования входного отверстия для копья (15);
держатель (17) для размещения ресивера (1) для сжатого воздуха, при этом входное отверстие ориентировано вниз;
а также устройство (19) для ввода копья (15) через входное отверстие и отвода с отдачей порошка покрытия.
25. Устройство по п.24, отличающееся тем, что оно содержит устройство (20) для предварительной обработки внутренней стороны (1a) ресивера (1) для сжатого воздуха.
26. Устройство по п.24 или 25, отличающееся тем, что оно содержит устройство (21) для сушки нанесенного порошка при температуре 150-250°, предпочтительно 200°.
27. Устройство по п.24 или 25, отличающееся тем, что наружный диаметр вводимой во втулку (18) части копья (15) с распылительной головкой (16) не превышает 20 мм, предпочтительно не превышает 15 мм.
| US 5697515 A, 16.012.1997 | |||
| DE 10017021 A1, 11.10.2001 | |||
| СПОСОБ СБОРКИ БАЛЛОНА, РАБОТАЮЩЕГО ПОД ДАВЛЕНИЕМ | 2006 |
|
RU2305223C1 |
| RU 69609 U1, 27.12.2007 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА | 2005 |
|
RU2286861C1 |

