Изобретение относится к способу изготовления компонента, в частности компонента транспортного средства и/или компонента двигателя, предпочтительно поршня двигателя внутреннего сгорания.
Из WO 2017/029186 А1 известен стальной или алюминиевый поршень для двигателя внутреннего сгорания. Поршень включает в себя канал для охлаждения, в котором продолжаются цапфы и/или который включает в себя неровности, утолщения и/или сужения. В качестве способа изготовления по меньшей мере одной из частей такого стального или алюминиевого поршня для двигателя внутреннего сгорания используется метод аддитивного производства. Метод аддитивного производства применяется для того, чтобы создавать формы, изготавливать которые раньше было невозможно или практически невозможно.
В US 9,765,727 В2 раскрывается способ изготовления поршня. Данный способ включает в себя отливку или ковку поршня как цельного элемента с открытым рядом отверстий из недорогого одного материала, например, стали, чугуна или алюминия. Способ дополнительно включает в себя образование одной части поверхности камеры сгорания, в случае с которой речь идет о небольшой области поршня, находящейся непосредственно под камерой сгорания, из второго материала с применением аддитивного производства. Второй материал обладает по сравнению с первым материалом более высокими показателями теплопроводности и устойчивости к окислению, эрозии и образованию нагара масла. В частности, раскрывается, что второй материал отличается от первого материала и выбор осуществляется из таких материалов, как нержавеющая сталь, сплав на основе никеля и сплав на основе никеля и хрома.
В US 2014/0299091 А1 раскрывается корпус поршня, состоящий из первой части и второй части, включающей в себя корончатый элемент с верхней поверхностью горения и по меньшей мере частично закрытый ряд отверстий для масла. Первая и вторая части соединяются в месте соединения, находящемся на стороне масляного канала, противоположной верхней поверхности горения. Первая часть изготавливается методом отливки или ковки. Вторая часть изготавливается методом аддитивного производства, например, методом прямого лазерного спекания металла. Вторая часть состоит из материала, обладающего по сравнению с первой частью повышенной устойчивостью к окислению. Способ изготовления позволяет получить определенные геометрические признаки, например, ряды отверстий для масла или полости для сгорания.
Таким образом, согласно известному уровню развития технологий для формирования сложных геометрических форм или для обеспечения более высоких показателей теплопроводности и устойчивости к окислению, эрозии и образования нагара масла применяется метод аддитивного производства.
Задачей данного изобретения является создание альтернативного и/или улучшенного способа изготовления компонента, в частности компонента транспортного средства и/или компонента двигателя, предпочтительно поршня двигателя внутреннего сгорания. В частности, способ изготовления должен обеспечивать возможность создания компонента, выдерживающего высокие термические и/или трибологические нагрузки. Дополнительно при этом следует учитывать необходимость особенно хорошего (прочного) соединения с первой областью корпуса и особенно эффективной структуры сплава, а также особенно экономичного процесса изготовления.
Поставленная задача решается признаками по независимому пункту 1 формулы изобретения. Предпочтительные дополнительные варианты осуществления изобретения перечислены в зависимых пунктах формулы изобретения и в описании.
Данный способ предназначен для изготовления компонента, в частности, компонента транспортного средства и/или компонента двигателя (например, компонента двигателя транспортного средства, стационарного двигателя, газового двигателя, дизельного двигателя, бензинового двигателя, турбины и т. д.), предпочтительно поршня двигателя внутреннего сгорания. Способ включает формирование (например, изготовление, создание и т. д.) первой области корпуса, в частности, посредством отливки и/или ковки. Способ включает формирование (например, изготовление, создание и т. д.) второй области корпуса, соединенной с первой областью корпуса (например, непосредственно или опосредованно), из алюминиевого сплава или сплава на основе железа (например, стали, сплава чугуна), или сплава на основе меди методом аддитивного производства. Вторая область корпуса легирована так, что обладает по сравнению с первой областью корпуса более высокой термической устойчивостью, более высокой механической прочностью и/или более высокой износостойкостью под воздействием трибологических нагрузок.
Тем самым, способ позволяет создавать компонент гибридным методом производства, включающим изготовление второй области корпуса, например, из алюминиевого сплава предпочтительным образом, применяя аддитивные технологии. Таким образом, компонент представляет собой гибридную деталь. Метод аддитивного производства позволяет легировать вторую область корпуса для получения такой высокой термической устойчивости и механической прочности, в частности, при высоких гомологических температурах, которая невозможна или практически невозможна в случае с традиционными способами изготовления, например, методом литья или ковки, компонента, в частности, поршня из алюминиевого сплава или сплава на основе железа, или сплава на основе меди. Высокая термическая устойчивость и механическая прочность важны, к примеру, при использовании алюминиевого сплава, так как алюминий сам по себе обладает небольшими показателями термической устойчивости и механической прочности по сравнению, например, со сталью. В отличие от известного уровня развития технологий, раскрытого в US 9,765,727 B2, в частности, принимается во внимание не более высокая теплопроводность второй области корпуса, так как сам по себе алюминий уже обладает высокими значениями теплопроводности по сравнению, например, со сталью.
Первая область корпуса и вторая область корпуса могут быть целесообразно изготовлены разными способами. В частности, с применением аддитивного производства может быть изготовлена только вторая область корпуса. К примеру, первая область корпуса может изготавливаться традиционным или обычным способом.
Возможно, чтобы первая область корпуса содержала несколько соединенных друг с другом участков (соединенных, например, посредством сварки трением, индукционной, лазерной, гибридной сварки), которые могут изготавливаться традиционным или обычным методом. Также возможно, чтобы первая область корпуса соединялась с другими областями корпуса (соединенными, например, посредством сварки трением, индукционной, лазерной, гибридной сварки), которые могут изготавливаться традиционным или обычным методом. Участки или дополнительные области корпуса могут быть также соединены, например, со второй областью корпуса. В частности, участки или дополнительные области корпуса также могут соединяться друг с другом и/или с первой областью корпуса до, во время или после формирования второй области корпуса.
Например, методом аддитивного производства может являться лазерное спекание, лазерное плавление, электронно-лучевое спекание и/или электронно-лучевое плавление.
В дополнительном варианте осуществления изобретения с целью образования второй области корпуса происходит наплавление металлического порошка или нескольких разных видов металлического порошка методом аддитивного производства.
В одном из вариантов осуществления изобретения содержание легирующего материала во второй области корпуса является градированным и/или легирование является неоднородным (например, содержание легирующих элементов изменяется по оси градирования). В качестве альтернативы или дополнительно содержание легирующего элемента или нескольких легирующих элементов (например, постепенно, плавно, последовательно, поэтапно) изменяется (например, увеличивается или уменьшается) во второй области корпуса с увеличением расстояния до первой области корпуса (например, расстояние до контактной поверхности первой области корпуса, контактирующей со второй областью корпуса) и/или с уменьшением расстояния до поверхности компонента (в частности, подвергающейся высоким термическим или механическим нагрузкам) второй области корпуса (или, соответственно, компонента).
Это позволяет создать в пределах второй области корпуса разные участки с по меньшей мере частично различающимися свойствами. В частности, данный способ позволяет улучшить характеристики и одновременно снизить затраты на дорогостоящие легирующие элементы. Для градирования или, соответственно, неоднородного легирования методом аддитивного производства производится, например, последовательное наплавление разных исходных материалов, например разных металлических порошков.
В одном из примеров осуществления изобретения способ включает придание шероховатости соединяемой с первой областью корпуса контактной поверхности второй области корпуса, в частности, посредством лазера или потока электронов. В качестве альтернативы или дополнительно способ включает придание шероховатости соединяемой с второй областью корпуса контактной поверхности первой области корпуса, в частности, посредством лазера или потока электронов. Придание шероховатости может улучшить прочность и стойкость соединения между первой и второй областями корпуса.
Например, за счет такой обработки поверхности может быть придана шероховатость в миллиметровом или микрометровом диапазонах.
В дополнительном варианте осуществления изобретения придание шероховатости контактной поверхности и формирование второй области корпуса осуществляется на одном и том же производственном оборудовании (например, установка для электронно-лучевой или лазерной обработки). Благодаря этому отсутствует необходимость смены оборудования. Это обеспечит экономию затрат и времени, а также исключит необходимость в дополнительном отдельном оборудовании.
В наиболее предпочтительном примере осуществления изобретения вторая область корпуса обладает по сравнению с первой областью корпуса более высокой термической устойчивостью и/или более высокой механической прочностью, и/или более высокой износостойкостью под воздействием трибологических нагрузок за счет образования методом аддитивного производства множества, в частности, мелко распределенных, в частности, жаропрочных и/или уменьшающих износ фаз (участков) во второй области корпуса. В качестве альтернативы или дополнительно вторая область корпуса обладает более высокой по сравнению с первой областью корпуса термической устойчивостью, и/или более высокой механической прочностью, в частности, при гомологических температурах больше или равных 0,5 (т. е. при высоких гомологических температурах), и/или более высокой износостойкостью под воздействием трибологических нагрузок за счет более высокого по сравнению с первой областью корпуса содержания легирующих элементов. Более высокое содержание легирующих элементов позволяет создавать методом аддитивного производства больше по сравнению с первой областью корпуса, в частности, распределенных и/или жаропрочных, и/или уменьшающих износ фаз или, соответственно, участков.
Под высокой термической устойчивостью целесообразно можно понимать процессы, в которых имеющиеся участки расформировываются или формируются только при сравнительно высоких температурах, в частности, высоких гомологических температурах больше 0,5.
В частности, под гомологической температурой может пониматься отношение температуры T материала к его температуре плавления TП.
Участки, являющиеся термически устойчивыми при гомологических температурах свыше 0,5 TП или, в частности, свыше 0,7 TП основного материала могут целесообразно рассматриваться как жаропрочные. Участками с меньшей термической устойчивостью в алюминиевых сплавах могут быть, например, участки соединений Mg2Si и Al2Cu.
В частности, предпочтительно мелкое распределение и формирование жаропрочных и/или уменьшающих износ фаз может происходить за счет высокой скорости затвердевания в аддитивном производстве, например, автоматически.
Например, в частности, мелкое распределение жаропрочных и/или уменьшающих износ фаз на металлографических поперечных шлифах можно контролировать посредством оптического микроскопа или, в частности, сканирующего и трансмиссионного электронного микроскопа, а также посредством томографических атомных зондов (также называемых трехмерными атомными зондами).
В дополнительном примере осуществления изобретения вторая область корпуса включает в себя, в частности, термически и/или механически нагруженную (например, в результате горения, трения и т. д.) поверхность компонента. Тем самым, высокая термическая устойчивость, высокая механическая прочность и/или высокая износостойкость под воздействием трибологических нагрузок второй области корпуса может быть предпочтительным образом использована для противодействия термическим и/или механическим воздействиям на поверхность компонента.
Высокое содержание легирующих материалов может содействовать формированию во второй области корпуса скелетоподобной структуры участков с мелким распределением (например, структуры фаз литья из внутриметаллических фаз) с жаропрочными внутриметаллическими фазами. Эта структура участков отличается существенно более мелким распределением по сравнению, например, с литыми алюминиевыми поршнями. Т. е. размер частиц на этих участках составляет менее 2 мкм, предпочтительно менее 1 мкм, и, в частности, предпочтительно менее 500 нм. Как результат, уменьшаются напряжения на границах раздела фаз, а прочность связи фаз достигается лишь при значительно более высоких механических или термомеханических нагрузках, чем у изготовленных традиционными методами литья или ковки компонентов. Вместе с тем, по этой имеющей вид трехмерной сетки структуре мелких фаз литья происходит передача нагрузок в скелет из участков, а механические свойства улучшаются, в частности, при высоких гомологических температурах. В алюминиевой, железной или медной матрицах также может быть сформировано большое количество мелко распределенных вторичных участков за счет повышенной скорости охлаждения и связанного с этим перенасыщения матрицы посторонними элементами. Их типичный размер колеблется в пределах от 1 до 500 нм, что дополнительно повышает показатели механической прочности.
В одном из примеров осуществления изобретения первая область корпуса выполнена из стали или алюминиевого сплава. Это позволяет изготавливать первую область корпуса и, тем самым, компонент с целесообразно небольшими затратами.
В предпочтительном варианте осуществления изобретения первая область корпуса представляет собой заготовку поршня (например, включающую в себя юбку поршня, отверстия под палец, нижнюю часть поршня, канал для охлаждения поршня, блок охлаждения поршня (в частности, полный)) двигателя внутреннего сгорания. В качестве альтернативы или дополнительно вторая область корпуса, в основном, включает в себя по меньшей мере один участок днища поршня (например, поверхность горения), в частности, кромку полости в днище поршня. Следовательно, термически нагруженное днище поршня, обращенное к камере сгорания цилиндра, может быть образовано второй областью корпуса с высокой термической устойчивостью. Другие участки поршня, в меньшей степени подверженные воздействию температуры, напротив, могут быть образованы первой областью корпуса традиционным малозатратным способом.
В дополнительном варианте осуществления изобретения вторая область корпуса выполнена в виде покрытия (например, включающего в себя несколько слоев нанесенного аддитивным методом материала). В качестве альтернативы или дополнительно толщина материала во второй области корпуса меньше толщины материала в первой области корпуса и/или меньше 20 мм, 15 мм или 10 мм и/или больше 0,3 мм, 1 мм, 2 мм или 3 мм. За счет сравнительно небольшого размера второй области корпуса трудоемкость и затраты на формирование второй области могут быть снижены.
В одной из форм осуществления изобретения вторая область корпуса формируется непосредственно на первой области корпуса. В качестве альтернативы или дополнительно вторая область корпуса в процессе изготовления соединяется с первой областью корпуса, в частности, методом сварки трением, индукционной сварки, лазерной сварки, гибридной сварки или т. п. В результате имеется как возможность создания второй области корпуса заодно с первой областью, так и возможность создания второй области корпуса сначала отдельно для последующего соединения с первой областью корпуса.
В дополнительном варианте осуществления изобретения аддитивное производство выполняется путем наплавки с использованием флюсовой подушки, причем наплавка порошкообразного металла или нескольких разных видов порошкообразного металла осуществляется, в частности, потоком электронов или лазером.
За счет разного содержания одного или нескольких легирующих элементов имеется возможность изменения количества, в частности, жаропрочных и/или уменьшающих износ фаз (участков) в процессе аддитивного производства. В частности, так могут быть созданы один или несколько участков, включающих в себя больше жаропрочных и/или уменьшающих износ фаз по сравнению с другими участками второй области корпуса.
Например, для термически и/или механически нагруженной поверхности второй области корпуса могут быть предусмотрены особенно высокие показатели, в частности, термической устойчивости и/или механической прочности, и/или износостойкости. Также существует возможность придания поверхности контакта второй области корпуса с первой областью корпуса меньшей по сравнению с термически нагруженной поверхностью термической устойчивости.
В дополнительном варианте осуществления изобретения содержание легирующего элемента, Mg, Si и/или Cu во второй области корпуса уменьшается (например, постепенно, плавно, последовательно, поэтапно, послойно, пластами) с увеличением расстояния до первой области (например, расстояния до поверхности контакта первой и второй областей корпуса) корпуса и/или с уменьшением расстояния до поверхности компонента второй области корпуса.
В качестве альтернативы или дополнительно содержание легирующего элемента, Ni, Fe, Mn, Zr, V, Ti, Nb, Sc, Mo, Co, Cr, Hf, Ta, W, Re, Al, P и/или Si во второй области корпуса увеличивается (например, постепенно, плавно, последовательно, поэтапно, послойно, пластами) с увеличением расстояния до первой области (например, расстояния до поверхности контакта первой и второй областей корпуса) корпуса и/или с уменьшением расстояния до поверхности компонента второй области корпуса.
Содержание легирующего элемента или нескольких элементов может быть целесообразно увеличено или, соответственно, уменьшено так, чтобы термическая устойчивость второй области корпуса увеличивалась (например, постепенно, плавно, последовательно, поэтапно, послойно, пластами) с увеличением расстояния до первой области корпуса и/или с уменьшением расстояния до поверхности компонента второй области корпуса.
В одном из примеров осуществления изобретения способ дополнительно включает (в частности, частичный и/или управляемый по времени целенаправленный) нагрев и/или (в частности, частичное и/или управляемое по времени целенаправленное) охлаждение компонента до, во время и/или после формирования второй области корпуса. Это позволяет целесообразно оптимизировать свойства компонента. Например, свойства компонента можно регулировать и улучшать путем предварительного нагрева или целенаправленного охлаждения в процессе аддитивного производства.
Например, ускоренный процесс охлаждения позволяет, среди прочего, сделать структуру еще мельче. Кроме того, возможно усиленное перенасыщение матрицы и, тем самым, большее упрочнение смешанных кристаллов и закалка участков. Целенаправленный нагрев позволяет, среди прочего, уменьшить напряжения в компоненте, включая уменьшение коробления.
В дополнительном примере осуществления изобретения способ включает термическую обработку компонента после формирования второй области корпуса. Последующая термообработка позволяет добиться улучшения свойств компонента.
Данное раскрытие также относится к компоненту, в частности, к компоненту транспортного средства и/или компоненту двигателя (например, двигателя транспортного средства, стационарного двигателя, газового двигателя, дизельного двигателя, бензинового двигателя, турбины и т. д.), предпочтительно к поршню двигателя внутреннего сгорания, изготавливаемому раскрываемым здесь способом.
Также есть возможность применения данного способа для изготовления других, в частности, термически и/или механически высоконагруженных компонентов транспортного средства и/или двигателя и/или других компонентов.
Данное раскрытие также относится к транспортному средству (например, автотранспортному средству), в частности, к транспортному средству хозяйственного назначения (например, грузовому автомобилю или автобусу) с компонентом, изготавливаемым описанным здесь способом.
Описанные выше предпочтительные варианты осуществления и признаки изобретения можно комбинировать друг с другом в любом сочетании. Другие детали и преимущества данного изобретения описываются ниже со ссылкой на прилагаемые чертежи. На них показаны:
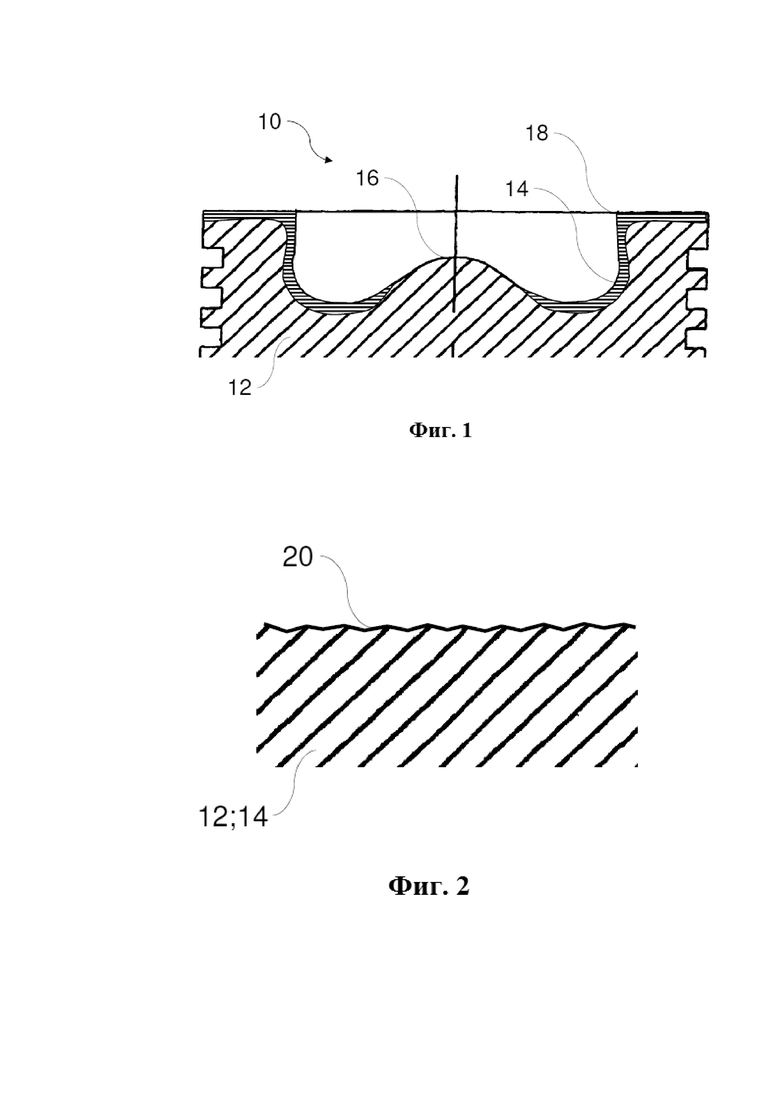
Фиг. 1 Фрагмент верхней части примерного поршня для двигателя внутреннего сгорания согласно данному раскрытию;
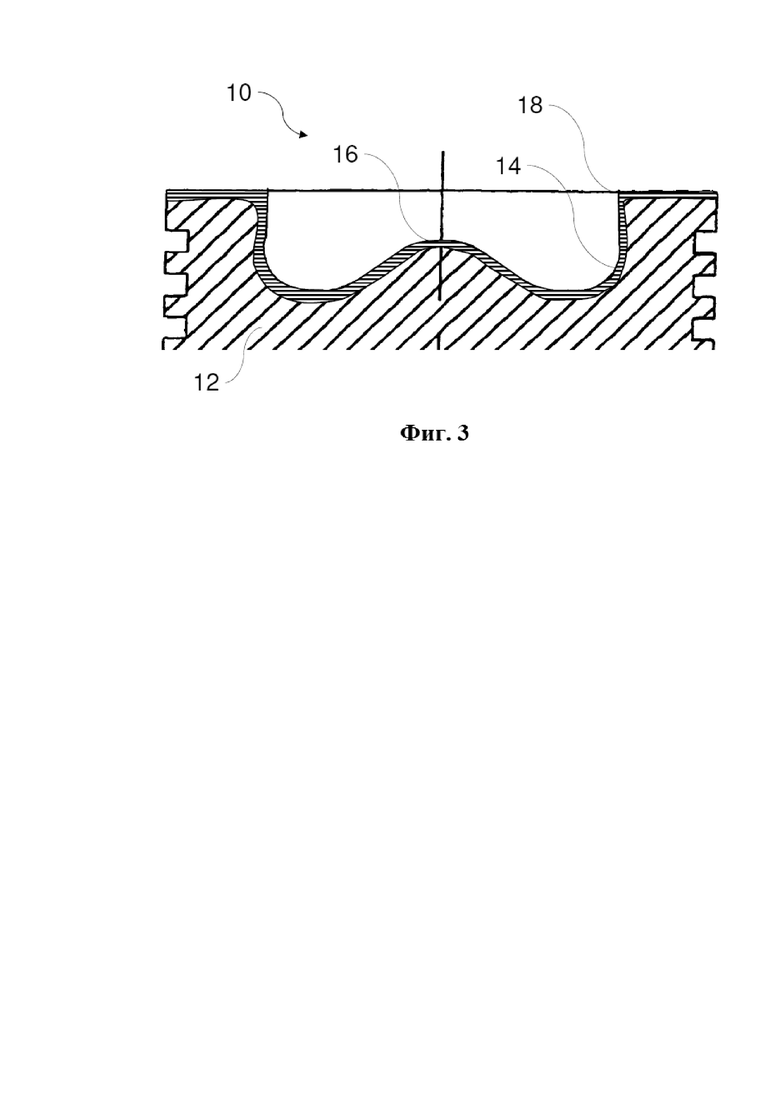
Фиг. 2 Фрагмент примерных первой и второй областей корпуса компонента транспортного средства согласно данному раскрытию; и
Фиг. 3 Фрагмент дополнительных примерных первой и второй областей корпуса компонента транспортного средства согласно данному раскрытию.
Изображенные на фигурах варианты осуществления изобретения совпадают по меньшей мере частично, так что аналогичные или идентичные детали обозначены одинаковыми номерами позиций и в качестве пояснений к ним даются ссылки на описание других вариантов осуществления либо, соответственно, на другие фигуры во избежание повторений.
На фиг. 1 изображена верхняя часть поршня 10 двигателя внутреннего сгорания, например, транспортного средства. Здесь поршень 10 описывается как наиболее предпочтительный пример осуществления способа изготовления по данному изобретению. Тем не менее, описываемым способом по данному изобретению также возможно изготавливать другие компоненты, например, другие компоненты двигателя внутреннего сгорания или турбины. В частности, способ по данному изобретению подходит для компонентов, обладающих поверхностью, на которую в процессе эксплуатации воздействуют (высокие) термические и/или механические нагрузки. Компонентом транспортного средства может быть компонент автотранспортного средства, в частности, транспортного средства хозяйственного назначения, например, автобуса или грузового автомобиля.
Поршень 10 может быть изготовлен в виде так называемого моноблока, как цельная деталь. В качестве альтернативы поршень может состоять из нескольких частей, причем эти несколько частей могут быть соединены друг с другом, например, разъемным или неразъемным соединением.
Поршень 10 образует первая область 12 корпуса и вторая область 14 корпуса. Первая область 12 корпуса изображена лишь частично. Первая область 12 корпуса образована заготовкой поршня. Вторая область 14 корпуса включает в себя по меньшей мере один участок днища 16 поршня 10. В показанном варианте осуществления изобретения вторая область 14 корпуса предусмотрена, в основном, в зоне кромки 18 полости в днище 16 поршня. Вторая область 14 корпуса продолжается в форме кольца. Также возможно, чтобы область 14 корпуса продолжалась, например, сплошным элементом. Вторая область 14 корпуса расположена, например, симметрично вокруг центральной продольной оси поршня 10. В частности, кромка 18 полости в днище поршня в процессе эксплуатации двигателя внутреннего сгорания подвергается высоким тепловым нагрузкам. Способ изготовления поршня 10 обеспечивает ему устойчивость к высоким тепловым нагрузкам, в частности, в области днища 16 поршня в процессе эксплуатации. Тем не менее, поршень 10 применим на практике, так как затраты и трудоемкость изготовления этого поршня 10 находятся на экономически приемлемом уровне.
Первая область 12 корпуса образует основную область корпуса, в то время как вторая область 14 корпуса представляет собой лишь часть области корпуса, в частности, краевую область корпуса. Первая область 12 корпуса непосредственно связана со второй областью 14 корпуса. В частности, первая область 12 корпуса переходит во вторую область 14 корпуса. Вторая область 14 корпуса располагает меньшей толщиной материала по сравнению с первой областью 12 корпуса. В частности, толщина материала второй области 14 корпуса составляет менее 20 мм. Например, вторая область 14 корпуса может быть выполнена в виде покрытия первой области 12 корпуса.
Способ изготовления поршня 10 задуман как гибридный способ изготовления. Первая область 12 корпуса и вторая область 14 корпуса изготавливаются разными способами.
Первая область 12 корпуса изготавливается традиционным способом, например, литьем или ковкой. Первая область 12 корпуса изготавливается из основного материала, в частности, из стали или алюминиевого сплава. Тем самым, первая область 12 корпуса может быть образована сравнительно недорогим способом.
Вторая область 14 корпуса изготавливается методом аддитивного производства, в частности, послойно. Вторая область 14 корпуса состоит из алюминиевого сплава. Также возможно, чтобы вторая область корпуса состояла из сплава на основе железа (например, стали, сплава чугуна) или на основе меди. Вторая область 14 корпуса легирована таким образом, что вторая область 14 корпуса обладает большей термической устойчивостью или, соответственно, жаропрочностью по сравнению с первой областью корпуса 12. Вторая область 14 корпуса может обладать повышенным содержанием легирующих элементов. В частности, метод аддитивного производства позволяет формировать большое количество, в частности, очень мелких, распределенных жаропрочных фаз или, соответственно, участков, придающих второй области 14 корпуса большую термическую устойчивость. В частности, посредством аддитивного производства вторая область 14 корпуса может получить за счет образования множества жаропрочных фаз такую термическую устойчивость и/или механическую прочность, которая была бы невозможной при использовании традиционного метода изготовления, применяемого для изготовления первой области 12 корпуса.
Первая область 12 корпуса изготавливается традиционным способом отдельно от второй области 14 корпуса. Вторая область 14 корпуса может быть изготовлена отдельно от первой области 12 корпуса. После изготовления вторая область 14 корпуса может быть впоследствии соединена с первой областью 12 корпуса неразрывной связью, в частности, методом сварки трением или лазерной сварки. Однако также возможно, чтобы вторая область 14 корпуса создавалась непосредственно на первой области 12 корпуса. Первая область 12 корпуса может быть соединена с другими, например, изготовленными традиционным способом областями компонента до, во время или после наращивания / создания второй области 14 корпуса. Соединение может быть создано, например, сваркой трением, индукционной сваркой, лазерной сваркой или гибридной сваркой.
Для создания второй области 14 корпуса производится направление металлического порошка или разных металлических порошков, например, путем наплавки с использованием флюсовой подушки. Например, выполненная в виде заготовки поршня первая область 12 корпуса может быть размещена в установке для аддитивного производства. Затем вторая область 14 корпуса создается непосредственно на первой области 12 корпуса путем направления металлического порошка или металлических порошков. Например, наплавление металлического порошка может происходить под действием лазерного или электронного излучения. Метод аддитивного производства может включать в себя, например, лазерное спекание или, соответственно, лазерное плавление.
В частности, поверхность второй области 14 корпуса подвергается высоким тепловым и/или механическим нагрузкам. Тепловые нагрузки могут уменьшаться в направлении к внутренней части поршня. Поэтому может быть, например, предусмотрено, чтобы вторая область 14 корпуса содержала градирование легирующих элементов. Иными словами, содержание легирующих элементов во второй области 14 корпуса может изменяться (например, повышаться или понижаться) с изменением расстояния до поверхности. Такое градирование может обеспечить, например, за счет сравнительно высокого или, соответственно, низкого содержания определенных легирующих элементов в области поверхности особенно высокую термическую устойчивость, а также высокую механическую прочность при низких и высоких гомологических температурах в этой области.
Например, содержание легирующего элемента, Mg, Si и/или Cu во второй области 14 корпуса может уменьшаться с увеличением расстояния до первой области 12 корпуса и/или с уменьшением расстояния до поверхности второй области 14 корпуса. Например, также возможно, чтобы содержание легирующего элемента, Ni, Fe, Mn, Zr, V, Ti, Nb, Sc, Mo, Co, Cr, Hf, Ta, W, Re, Al, P и/или Si во второй области 14 корпуса увеличивалось с увеличением расстояния до первой области 12 корпуса и/или с уменьшением расстояния до поверхности второй области 14 корпуса.
На фиг. 2 изображена контактная поверхность 20 между первой областью 12 или, соответственно, второй областью 14 корпуса. С контактной поверхностью 20 соприкасаются первая область 12 корпуса и вторая область 14 корпуса, когда они соединены или, соответственно, соединяются друг с другом. В частности, на фиг. 2 показано, что контактной поверхности 20 первой области 12 корпуса и/или второй области 14 корпуса может быть придана шероховатость для обеспечения прочного соединения между первой 12 и второй 14 областями корпуса и/или повышения прочности связи этого соединения. Контактной поверхности 20 первой области 12 корпуса целесообразно придается шероховатость, когда вторая область 14 корпуса создается непосредственно на первой области 12 корпуса. В этом случае шероховатость контактной поверхности 20 придается до создания второй области 14 корпуса. В другом случае, в котором вторая область 14 корпуса сначала изготавливается отдельно для последующего соединения с первой областью 12 корпуса, шероховатость контактной поверхности 20 второй области 14 корпуса придается дополнительно или в качестве альтернативы.
Предпочтительно, чтобы шероховатость контактной поверхности 20 придавалась посредством лазерного или электронного излучения. Возможно, чтобы придание контактной поверхности 20 шероховатости выполнялось на том же оборудовании, на котором изготавливается вторая область 14 корпуса.
Также возможно получение улучшенных свойств поршня 10, в частности, второй области 14 корпуса за счет целенаправленного охлаждения и/или нагрева до, во время или после изготовления. После изготовления поршень 10 также целесообразно может быть подвергнут термической обработке.
На фиг. 3 показан дополнительный пример осуществления изобретения. Здесь вторая область 14 корпуса предусмотрена по всей поверхности в зоне кромки 18 полости в днище 16 поршня 10 (включая саму полость и центральный свод). Иными словами, вторая область 14 корпуса включает в себя сплошную поверхность горения на поршне 10, обращенную к камере сгорания.
Данное изобретение не ограничивается предпочтительными примерами осуществления, которые были описаны выше. Более того, возможно множество вариантов и модификаций, в которых также будет использована идея данного изобретения, и поэтому такие варианты будут входить в объем правовой охраны. В частности, данное изобретение претендует на защиту объекта и признаков из зависимых пунктов формулы изобретения вне зависимости от их отсылки к соответствующим пунктам формулы. В частности, признаки независимого пункта 1 формулы изобретения могут быть раскрыты независимо друг от друга. Дополнительно признаки зависимых пунктов формулы изобретения раскрываются независимо от всех признаков независимого пункта 1 и, к примеру, независимо от признаков касательно наличия и/или конструкции первой области корпуса и/или второй области корпуса из независимого пункта 1.
Список номеров позиций
10 Поршень
12 Первая область корпуса
14 Вторая область корпуса
16 Днище поршня
18 Кромка полости в днище поршня
20 Контактная поверхность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА И ИЗГОТОВЛЕНИЯ КОМПОНЕНТОВ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И КОМПОНЕНТЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ, ОТРЕМОНТИРОВАННЫЕ ИЛИ ИЗГОТОВЛЕННЫЕ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2015 |
|
RU2635688C2 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ КАРТЕРА И/ИЛИ ГИЛЬЗЫ ЦИЛИНДРА ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2018 |
|
RU2757087C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА ТУРБОМАШИНЫ | 2015 |
|
RU2688985C2 |
| Способ получения кожухов камеры сгорания индустриальных двигателей с применением комплексной технологии прямого лазерного выращивания | 2023 |
|
RU2830597C1 |
| Способ изготовления корпусных деталей МГТУ технологией прямого лазерного выращивания | 2023 |
|
RU2832100C1 |
| СПЛАВ НА ОСНОВЕ ТИТАНА И КОМПОНЕНТ ВЫХЛОПНОЙ СИСТЕМЫ | 2021 |
|
RU2781823C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО КОМПОНЕНТА ПОСРЕДСТВОМ АДДИТИВНОГО ЛАЗЕРНОГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2574536C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ПОСЛОЙНЫМ ЛАЗЕРНЫМ СПЛАВЛЕНИЕМ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2015 |
|
RU2623537C2 |
| ЛИТЬЕВЫЕ ИЗДЕЛИЯ ИЗ СПЕЦИАЛЬНОГО СПЛАВА НА НИКЕЛЕВОЙ ОСНОВЕ (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СПЕЦИАЛЬНОГО СПЛАВА И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЭТИХ ИЗДЕЛИЙ | 1999 |
|
RU2235798C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ КРУПНОРАЗМЕРНЫХ КОМПОНЕНТОВ ТУРБОМАШИНЫ | 2019 |
|
RU2771152C1 |
Изобретение относится к области транспортного машиностроения. Способ изготовления компонента транспортного средства включает: формирование первой области корпуса путем отливки и/или ковки; формирование второй области корпуса, соединенной с первой областью корпуса, из алюминиевого сплава или сплава на основе железа, или сплава на основе меди методом аддитивного производства. Вторая область корпуса легирована так, что обладает по сравнению с первой областью корпуса более высокой термической устойчивостью, более высокой механической прочностью и/или более высокой износостойкостью под воздействием трибологических нагрузок. Компонент транспортного средства, изготавливаемый упомянутым способом. Достигается повышенная износостойкость и механическая прочность компонента транспортного средства. 2 н. и 4 з.п. ф-лы, 3 ил.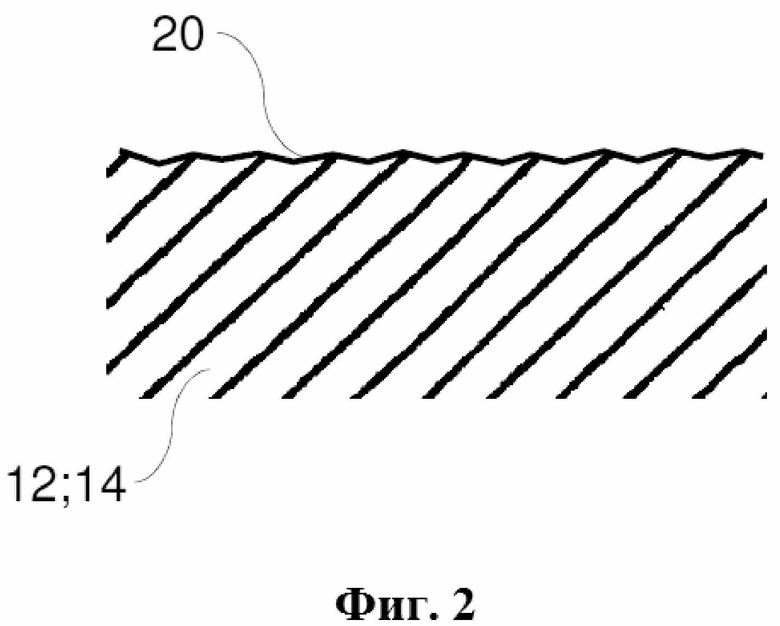
1. Способ изготовления компонента транспортного средства, в частности компонента двигателя транспортного средства, включающий
формирование первой области (12) корпуса, в частности, путем отливки и/или ковки; и
формирование второй области (14) корпуса, соединенной с первой областью (12) корпуса, из алюминиевого сплава или сплава на основе железа, или сплава на основе меди методом аддитивного производства, причем вторая область (14) корпуса легирована так, что обладает по сравнению с первой областью (12) корпуса более высокой термической устойчивостью, более высокой механической прочностью и/или более высокой износостойкостью под воздействием трибологических нагрузок, отличающийся тем, что
содержание легирующего элемента или нескольких легирующих элементов во второй области (14) корпуса изменяется с уменьшением расстояния до поверхности компонента второй области (14) корпуса, или
вторая область (14) корпуса обладает по сравнению с первой областью (12) корпуса более высокой термической устойчивостью и/или более высокой механической прочностью, и/или более высокой износостойкостью под воздействием трибологических нагрузок за счет образования методом аддитивного производства множества распределенных, в частности, жаропрочных и/или уменьшающих износ фаз во второй области (14) корпуса; и/или
вторая область (14) корпуса обладает более высокой по сравнению с первой областью (12) корпуса термической устойчивостью, и/или более высокой механической прочностью, в частности, при гомологических температурах больше или равных 0,5, и/или более высокой износостойкостью под воздействием трибологических нагрузок за счет более высокого по сравнению с первой областью (12) корпуса содержания легирующих элементов, или
вторая область (14) корпуса содержит, в частности, термически и/или механически нагруженную поверхность компонента, или
первую область (12) корпуса выполняют из стали или алюминиевого сплава, или
первая область (12) корпуса представляет собой заготовку поршня (10) двигателя внутреннего сгорания; и/или
вторая область (14) корпуса содержит по меньшей мере один участок днища (16) поршня (10), в частности, кромку (18) полости в днище (16) поршня, или
вторая область (14) корпуса представляет собой покрытие; и/или
толщина материала во второй области (14) корпуса меньше толщины материала в первой области (12) корпуса и/или меньше 20 мм, 15 мм или 10 мм и/или больше 0,3 мм, 1 мм, 2 мм или 3 мм, или
вторую область (14) корпуса формируют непосредственно на первой области (12) корпуса; или
вторую область (14) корпуса в процессе изготовления соединяют с первой областью (12) корпуса, в частности, методом сварки трением, индукционной сварки, лазерной сварки или гибридной сварки, или
аддитивное производство выполняют посредством наплавки с использованием флюсовой подушки, причем наплавку порошкообразного металла или нескольких разных видов порошкообразного металла осуществляют, в частности, потоком электронов или лазером, или
содержание легирующего элемента, Mg, Si и/или Cu во второй области (14) корпуса уменьшают с увеличением расстояния до первой области (12) корпуса и/или с уменьшением расстояния до поверхности компонента второй области (14) корпуса; и/или
содержание легирующего элемента, Ni, Fe, Mn, Zr, V, Ti, Nb, Sc, Mo, Co, Cr, Hf, Та, W, Re, Al, P и/или Si во второй области (14) корпуса увеличивают с увеличением расстояния до первой области (12) корпуса и/или с уменьшением расстояния до поверхности компонента второй области (14) корпуса, или
дополнительно включающий
нагрев и/или охлаждение компонента транспортного средства до, во время и/или после формирования второй области (14) корпуса; и/или
термическую обработку компонента транспортного средства после формирования второй области (14) корпуса.
2. Способ по п.1, отличающийся тем, что
формирование второй области (14) корпуса выполняют наплавлением металлического порошка или нескольких разных видов металлического порошка методом аддитивного производства.
3. Способ по п.1 или 2, отличающийся тем, что
содержание легирующего материала во второй области (14) корпуса является градированным и/или легирование является неоднородным; и/или
содержание легирующего элемента или нескольких легирующих элементов во второй области (14) корпуса изменяется с увеличением расстояния до первой области (12) корпуса.
4. Способ по любому из предыдущих пунктов, отличающийся тем, что он дополнительно включает
придание шероховатости соединяемой со второй областью (14) корпуса контактной поверхности (20) первой области (12) корпуса, в частности, посредством лазера или потока электронов; и/или
придание шероховатости соединяемой с первой областью (12) корпуса контактной поверхности (20) второй области (14) корпуса, в частности, посредством лазера или потока электронов.
5. Способ по п.4, отличающийся тем, что
придание шероховатости контактной поверхности и формирование второй области (14) корпуса осуществляют на одном производственном оборудовании.
6. Компонент транспортного средства, в частности компонент двигателя транспортного средства, изготавливаемый способом по любому из предыдущих пунктов.
| DE 102017214518 A1, 22.02.2018 | |||
| JP S6256562 A, 12.03.1987 | |||
| ПОРШЕНЬ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2205970C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2176943C2 |

