Настоящее изобретение относится к способу и устройству для обработки поверхности волокнистого композита, в частности углепластика (CFRP).
Волокнистые композиты все больше используются в самолетостроении. Волокнистые композиты - это материалы, которые усилены введенными в них волокнами. Наиболее часто используют стеклопластики (GFRP), углепластики (CFRP) и пластики, усиленные арамидными волокнами (арамидные композиты, AFC).
Поверхности углепластиков должны быть обработаны, если компоненты должны быть наклеены на такие композитные материалы. Например, прилегающие поверхности верхней и нижней обшивки аэродинамических поверхностей должны быть предварительно тщательно обработаны перед соединением для образования конечного крыла.
Детали ЛА, подвергающиеся чрезмерным нагрузкам во время полета, не должны выходить из строя. Клеевые стыки, которые имеют меньшую прочность, чем основной материал, могут приводить к ослаблению конструкционной детали.
Для того чтобы избежать таких слабых мест, поверхности, предназначенные для дальнейшей обработки путем соединения склеиванием, обычно вначале зашлифовывают. При шлифовании ламинированных необработанных поверхностей существует риск повреждения волокон, определяющих прочность материала.
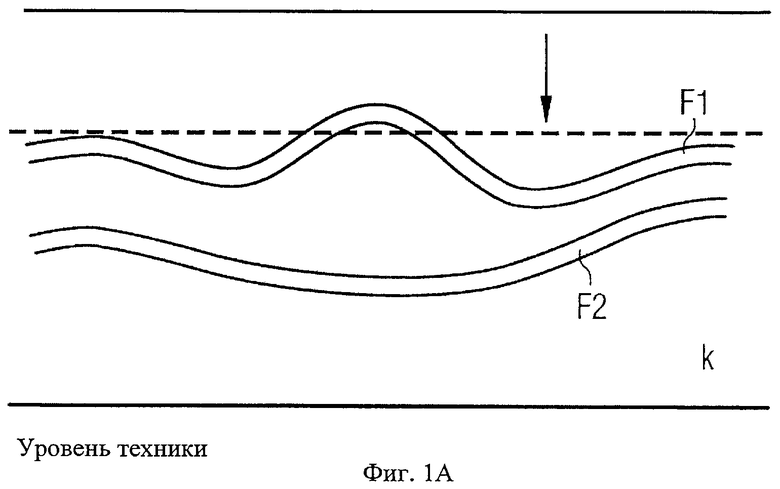
На Фиг.1А, 1В схематически показана обработка поверхности волокнистого композита путем традиционного шлифования.
Как показано на Фиг.1А, волокна F1, F2 введены в пластик К волокнистого композита для придания материалу прочности. Волокна F композитного материала имеют относительно высокую твердость и относительную хрупкость. Как можно видеть на Фиг.1, волокна F, которые введены в пластик К композитного материала, имеют определенную волнистость. Как показано на Фиг.1А, 1В, при шлифовании поверхности композитного материала некоторые из введенных в него волокон, например волокна F1, показанные на Фиг.1А, 1В, могут быть повреждены. Повреждение волокон снижает прочность композитного материала.
Таким образом, при шлифовании поверхности волокнистого композита существует риск повреждения волокон, определяющих прочность. Это можно установить путем измерения сопротивления поверхности, поскольку волокна обычно электропроводящие.
Поэтому в документе DE 10302594 А1 предложен способ подготовки поверхности углепластиков для дальнейшего получения несущих деталей конструкции, согласно которому поверхности углепластиков обрабатывают абразивом, содержащим зерна корунда с острыми кромками.
Однако этот известный способ имеет недостаток в том, что при обработке поверхности композитного материала зерна корунда не только удаляют пластик, но и воздействуют на хрупкие волокна, которые обнажаются в ходе этой операции. Этот известный способ также может приводить к повреждению волокон композитного материала.
Поэтому цель настоящего изобретения заключается в том, чтобы предложить способ и устройство для обработки поверхности волокнистого композита без ухудшения прочности волокнистого композита.
Эта цель достигнута, согласно изобретению, способом, который имеет признаки по пункту 1 формулы изобретения.
Изобретение предлагает способ обработки поверхности волокнистого композита, который имеет волокна конкретной твердости, причем поверхность волокнистого композита снимают абразивным средством, твердость которого меньше твердости волокон, содержащихся в волокнистом композите, и больше твердости пластика, в который введены волокна волокнистого композита.
В одном варианте осуществления способа согласно изобретению поверхность волокнистого композита обрабатывают абразивным средством в струе газа.
В одном варианте осуществления способа согласно изобретению поверхность волокнистого композита обрабатывают абразивным средством в струе жидкости.
В одном варианте осуществления способа согласно изобретению газом является воздух.
В одном варианте осуществления способа согласно изобретению жидкостью является вода.
В еще одном варианте осуществления способа согласно изобретению поверхность волокнистого композита обрабатывают абразивным средством, подаваемым центробежной силой.
В одном варианте осуществления способа согласно изобретению абразивным средством является полимочевина.
В одном варианте осуществления способа согласно изобретению твердость абразивного средства составляет от 3 до 4 по шкале Мооса.
В способе согласно изобретению поверхность волокнистого композита предпочтительно готовят для клеевого соединения.
В одном варианте осуществления способа согласно изобретению зерна абразивного средства имеют размер от 0,10 до 1,80 мм.
В одном варианте осуществления способа согласно изобретению зерна абразивного средства имеют размер от 0,10 до 0,50 мм.
В одном варианте осуществления способа согласно изобретению волокнистым композитом является углепластик.
В одном варианте осуществления способа согласно изобретению волокнистым композитом является стеклопластик.
В одном варианте осуществления способа согласно изобретению обработанную поверхность обдувают сжатым воздухом для удаления использованного абразивного средства.
В одном варианте осуществления способа согласно изобретению клей наносят на обработанную поверхность волокнистого композита, после чего к компоненту прилагают давление.
Изобретение, кроме того, предлагает абразивное средство для обработки поверхности волокнистого композита, который имеет волокна конкретной твердости, причем абразивное средство снимает поверхность волокнистого композита и имеет твердость меньше твердости волокон, содержащихся в волокнистом композите, и больше твердости пластика, в который введены волокна волокнистого композита.
В одном возможном варианте осуществления абразивного средства согласно изобретению абразивное средство содержит полимочевину.
В одном возможном варианте осуществления абразивного средства согласно изобретению абразивное средство состоит из зерен, которые имеют острые кромки неправильной формы.
В одном возможном варианте осуществления абразивного средства согласно изобретению зерна абразивного средства имеют размер зерна от 0,10 до 1,80 мм.
В одном варианте осуществления абразивного средства согласно изобретению зерна абразивного средства имеют размер зерна от 0,10 до 0,50 мм.
В одном возможном варианте осуществления абразивного средства согласно изобретению абразивное средство имеет твердость от 3 до 4 по шкале Мооса.
Изобретение, кроме того, предлагает устройство для обработки поверхности волокнистого композита, имеющее признаки по пункту 20 формулы изобретения.
Изобретение предлагает устройство для обработки поверхности волокнистого композита, который содержит волокна конкретной твердости, причем абразивное средство направляют на поверхность, и абразивное средство имеет твердость меньше твердости волокон, содержащихся в волокнистом композите и больше твердости пластика, в который введены волокна волокнистого композита.
В одном варианте осуществления устройства согласно изобретению абразивное средство подают с помощью средства для струйной обработки на поверхность волокнистого композита в струе газа или жидкости под давлением.
В другом варианте осуществления устройства согласно изобретению абразивное средство подают на поверхность волокнистого композита центробежной силой с помощью средства для центрифугирования.
В одном варианте осуществления устройства согласно изобретению абразивное средство снимает слой поверхности волокнистого композита до заданной глубины без повреждения волокон, содержащихся в волокнистом композите.
Варианты осуществления способа и устройства для обработки поверхности волокнистого композита согласно изобретению описаны ниже со ссылками на прилагаемые чертежи, где:
Фиг.1А, 1В - виды волокнистого композита в разрезе, показывающие операцию шлифования, известную из уровня техники, для обработки поверхности волокнистого композита;
Фиг.2А, 2В - виды волокнистого композита в разрезе для объяснения способа согласно изобретению;
Фиг.3 - схема способа согласно изобретению;
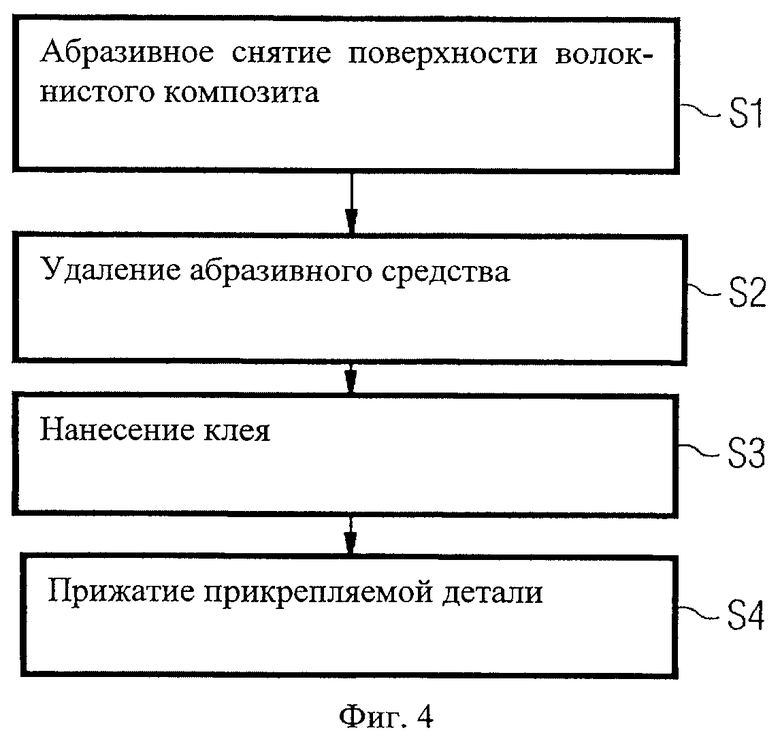
Фиг.4 - технологическая схема основных этапов способа для клеевого соединения детали с волокнистым композитом.
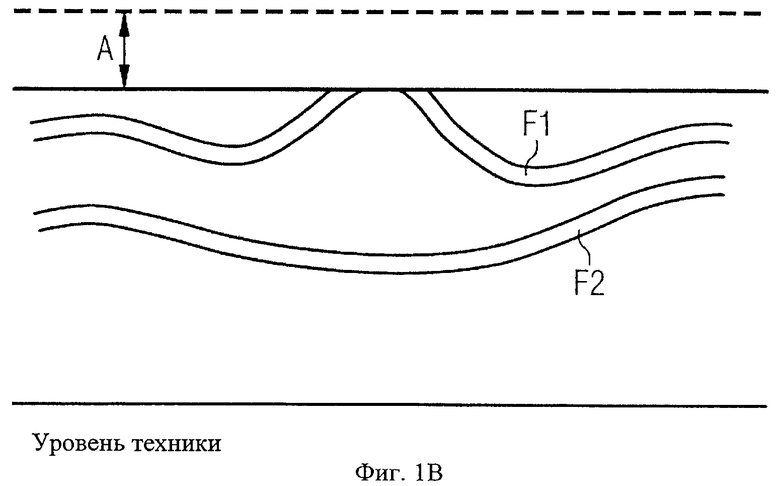
Как показано на Фиг.2А, волокнистый композит 1 для обработки способом согласно изобретению состоит из пластика 2, в который введены волокна 3-1, 3-2. Волокна 3-1, 3-2 являются высокопрочными волокнами, которые придают прочность композитному материалу. Волокна 3-1, 3-2 могут быть, например, углеродными, которые пропитаны смолой. Пластик 2 или смола может быть, например, реактопластом. В случае волокнистого композита с полимерной матрицей волокна пропитаны смолой. Это выполняют или послойно, т.е. укладывая поочередно слой смолы и слой волокон для получения слоистого композита, или из препрегов, которые нарезают по размеру и отверждают в формах при повышенной температуре и давлении для получения деталей. Характеристики волокнистого композита 1 могут быть разными из-за разной ориентации волокон 3-L. Волокнистый композит 1, показанный на Фиг.2А, также может быть стеклопластиком или арамидным композитом. Пластик 2, в который введены волокна 3-1, имеет конкретную твердость НК. Волокна 3-i, введенные в пластик 2, также имеют определенную твердость HF.
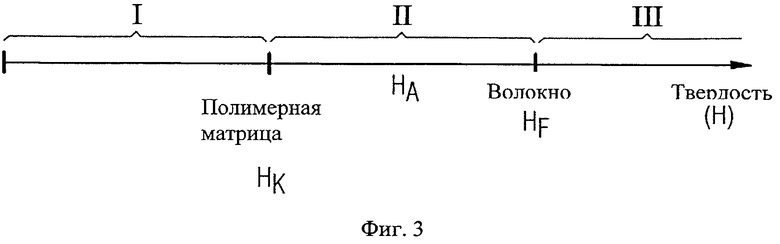
В способе согласно изобретению, как схематически показано на Фиг.2А, абразивное средство 5 направляют струей или под действием центробежной силы на поверхность 4 волокнистого композита 1. Это абразивное средство 5 содержит большое количество зерен 5-1-5-5. Воздействие зерен 5-i на поверхность 4 волокнистого композита 1 приводит к абразивному снятию поверхности 4, поскольку абразивное средство 5 или зерна 5-i абразивного средства 5 имеют твердость HA, которая больше твердости НК пластика 2, в который введены волокна 3-i волокнистого композита 1. Как показано на Фиг.2А, 2В, поверхность снимают с помощью абразивного средства 5, начиная с исходной поверхности 4 волокнистого композита 1 до поверхности 4' волокнистого композита 1. Как только зерна абразивного средства 5 коснутся волокон 3-i, которые введены в пластик 2, отскакивают от волокон 3-i, как показано на Фиг.2В. Как показано на Фиг.2В, зерно 5-3 абразивного средства 5 ударяется об открытое волокно 3-i, которое введено в пластик 2.
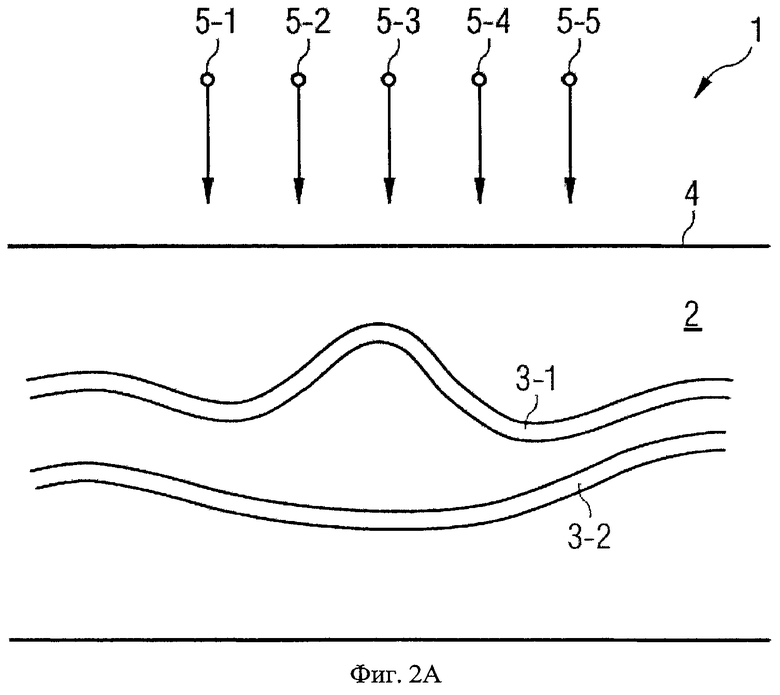
В способе согласно изобретению используется абразивное средство 5, твердость на которого меньше твердости HF волокон 3-i, содержащихся в волокнистом композите 1. В то же время абразивное средство 5 имеет твердость НА, которая больше твердости НК пластика 2, в который введены волокна 3-i волокнистого композита 1. Это показано на схеме Фиг.3. Твердость НА абразивного средства 5 находится в интервале между твердостью НК полимерной матрицы и твердостью HF волокон 3:
НК<НА<HF.
В одном варианте осуществления твердость НА абразивного средства 5 находится в диапазоне от 3 до 4 по шкале Мооса.
После снятия конкретного количества волокнистого композита 1 с его поверхности, например слоя порядка нескольких микрометров, образовавшаяся поверхность 4' волокнистого композита 1 готова для следующих этапов производства, например для клеевого соединения детали.
На Фиг.4 показаны этапы способа согласно изобретению для обработки поверхности волокнистого композита 1.
Во-первых, на этапе S1 исходную поверхность 4 волокнистого композита 1 снимают, используя абразивное средство 5, твердость НА которого меньше твердости HF волокон 3, содержащихся в волокнистом композите 1, и больше твердости НК пластика 2. в который введены волокна 3 волокнистого композита 1. Волокна 3 являются, например, углеродными.
Альтернативно, волокна 3 могут быть стекловолокном с конкретной твердостью. Волокна также могут быть арамидными волокнами с конкретной твердостью. Твердость НА используемого абразивного средства 5 таким образом выбирают как функцию заданной твердости HF волокон 3, введенных в пластик 2. Кроме того, твердость НА абразивного средства 5 выбирают как функцию заданной твердости НК пластика 2.
В одном возможном варианте осуществления глубину А снятия, показанную на Фиг.2В, можно регулировать. Сразу же после окончания абразивного снятия на этапе S1 на этапе S2 обработанную поверхность 4' волокнистого композита 1 обдувают сжатым воздухом для удаления абразивного средства. На следующем этапе S3 клей наносят на поверхность 4' волокнистого композита 1, с которой удалено абразивное средство.
На следующем этапе S4 прикрепляемую деталь придавливают к обработанной поверхности 4', которая покрыта клеем, и эту операцию можно выполнять при повышенной температуре.
В одном варианте осуществления способа согласно изобретению абразивным средством 5 является полимочевина, причем размер зерна 5-i абразивного средства 5 находится в диапазоне от 0,10 до 1,80 мм, предпочтительно в диапазоне от 0,10 до 0,50 мм.
На этапе S1 абразивное средство 5 может быть подано на поверхность 4 волокнистого композита 1 в струе газа. Этим газом является, например, воздух.
Альтернативно, абразивное средство 5 может быть подано на поверхность 4 волокнистого композита 1 в потоке жидкости. Этой жидкостью может быть, например, вода.
В еще одном варианте абразивное средство 5 подается на поверхность волокнистого композита 1 под действием центробежной силы с помощью средства для центрифугирования.
Способ, показанный на Фиг.4, может быть осуществлен с помощью производственного устройства, которое включает устройство для обработки поверхности волокнистого композита 1. Это устройство для обработки поверхности 4 волокнистого композита 1 включает узел, который направляет или распыляет абразивное средство 5 на поверхность 4 волокнистого композита 1, причем твердость HA абразивного средства меньше твердости HF волокон 3, содержащихся в волокнистом композите 1, и больше твердости НК пластика 2, в который введены волокна 3 волокнистого композита 1.
В одном возможном варианте осуществления абразивное средство 5 содержится в емкости устройства для обработки поверхности.
В варианте устройства для обработки поверхности согласно изобретению это устройство включает струйное средство, которое направляет абразивное средство 5 на поверхность 4 волокнистого композита 1 с помощью текучей среды под давлением. Такое давление предпочтительно можно регулировать. Текучей средой может служить газ или жидкость, которые содержатся в емкости устройства для обработки поверхности.
В альтернативном варианте осуществления устройство для обработки имеет средство центрифугирования, которое направляет абразивное средство 5 на поверхность 4 волокнистого композита 1.
Устройство для обработки поверхности снимает ухудшенный слой поверхности волокнистого композита 1 до установленной глубины, не повреждая волокна 3, содержащиеся в волокнистом композите 1, поскольку твердость НА абразивного средства 5 меньше твердости HF волокон 3, введенных в волокнистый композит 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЦЕЛЬНОЙ ДЕТАЛИ ИЗ ВОЛОКНИСТОГО КОМПОЗИТА | 2009 |
|
RU2493010C2 |
| КОМПОЗИТНЫЙ МАТЕРИАЛ | 2007 |
|
RU2430119C2 |
| КОМПОЗИТ И ЕГО ПРИМЕНЕНИЕ | 2010 |
|
RU2522255C2 |
| СЕГМЕНТИРОВАННЫЕ ГЕЛЕВЫЕ КОМПОЗИТЫ И ЖЕСТКИЕ ПАНЕЛИ, ИЗГОТОВЛЕННЫЕ ИЗ НИХ | 2013 |
|
RU2634774C2 |
| ВОЛОКНИСТЫЕ ИЗДЕЛИЯ С ПОКРЫТИЕМ ИЗ ВОДНЫХ ПОЛИМЕРНЫХ ДИСПЕРСИЙ | 2018 |
|
RU2803465C2 |
| Способ получения гибридных композитных материалов с электропроводящим покрытием | 2018 |
|
RU2699120C1 |
| Способ отделения волокон | 2017 |
|
RU2733247C1 |
| ПУЛЕНЕПРОБИВАЕМЫЙ МАТЕРИАЛ (ВАРИАНТЫ), ОБЪЕДИНЯЮЩИЙ ТКАНЫЕ ИЛИ НЕТКАНЫЕ КОМПОЗИТЫ | 2014 |
|
RU2668488C2 |
| Порошковое связующее на основе циановой композиции и способ получения армированного углекомпозита на его основе (варианты) | 2023 |
|
RU2813882C1 |
| КОМПОЗИТ НА ОСНОВЕ СЛОЕВ ОДНОНАПРАВЛЕННЫХ ВОЛОКОН С ВЫСОКОЙ ПРОЧНОСТЬЮ СОЕДИНЕНИЯ ВНАХЛЕСТКУ ПРИ СДВИГЕ И НИЗКИМ ЗНАЧЕНИЕМ ГЛУБИНЫ ОТПЕЧАТКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2615433C2 |
Изобретение относится к способу обработки поверхности волокнистого композита, который содержит высокопрочные волокна и может быть использован в самолетостроении. Обработку поверхности волокнистого композита ведут с помощью абразивного средства, твердость (НA) которого меньше твердости (НР) волокон, содержащихся в волокнистом композите, и больше твердости (HK) пластика, в который введены волокна волокнистого композита с твердостью (HF). При этом волокна, содержащиеся в волокнистом композите, открывают без их повреждения. Способ позволяет проводить обработку поверхности волокнистого композита без ухудшения прочности волокнистого композита. 11 з.п. ф-лы, 6 ил.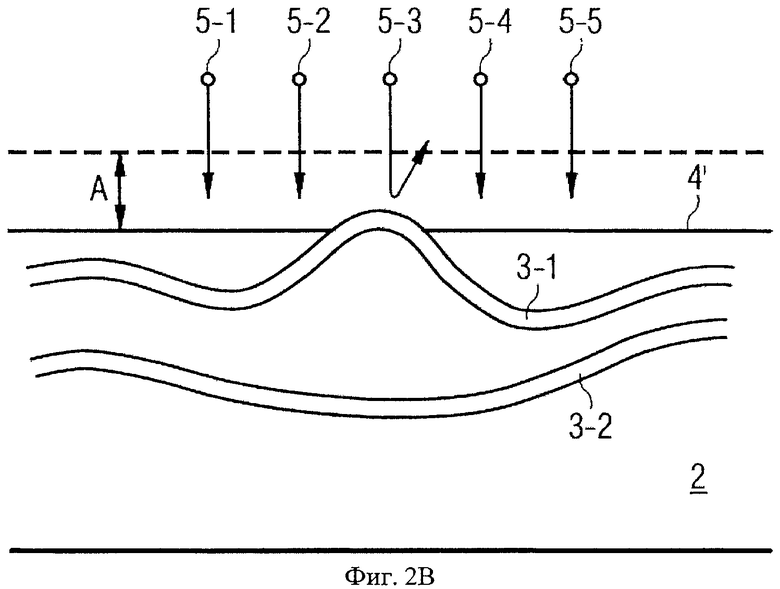
1. Способ обработки поверхности волокнистого композита (1), который содержит волокна (3) с твердостью (hf), отличающийся тем, что снимают поверхность (4) волокнистого композита (1) обработкой с помощью абразивного средства (5), твердость (НA) которого меньше твердости (НF) волокон (3), содержащихся в волокнистом композите (1), и больше твердости (Нк) пластика (2), в который введены волокна (3) волокнистого композита (1), при этом волокна (3), содержащиеся в волокнистом композите (1), открывают без их повреждения.
2. Способ по п. 1, отличающийся тем, что абразивное средство (5) подают на поверхность (4) волокнистого композита (1) в струе газообразной или жидкой текучей среды.
3. Способ по п. 2, отличающийся тем, что текучей средой является воздух или вода.
4. Способ по п. 1, отличающийся тем, что абразивное средство (5) подают под действием центробежной силы на поверхность (4) волокнистого композита (1).
5. Способ по п. 1, отличающийся тем, что абразивным средством (5) является полимочевина.
6. Способ по п. 1, отличающийся тем, что твердость (НА) абразивного средства (5) составляет от трех до четырех по шкале Мооса.
7. Способ по п. 1, отличающийся тем, что поверхность (4) волокнистого композита (1) готовят для клеевого соединения или окрашивания.
8. Способ по п. 1, отличающийся тем, что зерна (5-i) абразивного средства (5) имеют размер от 0,10 до 1,80 мм.
9. Способ по п. 8, отличающийся тем, что зерна (5-i) абразивного средства (5) имеют размер от 0,10 до 0,50 мм.
10. Способ по п. 1,отличающийся тем, что волокнистым композитом (1) является углепластик (CFRP) или стеклопластик.
11. Способ по п. 1, отличающийся тем, что обработанную поверхность (4') волокнистого композита (1) обдувают сжатым воздухом для удаления абразивного средства (5) (S2).
12. Способ по п. 11, отличающийся тем, что клей наносят на обработанную поверхность (4') волокнистого композита (1) (S3) и деталь прижимают к обработанной поверхности (S4).
| US 5261191 A, 16.11.1993 | |||
| US 4731125 A, 15.03.1988 | |||
| DE 10302594 A1, 29.07.2004 | |||
| RU 2002601 C1, 15.11.1993. |

