Область техники, к которой относится изобретение
Настоящее изобретение относится к лентоукладочному устройству для применения, в частности, в авиационной и космической промышленности, а также к способу изготовления слоистого изделия при помощи указанного лентоукладочного устройства.
Уровень техники
Для обработки лент в настоящее время широко используются автоматизированные лентоукладочные устройства, которые могут укладывать ленту на большой площади. В зависимости от типа применяемого лентоукладочного устройства во время укладки укладываемая лента при помощи скользящего блока или прижимного ролика со сравнительно небольшим давлением прижимается к уже уложенной ленте, таким образом, укладываемая лента слегка приклеивается к уже уложенной ленте. Однако для этого требуется соответствующая клейкость матричной основы укладываемой или уложенной ленты. Эту клейкость можно повысить путем умеренного нагревания. Поэтому на предприятии заявителя принято подавать на укладываемую ленту поток теплого воздуха, который нагревает укладываемую ленту путем конвекции.
Однако следует отметить, что вышеуказанное нагревание при помощи потока теплого воздуха происходит очень медленно, поскольку активация для нагревания укладываемой ленты осуществляется только на ее поверхности и поэтому не позволяет достичь требуемых скоростей укладки.
Раскрытие изобретения
Задачей настоящего изобретения является обеспечение усовершенствованного лентоукладочного устройства или усовершенствованного способа изготовления слоистого изделия при помощи лентоукладочного устройства, которые позволяют исключить вышеуказанные недостатки.
Согласно изобретению эта задача решена при помощи лентоукладочного устройства с признаками п.1 формулы изобретения и/или способа с признаками п.8 формулы изобретения.
В соответствии с этим обеспечено лентоукладочное устройство, предназначенное для применения, в частности, в авиационной и космической промышленности, содержащее укладочное устройство и активирующее устройство. Укладочное устройство выполнено с возможностью укладки ленты для получения слоистого изделия. При помощи активирующего устройства укладываемая лента активируется непосредственно и равномерно по всей толщине для ее нагревания.
Кроме того, изобретение обеспечивает способ изготовления слоистого изделия при помощи лентоукладочного устройства, предназначенного для применения, в частности, в авиационной и космической промышленности, при этом указанный способ включает следующие операции: вначале укладываемую ленту подают в укладочное устройство. Затем при помощи активирующего устройства обеспечивают непосредственное и равномерное активирование укладываемой ленты по всей ее толщине для нагревания. После этого укладывают ленту при помощи укладочного устройства для получения слоистого изделия.
Идея, лежащая в основе настоящего изобретения, заключается в том, чтобы вместо известного заявителю активирования поверхности укладываемой ленты производить сквозное активирование укладываемой ленты, т.е. активирование, которое действует на ее компоненты, по существу, непосредственно и равномерно по всей толщине укладываемой ленты. Получаемое при этом нагревание происходит гораздо быстрее, чем в случае активирования поверхности согласно известной технологии. Благодаря этому можно обеспечить требуемую клейкость укладываемой ленты при более высокой скорости укладки.
В зависимых пунктах формулы изобретения описаны предпочтительные варианты осуществления и усовершенствования изобретения.
Термин "лента", используемый в данном описании, означает любой вид предпочтительно полосового препрега, например полосовой препрег шириной 300 мм, который пригоден для укладки при помощи лентоукладочного устройства. Термин "препрег", используемый в данном описании, означает ровницы, волокнистые слои и/или волокнистые полотна, которые пропитаны, в частности заранее пропитаны, матрицей, например матрицей из реактопласта или матрицей из термопласта. Волокна, которые используются в волокнистых слоях или волокнистых полотнах, представляют собой, в частности, углеродные волокна. Лента предпочтительно располагается на основе, в частности на бумажной основе. Во время укладки ленты для получения слоистого изделия основа предпочтительно отделяется от ленты, при этом основа при помощи соответствующего устройства сматывается с лентоукладочного устройства.
Под термином "лентоукладочное устройство", который используется в данном описании, предпочтительно следует понимать также устройство для укладки волокон.
В одном предпочтительном варианте осуществления лентоукладочного устройства согласно изобретению укладочное устройство содержит прижимной ролик, выполненный с возможностью прижатия укладываемой ленты к уложенной ленте и/или к ламинатору, при этом активирующее устройство встроено в прижимной ролик. Активирующее устройство устанавливается внутри прижимного ролика и/или выполняется в виде его отдельного компонента. Благодаря этому, получается очень компактная конструкция. Альтернативно активирующее устройство может быть также встроено в прижимной скользящий блок. Активирующее устройство, встроенное в прижимной ролик, можно, разумеется, использовать также для того, чтобы одновременно с укладываемой лентой активировать и тем самым нагревать уже уложенную ленту. Для этого особенно пригодным было бы активирующее устройство, действующее в широких пределах и выполненное в виде индукционного устройства.
В другом предпочтительном варианте осуществления лентоукладочного устройства согласно изобретению активирующее устройство содержит несколько активирующих блоков, которые распределены вдоль окружности прижимного ролика и подключены таким образом, что при вращении прижимного ролика обеспечивается включение для активирования только тех активирующих блоков, которые располагаются в зоне окружности прижимного ролика, контактирующей с укладываемой лентой. Это позволяет очень эффективно использовать активирующее устройство, поскольку для активирования укладываемой ленты включаются только те активирующие блоки, которые располагаются, по существу, в непосредственной близости к укладываемой ленте, и поэтому только они могут практически без потерь активировать укладываемую ленту.
В другом предпочтительном варианте осуществления лентоукладочного устройства согласно изобретению укладочное устройство содержит прижимной ролик, выполненный с возможностью прижатия укладываемой ленты к уложенной ленте и/или к ламинатору, при этом активирующее устройство образует с прижимным роликом зазор для пропускания через него укладываемой ленты с целью ее активирования. Такое активирующее устройство можно предусмотреть альтернативно или дополнительно к активирующему устройству, встроенному в прижимной ролик. Последний вариант является предпочтительным, поскольку он обеспечивает активирование укладываемой ленты с обеих сторон. Достоинство расположения активирующего устройства за пределами прижимного ролика заключается в том, что такое активирующее устройство можно выполнить стационарным относительно прижимного ролика и относительно укладываемой ленты, что позволяет получить относительно простую конструкцию.
В другом предпочтительном варианте осуществления лентоукладочного устройства согласно изобретению предусмотрено дополнительное активирующее устройство, выполненное с возможностью непосредственного и равномерного активирования уложенной ленты по всей толщине для ее нагревания. В частности, здесь происходит нагревание самого верхнего слоя из нескольких слоев уложенной ленты. Для того чтобы дополнительно улучшить склеивание укладываемой ленты с уже уложенной лентой, необходимо наряду с укладываемой лентой активировать и при этом также нагревать уложенную ленту. Таким образом, обеспечивается высокая клейкость укладываемой ленты и уложенной ленты. Когда они прижимаются друг к другу, например, при помощи прижимного ролика, происходит их очень хорошее склеивание.
Согласно следующему предпочтительному варианту осуществления лентоукладочного устройства в направлении перемещения прижимного ролика перед ним расположено дополнительное активирующее устройство для активирования уложенной ленты. Таким образом, обеспечивается простое активирование и тем самым нагревание уложенной ленты перед тем, как она вступит в контакт с укладываемой лентой.
В следующем предпочтительном варианте осуществления лентоукладочного устройства согласно изобретению дополнительное активирующее устройство встроено в скользящий блок или в ролик. Такой скользящий блок или ролик можно просто подвести к уже уложенной ленте, что обеспечивает, по существу, непосредственный контакт между дополнительным активирующим устройством и уже уложенной лентой и очень высокий подвод энергии (для активирования) в единицу времени.
Согласно следующему предпочтительному варианту осуществления устройство для активирования может быть расположено в прижимном ролике, однако, оно не вращается вместе с роликом. Это целесообразно, в частности, в том случае, когда активирующее устройство выполнено в виде индукционного устройства. Индукционное устройство должно быть направлено на тот участок ленты, который, по существу, находится в контакте с прижимным роликом и/или расположено в направлении перемещения впереди ролика.
В другом предпочтительном варианте осуществления лентоукладочного устройства согласно изобретению предусмотрено бесконтактное активирование укладываемой ленты и/или уложенной ленты. Тем самым исключается загрязнение основного активирующего устройства или дополнительного активирующего устройства матрицей, содержащейся в ленте. Однако, по возможности, следует предусмотреть минимальный зазор между укладываемой лентой или уложенной лентой и основным активирующим устройством и дополнительным активирующим устройством, для того чтобы максимизировать подвод энергии в единицу времени.
В другом предпочтительном варианте осуществления лентоукладочного устройства согласно изобретению основное активирующее устройство и/или дополнительное активирующее устройство выполнено в виде ультразвукового устройства и/или индукционного устройства. Они позволяют производить непосредственное и равномерное активирование ленты по всей толщине. Для такого применения пригодны также специальные инфракрасные излучатели глубокого действия.
В следующем предпочтительном варианте осуществления способа согласно изобретению укладываемую ленту укладывают на уложенную ленту или на ламинатор. Достоинства такого способа описаны выше.
В следующем предпочтительном варианте осуществления способа согласно изобретению перед укладкой укладываемой ленты при помощи дополнительного активирующего устройства непосредственно и равномерно активируют уложенную ленту для ее нагревания. Достоинства такого способа также описаны выше.
В следующем предпочтительном варианте осуществления способа согласно изобретению укладываемую ленту и/или уложенную ленту активируют при помощи ультразвука и/или при помощи переменного магнитного поля. Достоинства такого способа также описаны выше.
Краткое описание чертежей
Далее приведено более подробное описание вариантов осуществления изобретения со ссылками на прилагаемые чертежи, на которых представлены:
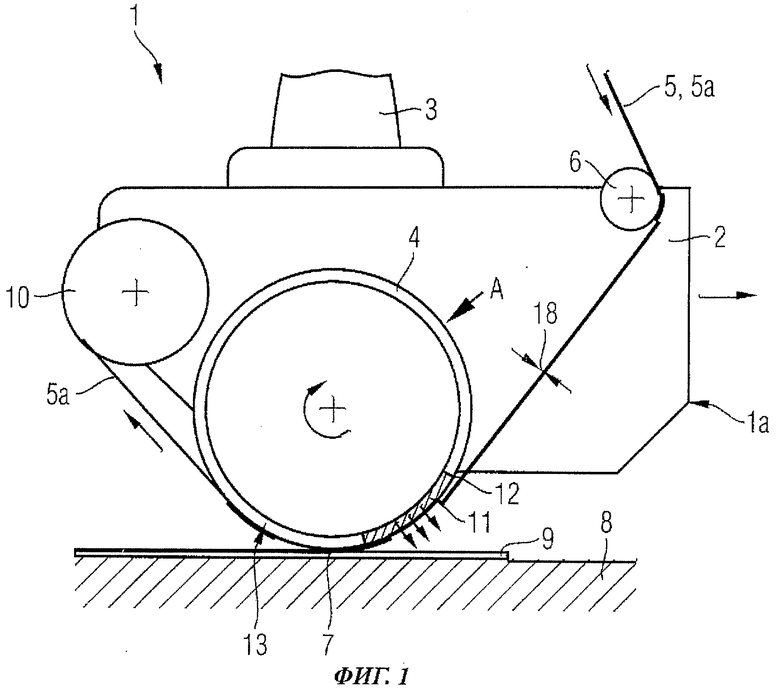
фиг.1 - вид сбоку лентоукладочного устройства согласно предпочтительному варианту осуществления изобретения,
фиг.2 - схематический вид А прижимного ролика лентоукладочного устройства с фиг.1,
фиг.3 - схематический вид в разрезе по оси В-В с фиг.2 и
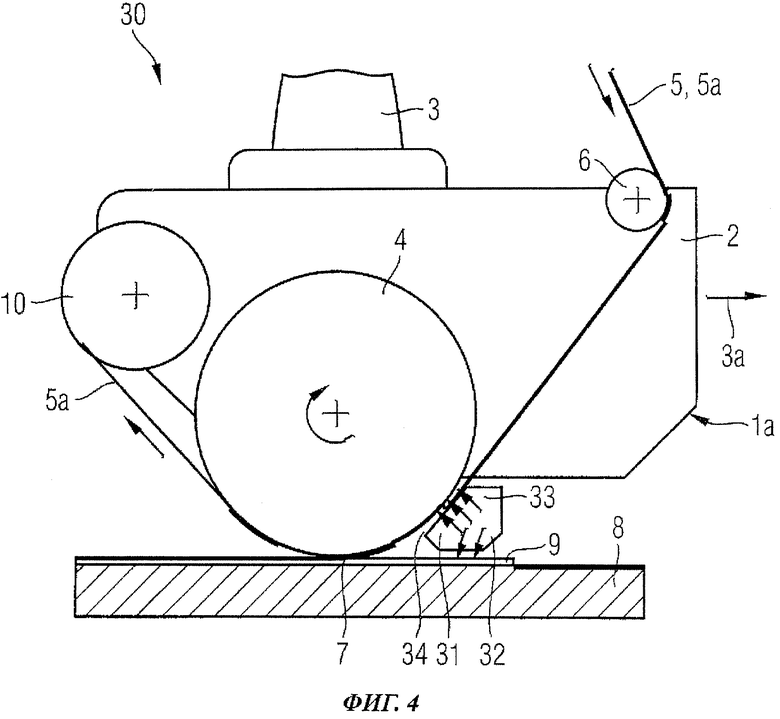
фиг.4 - вид сбоку лентоукладочного устройства согласно другому предпочтительному варианту осуществления изобретения.
Если не указано иного, одинаковые или функционально одинаковые компоненты обозначены на чертежах одинаковыми ссылочными номерами.
На фиг.1 показан вид сбоку лентоукладочного устройства 1 согласно предпочтительному варианту осуществления изобретения.
Осуществление изобретения
Лентоукладочное устройство 1 содержит укладочное устройство 1а с рамой 2, которая закреплена, например, на фланце 3 не показанного портального робота. Портальный робот перемещает лентоукладочное устройство 1 в направлении, указанном стрелкой 3а.
На раме 2 укладочного устройства 1а предусмотрен прижимной ролик 4, установленный с возможностью вращения, который подает в направлении перемещения ленту 5 на бумажной основе 5а с непоказанной катушки при помощи отклоняющего ролика 6, который также установлен на раме 2 с возможностью вращения.
Лента 5 с бумажной основой 5а охватывает прижимной ролик 4 частями, при этом бумажная основа 5а располагается между лентой 5 и прижимным роликом 4. Лента 5 прижимается в зоне 7 прижимным роликом 4 к слоистому изделию 9, которое формируется на ламинаторе 8. При этом лента 5 приклеивается к слоистому изделию 9 и отделяется от бумажной основы 5а за счет перемещения лентоукладочного устройства 1 в направлении 3а.
Слоистое изделие 9 состоит из одного или нескольких слоев ленты 5. Эти слои нанесены при помощи лентоукладочного устройства 1 во время проходов, которые предшествовали стадии процесса, показанной на фиг.1.
Бумажная основа 5а наматывается на ролик 10, расположенный позади прижимного ролика 4.
Направление вращения прижимного ролика 4, а также направление перемещения ленты 5 и бумажной основы 5а на фиг.1 показано стрелками в качестве примера.
Для того чтобы улучшить склеивание ленты со слоистым изделием 9, предусмотрено активирование слоистого изделия по меньшей мере в зоне 11 для его нагревания. Зона 11 предпочтительно проходит от зоны 7 вдоль окружности прижимного ролика 4 до зоны 12, в которой лента 5 впервые вступает в контакт с прижимным роликом 4. Активирование ленты в зоне 11 в примере осуществления, показанном на фиг.1, производится при помощи активирующего устройства 13 лентоукладочного устройства 1, которое только схематически показано на фиг.1.
На фиг.2 схематически показан вид А прижимного ролика с фиг.1. На фиг.3 показан разрез по оси В-В с фиг.2.
Как показано на фиг.2, по существу, в кольцеобразной стенке 14 прижимного ролика 4 выполнено множество радиально проходящих гнезд (например, обозначенное ссылочным номером 15). В каждом таком гнезде располагается активирующее устройство 16, например сонотрод. На фиг. 2 и 3 в качестве примера показан только один сонотрод 16.
Сонотроды 16 с активирующей головкой 17 в зоне 11 (см. фиг. 1) вступают в контакт с бумажной основой 5а или образуют с ней минимальный зазор. Не показанное управляющее устройство управляет сонотродами 16 таким образом, что включенными для активирования ленты оказываются только те сонотроды 16, которые в данный момент находятся в зоне 11, см. фиг.1. Ультразвук, создаваемый сонотродами 16, например, в области частот между 20 кГц и 5 МГц, вызывает нагревание ленты. Это нагревание происходит в течение кратчайшего времени по всей толщине ленты, обозначенной на фиг.1 ссылочным номером 18. При этом клейкость ленты значительно повышается, после чего она хорошо склеивается со слоистым изделием 9 в зоне 7, см. фиг.1.
На фиг.4 показан схематический вид сбоку лентоукладочного устройства согласно другому предпочтительному примеру осуществления изобретения. Далее описывается только отличие лентоукладочного устройства с фиг.4 по отношению к лентоукладочному устройству 1 с фиг.1.
В лентоукладочном устройстве 30 предусмотрены первое активирующее устройство 31 и второе активирующее устройство 32.
Первое активирующее устройство 31 по своей функции соответствует активирующему устройству 13, однако располагается внутри скользящего блока 33 за пределами прижимного ролика 4 впереди него в направлении 3а перемещения. Скользящий блок 33 образует с прижимным роликом 4 зазор 34, через который подается лента 5 с бумажной основой 5а.
В скользящий блок 33 предпочтительно встраивается также второе активирующее устройство 32. Второе активирующее устройство 32 активирует, по существу, самый верхний слой ленты уже уложенного слоистого изделия 9 непосредственно и равномерно по всей толщине для его нагревания. Таким образом, можно обеспечить повышение клейкости уже уложенного слоистого изделия 9, чтобы еще больше улучшить склеивание укладываемой ленты в зоне 7 со слоистым изделием 9.
На фиг.1 и 4 направление активирования соответствующих активирующих устройств 13 или 31 и 32 указано несколькими стрелками.
Первое и второе активирующее устройство 31, 32 могут быть выполнены, например, в виде индукционных устройств, которые создают переменное магнитное поле, вызывающее протекание электрического тока в волокнах, в частности в углеродных волокнах, образующих ленту. Внутреннее электрическое сопротивление волокон в свою очередь приводит к нагреванию ленты и слоистого изделия 9.
Примеры осуществления, показанные на фиг.1 и 4, можно, разумеется, комбинировать друг с другом.
При этом активирующие блоки 16, показанные в примере осуществления на фиг.1, могут быть выполнены в виде индукционных блоков.
Настоящее изобретение описано применительно к предпочтительным примерам осуществления, однако оно не ограничивается этими примерами и может содержать различные видоизменения.
В заключение следует указать, что термины, используемые в единственном числе, могут относиться также к терминам во множественном числе. Далее следует указать, что признаки или операции, описанные применительно к одному примеру осуществления, могут быть использованы также в комбинации с другими признаками или операциями других примеров осуществления или усовершенствованных вариантов.
Настоящее изобретение обеспечивает лентоукладочное устройство и способ изготовления слоистого изделия при помощи лентоукладочного устройства для использования, в частности, в авиационной и космической промышленности. Лентоукладочное устройство содержит укладочное устройство для укладки ленты с целью получения слоистого изделия и активирующее устройство, при помощи которого укладываемая лента непосредственно и равномерно активируется по всей толщине для ее нагревания. Идея, которая лежит в основе настоящего изобретения, заключается в том, чтобы вместо известного заявителю активирования поверхности укладываемой ленты производить сквозное активирование укладываемой ленты, т.е. активирование, которое действует на ее компоненты, по существу, непосредственно и равномерно по всей толщине укладываемой ленты. Получаемое при этом нагревание происходит гораздо быстрее, чем при помощи конвекции согласно известной технологии. Благодаря этому можно обеспечить требуемую клейкость укладываемой ленты при более высокой скорости укладки.
Перечень ссылочных обозначений
1 Лентоукладочное устройство
1а Укладочное устройство
2 Рама
3 Фланец
3а Направление перемещения
4 Прижимной ролик
5 Лента
5а Бумажная основа
6 Отклоняющий ролик
7 Зона
8 Ламинатор
9 Слоистое изделие
10 Ролик
11 Зона
12 Лента
13 Активирующее устройство
14 Стенка
15 Гнездо
16 Сонотрод
17 Активирующая головка
18 Толщина
30 Лентоукладочное устройство
31 Активирующее устройство
32 Активирующее устройство
33 Скользящий блок
34 Зазор


Изобретение относится к лентоукладочному устройству, а также к способу изготовления слоистого изделия. Лентоукладочное устройство содержит укладочное устройство для укладки ленты и активирующее устройство, при помощи которого укладываемая лента непосредственно и равномерно активируется по всей толщине для ее нагревания. Активирующее устройство выполнено в виде ультразвукового устройства. Изобретение позволяет повысить скорость и качество укладки ленты. 2 н. и 7 з.п. ф-лы, 4 ил.
1. Лентоукладочное устройство (1; 30) для применения, в частности, в авиационной и космической промышленности, содержащее:
укладочное устройство (1а) для укладки ленты (5) с целью получения слоистого изделия (9), при этом укладочное устройство (1а) содержит прижимной ролик (4) для прижатия укладываемой ленты (5) к уложенной ленте, и
активирующее устройство (13; 31) в виде ультразвукового устройства, выполненное с возможностью непосредственного и равномерного активирования укладываемой ленты (5) по всей толщине (18) для ее нагревания, при этом активирующее устройство (13) встроено в прижимной ролик (4) и содержит несколько активирующих блоков (16), которые распределены по окружности прижимного ролика (4).
2. Лентоукладочное устройство по п.1, отличающееся тем, что активирующие блоки (16) выполнены с возможностью подключения таким образом, что при вращении прижимного ролика (4) обеспечивается включение только тех активирующих блоков (16), которые расположены в зоне (11) окружности прижимного ролика (4), контактирующей с укладываемой лентой (5).
3. Лентоукладочное устройство по п.1, отличающееся тем, что укладочное устройство (1а) содержит прижимной ролик (4), выполненный с возможностью прижатия укладываемой ленты (5) к уложенной ленте, при этом активирующее устройство (31) образует с прижимным роликом (4) зазор (34) для пропускания через него укладываемой ленты (5) с целью ее активирования.
4. Лентоукладочное устройство по п.1, отличающееся тем, что предусмотрено дополнительное активирующее устройство (32), выполненное с возможностью непосредственного и равномерного активирования уложенной ленты по всей толщине для ее нагревания.
5. Лентоукладочное устройство по п.4, отличающееся тем, что дополнительное активирующее устройство (32) расположено в направлении (3а) перемещения прижимного ролика (4) перед ним для активирования уложенной ленты.
6. Лентоукладочное устройство по п.4, отличающееся тем, что дополнительное активирующее устройство (32) встроено в скользящий блок (33) или ролик.
7. Лентоукладочное устройство по п.1, отличающееся тем, что выполнено с возможностью бесконтактного активирования укладываемой ленты (5) и/или уложенной ленты.
8. Способ изготовления слоистого изделия (9) посредством лентоукладочного устройства (1; 30), предназначенного для применения, в частности, в авиационной и космической промышленности, включающий следующие операции:
подают укладываемую ленту (5) в укладочное устройство (1а), при этом укладочное устройство (1а) содержит прижимной ролик (4);
обеспечивают непосредственное и равномерное активирование укладываемой ленты (5) по всей ее толщине (18) при помощи активирующего устройства (13; 31), выполненного в виде ультразвукового устройства, при этом активирующее устройство (13) встроено в прижимной ролик (4) и содержит несколько активирующих блоков (16), которые распределены по окружности прижимного ролика (4); и
укладывают ленту (5) при помощи укладочного устройства (1а) для получения слоистого изделия (9).
9. Способ по п.8, отличающийся тем, что укладываемую ленту (5) укладывают на уложенную ленту, при этом, перед укладкой ленты (5), при помощи дополнительного активирующего устройства (32) непосредственно и равномерно активируют уложенную ленту по всей толщине (18) для ее нагревания.
| DE 4004720 A1, 29.08.1991 | |||
| US 2005023728 A1, 03.02.2005 | |||
| US 6432236 B1, 13.08.2002 | |||
| Способ изготовления трудновоспламенимой или негорючей многослойной плиты и установка для его осуществления | 1990 |
|
SU1838149A3 |
| RU 2052353 C1, 20.01.1996. | |||

