Область техники, к которой относится изобретение
Настоящее изобретение относится к полотну с одноосным расположением армирующих элементов, предназначенному для выкладки лентоукладочной машиной, полотну с двухосным расположением армирующих элементов, также предназначенному для выкладки лентоукладочной машиной, и способу изготовления конструктивного компонента для аэрокосмической техники.
Уровень техники
Несмотря на возможность использования в любых сферах аэрокосмической техники, настоящее изобретение и проблема, которая лежит в его основе, более подробно будут рассмотрены в отношении изготовления обшивки крыла воздушного судна (самолета).
В гражданском авиастроении, в целях сокращения веса самолета, интенсивно совершается переход к изготовлению обшивки крыла в цельном виде из композиционного материала - углепластика (CFRP, Carbon Fibre Reinforced Plastic). С этой целью один или несколько слоев CFRP препрега (монослой углеродных волокон, предварительно пропитанный смоляной матрицей) укладывают один поверх другого в ламинаторе при помощи лентоукладочной машины. Лентоукладочная машина обеспечивает высокоточное позиционирование CFRP препрега в ламинаторе. Высокая точность позиционирования имеет решающее значение для будущих свойств ламината, в частности для прочности изготовляемой обшивки самолета.
Кроме того, сверху или снизу одного или нескольких слоев CFRP препрега приходится накладывать слои изоляционного материала и/или проводящего материала для грозозащиты.
Изоляционные материалы такого типа обычно конструируют в виде ткани из стекловолокна (стеклоткани). Они препятствуют прямому контакту между обшивкой крыла, выполненной из CFRP, и компонентами из алюминия, например нервюрами крыла. Таким образом, материалы из стекловолокна обеспечивают электрическую изоляцию между обшивкой крыла из CFRP и компонентом из алюминия и тем самым препятствуют коррозии последнего.
Проводящие материалы для грозозащиты обычно содержат бронзовую сетку, которая построена переплетением отрезков тонкой бронзовой проволоки. Проволочная сетка позволяет отводить от обшивки электрические заряды, возникающие при ударе молнии в обшивку крыла.
Чтобы изготовить обшивку крыла, на первом этапе стеклоткань и/или бронзовую сетку соединяют со смоляной матрицей, а на втором этапе, точно выдерживая положение, выкладывают в ламинаторе. Проблема состоит в том, что в настоящее время указанные этапы выполняют вручную. Это требует очень больших временных затрат и больших расходов на оплату персоналу, что приводит к высоким производственным затратам на изготовление обшивки крыла такого типа. При ручной выкладке требуемая точность позиционирования может быть достигнута лишь с большим трудом и поэтому часто случаются ошибки расположения слоев.
Раскрытие изобретения
Задача настоящего изобретения состоит в создании более рентабельного, в частности автоматизированного способа изготовления компонента с изоляционным слоем и/или грозозащитным слоем из проводящего материала для аэрокосмических аппаратов.
В соответствии с настоящим изобретением, вышеуказанная задача решается с помощью полотна с одноосным расположением армирующих элементов, с помощью полотна с двухосным расположением армирующих элементов, и с помощью способа, охарактеризованного в п.п.1-6 формулы изобретения.
Согласно изобретению, предлагается полотно с одноосным расположением армирующих элементов, со слоем стекловолокна, пропитанного смоляной матрицей, предназначенное для выкладки посредством лентоукладочной машины.
Также предлагается полотно с двухосным расположением армирующих элементов, с металлической структурой, пропитанной смоляной матрицей, предназначенное для выкладки посредством лентоукладочной машины.
Кроме того, предлагается способ изготовления конструктивного элемента для аэрокосмической техники, содержащий этапы, на которых производят подачу полотна с одноосным расположением армирующих элементов, включающего слой стекловолокна, предварительно пропитанного смоляной матрицей, для выкладки лентоукладочной машиной; и/или производят подачу полотна с двухосным расположением армирующих элементов, включающего структуру, выполненную из металла и предварительно пропитанную смоляной матрицей, для выкладки лентоукладочной машиной; и при помощи лентоукладочной машины выкладывают полотно с одноосным расположением армирующих элементов и/или полотно с двухосным расположением армирующих элементов на ламинаторе, после чего производят отверждение полотна с одноосным расположением армирующих элементов и/или полотна с двухосным расположением армирующих элементов, тем самым формируют конструктивный компонент.
Идея, которая лежит в основе настоящего изобретения, состоит в возможности осуществления автоматизированной выкладки полотен с одноосным расположением и/или с двухосным расположением армирующих элементов. С этой целью вместо тканого стекловолоконного материала, в качестве изоляционного материала используется материал с одноосным расположением стекловолокна и предварительной пропиткой. Материалы с одноосным расположением стекловолокна, соединенные со смоляной матрицей, более «маневренны» и в большей степени пригодны к автоматизации, чем тканые материалы из стекловолокна. То же самое касается структур из металла, предварительно пропитанных смоляной матрицей. По сравнению с ручной выкладкой при автоматизированной выкладке возникают высокие механические напряжения, в частности, в процессе подачи материала, вызванные, например, работой валов и отклоняющих валиков. Например, сетки из бронзы обладают сравнительно высокой чувствительностью к механическим нагрузкам и могли бы повреждаться при автоматизированной обработке.
Выкладка полотна с одноосным расположением армирующих элементов и/или полотна с двухосным расположением армирующих элементов посредством лентоукладочной машины имеет преимущество в том отношении, что лентоукладочные машины обычно бывают уже предусмотрены для выкладки CFRP препрега, и, следовательно, не требуется делать никаких новых приобретений, чтобы работать с полотнами с одноосным расположением армирующих элементов и/или полотнами с двухосным расположением армирующих элементов согласно настоящему изобретению. Поэтому можно прибегнуть к имеющимся ресурсам, что ведет к экономии затрат. Этапы ручной выкладки исключаются, в силу чего появляется дополнительное преимущество по показателям издержек себестоимости. Кроме того, посредством автоматических лентоукладочных машин можно легко добиться требуемой точности позиционирования.
Дополнительные полезные качества изобретения, относящиеся к оптимизации и совершенствованию процесса, охарактеризованы в зависимых пунктах формулы изобретения.
В соответствии с предпочтительным вариантом осуществления изобретения, стекловолоконное полотно выполнено с однонаправленным расположением волокон. Следовательно, может быть оптимальным образом осуществлена сборка ламината - структуры, содержащей множество слоев, при этом ламинат будет иметь малый вес и высокую прочность в требуемом направлении.
В соответствии с предпочтительным вариантом осуществления изобретения, полотно с одноосным расположением армирующих элементов обеспечивается в виде рулонного материала Рулонный материал такого типа можно легко обрабатывать в автоматизированном процессе и он полностью подходит для задачи сборки листового ламината.
В соответствии с другой предпочтительной модификацией изобретения, с целью поддержки стекловолоконный слой с одной стороны снабжен подложкой, в частности бумажной подложкой, и, в частности, подложкой, отделяемой от стекловолоконного слоя. Бумажная подложка выполняет две важные функции: во-первых, поддерживает пропитанный стекловолоконный слой во время подачи полотна при его автоматизированной обработке. Во-вторых, бумажная подложка не дает смоле прилипать к средствам подачи полотна, например валам или отклоняющим валикам.
Согласно предпочтительному варианту осуществления изобретения, с еще одной стороны, в частности со стороны, противоположной первой стороне, стекловолоконный слой снабжен защитной пленкой, в частности пленкой, отделяемой от стекловолоконного слоя и служащей для его защиты Назначение защитной пленки в том, чтобы упростить обращение с полотном, в частности воспрепятствовать прилипанию стекловолоконного слоя к средствам подачи полотна.
Согласно предпочтительному варианту осуществления изобретения, металл полотна с двухосным расположением армирующих элементов содержит медь, бронзу и/или алюминий. Эти материалы, в частности, пригодны для проведения электрического тока, типичного при ударах молнии.
В соответствии с еще одной предпочтительной модификацией изобретения, полотно с двухосным расположением армирующих элементов обеспечивают в виде листа, в частности, в форме рулонного материала. Это приводит к упрощению манипулирования полотном с двухосным расположением армирующих элементов при осуществлении автоматизированного процесса и простому, экономически выгодному способу изготовления крупного ламината, потребность в котором обычно и испытывает аэрокосмическая отрасль.
В соответствии с другим предпочтительным вариантом осуществления изобретения, такую ячеистую структуру полотна с двухосным расположением армирующих элементов выполняют в виде сетки, в частности, с ромбовидными, прямоугольными и/или шестиугольными выемками, в частности, выполненными по толщине сетки. В данном случае понятие толщины относится к полотну с ячеистой структурой листового вида, при этом толщиной считается минимальный из трех размеров полотна. Структуры такого типа отличаются большой легкостью и, следовательно, способствуют снижению веса самолета. Кроме того, благодаря их фиксированной и определенной структуре они лучше подходят для автоматизированной обработки, чем, например, материалы на основе бронзовой сетки.
В соответствии с другой предпочтительной модификацией изобретения, с целью поддержки структура с одной стороны снабжается подложкой, в частности бумажной подложкой, и, в частности, подложкой, отделяемой от указанной структуры. Назначение бумажной подложки в данном случае соответствует ее функции в полотне с одноосным расположением армирующих элементов.
Согласно предпочтительному варианту осуществления изобретения, с еще одной стороны, в частности со стороны, противоположной первой стороне, структура снабжается защитной пленкой, в частности пленкой, отделяемой от структуры и служащей для ее защиты. Защитная пленка здесь выполняет такую же функцию, что и защитная пленка в полотне с одноосным расположением армирующих элементов.
Согласно предпочтительному варианту осуществления изобретения, лентоукладочная машина имеет возможность перемещения вдоль нескольких осей, в частности посредством числового программного (компьютерного) управления. Это дает возможность производить сборку сложного ламината, при этом имеется возможность простого, быстрого и высокоточного позиционирования и ориентирования полотен с одноосным расположением армирующих элементов и/или полотен с двухосным расположением армирующих элементов.
В соответствии с еще одним предпочтительным вариантом осуществления изобретения, выкладка полотен с одноосным расположением армирующих элементов и/или полотен с двухосным расположением армирующих элементов производится в различных направлениях относительно ламинатора. Таким образом имеется возможность изготовления ламината, а в конечном счете и конструктивного компонента с высоко гибкой конструкцией, отвечающей предъявляемым требованиям. Например, стеклянные волокна можно так ориентировать относительно алюминиевого элемента, который в процессе использования примыкает к рассматриваемому конструктивному компоненту, чтобы износ стеклянных волокон был минимальным.
В соответствии с другим предпочтительным вариантом осуществления изобретения, друг на друга слоями укладывают несколько полотен с одноосным расположением армирующих элементов и/или полотен с двухосным расположением армирующих элементов. В результате получают ламинат, который может выполнять функции грозозащитного проводника, а также без проблем взаимодействовать с алюминиевыми компонентами, не вызывая их коррозии.
Согласно еще одному варианту осуществления изобретения, сверху, между и/или снизу полотен с одноосным расположением армирующих элементов и/или двухосным расположением армирующих элементов укладывают, по меньшей мере, один слой CFRP препрега, в частности, выполняя это при помощи имеющейся лентоукладочной машины и/или дополнительной лентоукладочной машины. Это позволяет изготавливать композитный материал, обладающий очень высокой прочностью, которую придает ему углепластик (CFRP), а также выполняющий функцию грозозащитного проводника и/или функцию антикоррозийной защиты. Если выкладку CFRP препрега и полотен с одноосным расположением и/или полотен с двухосным расположением армирующих элементов производить при помощи одной и той же лентоукладочной машины, то постановка дополнительных лентоукладочных машин специально для выкладки полотен с одноосным расположением и/или полотен с двухосным расположением армирующих элементов оказывается ненужной, и становится возможной организация высокорентабельного производственного процесса.
В соответствии с другим предпочтительным вариантом осуществления изобретения, посредством лентоукладочной машины производят выкладку полотна с одноосным расположением армирующих элементов на какой-либо компонент, в частности на компонент из алюминия Таким образом, производят установку компонентов в ламинат автоматизированным способом, с обеспечением антикоррозийной защиты. С этой целью лентоукладочная машина могла бы автоматически распознавать присутствие компонента, в частности, выполненного из алюминия, и автоматически переключаться с выкладки CFRP препрега на выкладку полотна с одноосным расположением армирующих элементов на компонент.
Согласно еще одному варианту осуществления изобретения, подачу полотна с одноосным расположением и/или полотна с двухосным расположением армирующих элементов и/или CFRP препрега в лентоукладочную машину производят посредством питателя в зависимости от требований. Это дает очень гибкий и быстрый способ изготовления ламината и конечных компонентов из таких композитных материалов.
Полотна с одноосным расположением и/или полотна с двухосным расположением армирующих элементов оптимально подавать из рулонов. Материалы такого типа в рулонном виде можно размещать с экономией места и легко осуществлять их подачу в автоматизированном процессе, например, устанавливая на вал.
Краткое описание чертежей
Варианты выполнения настоящего изобретения будут подробнее описаны ниже на примерах, со ссылками на прилагаемые чертежи, из которых:
на фиг.1 в перспективной проекции показано полотно с одноосным расположением армирующих элементов, соответствующее первому варианту осуществления изобретения;
на фиг.2 показано поперечное сечение по линии I-I фиг.1;
на фиг.3 в перспективной проекции показано полотно с двухосным расположением армирующих элементов, соответствующее второму варианту осуществления изобретения;
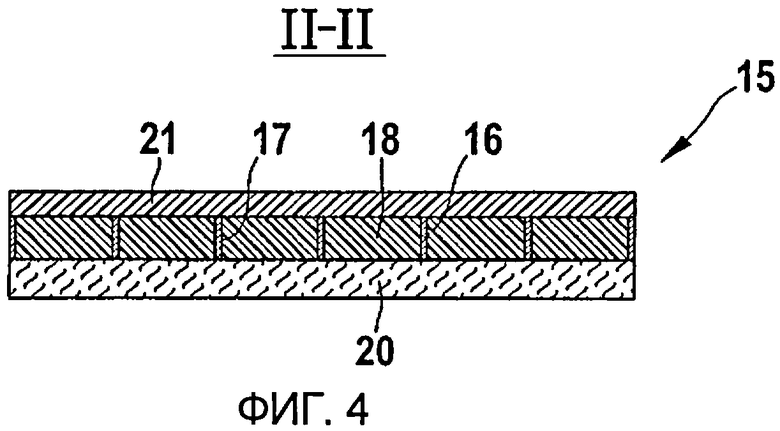
на фиг.4 показано поперечное сечение по линии II-II фиг.3;
фиг.5 иллюстрирует способ изготовления конструктивного компонента для аэрокосмической техники, соответствующий третьему варианту осуществления изобретения;
на фиг.6 показано поперечное сечение по линии III-III фиг.5.
Если не оговорено иное, то на чертежах идентичные или функционально идентичные компоненты имеют одинаковые позиционные номера.
Осуществление изобретения
На фиг.1 в перспективной проекции изображено исходное полотно с одноосным расположением 1 армирующих элементов (в дальнейшем «полотно со структурой 1»), соответствующее первому варианту осуществления настоящего изобретения.
Полотно со структурой 1 представлено в виде рулона 3, намотанного на вал 2. Уже выпущенный конец рулона обозначен индексом 4. Штриховые линии схематически указывают направление стеклянных волокон 5 в структуре с одноосным расположением армирующих элементов. Желательно, чтобы стеклянные волокна 5 шли вдоль направления разматывания, т.е. вдоль конца 4 рулона.
На фиг.2 показано поперечное сечение, взятое по линии 1-1 фиг.1.
Желательно, чтобы полотно со структурой 1 состояло из слоя 6 подложки, слоя 8 с параллельно уложенными стеклянными волокнами и защитной пленки 9. Желательно, чтобы слой 6 подложки был выполнен в виде бумажного слоя. Поверх него располагается слой стеклянных волокон 5, которые идут перпендикулярно плоскости показанного поперечного сечения. Между стеклянными волокнами 5 располагается смоляная матрица 10. Слой 8 со стеклянными волокнами предварительно пропитан смоляной матрицей 10. Таким образом, смоляная матрица находится в размягченном состоянии, что сообщает слою 8 со стеклянными волокнами достаточную степень прочности, так что повреждение последнего, например разрыв, не имеет места в процессе подачи материала при автоматической обработке полотна со структурой 1. Защитная пленка 9 проходит поверх слоя 8 со стеклянными волокнами.
На фиг.3 изображено исходное полотно 12 с двухосным расположением армирующих элементов (в дальнейшем «полотно со структурой 12»), соответствующее второму варианту осуществления настоящего изобретения. Полотно со структурой 12 представлено в виде рулона 14, намотанного на вал 13. Уже выпущенный конец рулона полотна со структурой 12 обозначен индексом 15. Штриховые линии указывают металлическую сетку 16. У металлической сетки 16 имеются ромбовидные выемки 17. Ромбовидные выемки 17 снижают вес полотна со структурой 12.
На фиг.4 показано поперечное сечение, взятое по линии II-II фиг.3. Металлическая сетка 16, выполненная, например, из меди, проходит в виде листа сверху слоя 20 подложки, который оптимально выполнять из бумажного материала. Металлическая сетка 16 предварительно пропитана смоляной матрицей. Таким образом, выемки 17 заполнены смоляной матрицей 18, при этом смоляная матрица 18 все еще находится в достаточно мягком состоянии, чтобы позволить осуществлять автоматические операции с полотном Сверху металлической сетки 16, вплотную к ней, располагается защитная пленка 21.
Фиг.5 иллюстрирует способ изготовления конструктивного компонента для аэрокосмической техники, соответствующий третьему варианту осуществления настоящего изобретения.
Станок 23 для изготовления ламината (в дальнейшем «ламинатор») оснащен формой 24, которая, например, определяет наружный контур участка 37 крыла, который подлежит изготовлению. Лентоукладочная машина 25, у которой имеется рама 27, выполненная с возможностью перемещения вдоль оси 26 (оси X), содержит укладчик 28. Укладчик 28 имеет возможность перемещения вдоль оси 29 (оси Y), вдоль рамы 27. Барабан 31 укладчика, расположенный в нижней его части, выполнен с возможностью перемещения в направлении 32 (направлении Z), и с возможностью поворота, в оптимальном случае с тремя степенями свободы. Желательно, чтобы укладчик 28 содержал сильфон 28a, который обеспечивает защиту механизма и электроники, которые приводят в действие барабан 31 укладчика. Управление лентоукладочной машиной 25, а следовательно, и позиционированием барабана укладчика осуществляется способом числового программного (компьютерного) управления.
Подача материала в укладчик 28 для выкладки, и, следовательно, для сборки ламината на форме 24 осуществляется посредством питателя 34. В качестве варианта конструкции, показанной на фиг.5, где питатель 34 выполнен в виде отдельного устройства, указанный питатель 34 может быть размещен внутри укладчика 28 или выполнен как часть укладчика 28.
В рассматриваемом случае питатель 34 снабжает укладчика 28 полотном со структурой 1, соответствующим первому варианту осуществления изобретения, при этом указанное полотно на чертеже представлено концом 35 и рулоном 3 Кроме того, в оптимальном варианте питатель 34 содержит рулон 14 полотна со структурой 12, соответствующий второму варианту осуществления изобретения. Помимо этого, питатель содержит рулон 36 CFRP препрега. Конструкция питателя 34 предусматривает возможность подачи материала в укладчик 28 из рулонов 3, 14 или 36 по потребности. Указанный материал затем проводится через укладчик 28, при этом в каждом случае производится удаление слоев 6 и 20 подложки. В лентоукладочной машине 25 указанные полотна со структурой 1 и/или структурой 12 желательно использовать без защитных пленок 9, 21.
Затем производится наложение полотна со структурой 12 и/или полотна со структурой 1 и/или полотна CFRP препрега на форму 24 посредством барабана 31 укладчика. В рассматриваемом примере осуществления изобретения на форме 24 уже находится участок 37 крыла, который собран при помощи укладчика 28.
На фиг.6 показано поперечное сечение участка 37 крыла фиг.5, взятое по линии III-III.
При помощи укладчика 28 на форму 24 наложен первый слой 39, который содержит предварительно пропитанную металлическую сетку и соответствует второму варианту осуществления изобретения. Затем на первый слой 39 наложены второй и третий слои 40, 41 CFRP препрега с однонаправленно ориентированными волокнами. На следующем этапе, на третий слой 41 произведено наложение четвертого слоя 42 с одноосным расположением армирующих стеклянных волокон и предварительной пропиткой, который соответствует первому варианту осуществления изобретения.
Далее, например, имеется возможность на четвертый слой 42 наложить какой-либо компонент, выполненный из алюминия, на указанный алюминиевый компонент наложить еще один слой с одноосным расположением армирующих стеклянных волокон и предварительной пропиткой, и завершить всю сборку несколькими слоями из CFRP препрега. И это также может происходить в полностью автоматическом режиме.
После того как сборка участка 37 крыла будет завершена, ее подвергают отверждению, например, в автоклаве.
Хотя настоящее изобретение было описано со ссылками на примеры предпочтительных вариантов, изобретение не ограниченно представленными вариантами, напротив, в него могут быть внесены изменения различного характера.
Например, слои участка крыла в соответствии с третьим вариантом осуществления могут быть собраны иным образом. Очередность следования различных материалов, т.е. слоя с металлической сеткой и пропиткой, слоя CFRP и/или стекловолоконного слоя с пропиткой можно варьировать и/или дополнять различным образом.
Что касается изобретения, то для его осуществления могут быть использованы лентоукладочные машины уже известного типа, или модифицированные лентоукладочные машины, например, со специальным ножом для обрезания металлических сеток.
Перечень позиционных обозначений:
1 - полотно с одноосным расположением армирующих элементов,
2 - вал,
3 - рулон,
4 - размотанный конец,
5 - волокна,
6 - слой подложки,
8 - слой со стеклянными волокнами,
9 - защитная пленка,
10 - смоляная матрица,
12 - полотно с двухосным расположением армирующих элементов,
13 - вал,
14 - рулон,
15 - размотанный конец,
16 - металлическая сетка,
17 - выемки,
18 - смоляная матрица,
20 - слой подложки,
21 - защитная пленка,
23 - ламинатор,
24 - форма,
25 - лентоукладочная машина,
26 - ось X,
27 - рама,
28 - укладчик,
28a - сильфон,
29 - ось Y,
31 - барабан укладчика,
32 - ось Z,
34 - питатель,
35 - конец рулона,
36 - рулон CFRP препрега,
37 - участок крыла,
39 - первый слой,
40 - второй слой,
41 - третий слой,
42 - четвертый слой.





Изобретение предлагает способ изготовления конструктивного компонента для аэрокосмической техники. Способ содержит следующие этапы, при которых производят подачу полотна с одноосным расположением армирующих элементов, включающего слой стекловолокна, предварительно пропитанного смоляной матрицей, для выкладки лентоукладочной машиной. Производят подачу полотна с двухосным расположением армирующих элементов, включающего структуру, выполненную из металла и предварительно пропитанную смоляной матрицей, для выкладки лентоукладочной машиной. При помощи лентоукладочной машины выкладывают полотно с одноосным расположением армирующих элементов и/или с двухосным расположением армирующих элементов на ламинаторе, после чего производят отверждение полотна с одноосным расположением армирующих элементов и/или с двухосным расположением армирующих элементов, тем самым формируют конструктивный компонент. Технический результат при использовании заявленного изобретения позволяет автоматизировать изготовление компонента с изоляционным слоем. 7 з.п. ф-лы, 6 ил.
1. Способ изготовления конструктивного компонента для аэрокосмической техники, содержащий следующие этапы, на которых:
производят подачу полотна с двухосным расположением армирующих элементов, содержащего структуру, выполненную из металла и предварительно пропитанную смоляной матрицей,
выкладывают полотно с двухосным расположением армирующих элементов на ламинаторе посредством лентоукладочной машины; и
производят отверждение полотна с двухосным расположением армирующих элементов для формирования конструктивного компонента.
2. Способ по п.1, отличающийся тем, что производят перемещение укладчика лентоукладочной машины вдоль нескольких осей, в частности, способом числового программного управления.
3. Способ по п.1 или 2, отличающийся тем, что выкладку полотна с двухосным расположением армирующих элементов производят в направлениях различных осей относительно ламинатора.
4. Способ по п.1, отличающийся тем, что выкладывают друг на друга несколько слоев полотна с одноосным расположением армирующих элементов и/или с двухосным расположением армирующих элементов.
5. Способ по п.4, отличающийся тем, что поверх, между и/или снизу полотен с одноосным расположением армирующих элементов и/или с двухосным расположением армирующих элементов укладывают, по меньшей мере, один слой CFRP препрега, в частности, при помощи лентоукладочной машины и/или дополнительной лентоукладочной машины.
6. Способ по п.1, отличающийся тем, что производят, посредством лентоукладочной машины, выкладку полотна с одноосным расположением армирующих элементов на конструктивный компонент, в частности, выполненный из алюминия.
7. Способ по п.5, отличающийся тем, что подачу полотна с одноосным расположением армирующих элементов и/или с двухосным расположением армирующих элементов и/или слоя CFRP препрега в лентоукладочную машину осуществляют посредством питателя в соответствии с потребностью.
8. Способ по одному из пп.4-7, отличающийся тем, что подачу полотна с одноосным расположением армирующих элементов и/или с двухосным расположением армирующих элементов осуществляют из рулонов.
| US 6086975 А, 11.07.2000 | |||
| US 4707212 А, 17.11.1987 | |||
| Насосная установка для дозированного перекачивания агрессивных жидкостей | 1977 |
|
SU626251A1 |
| RU 2052353 C1, 20.01.1996 | |||
| Устройство для изготовления армированных пленочных изделий из полимерных материалов | 1981 |
|
SU956286A1 |

