Изобретение относится к текстильной промышленности и может быть использовано на ткацких станках для выработки тканей различного ассортимента, в том числе тканей с программируемой переменной плотностью по утку.
Из патента US 5024253 известна система контроля за перемещением ткани при выработке ткани с переменной плотностью по утку. Как недостаток отмечается наличие переходного процесса, который может длится несколько уточных прокидок, даже если отвод ткани сразу соответствует целевой плотности по утку. Недостаток предлагается устранять с помощью перемещения ткани, соответствующего большей целевой плотности по утку (при переходе к разрежению) или же перемещению ткани, соответствующему меньшей целевой плотности (при переходе к уплотненному участку). Однако, даже в этом случае, полностью избежать переходного процесса не удастся, т.к. при переходе к уплотненному участку опушка ткани не займет нужного положения для формирования целевой плотности в пределах одного оборота главного вала. Сокращается лишь время переходного процесса. Для обеспечения четкого перехода необходимо обеспечить возможность работы товарного регулятора в режиме реверса.
Из таких способов формирования ткани можно выделить изобретение, известное из АС СССР №1595960. Способ заключается в том, что каждый цикл формирования ткани состоит из отвода ткани из зоны формирования, подачи ткани в зону формирования, выстое вальяна (ткани) после возврата ткани в зону формирования.
При этом плотность ткани по утку определяется разностью величин отвода ткани и величины возврата ткани в зону формирования.
За прототип взят способ формирования тканей с переменной плотностью по утку, известный из Патента РФ №2309205, являющийся усовершенствованным способом АС СССР №1595960, и позволяет вырабатывать ткани с переменной программируемой плотностью по утку. При этом суть способа формирования тканей с переменной плотность по утку состоит в том, что ткань перед прибоем утка отводится на величину, большую, чем требуется технологически, а затем подается в зону формирования, а в момент перехода плотности величина подачи ткани в зону формирования изменяется максимально на величину предварительного отвода ткани из зоны формирования, что приводит к изменению плотности ткани по утку.
Недостатком данного способа формирования ткани с переменной плотностью по утку является также наличие переходного процесса и повышенное истирание нитей основы при выработке разреженного по утку участка ткани (что может привести к увеличению обрывности нитей основы). Это вызвано тем, что регулироваться при переходе плотности по утку может только величина подачи ткани навстречу берду.
Технической задачей изобретения является снижение истирающих нагрузок на нити основы при формировании разреженного участка ткани с переменной плотностью по утку, а также возможность получения ткани с переменной плотностью по утку более высокого качества за счет возможности получения тканей с четкими границами перехода плотностей по утку.
Технический результат достигается использованием способа формирования ткани с переменной плотностью расположения нитей по утку, заключающемуся в том, что ткань перед прибоем утка отводится на величину большую, чем требуется технологически, а затем подается навстречу берду. При этом при переходе плотности ткани по утку изменяется величина подачи ткани навстречу берду и величина предварительного отвода ткани. Опушка ткани в момент начала формирования участка с новой плотностью по утку в течение одного цикла формирования ткани смещается в сторону грудницы (при переходе к разреженному участку) или в сторону ремиз (при переходе к уплотненному участку) на величину Δ=λпу-λпр, где Δ - величина смещения ткани, λпу - величина прибойной полоски при выработке уплотненного участка ткани, λпр - величина прибойной полоски при выработке разреженного участка ткани. Таким образом, возможен четкий переход плотностей в полосках ткани с переменной плотностью. При переходе к разреженному участку после перемещения ткани на вышеуказанную величину, величина подачи ткани на бердо снижается до 0. Таким образом, при формировании разреженного участка подача ткани на бердо отсутствует, а величина отвода ткани соответствует целевой плотности по утку разреженного участка ткани.
Процесс формирования ткани с определенной (постоянной) плотностью по утку сопровождается наличием определенной (постоянной) величины прибойной плоски, которая устанавливается сама собой в процессе ткачества. При переходе от одной плотности по утку к другой при выработке ткани с переменной плотностью при формировании каждого участка плотности величина прибойной полоски должна быть постоянна. Длина ткани, находящаяся за линией действия берда (в момент крайнего переднего положения) со стороны ремиз в момент начала взаимодействия берда и опушки ткани будет определять величину прибойной полоски при формировании ткани. При смене плотности по утку указанная длина ткани изменится на величину, равную разнице между величинам отвода ткани на участке смены плотности. При формировании следующего элемента ткани плотность по утку определит уже не величина отвода ткани товарным регулятором, а вышеуказанная длина ткани. Этот факт приводит к тому, что процесс перехода плотности растягивается на несколько оборотов главного вала до тех пор, пока величина прибойной полоски не стабилизируется на уровне, соответствующем формируемой плотности ткани. Поэтому предлагается перемещать ткань на величину Δ для того, чтобы опушка ткани заняла положение, соответствующее целевой плотности и величина прибойной полоски стабилизировалась в пределах одного оборота главного вала.
Перемещение ткани при выработке ткани по предложенному способу показано на фиг.1а - для случая перехода от менее плотной полосы к более плотной, на фиг.1б - для случая перехода от более плотной полосы к менее плотной
Источники информации
1. Селиверстов В.Ю. Товарный регулятор ткацкого станка [текст]/ В.Ю.Селиверстов, А.П.Гречухин, В.А.Тягунов.// Патент РФ №2309205, D03D 49/60; заявлено 23.01.2006; опубликовано 27.10.2007, ФИПС.
2. Штейнбах В.П. Товарный регулятор ткацкого станка [текст]/ В.П.Штейнбах, Ю.М.Уткин // Авторское свидетельство СССР №1595960, D03D 49/20; заявлено 03.10.88; опубликовано 30.09.1990, ФИПС.
3. Susumu Kawabata (Toyota) System for controlling warp take - up and let -off rate/ Kawabata Susumu, Yoshida Kazunori, Kisanuki Yoshikatsu et all// Patent US №5024253, D03D 49/10; 18.06.1991.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ТКАНИ | 2015 |
|
RU2588430C1 |
| Способ формирования ткани на ткацком станке | 1981 |
|
SU958532A1 |
| Товарный регулятор ткацкого станка | 1987 |
|
SU1490178A1 |
| Способ ткачества | 1987 |
|
SU1423646A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТКАНИ | 2012 |
|
RU2516855C2 |
| Способ формирования ткани на ткацком станке и устройство для осуществления этого способа | 1977 |
|
SU765422A1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ ТКАНИ | 2012 |
|
RU2504605C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПЛОТНЫХ ТЕХНИЧЕСКИХ ТКАНЕЙ НА БЕСЧЕЛНОЧНОМ ТКАЦКОМ СТАНКЕ | 1990 |
|
SU1697467A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПЛОТНОЙ ТКАНИ НА БЕСЧЕЛНОЧНОМ ТКАЦКОМ СТАНКЕ | 1992 |
|
RU2030493C1 |
| ТОВАРНЫЙ РЕГУЛЯТОР БЕСЧЕЛНОЧНОГО ТКАЦКОГО СТАНКА | 1990 |
|
RU2027806C1 |
Изобретение относится к текстильной промышленности и может быть использовано на ткацких станках для выработки тканей различного ассортимента, в том числе тканей с программируемой переменной плотностью по утку. Способ формирования ткани с переменной плотностью расположения нитей по утку, заключающийся в том, что ткань перед прибоем утка отводится на величину, большую, чем требуется технологически, а затем подается навстречу берду. При этом при переходе плотности ткани по утку изменяется величина подачи ткани навстречу берду и величина предварительного отвода ткани. Опушка ткани в момент начала формирования участка с новой плотностью по утку в течение одного цикла формирования ткани смещается в сторону грудницы (при переходе к разреженному участку) или в сторону ремиз (при переходе к уплотненному участку) на величину Δ=λпу-λпр, где Δ - величина смещения ткани, λпу - величина прибойной полоски при выработке уплотненного участка ткани, λпр - величина прибойной полоски при выработке разреженного участка ткани. Таким образом, возможен четкий переход плотностей в полосках ткани с переменной плотностью. При переходе к разреженному участку после перемещения ткани на вышеуказанную величину, величина подачи ткани на бердо снижается до 0. Технической задачей изобретения является снижение истирающих нагрузок на нити основы при формировании разреженного участка ткани с переменной плотностью по утку, а также возможность получения ткани с переменной плотностью по утку более высокого качества за счет возможности получения тканей с четкими границами перехода плотностей по утку. 1 ил. 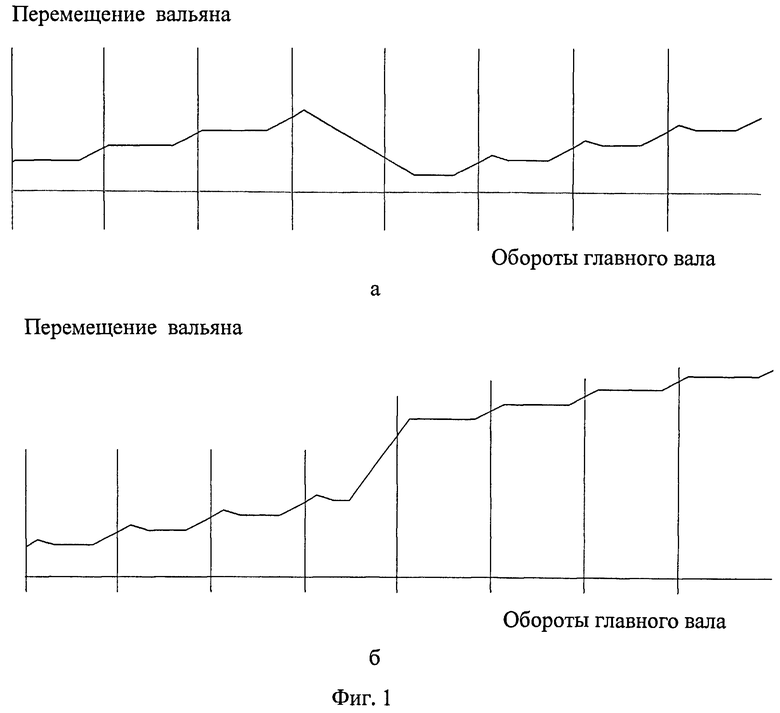
Способ формирования ткани с переменной плотностью по утку, заключающийся в том, что ткань отводят из зоны формирования перед прибоем утка на величину большую, чем требуется технологически для получения заданной плотности, затем подают ткань в зону формирования, при смене плотности по утку изменяют величину подачи ткани на бердо, отличающийся тем, что опушку ткани при смене плотности по утку в течение одного цикла формирования ткани смещают в сторону грудницы (при переходе к разреженному участку) или в сторону ремиз (при переходе к уплотненному участку) на величину Δ=λпу-λпр, где Δ - величина смещения ткани, λпу - величина прибойной полоски при выработке уплотненного участка ткани, λпр - величина прибойной полоски при выработке разреженного участка ткани, а при переходе к разреженному участку после перемещения ткани на вышеуказанную величину ткань отводят за каждый цикл работы станка согласно требуемой плотности без подачи ее на бердо.
| Ткацкий станок | 1989 |
|
SU1705432A2 |
| ТОВАРНЫЙ РЕГУЛЯТОР ТКАЦКОГО СТАНКА | 1992 |
|
RU2040607C1 |
| ТОВАРНЫЙ РЕГУЛЯТОР ТКАЦКОГО СТАНКА | 2006 |
|
RU2309205C1 |
| JP 2008214850 A, 18.09.2008. | |||

