Изобретение относится к области металлургии, а именно к металлургической теплотехнике, в частности к камерным печам, предназначенным преимущественно для термической обработки изделий, например для обжига, отпуска и закалки, в том числе из керамики и металла.
Известна камерная печь (Патент на изобретение RU №2186307 F23B 3/06, дата публикации 27.12.2001), содержащая однокамерный корпус с подвижным подом, конвективно-радиационную решетку, выполненную со щелями и расположенную по боковым сторонам корпуса с переменным шагом расположения щелей по площади их размещения, с возможностью направления теплоносителя в камеру, при этом угол наклона щелей решетки ориентирован в сторону движения теплоносителя, а отношение площади стенок щелей к площади фронтальной стенки решетки выбирают из диапазона от 50 до 10 для выравнивания температурного поля в объеме рабочей камеры печи.
Известная печь позволяет повысить эффективность термической обработки изделий за счет обеспечения равномерного температурного поля по объему рабочей камеры печи, однако она не обеспечивает равномерность нагрева внутри садки изделий, например пакетов кирпича, что требует дополнительного времени по выравниванию температуры по всему объему садки изделий. Кроме того, радиационная решетка занимает значительную площадь пода печи, уменьшая его полезную площадь.
Известна колпаковая печь (Евразийский патент на изобретение №000787, МПК C04B 33/32, F27B 11/00, «Способ обжига керамических изделий и устройство для его осуществления», дата публикации 2000.04.24.), содержащая устанавливаемый на вагонетку футерованный колпак, снабженный тангенциально расположенными на боковых стенах в нескольких уровнях газовыми горелками, обеспечивающими круговое движение (циклон) продуктов сгорания вокруг садки, и сопловым устройством, трубки которого установлены с возможностью перемещения в каналах пакетов, при этом садка набрана в виде пакетов кирпича (изделий) с формированием в них горизонтальных и вертикальных каналов и расположенных с промежутками между пакетами.
Известная печь имеет квадратную форму пода, оптимальную как для создания циклона вокруг садки и выравнивания температуры по объему садки, так и использования площади пода печи. Она позволяет эффективно выравнивать температуру по объему пакетов изделий, собранных в симметричную садку, что увеличивает производительность и улучшает качество изделий.
Однако выполнение сопла в известной печи в виде системы трубок, ориентированных по оси вертикальных каналов пакета с возможностью подъема и опускания, по меньшей мере, в четырех каналах пакета, требует высокой точности выполнения сопла и четкой центровки каналов. При этом холодные высокоскоростные струи энергоносителя, выполняя функцию эжекции и инжекции печных газов в каналы пакетов, забирают на себя часть тепла, что приводит к увеличению расхода топлива. Кроме того, полезная площадь пода колпаковой печи ограничена размерами колпака, которые по конструктивным соображениям имеют определенные ограничения. Поэтому по сравнению с печами периодического и непрерывного действия с продольным расположением садки известная печь имеет меньшую производительность.
Однако в печах, имеющих длину пода, в несколько раз превышающую его ширину, при продольным расположении садки создать циклон вокруг несимметричной садки невозможно.
Наиболее близкой по конструктивным элементам является камерная обжиговая печь (Патент на полезную модель RU №85618, F27B 9/00, «Обжиговая печь с интенсификацией теплообмена», дата публикации 10.08.2009), включающая состоящую из зон сушки, обжига и остывания туннельную камеру (корпус) с загрузочными и разгрузочными окнами, средство для непрерывного перемещения изделий, например кирпичей, источники тепла, выполненные в виде горелок, расположенных как в потолочной части, так и на боковых внутренних сторонах печи, установленных либо напротив друг друга, либо со смещением одних относительно других, пламя которых направлено в горизонтальные каналы либо в промежутки между штабелями, а также генератор звуковой частоты, выполненный с возможностью обеспечения синхронизированной модуляции интенсивности выделения теплоносителя источниками, при этом кирпичи набраны с образованием промежутков между ними в виде горизонтальных продольных и поперечных, а также и вертикальных каналов и установлены в виде штабелей.
Известная печь позволяет ингенсифицировать теплообмен за счет получения стоячих резонансных волн в теплоносителе, благодаря чему в каналах между кирпичами увеличивается интенсивность движения теплоносителя и передачи им тепла.
Однако известная конструкция печи не обеспечивает равномерность нагрева кирпичей по всему объему штабелей, так как их боковые и верхние поверхности, на которые направлены горелки, нагреваются в большей степени и подвержены перегреву. А получение стоячих резонансных волн в теплоносителе интенсифицирует теплообмен в основном в поперечных горизонтальных каналах, где происходит движение теплоносителя под действием боковых горелок. Кроме того, в известной печи как боковые, так и сводовые горелки не обеспечивают дозированной подачи теплоносителя в каналы пакетов.
Техническим результатом является повышение удельной производительности с квадратного метра пода и повышение качества изделий за счет равномерного нагрева по объему садки.
Указанный технический результат достигается тем, что в камерной печи для скоростного обжига, включающей корпус с загрузочными и разгрузочными окнами, средство для перемещения изделий, набранных в виде пакетов с формированием в них горизонтальных и вертикальных каналов, горелки, расположенные как в сводовой части, так и на боковых сторонах печи, согласно изобретению горелки выполнены в виде высокоскоростных горелок, обеспечивающих коэффициент избытка воздуха от 1 до 30, температуру факела от 100 до 2000°C и скорость истечения факела от 20 до 200 м/сек, при этом встречно направленные горелки, ориентированы напротив промежутков между пакетами и установлены внизу с одной стороны и вверху с другой стороны пакетов, образуя поперечные циклоны теплоносителя, а вдоль боковых стен высокоскоростные горелки расположены в шахматном порядке, образуя встречно направленные в каждом промежутке поперечные циклоны теплоносителя, при этом сводовые высокоскоростные горелки расположены напротив центральных каналов пакетов.
Использование высокоскоростных горелок, обеспечивающих коэффициент избытка воздуха от 1 до 30, температуру факела от 100 до 2000°C и скорость истечения факела от 20 до 200 м/сек, позволяет повысить эффективность выравнивания температуры внутри пакета за счет возможности регулирования режима работы высокоскоростных горелок в широких диапазонах. Кроме того, применение высокоскоростных горелок для подачи дополнительных высокоскоростных струй внутрь одного центрального канала пакетов позволяет уменьшить количество горелок, расположенных в потолочной части печи.
Расположение в промежутках между пакетами на противоположных стенах печи встречно направленных высокоскоростных горелок на разной высоте, а именно одна вверху, а другая внизу, позволяет создать в них поперечные циклоны, что улучшает теплообмен и повышает равномерность нагрева изделий, а следовательно, и их качества.
Расположение на продольных стенах печи высокоскоростных горелок в шахматном порядке с чередованием положения их по высоте в каждом последующем промежутке, что позволяет создать встречно направленные поперечные циклоны в каждом промежутке.
Создание поперечных последовательно расположенных и встречно направленных в каждом промежутке садки циклонов при помощи высокоскоростных горелок позволяет создать между циклонами, в частности в центре пакетов, плоскость нулевого давления с нулевой скоростью движения печных газов, что позволяет осуществить из этой зоны свободное эжектирование дымовых газов в поперечные циклоны. Подача высокоскоростными и высокотемпературными струями дополнительного тепла от высокоскоростных горелок в центральные каналы с нулевой зоной давления позволяет равномерно распределять путем эжекции тепло через пакеты в поперечные циклоны, что повышает равномерность нагрева пакетов и сокращает время выравнивания температуры по садке изделий.
Создание в промежутках между пакетами поперечных встречно направленных циклонов позволяет повысить равномерность нагрева путем совместного воздействия циклона теплоносителя и дополнительных высокоскоростных струй в центральные каналы при формировании любой продольной несимметричной садки различных изделий, в том числе из керамики и металла.
Применение высокоскоростных горелок позволяет увеличить более чем на 45% удельную производительность с квадратного метра пода печи и на 15-30% уменьшить удельный расход топлива, а также достичь высокой равномерности нагрева изделий, а следовательно, повышения их качества.
Технических решений, совпадающих с совокупностью существенных признаков изобретения, не выявлено, заявляемые существенные признаки изобретения, предопределяющие получение указанного технического результата, явным образом не следуют из уровня техники, что позволяет сделать вывод о соответствии изобретения условию патентоспособности новизна и «изобретательский уровень».
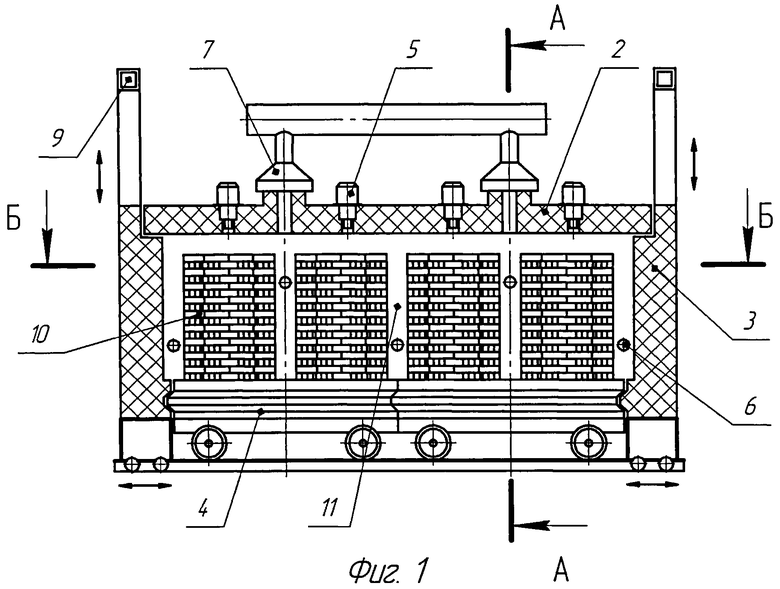
На фигуре 1 изображен общий вид камерной печи в разрезе.
На фигуре 2 изображен вид А-А фигуры 1.
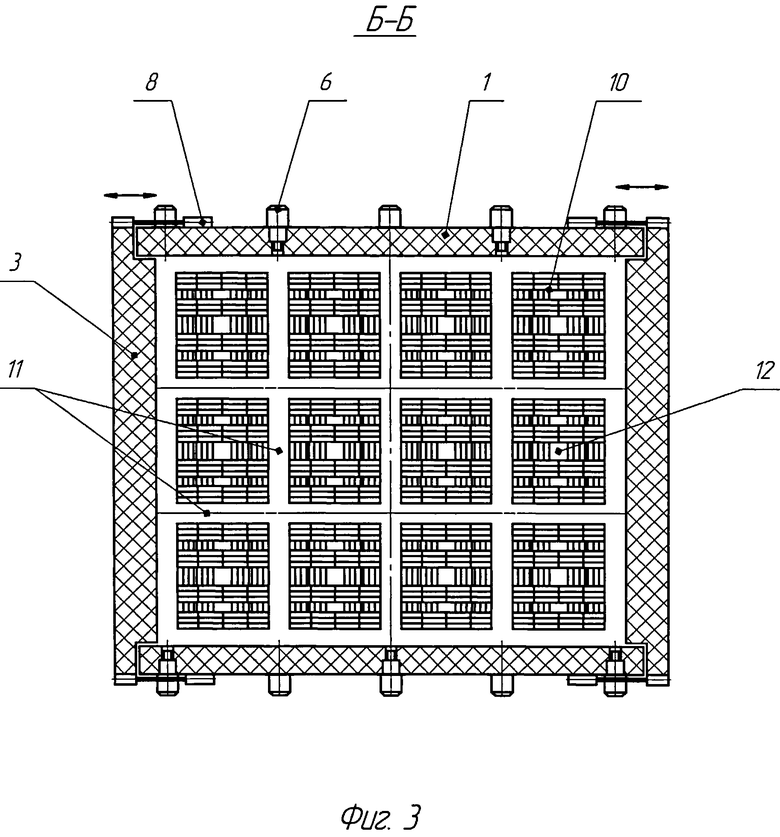
На фигуре 3 изображен вид Б-Б фигуры 1.
Камерная печь для скоростного обжига изделий включает корпус, выполненный в виде боковых стен 1 и свода 2, загрузочные и разгрузочные окна, снабженные заслонками 3, средство для перемещения изделий, выполненное в виде вагонеток 4, высокоскоростные горелки 5, расположенные на своде, и высокоскоростные горелки 6, расположенные на боковых стенах 1 печи. Камерная печь снабжена зонтом 7 для удаления дыма. Заслонки 3 снабжены механизмами 8 и 9 соответственно горизонтального и вертикального перемещения. Изделия набраны в виде пакетов 10, расположенных на вагонетках 4 с промежутками 11 и центральными каналами 12. Пакеты выполнены также с вертикальными и горизонтальными каналами (не обозначены). Горелки выполнены в виде высокоскоростных горелок, обеспечивающих коэффициент избытка воздуха от 1 до 30, температуру факела от 100 до 2000°С и скорость истечения факела от 20 до 200 м/сек. Встречно направленные высокоскоростные горелки 6, ориентированы напротив промежутков 11 между и установлены вверху с одной стороны и внизу с другой стороны пакета 10, образуя в вертикальной плоскости поперечные циклоны теплоносителя. Вдоль боковых стен 1 высокоскоростные горелки 6 расположены в шахматном порядке, образуя поперечные циклоны теплоносителя, встречно направленные в каждом промежутке 11. Сводовые высокоскоростные горелки 5 расположены напротив центральных каналов 12 пакетов 10.
Заявляемая печь работает следующим образом. Изделия собирают в пакеты 10 с формированием каналов, в том числе центральных каналов 12, площадь сечения которых примерно в 20 раз превышает площадь сечения сопла горелки. Устанавливают пакеты на поду вагонетки 4 таким образом, чтобы промежутки 11 между пакетами 10 после установки вагонетки 4 в печи были ориентированы напротив высокоскоростных горелок 6, а центральные каналы 12 были ориентированы напротив сопел высокоскоростных горелок 5. Механизмом горизонтального перемещения 8 отводят входную заслонку 3, а затем механизмом вертикального перемещения 9 поднимают ее вверх. Заводят вагонетки 4 с пакетами 10 изделий внутрь печи, ориентируя горелки 5 и 6 напротив центральных каналов 12 и промежутков 11 соответственно. В обратной последовательности закрывают входную заслонку 3. По заданной программе включают высокоскоростные горелки 6, которые образуют в промежутках 11 между пакетами 10 поперечные циклоны теплоносителя, встречно направленные в каждом последующем промежутке 11. Одновременно или после достижения в печи температуры, определенной технологией нагрева, включают по заданной программе, в соответствии с графиком нагрева, высокоскоростные горелки 5, сопла которых ориентированы напротив центральных каналов 12. Количество подаваемого топлива, коэффициент избытка воздуха автоматически регулируют на основании заданных параметров ведения режима нагрева, который выбирают в зависимости от объема печного пространства, размеров и количества пакетов садки, коэффициента заполнения рабочего пространства, материала обрабатываемых изделий и технологии тепловой обработки: нагрев, обжиг, термообработка, сушка, плавление. В известной печи коэффициент избытка воздуха от 1 до 30 обеспечивает температуру факела от 100 до 2000°C и скорость истечения факела от 20 до 200 м/сек. Время обжига в заявляемой печи составляет 9-11 часов, для глин среднего состава и средних показателей по чувствительности к сушке и обжигу, что является недостижимым для известных печей периодического и непрерывного действия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАГРЕВА ИЗДЕЛИЙ | 2012 |
|
RU2495852C1 |
| СПОСОБ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111933C1 |
| СПОСОБ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2045725C1 |
| КОЛЬЦЕВАЯ ПЕЧЬ | 1990 |
|
RU2023970C1 |
| КОЛЬЦЕВАЯ ПЕЧЬ | 2007 |
|
RU2335721C1 |
| СПОСОБ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2015478C1 |
| Кольцевая печь | 1985 |
|
SU1296814A1 |
| СПОСОБ ОТОПЛЕНИЯ ДВУХКАМЕРНОЙ ПЕЧИ И ПЕЧЬ ДЛЯ НАГРЕВА ЗАГОТОВОК | 1992 |
|
RU2022035C1 |
| Секция газовой печи косвенного радиационного нагрева металла | 1979 |
|
SU855359A1 |
| Туннельная печь | 1984 |
|
SU1239495A1 |
Изобретение относится к металлургии, в частности к камерным печам. Камерная печь для скоростного обжига содержит корпус с загрузочными и разгрузочными окнами, средство для перемещения изделий, набранных в виде пакетов с формированием в них горизонтальных и вертикальных каналов, и расположенные на своде и на боковых сторонах печи горелки, горелки выполнены в виде высокоскоростных горелок, обеспечивающих коэффициент избытка воздуха от 1 до 30, температуру факела от 100 до 2000°C и скорость истечения факела от 20 до 200 м/сек. Горелки, расположенные на боковых сторонах печи напротив промежутков между пакетами, направлены навстречу друг другу и установлены внизу с одной стороны и вверху с другой стороны пакетов в шахматном порядке вдоль боковых стен с образованием в вертикальной плоскости поперечных циклонов теплоносителя, встречно направленных в каждом промежутке. Сводовые высокоскоростные горелки расположены напротив центральных каналов. Обеспечивается повышение удельной производительности с квадратного метра пода и повышение качества изделий. 3 ил.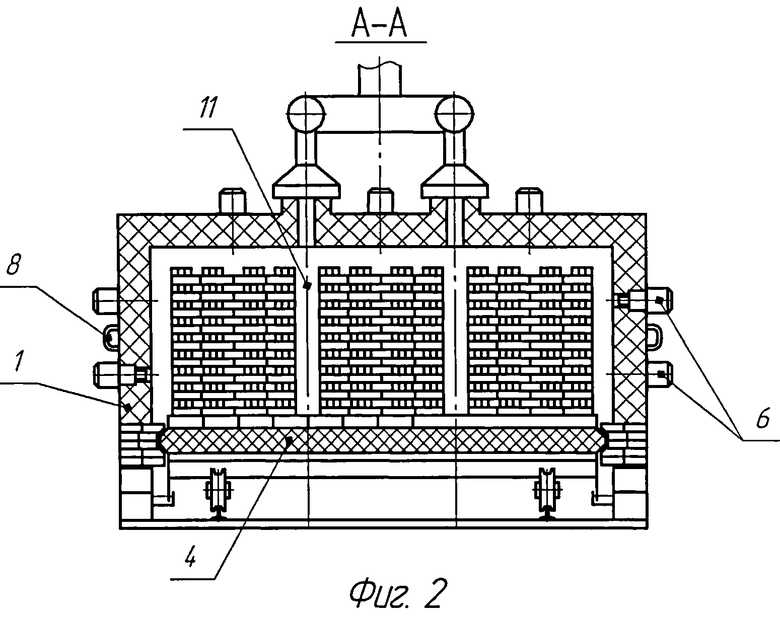
Камерная печь для скоростного обжига, содержащая корпус с загрузочными и разгрузочными окнами, средство для перемещения изделий, набранных в виде пакетов с формированием в них горизонтальных и вертикальных каналов, и расположенные на своде и на боковых сторонах печи горелки, отличающаяся тем, что горелки выполнены в виде высокоскоростных горелок, обеспечивающих коэффициент избытка воздуха от 1 до 30, температуру факела от 100 до 2000°C и скорость истечения факела от 20 до 200 м/с, при этом горелки, расположенные на боковых сторонах печи напротив промежутков между пакетами, направлены навстречу друг другу и установлены внизу с одной стороны и вверху с другой стороны пакетов в шахматном порядке вдоль боковых стен с образованием в вертикальной плоскости поперечных циклонов теплоносителя, встречно направленных в каждом промежутке, а сводовые высокоскоростные горелки расположены напротив центральных каналов пакетов.
| Шнековый пресс | 1948 |
|
SU85618A1 |
| Способ обжига керамических изделий | 1980 |
|
SU893958A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| СПОСОБ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2045725C1 |
| Туннельная печь | 1984 |
|
SU1239495A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 1989 |
|
RU2017558C1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

