Изобретение относится к литейному производству, в частности к литью по выплавляемым моделям.
Известна пресс-форма для изготовления выплавляемых и пенополистироловых моделей, содержащая формующий стержень, вспомогательный стержень, снабженный регулировочным винтом, сопряженным одним концом с штифтом, закрепленным во втулке-рейке и установленным с возможностью изменения хода по его пазу.
Недостаток пресс-формы в том, что необходимо регулярно производить наладку пресс-формы, причем по каждой паре сопрягаемых стержней (центрального и вспомогательного) в отдельности при появлении зазоров в реечном зацеплении механизма перемещения вспомогательного формующего стержня, вследствие чего снижается точность изготавливаемых моделей.
Известно устройство представляющее собой механизм для автоматического извлечения стержней с помощью неподвижной рейки, выполненное в виде пресс-формы, имеющей рейку, входящую в зацепление с зубчатым валиком, находящимся в сборе с реечным ползуном, в котором штифтом закреплен стержень. Для фиксации положения стержня в пресс-форме служит замок.
Недостатком устройства является то, что в нем не обеспечивается точной фиксации горизонтальных формообразующих стержней, поскольку конструктивное выполнение не отвечает следующим условиям.
Точное положение горизонтальных формообразующих стержней определяется вертикальными формообразующими стержнями и конструктивным выполнением сопрягаемых с ними элементами при условии, что формообразующие стержни (вертикальные и горизонтальные) лежат в одной плоскости и в месте фиксации (сопряжения) вертикальные стержни значительно меньше горизонтальных и имеют простую запорную конфигурацию, причем такая фиксация необходима преимущественно для пресс-форм с шестеренчатым либо реечным перемещающим механизмом формообразующих стержней.
Цель изобретения - обеспечение точной фиксации горизонтальных стержней замковым соединением.
Поставленная цель достигается тем, что в пресс-форме для изготовления выплавляемых моделей, содержащей полуформы с установленными в них вертикальными и горизонтальными формообразующими стержнями, расположенными в одной плоскости, реечные механизмы их перемещения, горизонтальные формообразующие стержни имеют отверстия, выполненные по конфигурации вертикальных формообразующих стержней, а последние имеют заходные фаски для взаимодействия стержней при соединении полуформ.
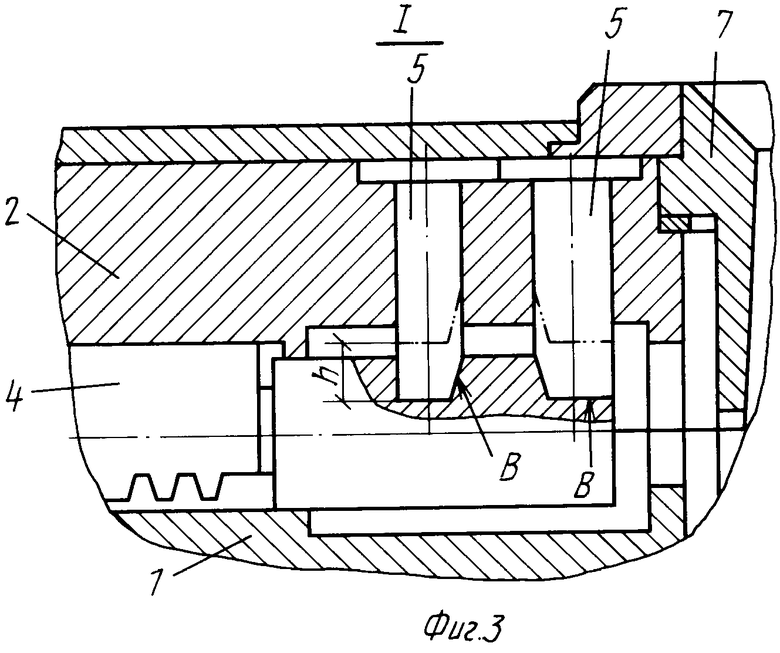
На фиг. 1 показана предлагаемая пресс-форма, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг.2; на фиг. 4 - разрез Б-Б на фиг. 2.
Пресс-форма для выплавляемых моделей содержит неподвижную 1 и подвижную 2 полуформы.
В подвижной полуформе 2 жестко закреплены вертикальные рейки 3, горизонтальные формообразующие стержни 4 и вертикальные замковые стержни 5, расположенные в одной плоскости, рейки 3 имеют на одном конце зубчато-реечную часть для взаимодействия с зубчатым колесом 6, а также снабжены пазом, размещенным от последнего зуба рейки на расстоянии h. Горизонтальные стержни 4 имеют также зубчато-реечную часть для взаимодействия с зубчатым колесом 6 и отверстия В для взаимодействия с вертикальными замковыми стержнями 5, снабженными для беспрепятственного взаимодействия с отверстиями В заходным конусом. Для предотвращения проворачивания вертикальных замковых стержней 5 вокруг оси на их головках имеются срезы Г, выполненные с возможностью взаимодействия стержней 5 друг с другом.
Местоположение и количество стержней 4 и 5 обусловлено количеством и видом выплавляемых моделей. Для заполнения полости формы восковым модельным составом пресс-форма снабжена литниковой системой 7. Для подвода охлаждающей жидкости в пресс-форме имеются штуцера 8, а для удаления готовых модельных звеньев предназначены толкатели 9.
Пресс-форма для выплавляемых моделей работает следующим образом.
Пресс-форма устанавливается на автомате для приготовления модельных звеньев. В закрытой пресс-форме стержни 4 и 5 находятся в отверстиях В горизонтальных стержней 4, создавая замковое соединение, которое позволяет фиксировать стержни 4 от самопроизвольного их перемещения вследствие появления зазоров в зубчатом зацеплении (реечная часть стержня 4 и рейки 3 с зубчатым колесом 6) при их срабатывании (износе). Через литниковую систему 7 полость пресс-формы заполняется модельным составом, а через штуцера 8 подводится охлаждающая жидкость.
После охлаждения восковых моделей пресс-форма раскрывается и готовые звенья удаляются выталкивателями 9.
При раскрытии пресс-формы подвижная полуформа 2 перемещается поступательно вертикально вверх вместе с закрепленными в ней рейками 3 и вертикальными замковыми стержнями 5. Вследствие наличия на рейках 3 пазов Z обеспечивается холостой ход h, соответствующий величине, необходимой для ввода из зацепления замковых стержней 4.
При дальнейшем раскрытии полуформ происходит извлечение стержней 4 из полости моделей за счет взаимодействия зубчато-реечной части в зацеплении с зубчато-реечной частью стержня 4. После этого модельное звено извлекается, пресс-форма закрывается и стержни 3 и 5 устанавливаются в исходное положение, и цикл повторяется.
По сравнению с прототипом предлагаемая пресс-форма позволяет обеспечить точную фиксацию горизонтальных стержней замковым соединением при увеличении зазоров в реечном зацеплении механизма перемещения при его срабатывании (износе) за счет снабжения горизонтальных формующих стержней отверстиями , которые, в свою очередь, выполнены по конфигурации вертикальных формообразующих стержней, имеющих заходные фаски для взаимодействия стержней.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТОПИТЕЛЬНО-ВАРОЧНАЯ ПЕЧЬ | 1992 |
|
RU2018059C1 |
| Пресс-форма для изготовления выплавляемых моделей | 1987 |
|
SU1444066A1 |
| ЗАМОК | 1992 |
|
RU2019658C1 |
| Устройство для подачи материала в зону обработки | 1986 |
|
SU1388159A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| УРОВНЕМЕР ДЛЯ ЖИДКОСТЕЙ | 1991 |
|
RU2010183C1 |
| Пресс-форма для изготовления выплавляемых моделей | 1987 |
|
SU1444054A1 |
| КОНИЧЕСКИЙ ДИФФЕРЕНЦИАЛ | 1991 |
|
RU2007303C1 |
| ИСПОЛНИТЕЛЬНЫЙ МЕХАНИЗМ | 1991 |
|
RU2011036C1 |
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1731420A1 |


Изобретение относится к литейному производству, в частности к литью по выплавляемым моделям. Сущность изобретения: пресс-форма состоит из неподвижной и подвижной полуформ. В полуформе 2 закреплены вертикальные рейки, горизонтальные формирующие стержни 4 и вертикальные замковые стержни. Рейки и стержни взаимодействуют с зубчатым колесом 6. Рейки снабжены пазом Z, а стержни - отверстиями B, выполненными по конфигурации вертикальных формообразующих стержней, имеющих заходные фаски. Для заполнения пресс-формы модельным составом пресс-формы имеет литниковую систему, для подвода охлаждающей жидкости-штуцер, а для удаления готовых модельных звеньев - толкатели. Такая конструкция пресс-форм позволит обеспечить точную фиксацию горизонтальных стержней замковым соединением. 4 ил.
ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ, содержащая полуформы с установленными в них вертикальными и горизонтальными формообразующими стержнями, расположенными в одной плоскости, реечные механизмы их перемещения, отличающаяся тем, что, с целью обеспечения точной фиксации горизонтальных стержней замковым соединением, горизонтальные формообразующие стержни имеют отверстия, выполненные по конфигурации вертикальных формообразующих стержней, а последние имеют выходные фаски для взаимодействия стержней при соединении полуформ.
| Пресс-форма для изготовления вып-лАВляЕМыХ и пЕНОпОлиСТиРОлОВыХМОдЕлЕй | 1979 |
|
SU846086A2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
