Электрод-инструмент относится к области машиностроения и может быть использован для изготовления каналов с произвольным изгибом оси в цельных металлических материалах.
Известен электрод-инструмент для электрохимической обработки каналов с постоянным радиусом закругления оси [Артамонов Б.А., Волков Ю.С, Дрожалова В.И. и др. Электрофизические и электрохимические методы обработки материалов. Учеб. Пособие (в 2-х томах). Т.1. Обработка материалов с применением инструмента/Под ред. В.П. Смоленцева. - М.: Высш. Шк., 1983. - 247 с. - стр.129-130], который представляет собой жесткий трубчатый инструмент с постоянным радиусом оси, а для устранения конусности канала с внешней стороны покрыт слоем изоляции.
Однако данный электрод-инструмент не позволяет получать каналы с произвольным изгибом оси.
Наиболее близким к заявленному электроду-инструменту является электрод-инструмент для протягивания каналов с произвольным изгибом оси [Артамонов Б.А., Волков Ю.С, Дрожалова В.И. и др. Электрофизические и электрохимические методы обработки материалов. Учеб. Пособие (в 2-х томах). Т.1. Обработка материалов с применением инструмента / Под ред. В.П. Смоленцева. - М.: Высш. Шк., 1983. - 247 с. - стр.130], который выполнен бочкообразной формы, а на его наружной поверхности расположены выступы из диэлектрика.
Однако для обработки данным катодом-инструментом необходимо предварительно получить канал с необходимой осью.
Изобретение направлено на изготовление каналов с произвольным изгибом оси в цельном материале.
Это достигается за счет того, что рабочая часть выполнена в форме шара, изолированного на половину площади сферы со стороны токоподвода диэлектрическим покрытием, причем изолированная часть шара подвижно присоединена к гибкому каналу, на внешней стороне которого выполнены продольные открытые пазы для выхода рабочей среды, внутри шара выполнены сквозные противолежащие трубчатые отверстия и со стороны изолированной части к шару присоединены гибкие каналы для раздельной подачи рабочей среды в упомянутые трубчатые отверстия, при этом на неизолированной части шара трубчатые отверстия разделены выпуклыми диэлектрическими линиями, а со стороны изолированной части шар соединен с измерительным центром противолежащими мерными нитями, расположенными внутри упомянутого гибкого канала с продольными пазами.
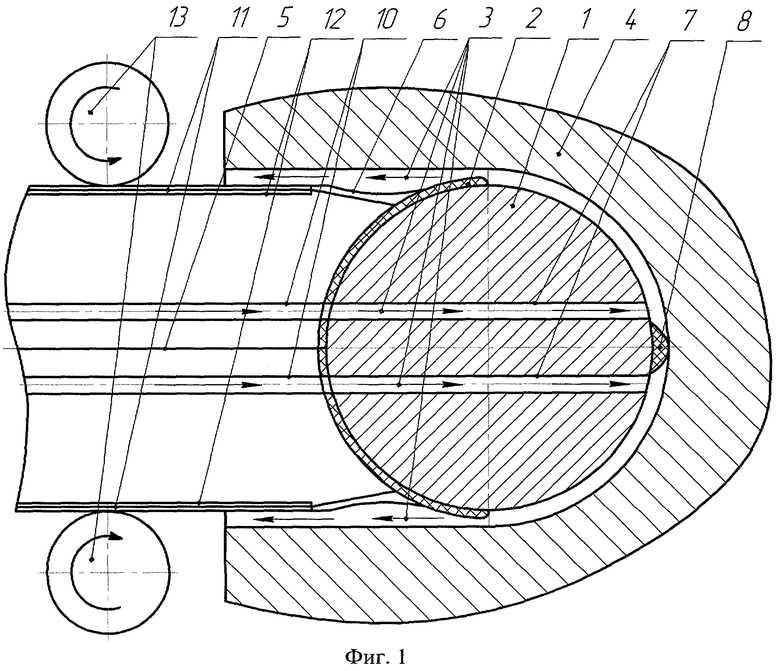
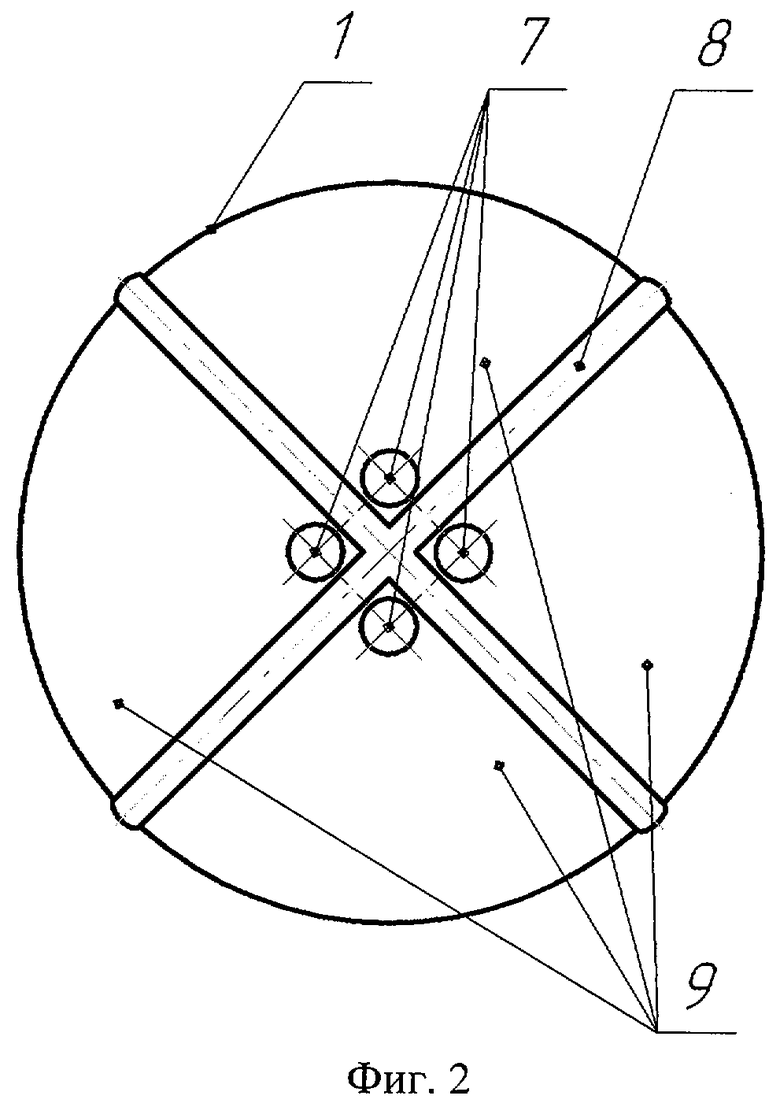
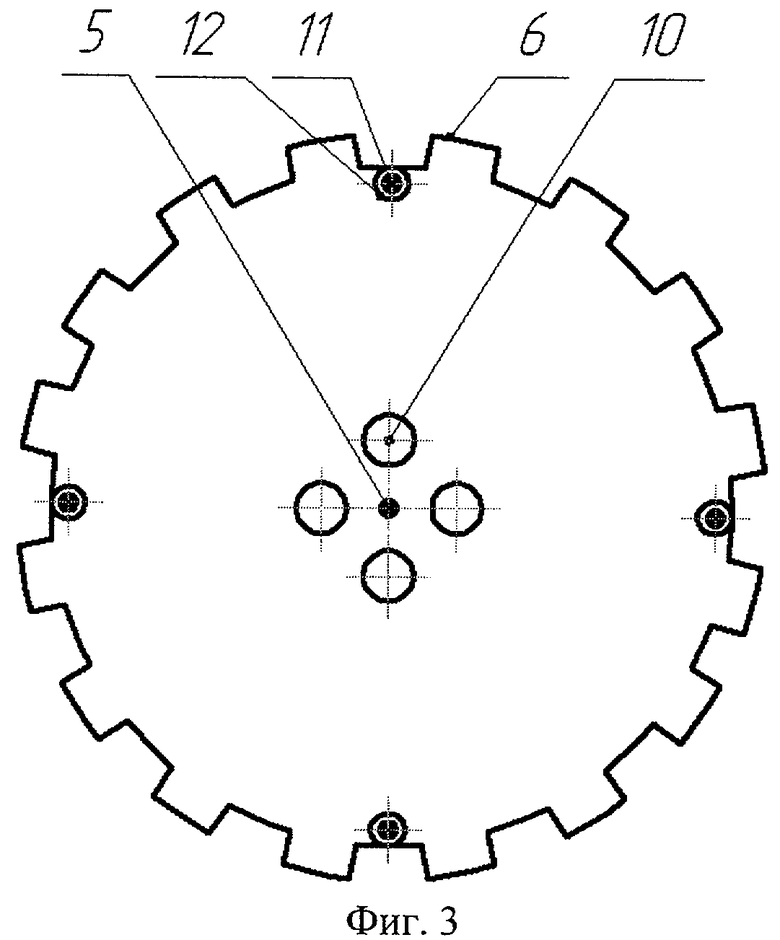
На фиг.1 показано продольное сечение электрода-инструмента во время работы, на фиг.2 показана рабочая часть электрода-инструмента в форме шара, на фиг.3 показано поперечное сечение вспомогательной части электрода-инструмента.
Электрод-инструмент состоит из рабочей части выполненной в форме шара 1 из токопроводящего материала, покрытого на половину площади сферы диэлектрическим покрытием 2 толщиной, не препятствующей выходу рабочей среды 3, но достаточной для диэлектрической изоляции соответствующей части шара от материала заготовки 4. К рабочей части выполненной в форме шара 1 подводится электрический ток через токоподвод 5. Рабочая часть в форме шара 1 подвижно присоединена изолированной частью шара к гибкому каналу 6, который имеет с внешней стороны продольные открытые пазы для выхода рабочей среды 3. В месте присоединения шара 1 к гибкому каналу 6 канал 6 имеет утончение и прогиб в сторону оси канала 6 для предотвращения заклинивания и облегчения поворота шара. Внешний диаметр гибкого канала 6 равен диаметру канала, который необходимо получить, для предотвращения возможности упругого изгиба и соответственно ухода оси электрода-инструмента от оси канала который необходимо получить. В рабочей части в форме шара 1 выполнены сквозные противолежащие трубчатые отверстия 7. Сами трубчатые отверстия разделены на поверхности неизолированной части шара выпуклыми диэлектрическими линиями 8 для разделения областей 9 с раздельной подачей рабочей среды, что и способствует повороту шара в нужном направлении. Диэлектрические линии 8 должны иметь толщину не более межэлектродного зазора для возможности протекания реакции анодного растворения, но достаточную для предохранения от короткого замыкания между неизолированной частью шара 1 и заготовкой 4. Трубчатые отверстия 7 соединены со стороны изолированной части шара 1 с гибкими каналами 10, через которые осуществляется раздельная подача рабочей среды к трубчатым отверстиям 7. Давление в каждом канале 10 изменяется с помощью регулятора давления рабочей среды, которым управляет микропроцессор. Микропроцессор определяет необходимое давление в каждом канале 10 по сигналам измерительного центра, которые соединяются противолежащими мерными нитями 11 с рабочей частью в форме шара 1 в противолежащих точках. Каждая мерная нить помещена в гибкий канал 12, имеющий внутренний диаметр равный диаметру мерительной нити 11, для повышения точности измерения. Гибкие каналы 12 присоединены к внутренней поверхности гибкого канала 6. Гибкий канал 12 заканчивается на таком расстоянии от шара 1, чтобы при повороте шара 1 мерная нить свободно перемещалась вдоль гибкого канала 12 и при этом поворот шара не изгибал гибкий канал 12, что уменьшит погрешность измерения. Мерные нити находятся под натяжением достаточным для предотвращения их прогиба, что уменьшает погрешность измерения, но при этом не мешающим повороту рабочей части в форме шара 1. Продольная подача электрода-инструмента осуществляется за счет ведущих валов 13, которые прижаты с противоположных сторон к гибкому каналу 6.
Устройство работает следующим образом.
Электрод-инструмент подводится к месту обработки, подается через трубчатые отверстия 7 рабочая среда 3 со скоростью, необходимой для протекания процесса анодного растворения в заданных режимах. После этого подключают рабочую часть электрода-инструмента в форме шара 1 через токоподвод 5 к катоду, а заготовку 4 к аноду. При этом на рабочей части электрода-инструмента в форме шара 1 происходит ускоренное разложение молекул воды с выделением молекулярного водорода:
H2O+е→H•+ОН-
Н•+H•→H2↑
При этом на заготовке происходит переход металла в нерастворимый гидроксид и одновременно образуется молекулярный кислород:
Me-ne→Men+
Men++nOH-→Me(OH)n↓
2OH--2е→H2O+O•
О•+О•→O2↑
Продукты обработки выносятся потоком рабочей среды 3 из промежутка между электродом-инструментом и заготовкой 4. При снятии слоя материала межэлектродный зазор между неизолированной частью шара 1 и заготовкой восстанавливается за счет перемещения электрода-инструмента вдоль оси, которое осуществляется за счет вращения валов 13. При этом сила прижима валов 13 к гибкому каналу 6 должна быть такой, чтобы сила трения между ними была больше силы сопротивления перемещения электрода инструмента вдоль оси канала, который необходимо получить. При необходимости поворота оси канала, который необходимо получить, подается различное давление рабочей среды 3 в области 9 с раздельной подачей рабочей среды через трубчатые отверстия 7. При этом шар 1 поворачивается в сторону области 9 с раздельной подачей рабочей среды, где давление рабочей среды 3 будет меньше. Но при этом минимальное значение давления рабочей среды должно быть не меньше минимально необходимого для протекания процесса анодного растворения в заданных режимах. Материал заготовки будет удаляться со стороны неизолированной части шара 1, что и обеспечит изгиб оси канала, который необходимо получить. Направление и величину угла поворота шара 1 обеспечивают разницей давлений в областях 9 с раздельной подачей рабочей среды. Чем разница давлений в областях 9 с раздельной подачей рабочей среды будет больше, тем на больший угол повернется шар 1. Этой разницей управляет микропроцессор, давая управляющий сигнал на регуляторы давления рабочей среды. Микропроцессор определяет положение и угол поворота шара 1, следя за изменением длин мерных нитей 11 от начальной точки обработки до шара 1. Информацию о длине каждой мерной нити 11 в каждый момент времени микропроцессор получает от измерительного центра. При этом при повороте шара 1 будут уменьшаться длины мерных нитей 11 с той стороны, в которую поворачивает шар 1 и соответственно увеличиваться противоположные. Таким образом, можно многократно изменять направление оси обрабатываемого канала по трем осям координат. После обработки электрод-инструмент выводится из полученного канала в заготовке 4 включением реверса на валах 13
Электродом-инструментом могут изготавливаться сквозные и глухие каналы с минимальным диаметром до 2 мм. в металлических заготовках с многократным изгибом оси по трем осям координат с радиусом изгиба оси до половины диаметра изготавливаемого канала. Поверхностный слой канала можно получать с шероховатостью до Ra=0,32 мкм. с отсутствием измененного слоя.
Изобретение относится к области машиностроения и может быть использовано для изготовления каналов с произвольным изгибом оси в цельных металлических материалах. Электрод-инструмент содержит рабочую часть, выполненную в форме шара, изолированного на половину площади сферы со стороны токоподвода диэлектрическим покрытием. Изолированная часть шара подвижно присоединена к гибкому каналу, на внешней стороне которого выполнены продольные открытые пазы для выхода рабочей среды, внутри шара выполнены сквозные противолежащие трубчатые отверстия и со стороны изолированной части к шару присоединены гибкие каналы для раздельной подачи рабочей среды в упомянутые трубчатые отверстия. На неизолированной части шара трубчатые отверстия разделены выпуклыми диэлектрическими линиями, а со стороны изолированной части шар соединен с измерительным центром противолежащими мерными нитями, расположенными внутри упомянутого гибкого канала с продольными пазами. Электрод-инструмент позволяет изготавливать сквозные и глухие каналы с минимальным диаметром до 2 мм с многократным изгибом по трем осям координат и с радиусом изгиба оси до половины диаметра изготавливаемого канала. 3 ил.
Электрод-инструмент для изготовления в металлических заготовках каналов с произвольным изгибом оси, содержащий рабочую часть с частично диэлектрическим покрытием и токоподводом, отличающийся тем, что рабочая часть выполнена в форме шара, изолированного на половину площади сферы со стороны токоподвода диэлектрическим покрытием, причем изолированная часть шара подвижно присоединена к гибкому каналу, на внешней стороне которого выполнены продольные открытые пазы для выхода рабочей среды, внутри шара выполнены сквозные противолежащие трубчатые отверстия и со стороны изолированной части к шару присоединены гибкие каналы для раздельной подачи рабочей среды в упомянутые трубчатые отверстия, при этом на неизолированной части шара трубчатые отверстия диэлектрически разделены по выпуклым линиям, а со стороны изолированной части шар соединен с измерительным центром противолежащими мерными нитями, расположенными внутри упомянутого гибкого канала с продольными пазами.
| 0 |
|
SU265334A1 | |
| ЭЛЕКТРОД-ИНСТРУМЕНТ | 2004 |
|
RU2265503C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ С КРИВОЛИНЕЙНОЙ ОСЬЮ | 2000 |
|
RU2193607C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПРОШИВАНИЯ ОТВЕРСТИЙ | 0 |
|
SU404598A1 |
| Электрод-инструмент для электрохимического прошивания отверстий | 1985 |
|
SU1306662A1 |
| US 5819400 A, 13.10.1998. | |||

